
Elektroden worden vaak gebruikt bij het bewerken van mallen. Ze dienen als gereedschap voor vonkverspaning bij EDM (Electrical Discharge Machining), voornamelijk gebruikt voor het bewerken van holtes in mallen.
Wat is een elektrode?
Elektroden zijn gereedschappen die gebruikt worden voor vonkverspaning. Bij matrijsbewerking zijn sommige onderdelen te complex of hebben ze kleine interne hoeken en vullingen die conventionele gereedschappen niet kunnen bereiken. Als het werkstuk niet bewerkt kan worden vanwege te lange gereedschappen, worden elektroden gebruikt voor vonkverspanen.
Materialen voor elektroden
1. Rood Koper
Roodkoper is overal verkrijgbaar en heeft een goed elektrisch geleidingsvermogen. Het kan stabiel worden verwerkt onder uitdagende omstandigheden zonder dat er gemakkelijk een vlamboog ontstaat en met minimaal bewerkingsverlies. Het kan een hoge precisie bereiken met een oppervlakteruwheid beter dan Ra1,25 μm door fijnbewerking. Het proces kan scherpe randen en delicate vormen behouden.
De mechanische bewerkingsprestaties zijn echter inferieur aan grafiet en het is moeilijk te slijpen. Het heeft een lage mechanische sterkte, wat niet bevorderlijk is voor het vastklemmen, afstellen en stabiel houden van de verwerking in de loop van de tijd. De hoge dichtheid verhoogt de belasting van het verwerkingssysteem en de systeemvereisten, waardoor het ongunstig is voor het installeren en afstellen van elektroden.

2. Grafiet
Vergeleken met roodkoperen elektroden heeft grafiet verschillende voordelen:
1). minder elektrodeslijtage (1/5 tot 1/3 van die van roodkoper tijdens voorbewerken).
2). Snellere bewerkingssnelheden (ongeveer 1,5 tot 3 keer die van rood koper).
3). Betere bewerkbaarheid met een snijweerstand die een kwart is van die van rood koper.
4). Dubbele verwerkingsefficiëntie, lichter gewicht (1/5 van rood koper), geschikt voor grote elektroden.
5). Hoge temperatuurbestendigheid en lage thermische uitzettingscoëfficiënt (ongeveer 1/4 van rood koper).
De nadelen zijn brosheid (die kan worden verminderd door onderdompeling in werkvloeistof), gevoeligheid voor beschadiging, vatbaar voor boogverbranding en meer verlies bij precisiebewerking met een oppervlakteruwheid die slechts Ra2,5 µm haalt. Niet gemakkelijk te vormen tot dunne platen of scherpe randen.

3. Koper wolfraam en zilver wolfraam legeringen
Koperen wolfraamelektroden vanwege hun hoge thermische geleidbaarheid, lage verliessnelheid, lage thermische uitzetting. Bovendien is het hoge smeltpunt van wolfraam op grote schaal gebruikt in mal staal en wolfraamcarbide werkstukken en in precisiebewerking. Koper-wolfraam en zilver-wolfraamlegeringen hebben een vergelijkbare bewerkbaarheid, een goede verwerkingsstabiliteit en een laag elektrodeverlies, maar ze zijn duur en kosten respectievelijk ongeveer 40 en 100 keer zoveel als koper.
4. Messing
Messing elektroden hebben een hogere slijtage en lagere verwerkingssnelheden dan roodkoper, maar hebben minder last van kortsluitingen tijdens de ontlading, waardoor een stabiele verwerking mogelijk is. Momenteel worden messing elektroden over het algemeen niet gebruikt bij EDM-bewerking, maar nog wel bij draadsnijden met lage snelheden.
5. Staal
Staal wordt gebruikt als elektrodemateriaal vanwege de goede bewerkbaarheid, maar het heeft een slechtere verwerkingsstabiliteit. Bij de verwerking van stalen matrijzen is de bewerkingssnelheid 1/3 tot 1/2 van die van rood koper en de elektrodeslijtage bedraagt 15% tot 20%, waardoor er geen laag verlies kan worden bereikt.
Als we de toepassingskenmerken van deze gebruikelijke elektrodematerialen samenvatten, moeten de elektrodematerialen voor EDM aan de volgende basisvereisten voldoen:
- Hoog smeltpunt, hoe hoger het smeltpunt van het elektrodemateriaal, hoe kleiner het relatieve elektrodeverlies.
- Goede thermische geleidbaarheid, waardoor de warmte die vrijkomt bij ontlading snel kan worden afgevoerd, waardoor de isolerende eigenschappen van het bewerkingsmedium snel worden hersteld en boogverbranding wordt onderdrukt.
- Goed elektrisch geleidingsvermogen, wat ionisatie vergemakkelijkt en voldoet aan de basisvoorwaarden voor ontlading.
- Lage thermische uitzettingscoëfficiënt, waardoor de elektrodegrootte stabiel blijft tijdens het EDM-proces, wat de bewerkingsprecisie garandeert.
- Goede mechanische eigenschappen, gemakkelijk te bewerken en goed bestand tegen vervorming.

Elektroden demonteren
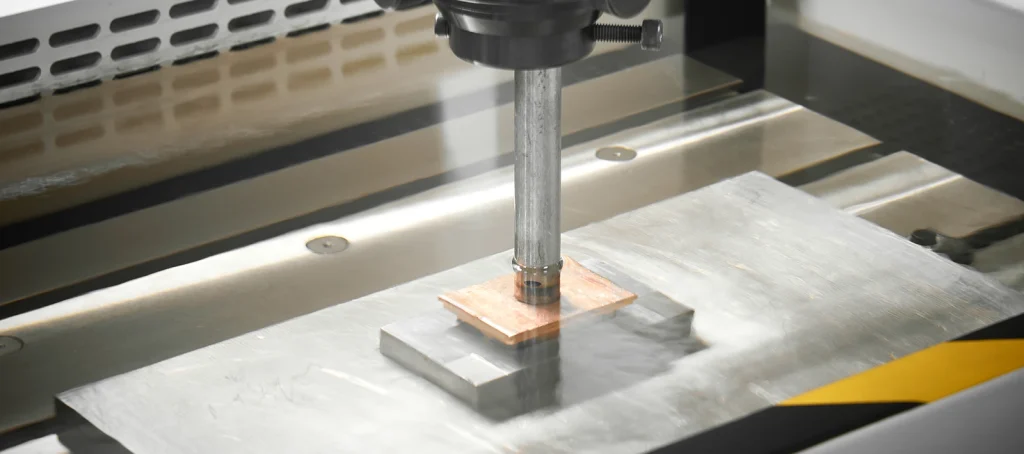
De verwerkingsmethoden voor elektroden bestaan meestal uit CNC-frezen of draadsnijden. Wanneer elektroden complexe concave en convexe oppervlakken hebben, is CNC-frezen noodzakelijk. Soms kan een elektrode niet in zijn geheel worden bewerkt en moet hij voor de bewerking in twee of meer delen worden verdeeld. Dit proces van het verdelen van elektroden in verschillende delen om ontladingsbewerkingen uit te voeren voor verschillende delen van de mal wordt het demonteren van elektroden genoemd.
Doel van het demonteren van elektroden
Bij de productie van kunststof matrijzen is EDM (Electrical Discharge Machining) bijna onmisbaar. De bewerkingssnelheid van EDM heeft een directe invloed op de cyclus, kwaliteit en kosten van de matrijsproductie. Daarom zijn een gedetailleerde analyse en rationele demontage van de elektroden (koperelektroden) essentieel. De kwaliteit van de demontage bepaalt rechtstreeks het niveau van de matrijsproductie, de bewerkingssnelheid, de productiekosten en zelfs de algemene structuur van de matrijs. Het vermogen om elektroden te demonteren weerspiegelt het uitgebreide niveau van matrijsontwerpers, de juistheid van structureel denken en het niveau van machinale bewerkingstechnologie. Rationele demontage van elektroden kan de volgende effecten hebben:
- De bewerking van mallen vereenvoudigen.
- Verbeter de structuur van de mal.
- De productiecyclus van mallen verkorten.
- Verbeter de kwaliteit van mallen.
- De maatnauwkeurigheid van matrijskernen en -holtes verbeteren.
- Bespaar op de kosten van elektrodematerialen.
Elektrode demontageproces
De demontage van elektrodes is een essentieel onderdeel van de matrijsverwerking. De kwaliteit van de elektrodemontage heeft een directe invloed op de bewerkingssnelheid en de kwaliteit van de matrijs. Ontwerpers moeten uitgebreid communiceren met matrijzenmakers en EDM-technici om ervaringen te verzamelen en samen te vatten. Bespreek en beslis op basis van de verwerkingsomstandigheden van ons bedrijf over een redelijk demontageplan.
1. De demontagelocatie van de elektroden bepalen
Onderdelen die niet bewerkt kunnen worden door CNC-machines hebben meestal elektrode demontage nodig, zoals rechte hoeken, scherpe hoeken, smalle groeven (als het bedrijf beschikt over hogesnelheidsmachines en kleinere gereedschappen, is directe bewerking van smalle groeven mogelijk) en tekstvlakken. Bij elektrodedemontage moet het werkstuk worden geanalyseerd, de plaats van demontage worden bepaald en de demontage op de meest materiaalefficiënte, snelste en effectiefste manier worden uitgevoerd.

2. Demontage van de vormende delen van de elektroden
De demontage van de vormdelen van de elektroden omvat over het algemeen het extraheren van oppervlakken of het berekenen van verschillen om de vorm te benaderen, gevolgd door verdere bewerking om de structuur van de elektrodevormdelen te verkrijgen. Bij het demonteren van de vormdelen is het belangrijk om zoveel mogelijk uit te breiden, maar interferentie moet vermeden worden en er moet voor gezorgd worden dat de gedemonteerde elektroden effectief de vereiste delen kunnen vormen.

3. De spoelpositie tekenen
De spoelhoogte voor zinkvonkmachines wordt gewoonlijk 2 tot 5 mm boven het hoogste deel van het werkstuk ingesteld, waardoor het gemakkelijker wordt om residu's te verwijderen tijdens vonkvonkmachines. Als deze niet tijdig worden verwijderd, kunnen secundaire ontladingen de elektroden beschadigen en kan overmatige koolstofafzetting het werkstuk beschadigen, vooral in diepe holtes, wat leidt tot defecten tijdens het spuitgieten. De spoelpositie wordt meestal vervuld met behulp van offsetoppervlakken en strekfuncties.

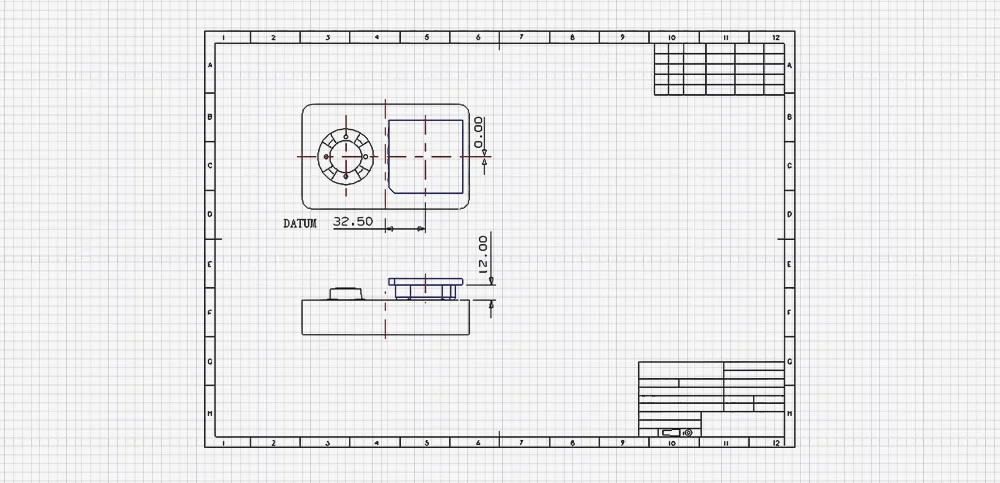
4. Het referentiepunt tekenen
Het REFERENTIEPUNT van de elektrode is zeer belangrijk omdat het gebruikt kan worden voor centrering, kalibratie en tastgetallen, waardoor de nauwkeurigheid en correctheid van de omvormdelen direct bepaald worden. De externe afmetingen van het nulpunt zijn over het algemeen gehele getallen, met een typische afstand van 3 tot 8 mm van de rand van het nulpunt tot de rand van het vormstuk en een hoogte van 5 tot 15 mm.

De methode voor het tekenen van het referentiepunt bestaat meestal uit twee benaderingen:
één is om gelijkmatig te vergroten langs de randen van de vormdelen, wat resulteert in decimalen vanaf het middelpunt van het referentiepunt tot het middelpunt van het werkstuk.
De andere methode is om het middelpunt van het referentiepunt en het middelpunt van het werkstuk als gehele getallen in te stellen, zonder rekening te houden met de uniforme vergroting van de randen van het vormstuk, wat het voordeel heeft dat maatfouten tijdens het vonken vermeden worden en de kans op fouten kleiner wordt. De tweede methode wordt over het algemeen aanbevolen.
De oriëntatie van de elektrode is erg belangrijk en verschillende fabrieken hebben verschillende representatiemethoden. Over het algemeen zijn drie hoeken van de elektrode al dan niet afgeschuind, wat overeenkomt met de afgeschuinde nulpunthoeken van het werkstuk, en vervolgens worden er codes op de elektrode aangebracht om onderscheid te maken tussen ruwe en fijne elektroden.

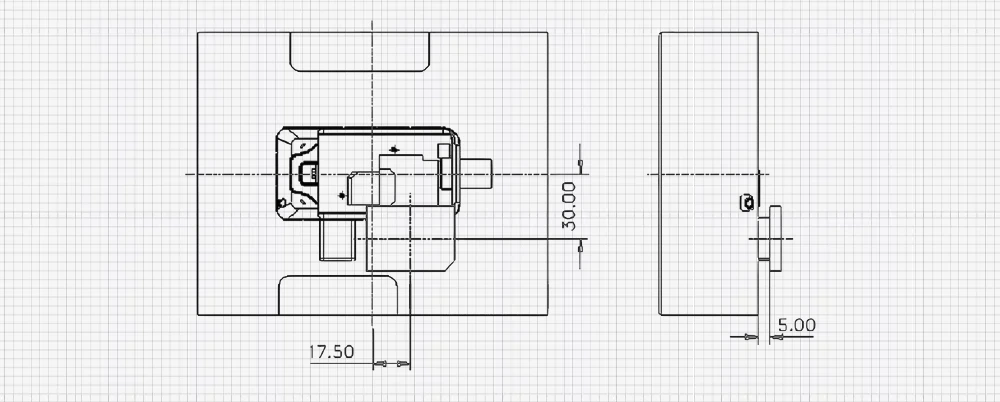
5. Elektrode EDM Schema
Het elektrode EDM-schema wordt voornamelijk gebruikt om de EDM-technicus te begeleiden tijdens het gebruik. De tekening moet zo eenvoudig mogelijk zijn, zonder al te veel aanzichten en afmetingen. Alleen de afmetingen van de elektrodepositionering, de EDM-opening en de nulpuntspositie moeten worden weergegeven. Als deze drie elementen worden weergegeven, is de tekening uitvoerbaar.
Principes van elektrode demontage
Het demonteren van elektroden is een complexe taak die over het algemeen de volgende acht principes volgt:
- Houd volledig rekening met de uiterlijke vereisten van het product om te voldoen aan de technische specificaties.
- Onderscheid de ontladingsverschillen tussen grote en kleine lijmpositie-elektroden.
- De moeilijkheidsgraad van het verwerken van elektroden grondig overwegen en beoordelen om een efficiënte en haalbare bewerking binnen het bedrijf te garanderen.
- Overweeg en differentieer de precisievereisten van elke elektrode en elk onderdeel volledig, vermijd het blind nastreven van hoge normen en coördineer het gebruik van verschillende soorten bewerkingsapparatuur effectief.
- De productiekosten van matrijzen verlagen. Kosten zijn de meest cruciale indicator in de verwerking van mallen. Alleen een redelijke demontage van elektroden kan de economische voordelen maximaliseren.
- Houd volledig rekening met de opstelling en impact van bewerkingsprocessen. Alleen met een rationele procesopstelling kan de gehele set matrijzen goed, snel en economisch geproduceerd worden.
- Breng de verschillende bewerkingsprocessen en de totale bewerkingssnelheid in balans. Overweeg voor de gehele set mallen elektrodes voor vaste mallen, beweegbare mallen, schuiven, schuine duwstangen en inzetstukken en balanceer deze globaal tijdens de demontage.
- Als de omstandigheden het toelaten, minimaliseer dan menselijke fouten tijdens het bewerkingsproces.
Overwegingen voor demontage van de elektrode
Houd bij het demonteren van elektroden rekening met de haalbaarheid, uitvoerbaarheid, onvervormbaarheid, verwerkingsgemak, kosten en het esthetische uiterlijk van de elektroden. Hoe minder elektroden gedemonteerd worden, hoe beter.
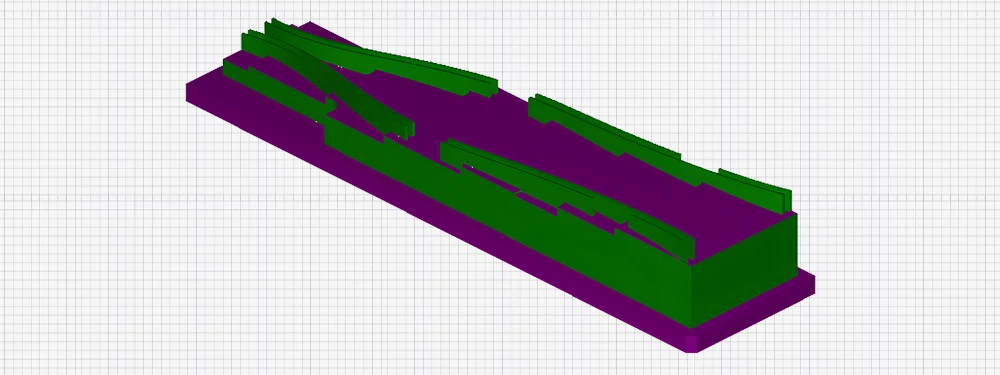
1. Ontwerp en vervaardiging van volledige elektroden
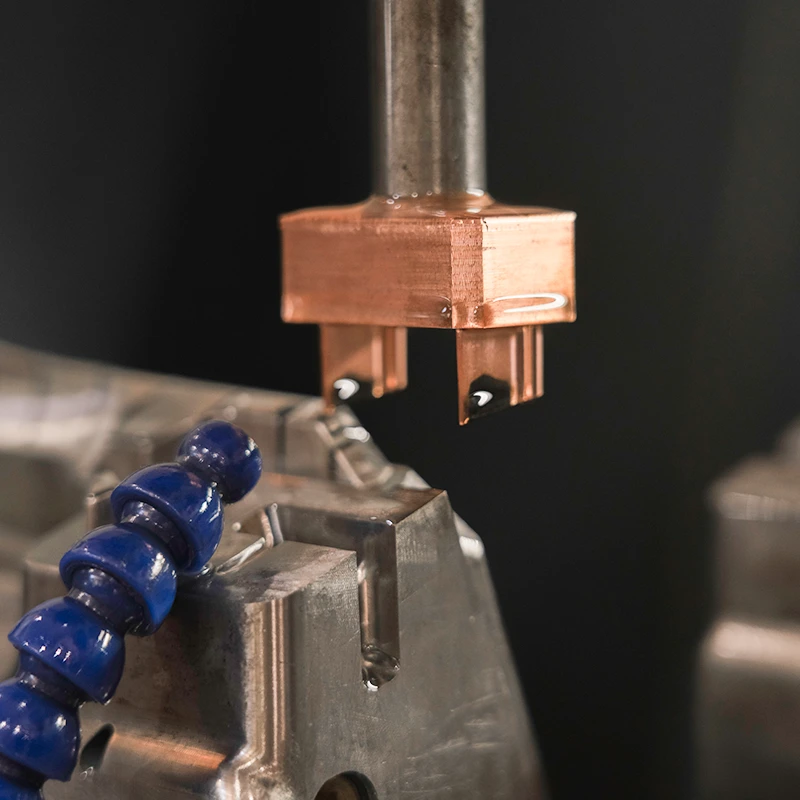
Haal waar mogelijk hele elektroden uit elkaar. Houd echter rekening met de haalbaarheid van de verwerking en probeer deze in één stap uit te voeren. Als het niet in één stap kan, demonteer dan in meerdere elektroden. Sommige hele elektroden zijn speciaal en vereisen meerdere bewerkingsstappen, zoals de elektroden in de onderstaande afbeelding die gebruikmaken van CNC-frezen, draadsnijden en elektrodencorrosieprocessen. Deze elektroden moeten over het algemeen voldoen aan de productprecisie en als ze in meerdere elektroden worden gedemonteerd, kunnen er verbindingsmarkeringen ontstaan, waardoor het moeilijk wordt om de productprecisie te garanderen.
2. Afzonderlijke elektroden demonteren
Na demontage moeten de elektroden bewerkbaar zijn. Soms zijn hele elektroden moeilijk te bewerken, hebben ze onbereikbare dode hoeken of is er gereedschap nodig dat te lang of te klein is, waardoor het redelijk is om te overwegen een extra elektrode te demonteren. Soms zijn er lokale opruimelektroden nodig en is de verwerking ervan niet moeilijk, maar het is essentieel om de offsets en kalibratiestandaarden voor elektrische ontladingsbewerking goed te begrijpen. Tijdens CNC-bewerking is het een uitdaging om de omcirkelde gebieden in de matrijskern direct te bewerken en het is ook moeilijk om een enkele elektrode voor EDM te ontwerpen en te bewerken. Door de elektrode te demonteren in de delen (b) en (c) op de foto wordt het bewerken veel eenvoudiger.

3. Ribelektroden demonteren
Om de sterkte te verhogen van de dunne plaatachtige structuren die in eerste instantie ontworpen zijn voor kunststof producten, worden deze ribben genoemd. Ribben zijn zowel smal als diep, waardoor ze moeilijk rechtstreeks te bewerken zijn. Over het algemeen moeten ribbenelektroden ontworpen worden. Deze elektroden zijn gevoelig voor vervorming tijdens het bewerken. Gebruik nieuw gereedschap met kleinere diameters en gematigde voedingssnelheden. Bewerk eerst nauwkeurig de lengtematen, maar laat wat marge (bijvoorbeeld 1 mm) voor de breedtematen. Bewerk vervolgens de breedte door het gereedschap aan beide zijden tegelijk te bewegen, zonder de hele omtrek te omcirkelen. Ook moet elke snede 0,2 tot 1 mm diep zijn. Een te diepe snede is niet aan te raden.
4. Materiële situatie
Voordat je elektroden demonteert, moet je eerst de materiaalsituatie van het bedrijf begrijpen en ernaar streven om de materialen optimaal te benutten. Bij geïmporteerd koper moet over het algemeen 1 tot 1,5 mm per zijde worden toegevoegd aan de standaardafmetingen, wat voldoende is voor de meeste doeleinden. Binnenlands gesmeed koper is minder gestandaardiseerd en het wordt aanbevolen om 2 mm per zijde toe te voegen.
5. Spoel- en kalibratie-instellingen
Stel het rechte deel van de elektrode in op 2 tot 5 mm om het spoelen door de EDM-machine te vergemakkelijken. Stel de kalibratie van de XY-as in op ongeveer 3 tot 8 mm per kant, met een basishoogte van meer dan 5 mm.
6. Ontwerp van het elektrodevlak
Het wordt aanbevolen om drie afgeronde hoeken en één schuine hoek te gebruiken voor de elektrodebasis, waarbij de schuine hoek wordt uitgelijnd met het nulpunt van de matrijsholte. Lijn het middelpunt van de elektrode uit met het referentiepunt van de matrijsholte met behulp van gehele getallen.
7. Efficiënte elektrode demontage
Probeer de elektrode niet afzonderlijk te demonteren. Als het mogelijk is om het geheel te demonteren, doe het dan samen om materiaal en ontlaadtijd te besparen. Als bewerken moeilijk is, gebruik dan draadsnijden of een graveermachine om de hoeken schoon te maken.
8. Materiaalbehoud bij demontage
Elektroden met aanzienlijke hoogteverschillen moeten uit elkaar gehaald worden in meerdere elektroden om materiaal te besparen.
9. Verwerking van symmetrische elektroden
Symmetrische elektroden worden vaak samen bewerkt, waarbij het aantal tijdens de bewerking verschuift. Gelijkvormige elektroden moeten onderscheiden worden (bijvoorbeeld door een extra hoek of afgeronde hoek toe te voegen) en de verbinding tussen twee elektroden met 1 mm verlengen.
10. Inspectie na demontage
Plaats de elektroden na demontage in het werkstuk om zorgvuldig te controleren op interferentie. Controleer of gelijke en symmetrische elektroden redelijk gedemonteerd zijn en controleer of de afstanden en rotatiecentra van vertaalde of gedraaide elektroden correct zijn.
11. Precisie in elektrode-afwerking
De ruwheid en fijnheid van de elektroden worden vaak bepaald door de eisen die aan het uiterlijk van het product worden gesteld. Soms, om koper te besparen, wordt na het voltooien van de elektrode het ontwerp van het totale gebogen oppervlak van de elektrode verlaagd, wordt er precisie gefreesd op de elektrode en wordt er vervolgens precisie EDM uitgevoerd.
12. Diepe gaten bewerken
Voor smalle en diepe holtes in mallen, waar gereedschap niet bij kan voor ruwe bewerking, is het vaak nodig om geheel of gedeeltelijk ruw en fijn te elektroden.
13. Ribelektroden versterken
Om de sterkte van de elektrode te verbeteren en vervorming te voorkomen, kunt u bij het ontwerpen van ribelektroden de hoek van de rib veranderen en een versterkte basis ontwerpen.
13. Zorgen voor vormscherpte
Scheid het lijmvlak van de vormholte en de kern van het kussenvlak wanneer u de elektrode demonteert om de scherpte van de vormholte te garanderen.
14. Integriteit van de elektrodecoördinaten behouden
Bij het ontwerpen van gedemonteerde elektroden is het aan te raden om het coördinatensysteem van de elektrode niet gemakkelijk te wijzigen. Gebruik assemblagedemontage voor één elektrode per tekenbestand. Lagen kunnen ook worden gebruikt om onderscheid te maken tussen elektroden.














