

A borracha desempenha um papel importante na nossa vida quotidiana, desde produtos domésticos, como as tampas de garrafas que evitam derrames de líquidos, até peças de automóvel, como os casquilhos de borracha que absorvem as vibrações ou os pneus. Uma das formas de os fabricantes transformarem este material elástico da sua forma bruta e inutilizável em produtos valiosos é através da moldagem por injeção de borracha.
Esta técnica é versátil e útil na produção de uma grande variedade de peças de borracha. Atualmente, a maioria dos fabricantes de produtos de borracha escolhe a moldagem por injeção com borracha como técnica principal, especialmente na produção de grandes volumes. O mercado global da indústria de moldagem por injeção de borracha em 2025 é de $304,4 mil milhões. No entanto, prevê-se que o mercado ultrapasse os $481,6 mil milhões em 2035. A região da Ásia-Pacífico está a assistir a uma explosão da produção de veículos, o que é parcialmente responsável por este crescimento.
Embora o fabrico de produtos de borracha com moldagem por injeção tenha sido amplamente aceite, apresenta desafios únicos, especificamente na seleção de materiais e no controlo adequado do processo de moldagem para eliminar totalmente defeitos como o empeno ou reduzi-los ao mínimo possível. Este guia para principiantes, destinado a designers e engenheiros, dir-lhe-á tudo o que precisa de saber sobre o processo e abordará os pontos problemáticos frequentemente referidos.
O que é a moldagem por injeção de borracha?
A moldagem por injeção utilizando borracha é uma técnica de fabrico que cria produtos através da injeção de borracha aquecida num molde - normalmente feito de aço ou alumínio - sob alta pressão. Este processo de fabrico é rápido, com tempos de ciclo que variam entre 10 segundos e 2 ou mais minutos, dependendo da complexidade da geometria e do tamanho do produto. A seleção do material correto (borracha e tipos de molde) é crucial para o sucesso de toda a operação.
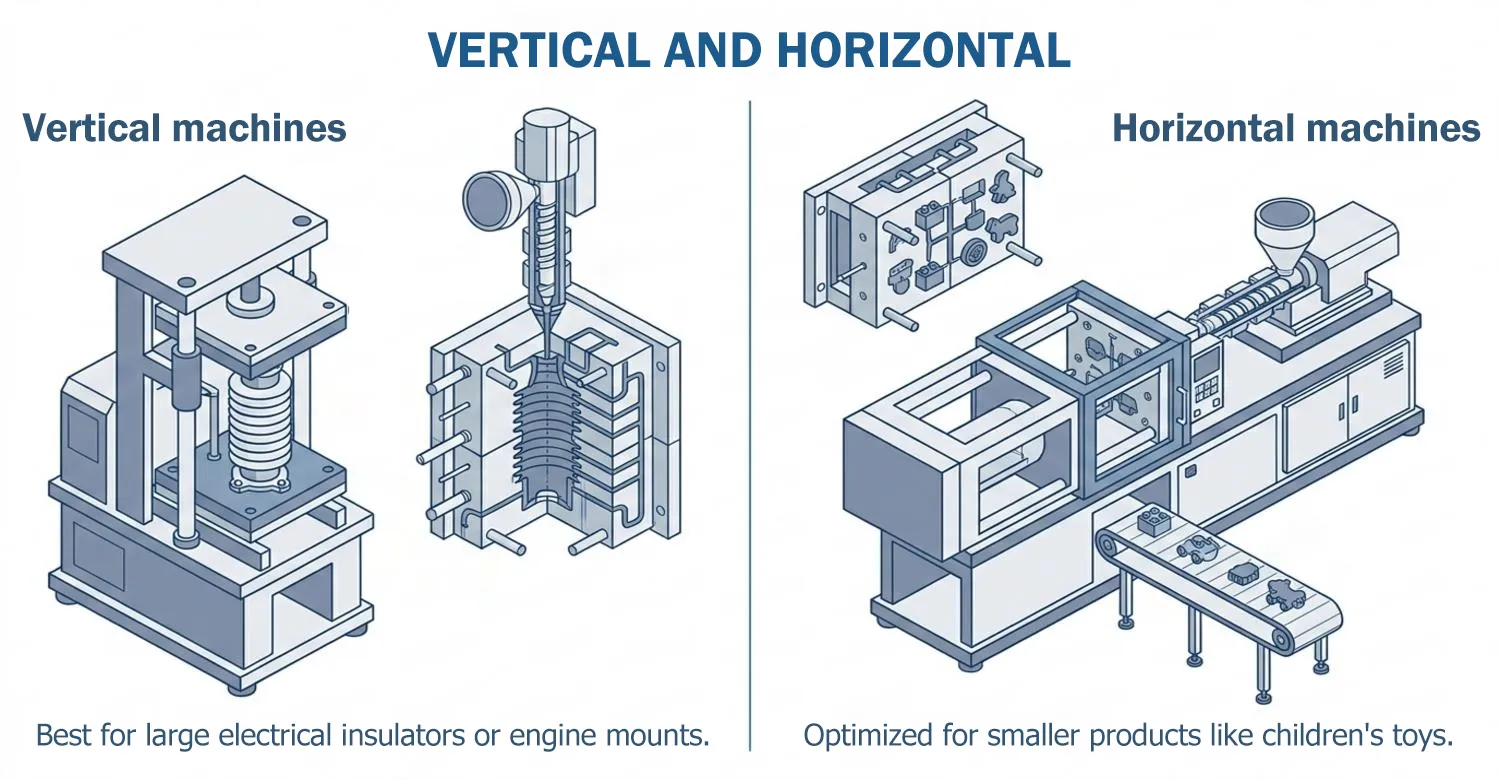
Por exemplo, existem dois tipos de máquinas de moldagem: verticais e horizontais. Embora desempenhem a mesma função, a forma como a borracha é injectada nas suas cavidades é diferente. Esta diferença também afecta a forma como podem ser utilizadas. Por exemplo, as máquinas verticais são preferíveis para produtos maiores, como isoladores eléctricos ou suportes de motor, muitas vezes com modificações sob a forma de inserções especializadas. As máquinas horizontais são melhores para produtos mais pequenos, como brinquedos para crianças.
Vantagens da moldagem por injeção de borracha em relação a outros métodos
A moldagem por transferência e a moldagem por compressão são duas outras técnicas utilizadas para moldar a borracha em produtos desejados. Todas as diferentes técnicas têm os seus pontos fortes e fracos. Por exemplo, a moldagem por compressão é mais adequada para borracha de alta consistência (HCR). O material é colocado num molde aberto. O molde é coberto e comprimido sob calor e pressão elevados. Embora os utilizadores deste material tendam a poupar mais dinheiro em custos de ferramentas, não é recomendado para produtos de precisão com geometrias complexas. Além disso, o tempo de ciclo é razoavelmente mais longo do que o da borracha moldada por injeção.
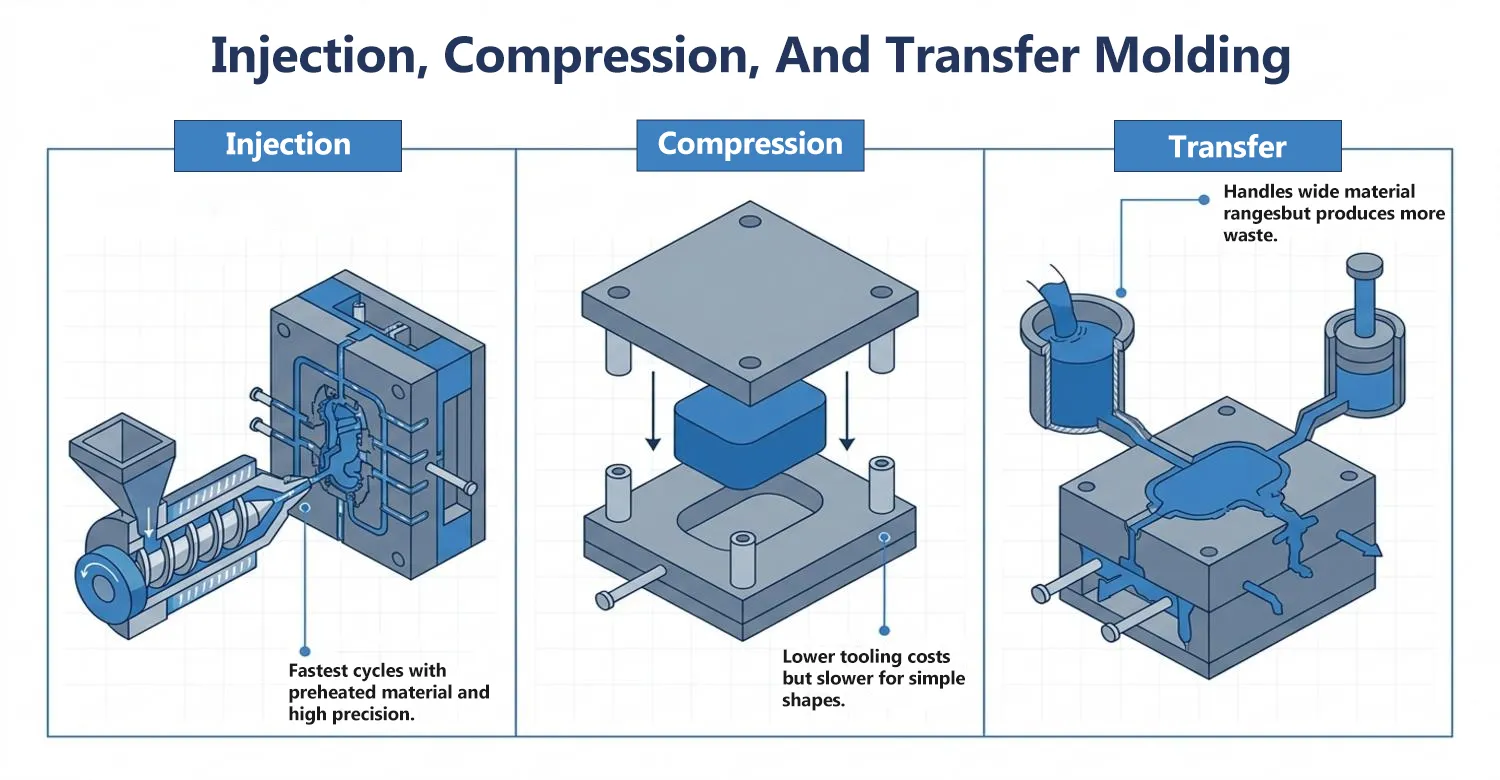
A moldagem por transferência é uma técnica de moldagem de borracha mais robusta em que a matéria-prima é colocada numa câmara - frequentemente designada por pote - e forçada a entrar na cavidade do molde com a ajuda de um êmbolo. Praticamente qualquer material de borracha pode ser utilizado com este procedimento. O maior inconveniente da sua utilização é o facto de deixar uma pilha maior de resíduos de material.
Além disso, embora o seu tempo de ciclo seja melhor do que o da moldagem por compressão, é mais lento quando colocado lado a lado com a moldagem por injeção. A razão pela qual a moldagem por injeção e a moldagem por transferência têm ciclos de produção mais rápidos do que a compressão é que o material é pré-aquecido antes da moldagem, ao contrário da compressão, em que o aquecimento e a moldagem são feitos simultaneamente.
Principais diferenças entre moldagem por injeção, compressão e transferência
| Fator | Injeção | Compressão | Transferência |
|---|---|---|---|
| Ferramentas | Um molde de injeção demora 8 a 10 semanas a ser concebido e criado | Demora 6 a 8 semanas, dependendo da complexidade e do número de cáries | Normalmente, a conceção e a criação demoram 6 a 8 semanas |
| Material | Melhor com composto de borracha fluida, por exemplo, borracha de silicone líquida (LSR) | Vários tipos de borracha, incluindo HCR e materiais de difícil escoamento | Funciona com uma vasta gama de borracha |
| Capacidade de produção | Volume elevado | Volume baixo a médio | Volume médio |
| Geometria do produto | Cria formas complexas | Formas mais simples | Formas complexas |
| Duração do ciclo | 2 segundos a 2 minutos | 30 segundos a mais de 5 minutos | 60 segundos a 5 minutos |
| Precisão | Alta precisão | Baixa precisão | Precisão média |
| Custos | Elevados custos iniciais de ferramentas | Custos iniciais de ferramentas mais baixos | Custos iniciais de ferramentas mais baixos |
| Trabalho | Pode ser automatizado | Trabalho manual intensivo | Semi-automatizado. O carregamento inicial do material é efectuado manualmente |
| Resíduos | Desperdício mínimo | Desperdício mínimo | Mais desperdício |
Fluxo de trabalho de moldagem por injeção de borracha
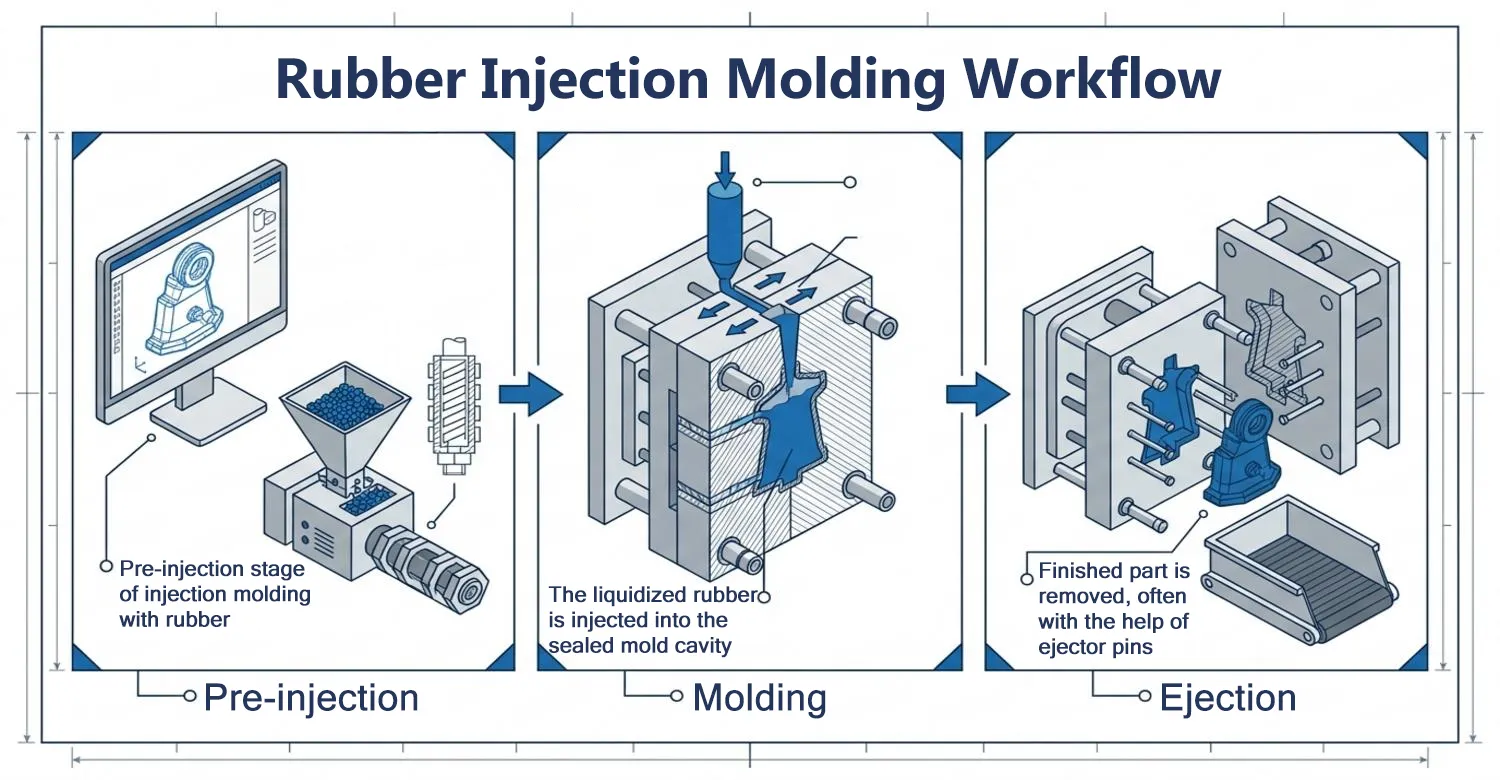
A evolução tecnológica está a impulsionar a transformação na forma como os fabricantes abordam a borracha moldada por injeção. Todo o processo pode ser dividido em três grandes partes, nomeadamente a pré-injeção, a moldagem e a ejeção.
Pré-injeção
Os fabricantes que querem vencer a concorrência estão a utilizar modelos de desenho assistido por computador (CAD) para otimizar os seus processos. Os passos seguintes ocorrem na fase de pré-injeção da moldagem por injeção com borracha.
- Conceção e visualização de peças: Os fabricantes concebem um modelo 3D preciso da peça de borracha que capta as dimensões e geometrias complexas utilizando software CAD. Isto ajuda a visualizar o produto final e a identificar potenciais falhas. Os modelos CAD detalhados ajudam os fabricantes a garantir que o produto acabado cumpre exatamente as especificações e tolerâncias pretendidas.
- Preparação do material de borracha: O composto de borracha contendo cargas e outros aditivos desejados (incluindo aceleradores e agentes de cura) formulados especificamente para o produto é introduzido no parafuso da máquina de moldagem por injeção de borracha.
- Aquecimento: O material de borracha é puxado para dentro do injetor e aquecido a uma temperatura entre 158°F e 230°F para o tornar fluido.
Moldagem
Começa com a selagem das metades do molde, garantindo que estão corretamente alinhadas, antes de as fixar com grampos. Em alguns casos, podem ser necessários materiais especiais para uma vedação adequada, de modo a evitar a perda de pressão ou de material, o que afecta a integridade do produto. É essencial limpar as metades antes de as fechar, porque quaisquer detritos ou contaminantes deixados pelo ciclo anterior podem causar defeitos no novo produto.
- Injeção: A borracha liquidificada é injectada na cavidade selada do molde sob alta pressão através do canal e da porta.
- Cura: O material de borracha liquefeito é solidificado na cavidade do molde sob pressão e temperatura controladas. O arrefecimento pode ser utilizado para melhorar a cura e encurtar o tempo de ciclo.
Ejeção
Quando a peça de borracha moldada por injeção estiver curada, o molde abre-se e a peça acabada é retirada, muitas vezes com a ajuda de pinos ejectores. Segue-se o pós-processamento, que pode incluir o corte do material em excesso (rebarbação) e a inspeção do controlo de qualidade para garantir que o produto cumpre as especificações desejadas.
Moldagem por injeção de borracha Vs moldagem por injeção de silicone
Alguns designers e engenheiros principiantes ficam normalmente confusos sobre quando utilizar a moldagem por injeção de borracha ou silicone. Se alguma vez se encontrou nesta situação, não é o único. Ambos se baseiam numa técnica de moldagem semelhante. A principal diferença entre elas reside normalmente no material utilizado no processo e nas propriedades do produto.
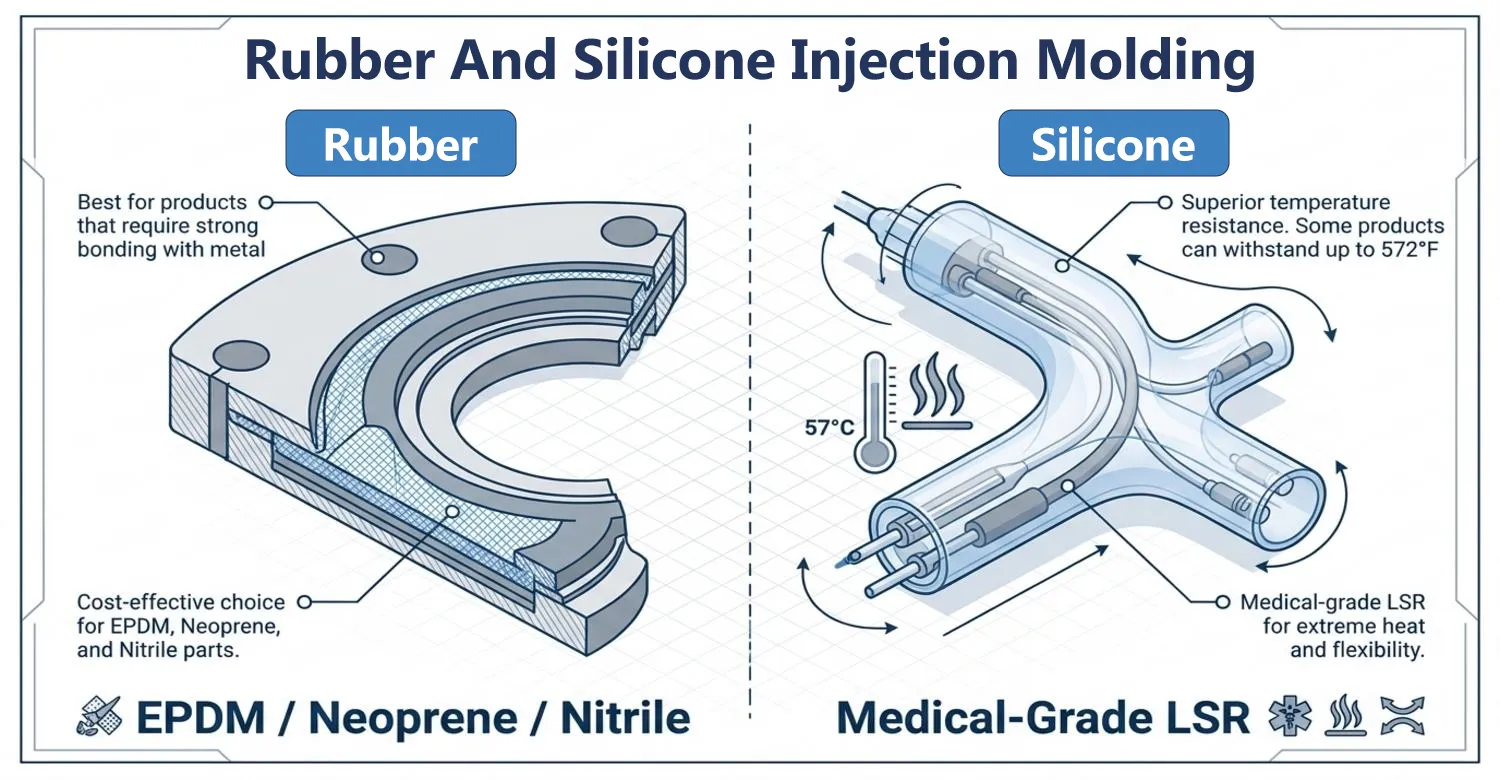
O material para a moldagem por injeção de borracha pode ser monómero de etileno-propileno-dieno (EPDM) ou borracha sintética, borracha natural, neopreno ou nitrilo. Por outro lado, a moldagem por injeção de silicone baseia-se na borracha de silicone líquido (LSR) como material principal. São excelentes para produtos de qualidade médica que precisam de ser resistentes à temperatura. Para obter a melhor experiência, sempre escolha especialistas em moldagem por injeção de silicone.
Diferenças entre moldagem por injeção de borracha e silicone
| Factores | Borracha | Silicone |
|---|---|---|
| Material | Borracha natural, neopreno, EPDM e nitrilo | Borracha de silicone líquida |
| Resistência à temperatura | A borracha natural começa a degradar-se acima de 220°F (104°C) e não deve ser utilizada continuamente acima de 180°F (82°C) | Resistência superior à temperatura. Alguns produtos podem suportar até 572°F |
| Aplicação | Utilizado no fabrico de diferentes peças para automóveis. Ideal para produtos que requerem uma ligação forte com metal ou outros materiais | Ideal para dispositivos médicos e produtos de qualidade alimentar em que a resistência à temperatura e a flexibilidade são essenciais |
| Custos | Mais acessível | Custo inicial mais elevado |
| Durabilidade | Durável em condições normais | Mais durável em condições extremas |
Regras DFM de moldagem de borracha para todos os projectistas de produtos
Todos os designers se deliciam com a criação de novos produtos, uma espécie de legado que perdura anos após o seu desaparecimento. O Design for Manufacturing (DFM) é um conjunto de regras que orientam os designers na criação de novos produtos, tendo em conta a eficiência da produção e a relação custo-eficácia. Por outras palavras, o produto tem de ser estrategicamente concebido para otimizar o custo de produção sem diminuir o desempenho ou a fiabilidade. No que diz respeito à borracha moldada por injeção, eis os principais aspectos que os designers de produtos devem ter em conta.
Regras críticas de DFM para a moldagem por injeção de borracha
1. Minimizar o número de peças
Quanto menor for o número de moldes necessários para fabricar o produto, menor será o número de fabricações de moldes que devem ser contabilizadas. Além disso, um maior número de peças pode aumentar a margem de erro e os custos de material. A redução do número de peças torna a montagem mais rápida.
2. Conceção para modularidade
Os produtos modulares de borracha moldada por injeção têm peças facilmente intercambiáveis, o que os torna fáceis de montar ou desmontar e, por extensão, mais baratos de reparar ou manter. A conceção para a modularidade é frequentemente responsável por factores como instruções de montagem claras e designs de encaixe rápido. O melhor exemplo de um fabricante que aperfeiçoou o design modular dos seus produtos é a LEGO.
3. Conceber peças multifuncionais e de utilização múltipla
Quando uma peça é multifuncional, significa que pode servir diferentes objectivos. Um dos melhores exemplos é a forma como a placa-mãe da maioria dos dispositivos electrónicos portáteis lida com o processamento e a memória. Esta escolha de design ajuda a reduzir o custo de ter peças separadas. Uma peça polivalente, por outro lado, pode ser integrada em diferentes produtos. Um bom exemplo é a forma como a célula da bateria dos veículos eléctricos da Tesla é concebida para se adaptar a diferentes modelos de veículos eléctricos.
4. Seleção de materiais
A seleção do material é uma etapa delicada devido ao seu impacto nas propriedades e no custo do produto final. Um exemplo clássico é a borracha de silicone, que embora mais cara, é mais adequada para produtos médicos do que a borracha natural, porque suporta melhor temperaturas e pressões extremas.
5. Consciência ambiental
As pessoas envolvidas na moldagem por injeção de borracha devem ter em conta o ambiente em que os utilizadores irão utilizar o produto. A exposição a produtos químicos e a temperatura são factores que devem ser considerados. Por exemplo, se o projeto for concebido para um hospital, deve ser considerado um material com maior resistência ao desgaste.
Parâmetros críticos de projeto
Um erro nos principais passos da moldagem por injeção de borracha pode invalidar a integridade, o desempenho e a qualidade do produto. Os parâmetros críticos de conceção para a moldagem por injeção incluem:
- Seleção da borracha adequada em função da aplicação.
- A temperatura de fusão do material de borracha deve ser exacta, uma vez que uma temperatura demasiado baixa pode afetar a fluidez e uma temperatura demasiado elevada pode degradar o material.
- A temperatura do molde afecta diretamente a cura e o tempo de ciclo.
- A pressão de injeção deve ser precisa para evitar o enchimento incompleto ou o excesso de material (flash).
- A pressão de retenção evita o encolhimento durante a cura.
- Uma velocidade de injeção imprecisa afectará o padrão de fluxo e pode levar a defeitos como linhas de fluxo.
- O tempo de arrefecimento deve ser suficiente para evitar deformações.
Guia de seleção de materiais para principiantes (Matriz de compatibilidade material-design)
A matriz de compatibilidade material-design é um gráfico que indica quais os materiais que funcionam melhor para diferentes elementos de design. O objetivo é garantir que o produto final cumpre os requisitos de desempenho e elimina a falha de peças ou a incompatibilidade de materiais.
| Tipo de borracha | Propriedades |
|---|---|
| Borracha natural | Altamente elástico e resistente ao desgaste. Ideal para produtos de uso geral |
| Neopreno | Resistente ao calor e ao óleo. Ideal para mangueiras e vedantes |
| Borracha de estireno butadieno | Resistente ao desgaste. Utilizado para pneus e produtos num ambiente de elevado desgaste |
| Borracha de flúor | Elevada resistência à temperatura e aos produtos químicos. Ideal para selar produtos |
| Monómero de etileno-propileno-dieno | Suporta temperaturas contínuas até 150°C (302°F); resistente ao ozono e às intempéries |
| Borracha de silicone | Utilização contínua até 428°F (220°C); picos de curta duração até 572°F (300°C) |
Ao selecionar o material para a moldagem por injeção de borracha, os engenheiros e designers devem seguir os passos abaixo indicados na seleção do material para obter o melhor resultado de fabrico.
- Identificar a aplicação prevista, incluindo a temperatura, a exposição a produtos químicos e as exigências mecânicas do produto.
- Faça uma lista dos materiais que podem suportar as propriedades.
- Comparar os custos dos diferentes materiais selecionados.
- Construir protótipos utilizando os materiais selecionados.
- Testar os protótipos em condições reais e escolher o produto que melhor equilibra o custo, a disponibilidade e o desempenho.
Tácticas de otimização de custos para designers e engenheiros
Os projectos de moldagem por injeção de borracha só podem ser sustentáveis quando os custos de produção tiverem sido optimizados. Por muito bom que seja o seu produto, se os consumidores não o escolherem em vez do seu concorrente mais acessível, é apenas uma questão de tempo até que a sua empresa vá à falência. Os engenheiros e designers podem otimizar os custos dos projectos de borracha moldada por injeção
- Otimização da conceção para um fabrico rentável
- Simplificar a conceção do produto para reduzir o custo das ferramentas
- Escolha de modelos modulares que possam ser montados rapidamente para reduzir os custos de mão de obra
- Remoção de caraterísticas que não contribuem para a funcionalidade do produto
- Diluição da parede do produto, quando aplicável, para reduzir o tempo de ciclo e a utilização de material
- Exploração de materiais alternativos e procura constante de mais fornecedores com preços competitivos
- Seleção de materiais facilmente disponíveis
- Reduzir os resíduos através da reutilização de peças, quando aplicável
- Externalização de actividades não essenciais para reduzir as despesas gerais
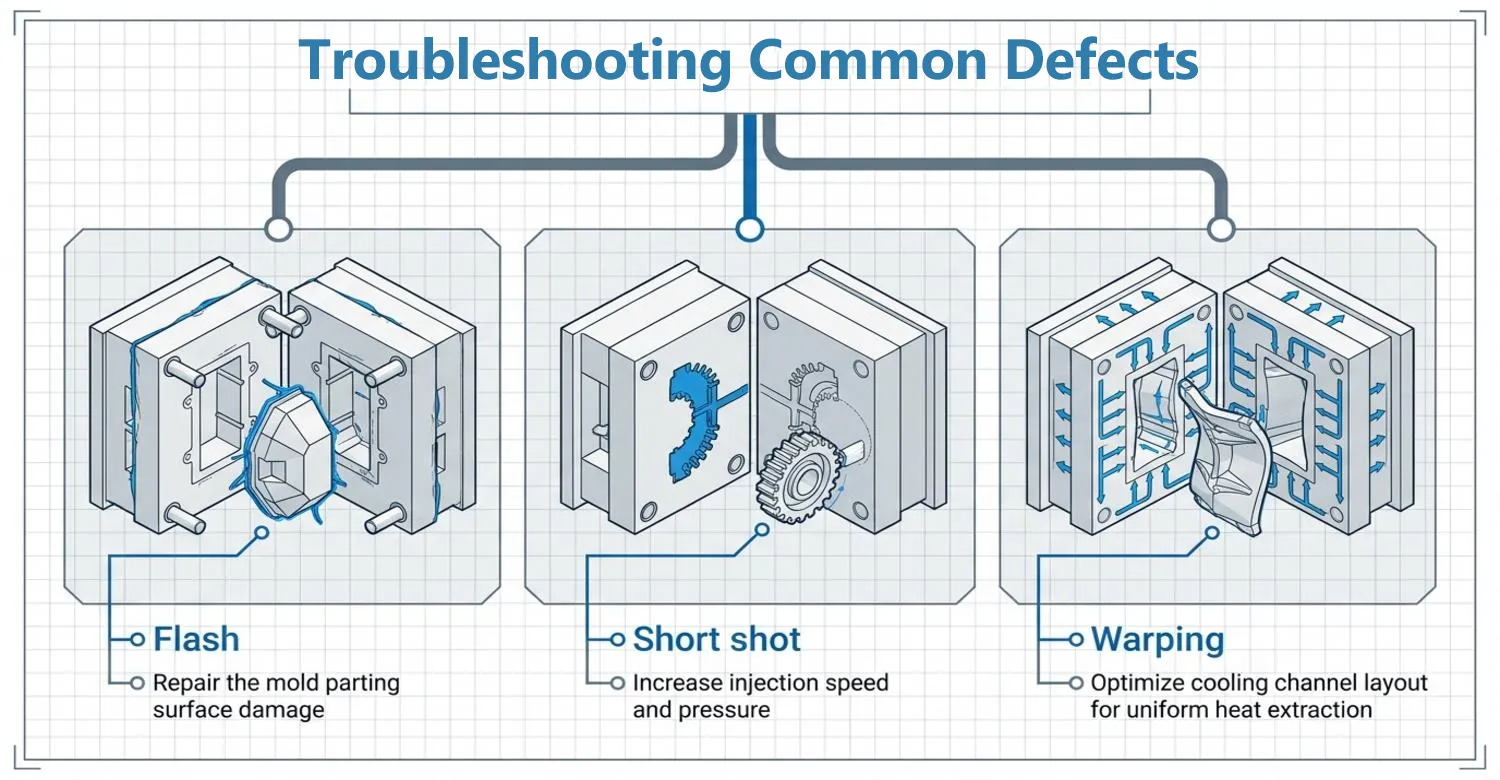
Resolução de problemas de defeitos comuns
É sempre um desafio quando as peças de borracha moldadas por injeção saem do molde com um aspeto diferente do pretendido. Os defeitos mais comuns incluem deformações, flashes e disparos curtos. Uma vez que uma falha pode causar vários defeitos, a resolução do problema pode exigir alguma forma de resolução de problemas para determinar a causa exacta. A tabela abaixo mostra como solucionar defeitos comuns.
| Defeito | Resolução de problemas |
|---|---|
| Flash (excesso de material): normalmente devido a um mau fecho do molde ou a demasiada pressão de injeção | 1. Reparar os danos na superfície de separação do molde. 2. Verificar se a força de aperto está dentro das especificações do projectoReduzir a pressão de injeção. |
| Curto-circuito (enchimento inadequado do molde: geralmente causado por fluxo interrompido, baixa pressão de injeção ou baixa temperatura do molde. | 1. Aumentar a velocidade e a pressão de injeção. 2. Ajustar a temperatura do molde para o valor ótimo. 3. Verificar a existência de obstruções na bomba de injeção. |
| Deformação: distorção da forma do produto devido a um arrefecimento desigual. | 1. Aumentar o tempo de ciclo. 2. Otimizar a disposição dos canais de arrefecimento para uma extração uniforme do calor. 3. Aumentar a temperatura do molde para reduzir o gradiente térmico. 4. Ajustar a pressão/tempo de retenção. |
| Marcas de pia: depressão sobretudo nas secções mais espessas | 1. Aumentar a pressão de injeção e diminuir a velocidade. 2. Aumentar o tempo de espera. 3. Otimizar a temperatura do molde. |
| Linhas de fluxo: linhas na superfície do produto devido a um fluxo de material irregular | 1. Otimizar a velocidade de injeção. 2. Ajustar a ventilação. 3. Melhorar a conceção do portão. |
| Marcas de queimaduras: descoloração do produto, especialmente perto da zona do portão | 1. Otimizar a ventilação do molde. 2. Reduzir a velocidade de injeção. 3. Reduzir a temperatura de fusão do material. |
| Vazio: causada por bolsas de ar no produto | 1. Aumentar a pressão de injeção. 2. Otimizar a ventilação. |
Quando se trata de moldagem por injeção de borracha, a otimização do design para garantir a escalabilidade ao melhor custo possível é a chave para o sucesso a longo prazo. No entanto, nunca devemos sacrificar o desempenho, a qualidade e a durabilidade para atingir este objetivo.











