
W Proces formowania wtryskowegoCzęsto spotykamy się z trzema parametrami związanymi z ciśnieniem: ciśnieniem wtrysku, ciśnieniem podtrzymania i ciśnieniem wstecznym. Szczegółowo omówiliśmy ciśnienie wtrysku w artykule "Ciśnienie wtrysku i prędkość wtrysku". Dzisiaj skoncentrujemy się na zrozumieniu ciśnienia trzymania.
Czym są ciśnienie trzymania i czas trzymania?
Wszyscy wiemy, że ciśnienie służy do pokonywania oporów przepływu i manifestowania prędkości. Ogólnie rzecz biorąc, ciśnienie wtrysku obejmuje zarówno ciśnienie, jak i prędkość, podczas gdy ciśnienie utrzymywania obejmuje tylko ciśnienie, a nie prędkość. Ciśnienie wtrysku odnosi się do ciśnienia i prędkości stosowanych do wypełnienia gniazda formy stopionym materiałem do 95% jego objętości, po czym przełącza się na ciśnienie utrzymywania. Ciśnienie wtrysku zazwyczaj przechodzi z wysokociśnieniowej prędkości wolnej do wysokociśnieniowej prędkości szybkiej, a następnie do niskociśnieniowej prędkości wolnej przed przełączeniem na ciśnienie utrzymywania.
Ciśnienie utrzymujące jest stosowane po tym, jak stopiony materiał wypełni gniazdo formy, aby zapobiec pustkom spowodowanym przez skurcz krzepnięcia lub słabych punktów w pozycji bramy, zapewniając w ten sposób wystarczającą wytrzymałość części. Zwykle przechodzi z wysokociśnieniowej niskiej prędkości (czas określony przez grubość produktu) do niskociśnieniowej niskiej prędkości przed przejściem do przechowywania materiału.
Ciśnienie trzymania oznacza, że ślimak nie cofa się natychmiast po wtrysku, ale nadal wywiera nacisk na stopiony materiał na przednim końcu. Podczas fazy przytrzymywania tworzywo sztuczne w gnieździe formy kurczy się z powodu chłodzenia, a jeśli brama nie jest zamarznięta, ślimak powoli przesuwa się pod ciśnieniem przytrzymującym, umożliwiając wtryskiwanie większej ilości tworzywa sztucznego do gniazda w celu skompensowania skurczu. Ogólnie rzecz biorąc, ciśnienie przytrzymujące jest mniejsze niż ciśnienie wtrysku.
Czas utrzymywania to czas, który zapewnia całkowite zamrożenie bramki produktu, zapobiegając przepływowi wstecznemu. Jeśli czas ten jest zbyt krótki, w pobliżu bramki mogą powstać wgniecenia skurczowe. Jeśli jest zbyt długi, może powodować nadmierne naprężenia wewnętrzne i wypukłość bramki. Określenie, czy bramka jest zamrożona, można wykonać za pomocą metody pomiaru masy.
Punkt przejścia
Kluczowym pojęciem jest tutaj punkt przejścia. Ogólnie rzecz biorąc, punkt przejścia ma miejsce, gdy produkt jest napełniany 95% pod zerowym ciśnieniem utrzymywania, przełączając się z wtrysku na utrzymywanie. W przypadku produktów cienkościennych jest to zazwyczaj 98%. W przypadku niezrównoważonych kanałów jest to zazwyczaj 70%-80%, w zależności od konkretnej sytuacji. Zalecany jest wtrysk wielostopniowy z prędkościami powolny-szybki-wolny.
Wpływ ciśnienia i czasu utrzymywania na części formowane wtryskowo
Wpływ ciśnienia trzymania:
- Za nisko: Wyniki w krótkie ujęcia, znaki zlewu, linie spawaniaitp. Niewystarczające ciśnienie utrzymujące prowadzi do niewystarczającej kompresji stopionego tworzywa sztucznego we wnęce formy, co skutkuje niższą gęstością i większym skurczem po schłodzeniu, powodując, że końcowa objętość jest mniejsza niż objętość wnęki formy.
- Za wysoko: Powoduje wypaczenia, wypływki i ciężkie przypadki rozszerzania się formy. Nadmiar stopionego tworzywa sztucznego ściska się w gnieździe formy, a skurcz chłodzący nie kompensuje odpowiednio, co prowadzi do naprężeń szczątkowych. W przypadku części precyzyjnych i wymagających galwanizacji należy unikać takiej sytuacji.
Optymalne ciśnienie trzymania to takie, które pozwala uniknąć krótkie ujęcia oraz znak zlewu wady, jednocześnie eliminując naprężenia szczątkowe. Innymi słowy, tworzywo sztuczne ściśnięte w gnieździe formy tworzy wysokie ciśnienie w gnieździe, które rozprasza się po całkowitym schłodzeniu.
Wpływ czasu wstrzymania:
- Za długo: Wpływa na czas cyklu.
- Za krótko: Skutkuje to niewystarczającą wagą, wewnętrznymi pustkami i mniejszymi wymiarami.
Uwaga: Ciśnienie trzymania wpływa na czas trzymania. Im wyższe ciśnienie trzymania, tym dłuższy czas trzymania.
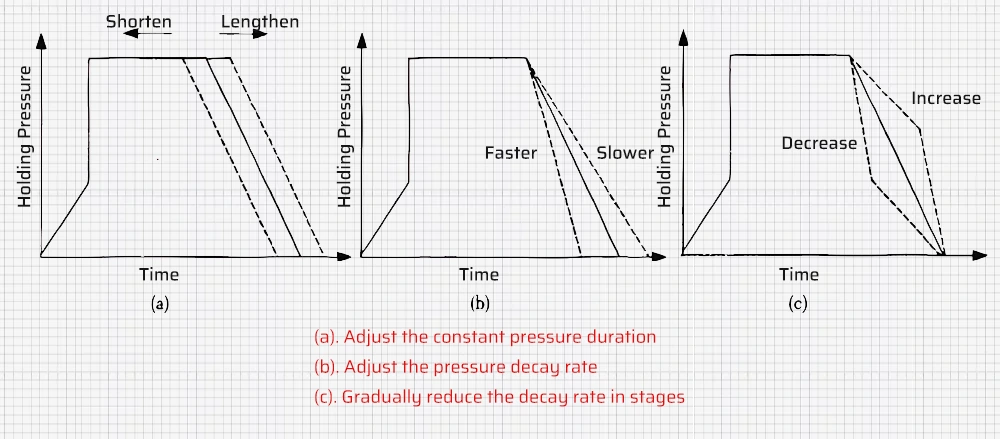
Ustawianie ciśnienia trzymania i czasu trzymania
Ciśnienie trzymania jest zazwyczaj ustawiane pomiędzy minimalnym i maksymalnym ciśnieniem trzymania, zazwyczaj od niskiego do wysokiego.
- Minimalne ciśnienie trzymania: W oparciu o dokładny punkt przejścia, zapewnia wystarczające ciśnienie trzymania, aby uniknąć niedopełnienia.
- Maksymalne ciśnienie trzymania: W oparciu o dokładny punkt przejścia, zapewnia on utrzymanie ciśnienia tuż przed wystąpieniem flashowania. Zakres ten wskazuje bezpieczne okno przetwarzania produktu.
Ogólnie rzecz biorąc:
- Ciśnienie utrzymywania PA = 50% ciśnienia wtrysku
- POM Ciśnienie trzymania = 80% ciśnienia wtrysku (może wynosić 100% dla wysokiej dokładności wymiarowej)
- Ciśnienie trzymania PP/PE = 30-50% ciśnienia wtrysku
Klasyczne kroki ustawiania czasu wstrzymania:
- Ustaw temperaturę topnienia na środkowy zakres wartości zalecanych przez producenta.
- Ustaw prędkość wtrysku, punkt przejścia i czas chłodzenia na bezpieczne wartości.
- Ustaw ciśnienie trzymania (patrz kroki powyżej).
- Ustaw różne czasy utrzymywania, zwracając uwagę, że wydłużenie czasu utrzymywania skraca czas chłodzenia, utrzymując ten sam cykl. Zważ części w różnych warunkach przetrzymywania, wprowadź dane do arkusza Excel i wykreśl krzywą zależności masy od ciśnienia przetrzymywania.
- Określić zakres czasu, w którym masa części nie zmienia się znacząco. Czas tuż przed tym zakresem to czas uszczelnienia bramki. Zazwyczaj należy ustawić czas przytrzymania o 0,5-2 sekundy dłuższy niż czas uszczelnienia bramki.














