A moldagem por injeção de metal (MIM) é um processo em que as peças metálicas são fabricadas utilizando metal em pó como matéria-prima. Utiliza uma técnica designada por metalurgia do pó. Este processo integra a flexibilidade dos procedimentos de moldagem por injeção de plástico com a integridade e a resistência dos metais para produzir peças de geometrias complexas. Este processo é sobretudo adequado para peças minúsculas, com menos de 100 gramas, e o produto é fabricado em grandes e pequenos volumes.
É utilizado em espaços que exigem um elevado nível de precisão e qualidade, como os sectores aeroespacial, automóvel e de dispositivos médicos.


Visão geral do fluxo do processo
O processo de produção da moldagem por injeção de metal é bastante semelhante ao da moldagem por injeção de plástico (PIM), uma vez que a MIM lida com metais, mas é ligeiramente complicado. Uma mistura de pequenas partículas de metal e aglutinante de plástico - matéria-prima de metal polimerizado - é injectada no molde sob alta pressão. Depois de arrefecer, endurece e é então libertada do molde e cortada, se necessário.
No entanto, ainda não acabou! O que é produzido é a chamada "parte verde", que precisa de ser descolada. No processo seguinte, o aglutinante de plástico é removido, deixando para trás um fragmento de metal frágil e poroso chamado "parte castanha".
O procedimento inclui várias etapas, como a preparação da matéria-prima (Composição), moldagem por injeção, desbobinagem e sinterização. Cada fase é fundamental para produzir peças com a forma, as propriedades do material e as dimensões ideais.
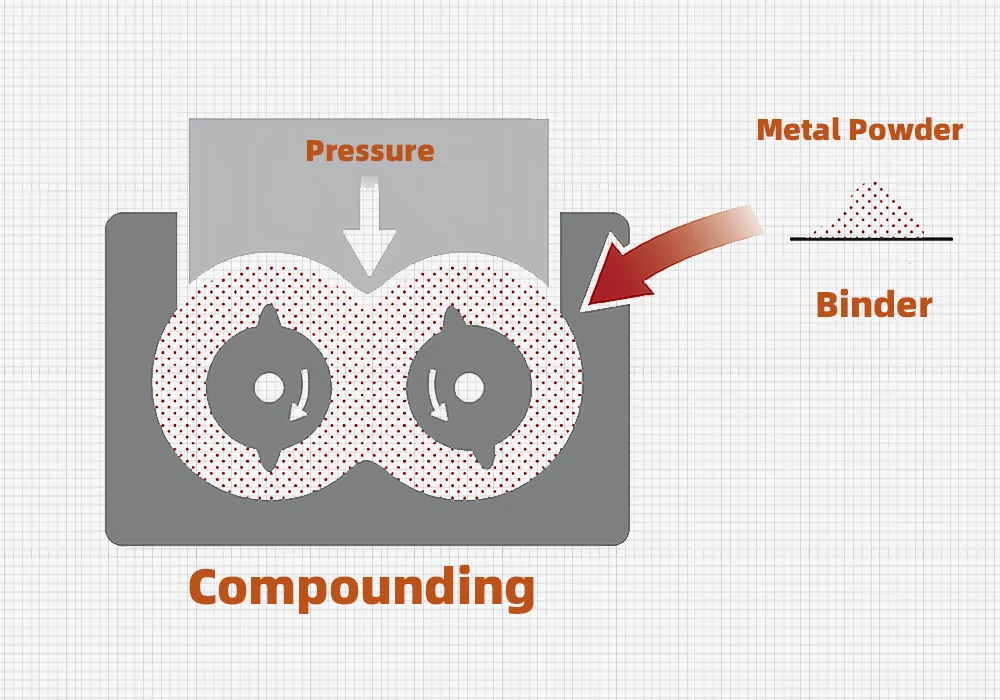
1. Composição
Também designada por preparação da matéria-prima, é a primeira etapa do processo MIM. Esta fase envolve uma mistura de pó metálico com tamanhos que variam entre 4-25µ com aglutinantes de cera ou termoplásticos na proporção de 60:40 por volume. A mistura é aquecida e fundida num equipamento de mistura especial, como o misturador de lâminas Sigma, e as partículas são distribuídas uniformemente. Esta distribuição é essencial para garantir a viscosidade do material, que afecta o processo de moldagem por injeção e a densidade da peça final. Posteriormente, a massa é arrefecida e granulada, transformando-se numa matéria-prima para a máquina MIM.
O pó metálico determina as propriedades estruturais da peça final. Este aglutinante facilita o fluxo durante a moldagem por injeção e também afecta os processos de debinding e sinterização. A consistência da matéria-prima é vital para assegurar um fluxo uniforme do material durante a fase de moldagem por injeção, o que resulta numa peça com propriedades consistentes ao longo de todo o processo.
2. Moldagem por injeção
Este processo é semelhante ao processo de moldagem por injeção de plástico. Ocorre quando a matéria-prima preparada é injectada na cavidade do molde para produzir a peça desejada. A matéria-prima peletizada é primeiro aquecida a uma temperatura específica e injectada sob alta pressão na cavidade do molde.
A rotação do parafuso, que se encontra no interior do cilindro, empurrou a matéria-prima para a frente e a pressão permitiu que o bocal entrasse na cavidade. Uma vez preenchida, arrefece e solidifica o aglutinante, mantendo a forma das peças à medida que é ejectado do sólido por ar comprimido ou por pinos ejectores.
A parte que sai é a "parte verde", e o processo continua. O molde deve incorporar uma porta adequada e uma localização de ventilação para facilitar o enchimento consistente da câmara do molde e garantir um produto de alta qualidade.
Para compensar a contração que ocorre durante a sinterização, a cavidade é tornada 20% maior e esta alteração da contração depende de cada material.

3. Desbaste
A remoção do ligante é o processo de ejeção do ligante da "parte verde", deixando uma parte metálica porosa conhecida como "parte castanha". O processo ocorre em várias etapas, e a maior parte do aglutinante é removida para deixar para trás apenas o suficiente para segurar as peças no forno de sinterização.
A remoção do ligante é efectuada através de três categorias;
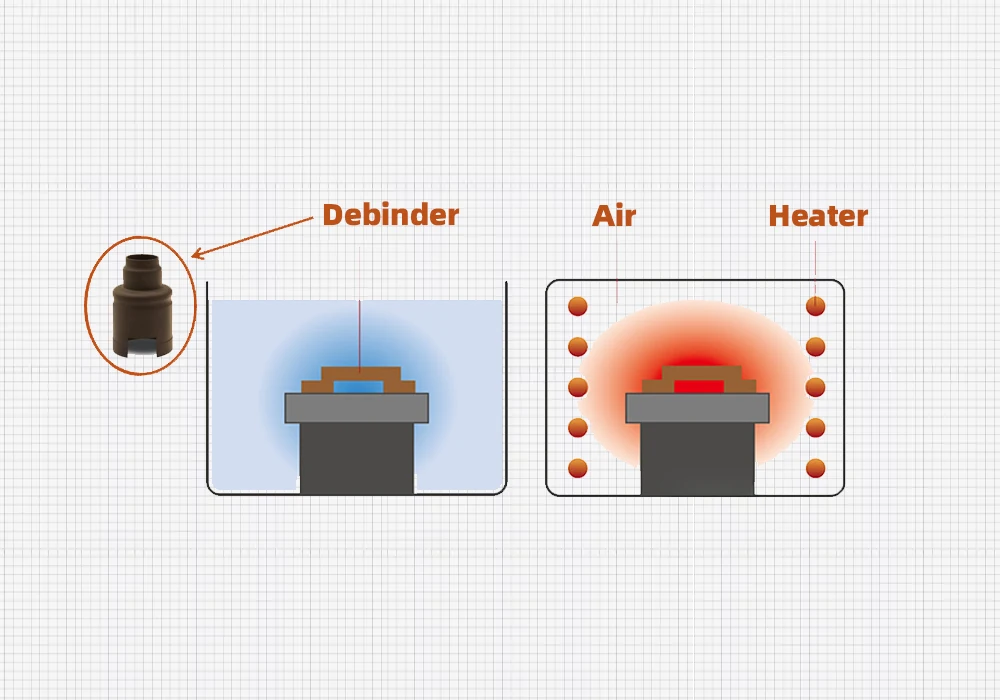
Ⅰ. Desbobinagem com solvente
Neste procedimento, a parte verde é mergulhada num solvente líquido para dissolver e extrair o ligante. O material aglutinante determina o tipo de solvente a ser utilizado. Por exemplo, se o ligante for solúvel em água, é utilizado um solvente aquoso. Se não for, são preferíveis os solventes orgânicos. A peça pode ser mergulhada no solvente durante algum tempo, que pode ir de algumas horas a dias.
Ⅱ. Desencadernação térmica/Pirólise
é um dos métodos mais fáceis de desbaste. A peça moldada por injeção é aquecida a uma temperatura inferior à temperatura de sinterização do pó metálico. O aglutinante decompõe-se e depois evapora-se, deixando um fragmento de metal poroso. Alguns parâmetros críticos que devem ser controlados neste caso são a taxa de aquecimento, o tempo de permanência e a temperatura de pico. Estes parâmetros asseguram que o ligante é completamente removido e reduzem os defeitos e a distorção.
Ⅲ. Ligação Catalítica
Este processo é muito eficaz, mas um pouco complexo. Envolve a exposição da peça verde a um vapor de ácido, como o ácido oxálico ou o ácido nítrico concentrado. O vapor de ácido neste cenário é um catalisador, que assegura a decomposição do aglutinante da estrutura interna da peça. O processo ocorre num ambiente controlado, e o teste de compatibilidade dos metais é crucial, uma vez que o processo envolve a utilização de ácidos.
Em certos casos, o processo conhecido como desbobinagem em duas etapas, que envolve a combinação de ligação térmica e solvente, é utilizado para minimizar a deformação da peça.
A "parte castanha" remanescente após o processo de desbaste é uma estrutura porosa frágil feita de partículas de pó metálico ligadas. Nesta altura, a peça está pronta para o processo final de sinterização, que confere à partícula as propriedades mecânicas desejadas e as consolida.
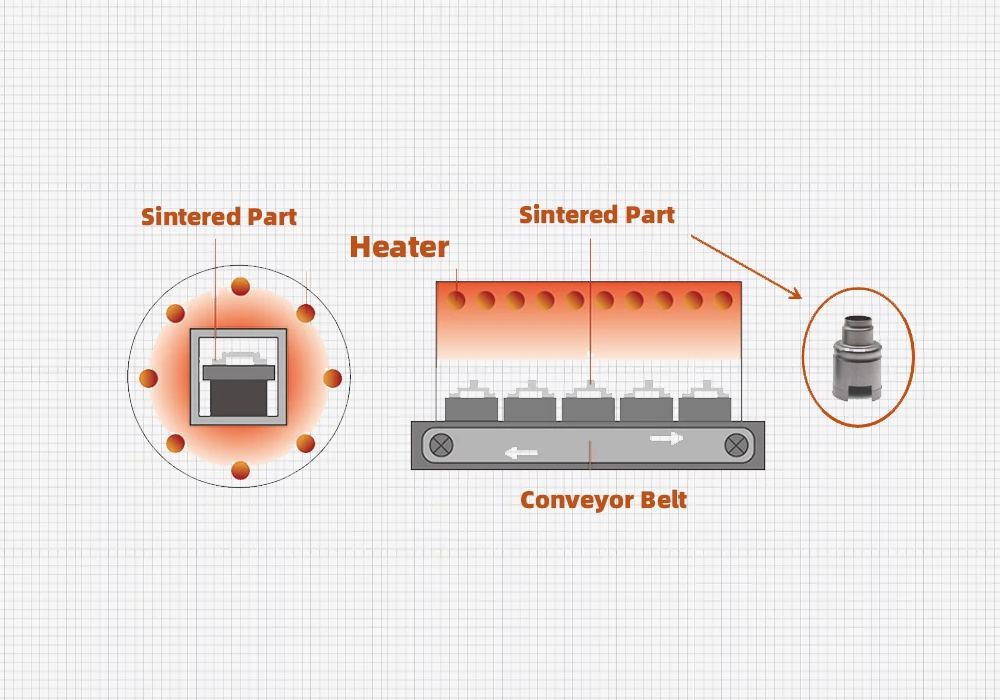
4. Sinterização
O processo de sinterização ocorre quando o metal castanho é submetido a uma temperatura inferior ao ponto de fusão do pó metálico. As peças desbastadas são carregadas num forno de sinterização de alta temperatura, controlado por atmosfera, e colocadas em placas de cerâmica. Quando os ligantes se aproximam do ponto de fusão, liquefazem-se e evaporam-se. A peça metálica é então aquecida a uma temperatura elevada e o espaço vazio entre as partículas é eliminado, fazendo-as fundir-se. A peça encolhe, transformando-se num sólido denso com as dimensões desejadas. A taxa de contração da peça pode atingir 20% durante a fase de sinterização. No entanto, este facto é tido em conta na fase de conceção e produção do molde.
Materiais para moldagem por injeção de metal
Os materiais metálicos adequados para MIM são bastante comuns. Em teoria, qualquer material em pó que possa ser fundido a altas temperaturas pode ser transformado em peças através do processo MIM, incluindo materiais difíceis de maquinar e materiais com elevado ponto de fusão nos processos de fabrico tradicionais. Os metais que podem ser processados por MIM incluem os aços de baixa liga, os aços inoxidáveis e os aços para ferramentas, ligas à base de níquel, ligas de tungsténio, ligas duras, ligas de titânio, materiais magnéticos, ligas de Kovar, cerâmicas de precisão e muito mais. Adicionalmente, a MIM pode também personalizar formulações de materiais com base nos requisitos de desempenho do utilizador.
A conformação MIM de ligas não ferrosas, como o alumínio e o cobre, é tecnicamente viável, mas estas ligas são normalmente processadas por outros métodos mais económicos, como a fundição sob pressão ou a maquinagem. Exemplos de materiais incluem SUS316L, SUS420J2, SUS440C, SUS630, SNCM415, SKD11, SKH51, ligas de Ti, etc.
| Sistema de materiais | Composição da liga | Campos de aplicação |
|---|---|---|
| Aço carbono - Aço liga | Fe₂Ni, Fe₈Ni | Automóvel, componentes estruturais mecânicos |
| Aço inoxidável | 316L, 17 - 4PH, 420, 440C | Dispositivos médicos, peças de relógios |
| Carboneto cimentado | WC - Co | Ferramentas de corte, Relógios, Relógios de pulso |
| Cerâmica | Al₂O₃, ZrO₂, SiO₂ | Eletrónica IT, Relógios de pulso e relógios, Produtos de uso diário |
| Liga pesada | W - Ni - Fe, W - Ni - Cu, W - Cu | Indústria militar, telecomunicações, produtos de uso diário |
| Liga de titânio | Ti, Ti - 6Al - 4V | Componentes estruturais médicos e militares |
| Materiais magnéticos | Fe, NdFeB₃, SmCo₅, Fe - Si | Componentes magnéticos |
| Aço para ferramentas | CeMo₄, M₂ | Várias ferramentas |
Diferenças entre a moldagem por injeção de metal (MIM) e a moldagem por injeção tradicional (TIM)
A Moldagem por Injeção Tradicional (TIM) e a Moldagem por Injeção de Metal (MIM) são ambos processos de fabrico utilizados para produzir peças complexas e de alta precisão. No entanto, apresentam diferenças significativas em termos de materiais, equipamento utilizado e processos de produção.
Quadro de comparação entre MIM e TIM
| Aspeto | Moldagem por injeção tradicional (TIM) | Moldagem por injeção de metal (MIM) |
|---|---|---|
| Tipo de material utilizado | Termoplásticos, por exemplo, ABS (acrilonitrilo butadieno estireno), PP (polipropileno), PE (polietileno), PC (policarbonato) | Energia metálica combinada com um aglutinante (matéria-prima) |
| Forma da matéria-prima. | Pellets de plástico. | Metal em pó misturado com polímeros (termoplásticos) ou aglutinantes de cera (matéria-prima) |
| Conceção do molde | Centra-se na moldagem do plástico fundido, pelo que a conceção deve permitir que os plásticos fluam facilmente, permitindo formas complexas e pormenorizadas. Deve acomodar as taxas de contração mais baixas dos plásticos (0,5% a 2%), tornando os cálculos geométricos menos complexos. Múltiplas cavidades para aumentar a eficiência e a velocidade da produção. | Os moldes têm de acomodar matéria-prima densa e taxas de contração de metal mais elevadas (15-20%) que ocorrem durante o processo de sinterização. Do mesmo modo, o MIM pode ter múltiplas cavidades, mas o projeto deve ter em conta uma maior retração e uma remoção uniforme do ligante. |
| Material do molde | Constituído por alumínio, aço e outras ligas de alta resistência que suportam a temperatura dos plásticos fundidos (150°C-300°C) | Extraído de aço para ferramentas endurecido ou de carboneto de tungsténio para suportar pressões de injeção elevadas e taxas de desgaste elevadas do pó metálico. |
| Pós-processamento | É necessário um pós-processamento mínimo, por exemplo, pintura, corte, etc. | O pós-processamento é extensivo através de processos como o desbaste e a sinterização. |
| Temperaturas de processamento | Funciona a temperaturas relativamente baixas, entre 150°C e 300°C. | São necessárias temperaturas de processamento mais elevadas, normalmente superiores a 1000°C durante a fase de sinterização. |
| Equipamento utilizado | Utiliza máquinas normais de moldagem por injeção de plástico com sistemas de aquecimento e arrefecimento concebidos para plásticos. | Embora as máquinas possam partilhar semelhanças estruturais, requerem grandes modificações para lidar com altas pressões (30.000-150.000 PSI) e matéria-prima mais densa. |
Diferenças e vantagens do MIM em relação a outros processos de fabrico de metais
Cada processo de fabrico tem áreas de aplicação específicas com vantagens e limitações. O MIM combina a versatilidade e a poupança de custos de outros processos de fabrico com a resistência e a robustez dos metais. Para saber se o MIM é a melhor via de fabrico, vamos analisar as suas principais vantagens e a forma como difere de outros processos de fabrico.
- Geometrias complexas: Aplicações que requerem componentes com formas complexas e propriedades de materiais que não são possíveis com a metalurgia tradicional.
- Custo-eficácia: O MIM é um processo altamente automatizado que reduz a necessidade de trabalho manual em comparação com outros métodos de conformação de metais. O excesso de material produzido é insignificante, reduzindo a quantidade de resíduos. A sua precisão também reduz a necessidade de operações secundárias.
- Qualidade consistente: O processo altamente automatizado e repetido garante que as peças produzidas são semelhantes. Uma vez que este processo é realizado num ambiente controlado, os defeitos e os contaminantes são minimizados.
- Seleção de materiais: Uma vasta escolha de materiais, como o aço, o titânio e algumas ligas, garante flexibilidade e adequação a uma determinada aplicação. Esta propriedade é frequentemente superior a processos como a fundição.
- Densidade e resistência: As peças produzidas por moldagem por injeção de metal têm propriedades mecânicas elevadas, como a dureza e a resistência, o que as torna adequadas para componentes que têm de suportar um desgaste extremo e condições de elevada tensão.
Comparação entre MIM e outros processos de fabrico
Outros processos de fabrico utilizados na produção de peças metálicas incluem a metalurgia do pó tradicional, o forjamento, a impressão 3D e a LQMT (tecnologias de metal líquido). O gráfico seguinte compara vários aspectos da produção entre o MIM e os processos de fabrico listados.
O papel das caraterísticas dos materiais na conceção da função e do aspeto dos produtos
A seleção de materiais é um fator importante no processo de moldagem por injeção de metal, que pode influenciar diretamente o aspeto, o design, o desempenho e a funcionalidade dos produtos. Eis a perspetiva de como a seleção de materiais influencia o design.
1. Propriedades mecânicas e funcionalidade
Quando utilizados em conjunto, materiais como o aço e o titânio têm propriedades de força e resistência à corrosão. São adequados para peças que requerem durabilidade mecânica. Os componentes concebidos para utilizar estes materiais podem incorporar geometrias de parede mais espessas ou ser reforçados com materiais de menor resistência.
2. Contração e precisão dimensional
A taxa de contração do MIM varia entre 15% e 20% durante o processo de sinterização. No entanto, isto depende das propriedades e do comportamento do material. Os projectistas devem ter em conta esta retração nas dimensões do molde, aumentando proporcionalmente para uma melhor precisão.
3. Resistência à corrosão.
Os componentes sujeitos a ambientes agressivos requerem materiais resistentes à corrosão, como o aço inoxidável (316L) ou o titânio. Os projectistas incorporam estes materiais para minimizar a necessidade de revestimentos protectores e preservar as geometrias.
4. Propriedades térmicas
As ligas de cobre têm propriedades de elevada condutividade térmica e podem ser utilizadas em aplicações sensíveis ao calor. Os projectistas podem colocar caraterísticas como aberturas e aletas que são mais eficazes para a dissipação de calor nestes materiais.
5. Estética e acabamento da superfície
Materiais como o aço inoxidável têm excelentes propriedades de acabamento. São mais fáceis de revestir, chapear e polir. Produtos como os produtos electrónicos de consumo utilizam estes materiais, uma vez que requerem superfícies lisas e uma aparência de qualidade superior.
Estratégias de otimização do design de produtos baseadas em MIM e tabus para MIM
Simplificar geometrias complexas
A MIM permite geometrias complexas, que são por vezes difíceis de alcançar. Este facto aumenta o risco de defeitos e os custos. Para minimizar o risco, um designer pode otimizar esta situação utilizando estratégias como caraterísticas finas, raios ou filetes para reduzir os cantos afiados. Além disso, vários componentes podem ser integrados num só para eliminar a montagem.
Otimizar a espessura da parede
A conceção de peças com espessura uniforme melhora o fluxo de material e evita deformações, fissuras, vazios e marcas de afundamento. A utilização de um método como a perfuração pode reduzir o material e o tempo de processamento.
Incorporar ângulos de rascunho
A tiragem, ou uma ligeira conicidade, é necessária para ejetar as peças da cavidade do molde. Quando é necessário um ângulo de inclinação, um ângulo de 0,5° a 2° nas paredes verticais é suficiente para uma ejeção suave.
Incorporar caraterísticas funcionais
A otimização MIM pode ser integrada com caraterísticas funcionais para melhorar o desempenho e reduzir a montagem. Estas caraterísticas podem incluir encaixes rápidos, elementos de união automática ou separadores de alinhamento. Conceção para multi-funcionalidade, como elementos estruturais e destaques estéticos.
Evitar cortes inferiores e acções de molde complexas
Os cortes inferiores podem ser internos ou externos e são necessários para as funções da peça. No entanto, dependendo da localização e do tipo, aumentam os custos das ferramentas e prolongam os ciclos. Recomenda-se o redesenho dos cortes inferiores em geometrias simples e a utilização de acções laterais.
Desmontagem do projeto de processo completo de produtos de caixa utilizando MIM
O processo de conceção de produtos de caixa ocorre em várias fases, desde a concetualização até à montagem/desmontagem final. A desmontagem é muito importante para a reparação, manutenção e reciclagem do produto. Segue-se uma análise do processo de desmontagem e considerações sobre a utilização da moldagem por injeção de metal para a conceção de caixas de produtos.
Desenvolvimento de conceitos: Esta é a análise inicial do projeto que identifica os requisitos funcionais dos produtos para o projeto - por exemplo, caraterísticas decorativas em produtos de consumo ou caixas leves para componentes aeroespaciais.
Seleção de materiais: O material utilizado no produto é fundamental para garantir a facilidade de montagem e desmontagem. Um material durável resistirá sem rachar ou degradar-se ao conceber um produto de caixa que necessitará de ser desmontado frequentemente.
Conceção modular para desmontagem: Trata-se da decomposição de produtos em componentes modulares para facilitar a produção e simplificar a desmontagem. Caraterísticas como pinos de auto-localização, ranhuras em cauda de andorinha e ligações roscadas são incorporadas diretamente nas peças MIM.
Conceção do molde: Ao projetar o molde, é necessário ter em conta aspectos como a geometria da caixa, a espessura da parede e os requisitos funcionais. As portas e aberturas devem ser colocadas estrategicamente para que o material possa fluir facilmente e minimizar defeitos como vazios e linhas de soldadura.
Prototipagem: As amostras físicas podem validar a viabilidade do projeto. A impressão 3D cria protótipos para serem testados antes do produto real, para garantir que os produtos finais cumprem os objectivos estipulados.
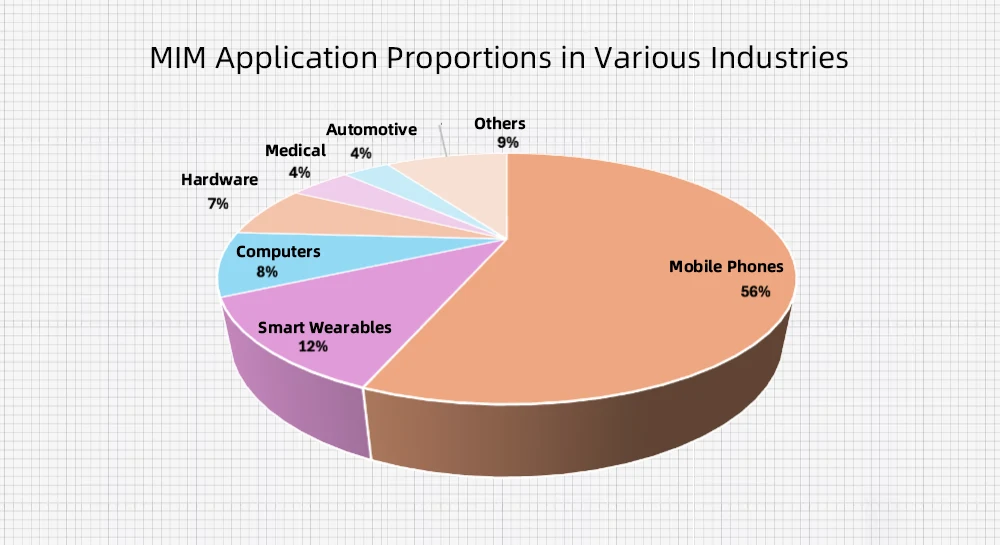
Aplicações MIM
A moldagem por injeção de metal (MIM) provou ser bem sucedida em numerosas aplicações. Algumas das principais indústrias onde a MIM é adoptada são:
- Aplicações automóveis: Fabrico de engrenagens de elevado desempenho, leves e resistentes para sistemas de transmissão.
- Componentes de dispositivos médicos: Fabrico de equipamento cirúrgico minúsculo e complexo para dispositivos minimamente invasivos. O material utilizado deve ter propriedades como a biocompatibilidade e a resistência à corrosão ou à esterilização.
- Componentes aeroespaciais: A indústria exige materiais de elevada resistência e leveza para reduzir o peso e maximizar a eficiência do combustível. Os bicos ejectores de combustível do motor têm geometrias complexas para uma mistura óptima do combustível, o que é crucial para a eficiência do motor.
- Eletrónica de consumo: A capacidade do MIM para produzir produtos complexos e de alta precisão torna-o irresistível nesta indústria. É utilizado para criar produtos-chave em dispositivos como smartwatches, hardware informático e smartphones.