

Bij de introductie van ontwerphoekenIk heb al gezegd dat we een trekhoek moeten ontwerpen om een spuitgietproduct uit de matrijs te halen. Voorwaarde is wel dat we eerst de deellijn bepalen. Het is net alsof je een watermeloen in minstens twee helften moet snijden om het vlees binnenin te kunnen eten.
Bij het ontwerpen van producten bepalen details het succes of de mislukking en het ontwerp van de deellijn is een van de cruciale details.
Een zorgvuldig ontworpen deellijn kan niet alleen de esthetische waarde van het product verbeteren, maar bepaalt tot op zekere hoogte ook de levensduur van het product en de productiekosten.

De betekenis van een afscheidszin
Onderverdelen verwijst naar het verdelen van de matrijskern van het spuitgietproduct in verschillende modules. Het contactoppervlak tussen deze modules wordt de deellijn genoemd, ook bekend als het deellijnoppervlak. In engere zin verwijst de deellijn naar het deellijnoppervlak bij de grootste contour van het kunststofdeel, dat de holte en de kern of de voor- en achtervorm scheidt. In brede zin omvat de deellijn ook de lokale deellijnen van het kunststofdeel (zoals de deellijnen van gaten) en de deellijnen van alle modules die bij het gieten betrokken zijn (zoals schuivers, haakse lifters, inzetstukkenuitwerppennen, enz.).
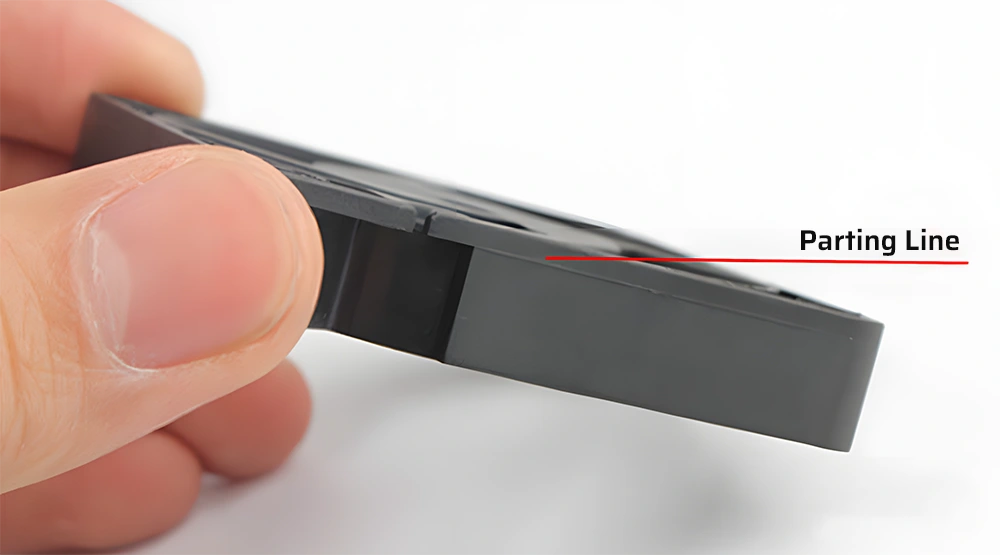
De grens waar de deellijn het oppervlak van het kunststofdeel snijdt, wordt de deellijn (PL) genoemd. Omdat het onmogelijk is om een volledig spleetloos contact te maken tussen de vormmodules, wordt deze spleet na het gieten overgebracht op het kunststofdeel en vormt een flitsend restspoor. Omdat het op een lijn lijkt, wordt het een deellijn genoemd, ook wel matrijslijn genoemd.
De dikte van de deellijn beïnvloedt het uiterlijk en de functie van het kunststof onderdeel, dus besteed er speciale aandacht aan tijdens het constructief ontwerp.
Soorten deellijnen
Over het algemeen noemen we de deellijn bij de grootste contour van het kunststofdeel de hoofddeellijn, terwijl andere de hulpdeellijnen zijn.
Verticale deellijn
Dit is een veelvoorkomend en eenvoudig type, namelijk een vlak loodrecht op de openingsrichting van de mal.
Getrapte deellijn:
Afhankelijk van de specifieke situatie van sommige plastic onderdelen, maken we de deellijn in een getrapte vorm.
Voor getrapte deellijnen wordt, aangezien één zijde van de holte een grotere kracht draagt, een injectie-excentrische kracht gegenereerd aan beide zijden van de holte, waardoor relatieve verschuiving ontstaat tussen de kern en de holte. De schuifrichting wordt hieronder weergegeven. Kies daarom eerst de deellijn op de ondiepe stap.
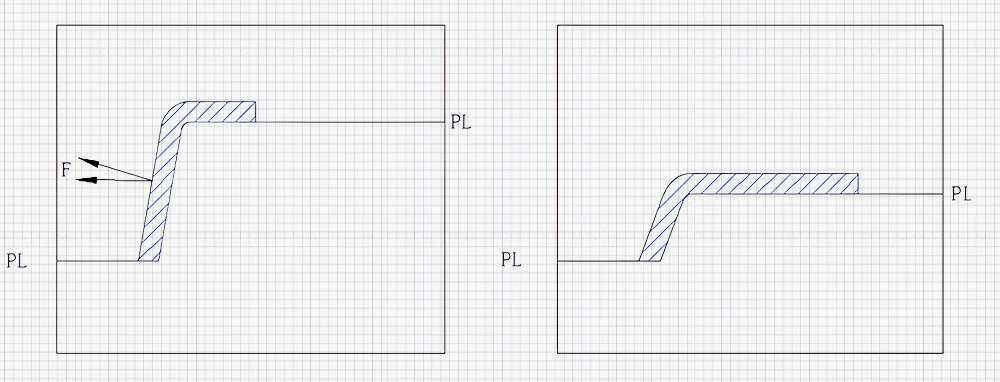
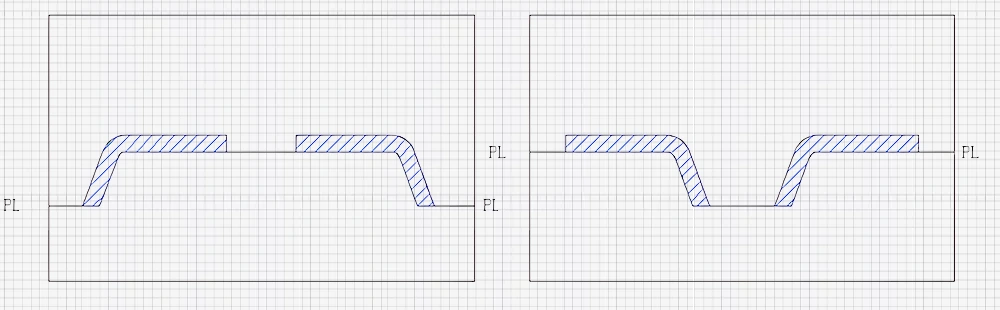
Plaats twee holtes symmetrisch om de injectiekracht aan beide zijden van de mal in evenwicht te brengen, waardoor de malstructuur compact wordt.
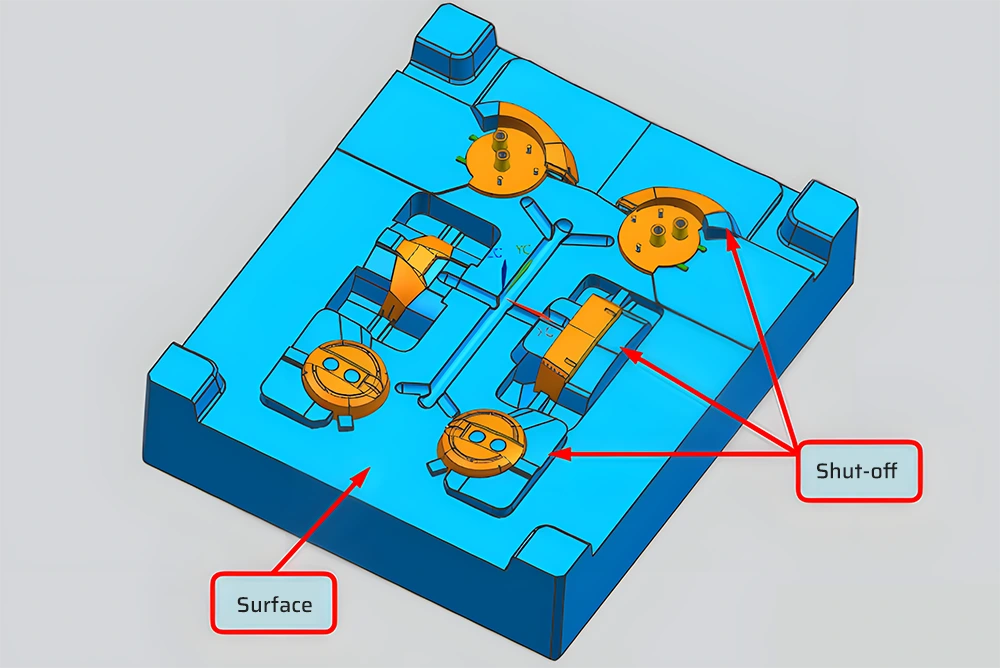
Als het stapverschil van de getrapte deellijn te groot is, overweeg dan het ontwerp van afsluitingen en plaatselijk een getrapte scheidingslijn.
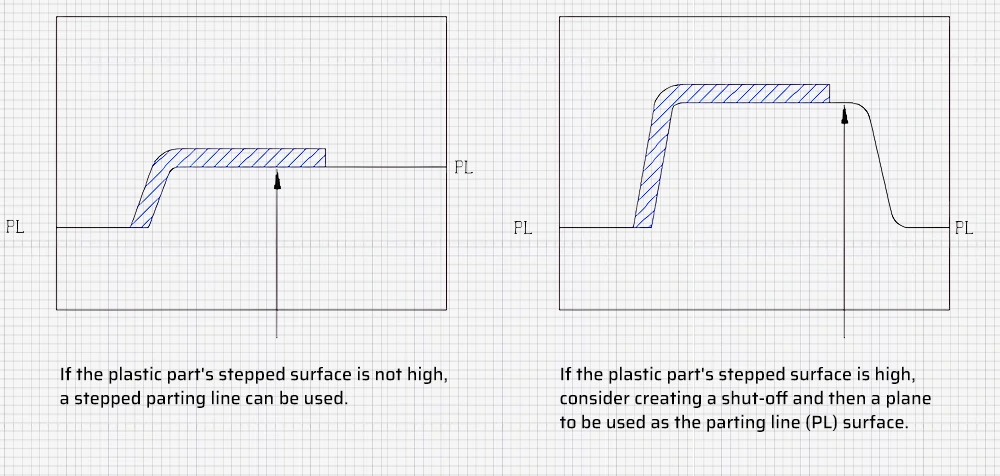
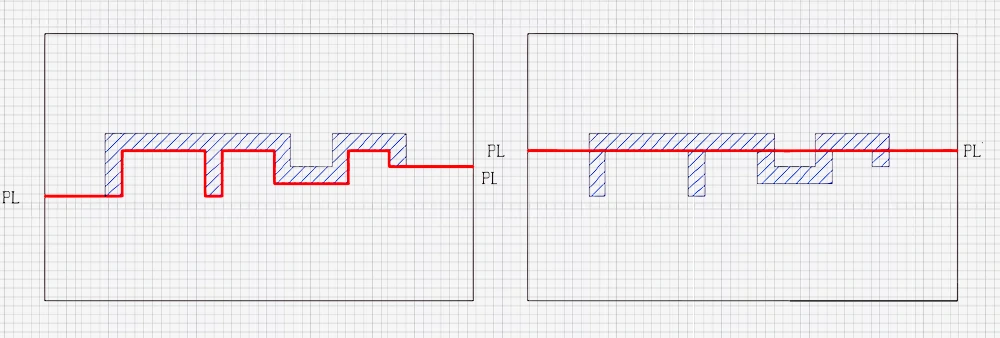
Sommige onderdelen hebben veel getrapte oppervlakken. Als we de deellijn zo ontwerpen dat hij de getrapte vorm volgt, wordt het ingewikkeld. Om de deellijn te vereenvoudigen, kun je overwegen om er een vlak van te maken, maar dit resulteert in een gietlijn op het oppervlak van het onderdeel. Daarom wordt deze methode meestal gebruikt voor interne onderdelen.
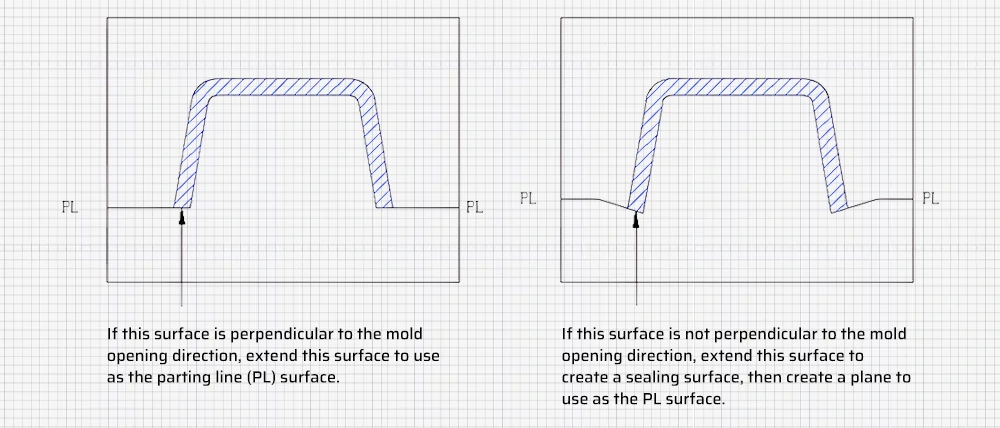
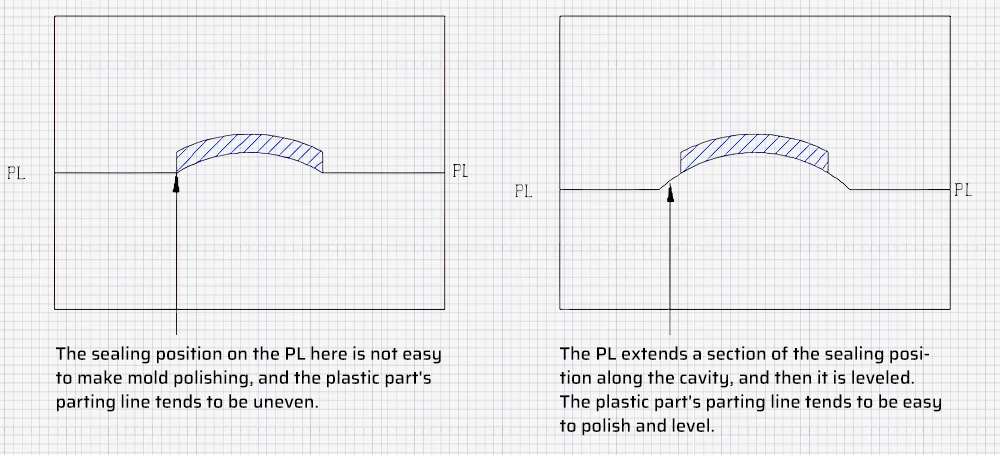
Afgeschuinde deellijn
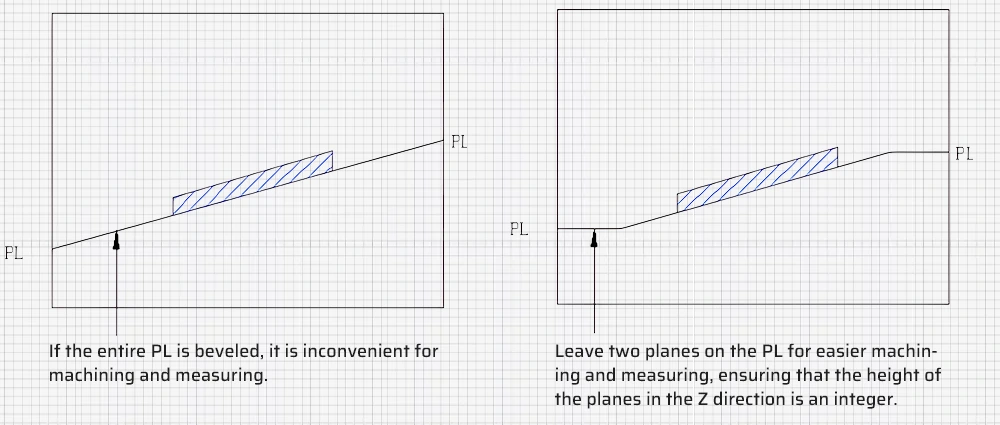
De deellijn van het spuitgietproduct is afgeschuind. Maak eerst een afdichting langs het afgeschuinde oppervlak om het polijsten van de gietvorm te vergemakkelijken en maak het daarna waterpas voor eenvoudigere verwerking en positionering.
Gebogen deellijn
Net als bij de afgeschuinde scheidingslijn, maak je eerst een verzegeling en daarna pas waterpas.
Niet elke deellijn hoeft echter langs de curve te lopen. Bijvoorbeeld, het onderdeel hieronder zou, als het verlengd werd, een scherpe hoek vormen. In dit geval is de holte scherp als een stalen mes en kan de deellijn direct worden verlengd.
Uitgebreide scheidingslijn
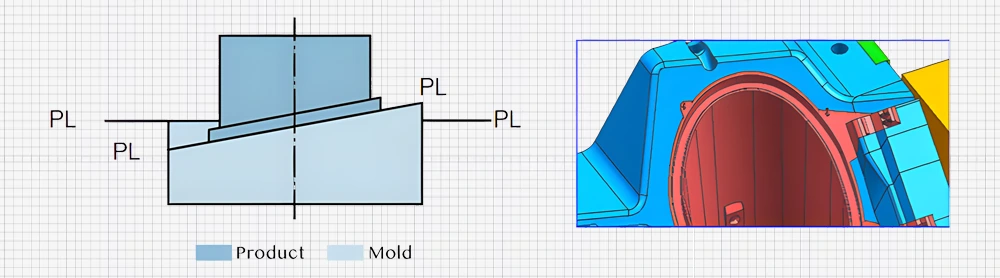
Dit type combineert verticale en gebogen deellijnen of afgeschuinde en gebogen deellijnen om een volledige deellijn te vormen.
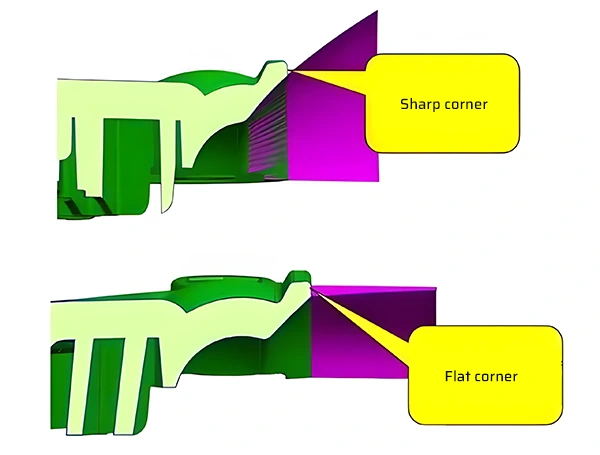
Voor uitgebreide deellijnen moeten we speciale aandacht besteden aan het gladmaken van het afdichtingsoppervlak op de hoeken van de twee deellijnen om scherpe punten te voorkomen. Kies een oppervlak voor het afdichten dat de sterkte van de mal verhoogt en uitvloeiing op het kunststofdeel voorkomt. Het gladmaken vermindert ook het verschijnen van stappen en scherpe hoeken, waardoor de verwerkbaarheid van de deellijn verbetert en er direct CNC-bewerking in plaats van Vonkverspaning.
Ontwerpprincipes van deellijnen
1. De selectie van de deellijn moet voldoen aan de ontvormvereisten:
De belangrijkste deellijn moet zich op de grootste contour van het onderdeel in de ontvormrichting bevinden. Dit vereenvoudigt de matrijsstructuur. Anders wordt de matrijsstructuur gecompliceerder en zijn er extra mechanismen nodig, zoals glijders.
2. De keuze van de deellijn moet soepel ontvouwen mogelijk maken
Aangezien het uitwerpsysteem van de spuitgietmachine zich aan de kernzijde bevindt, moet de scheidingslijn het onderdeel na de matrijsopening idealiter aan de kernzijde laten. Dit helpt het uitwerpmechanisme aan de kernzijde. Een uitwerpmechanisme aan de holtezijde maakt de matrijsstructuur ingewikkelder.
3. De selectie van deellijnen moet zorgen voor maatnauwkeurigheid en oppervlaktekwaliteit:
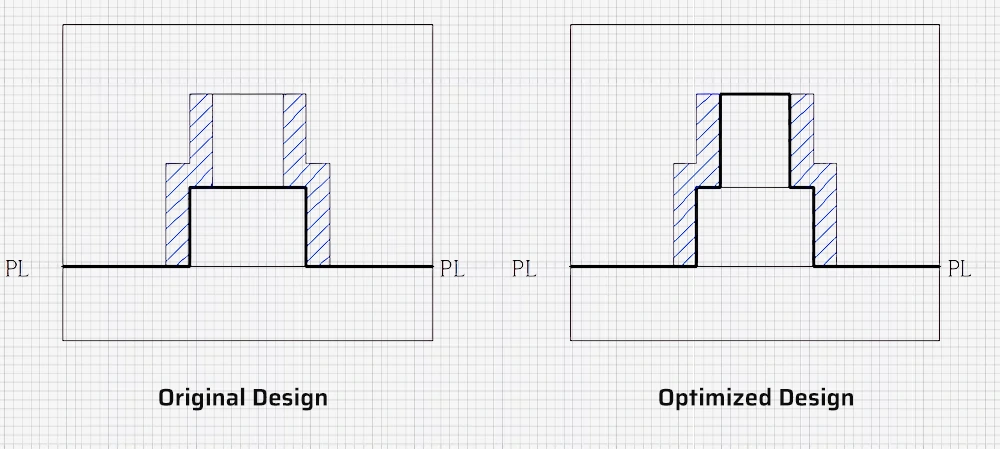
1. Plaats voor onderdelen met hoge coaxialiteitseisen de onderdelen met coaxialiteitseisen aan dezelfde kant van de mal bij het selecteren van de deellijn.
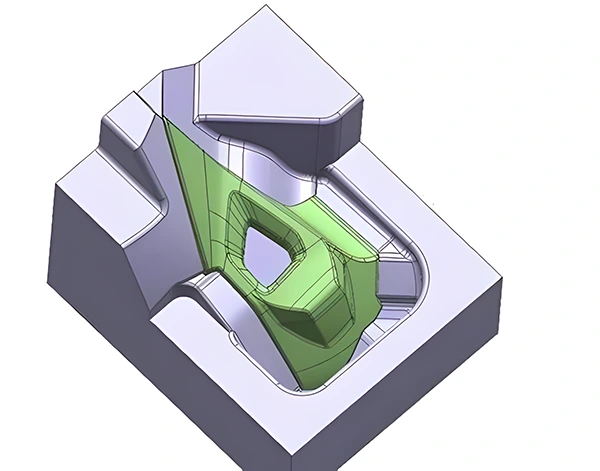
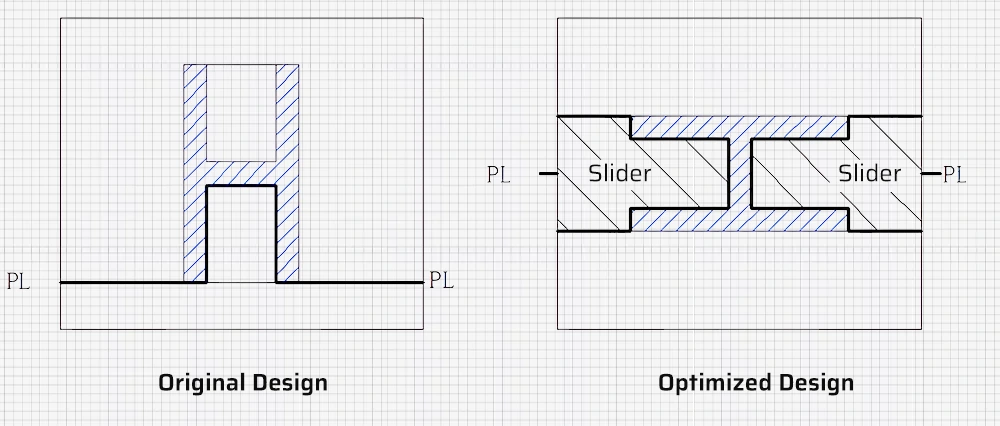
Het getrapte gat in het midden van de afbeelding hieronder vereist bijvoorbeeld een hoge coaxialiteit. In het oorspronkelijke ontwerp wordt het getrapte gat gevormd door twee kernen van de kern en de holte. Het is moeilijk om de coaxiale nauwkeurigheid van deze kernen te garanderen na de assemblage van de matrijs. In het geoptimaliseerde ontwerp wordt het getrapte gat gevormd door een enkele kern, waardoor de bewerkingsnauwkeurigheid gegarandeerd is.
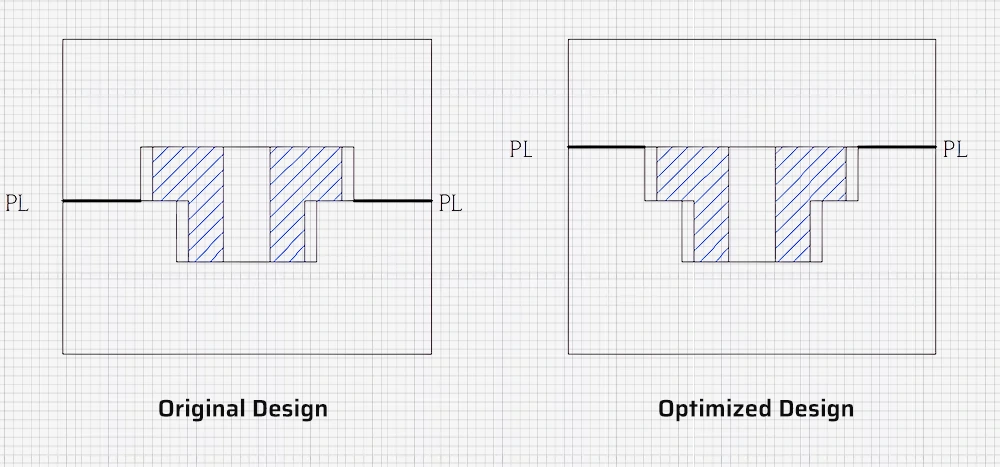
Plaats op dezelfde manier de onderdelen met coaxialiteitseisen voor de buitenste cirkel aan dezelfde kant van de mal.
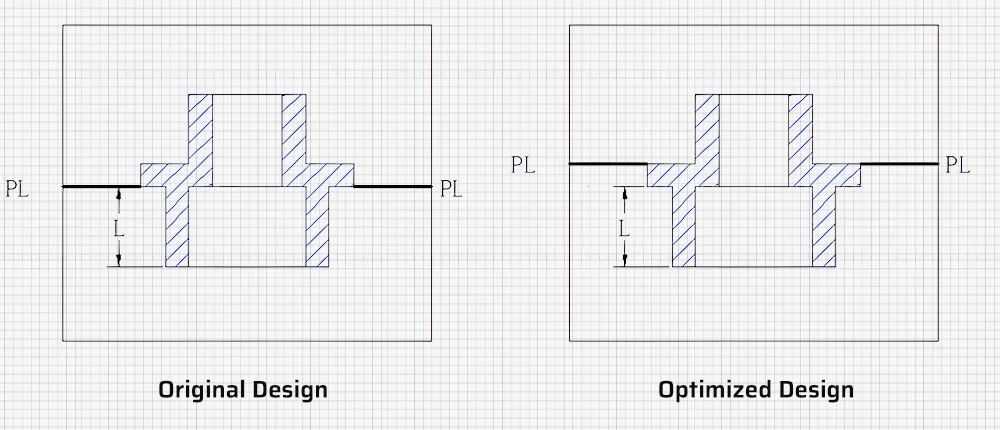
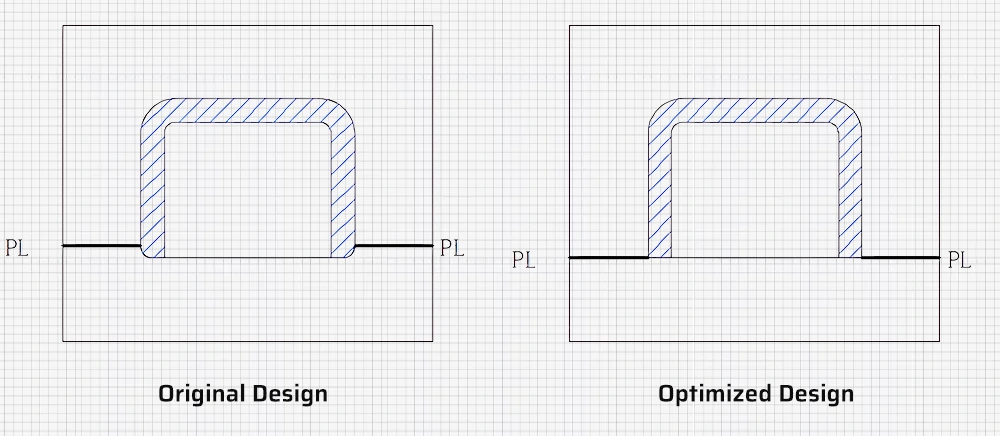
2. De maatnauwkeurigheid van maten gerelateerd aan de deellijn in de sluitrichting van de matrijs wordt beïnvloed door de neiging van de deellijn om uit te zetten tijdens het inspuiten. In het oorspronkelijke ontwerp is de maat L moeilijk te garanderen. In het geoptimaliseerde ontwerp is de maat niet gerelateerd aan de deellijn, waardoor de nauwkeurigheid gemakkelijk te garanderen is.
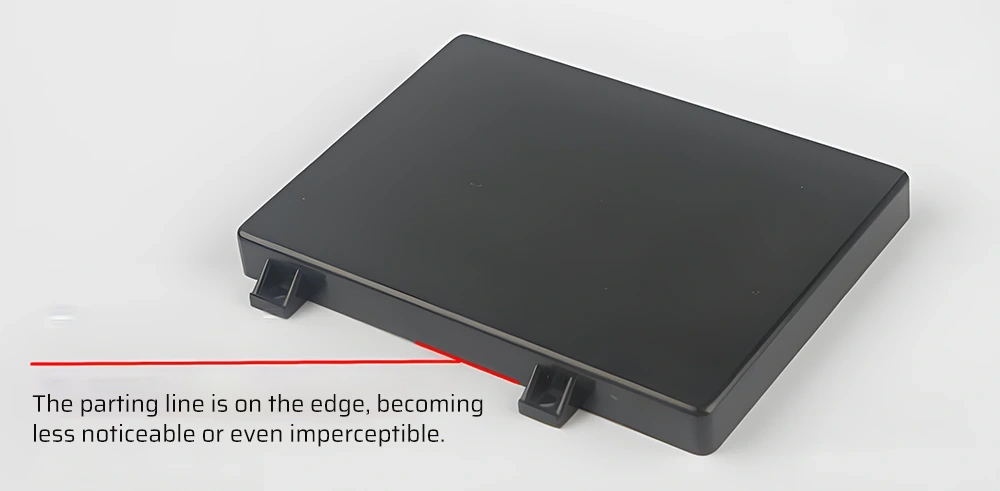
3. Voor onderdelen die oppervlaktekwaliteit vereisen, moet je bij het kiezen van de deellijn rekening houden met de impact van de deellijn op het uiterlijk.
4. De keuze van de deellijn moet de verwerking van de matrijs vergemakkelijken
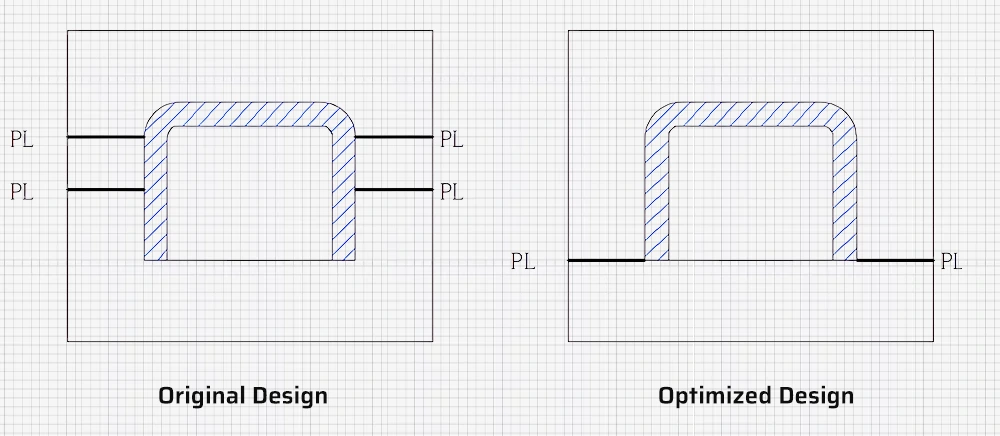
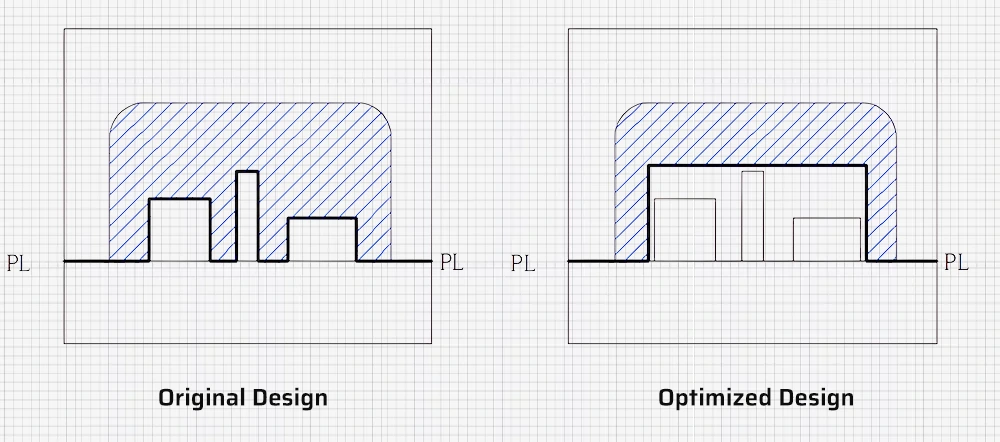
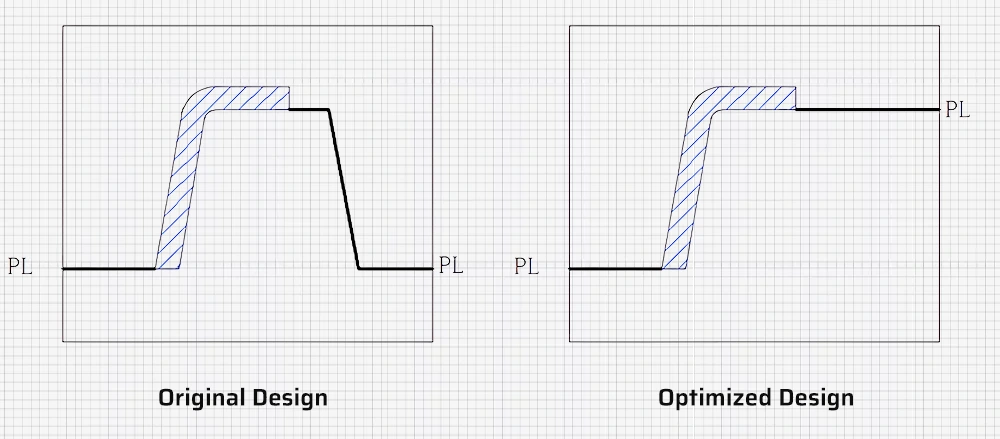
In het matrijsontwerp geldt: hoe eenvoudiger de deellijn, hoe eenvoudiger de verwerking en hoe beter de verwerkingsnauwkeurigheid gegarandeerd is. In het oorspronkelijke ontwerp bevindt de deellijn zich op een kleine hoek, wat de verwerking en het opslaan van de matrijs bemoeilijkt. Het geoptimaliseerde ontwerp verwijdert de vulling van de deellijn.
Bij meerdere afsluitingen aan dezelfde kant kun je overwegen om ze te combineren tot één grote afsluiting om de structuur van de deellijn te vereenvoudigen en de verwerking te vergemakkelijken.
5. De keuze van de deellijn moet ontluchting vergemakkelijken
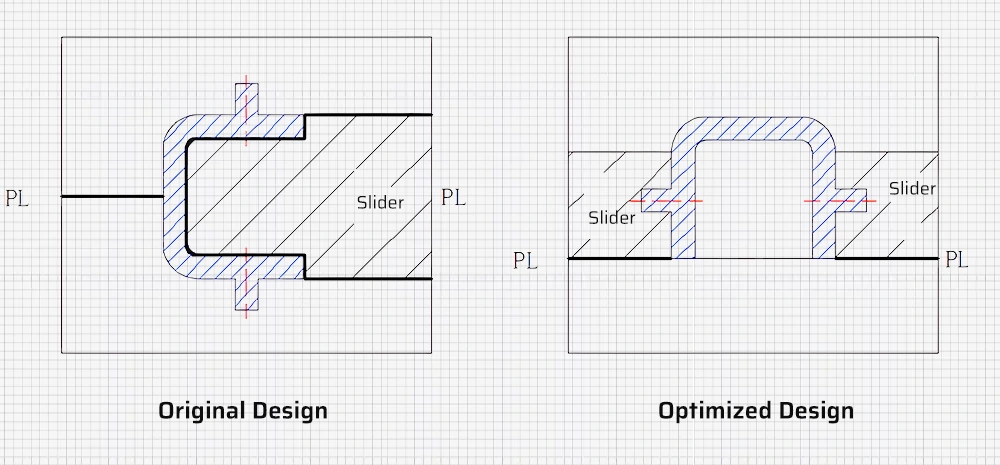
Voor een goede ontluchting van de caviteit moet de scheidingslijn zoveel mogelijk aan het einde van de stroomrichting van de plastic smelt worden geplaatst. In het oorspronkelijke ontwerp vult de plastic smelt de caviteit en sluit de deellijn af, waardoor het moeilijk is om het gas aan het diepe uiteinde van de caviteit te ontluchten. Het geoptimaliseerde ontwerp van de deellijn aan het einde van de smeltstroom zorgt voor goede ontluchtingsomstandigheden.
6. Bij de keuze van de deellijn moet rekening worden gehouden met de vormgrootte
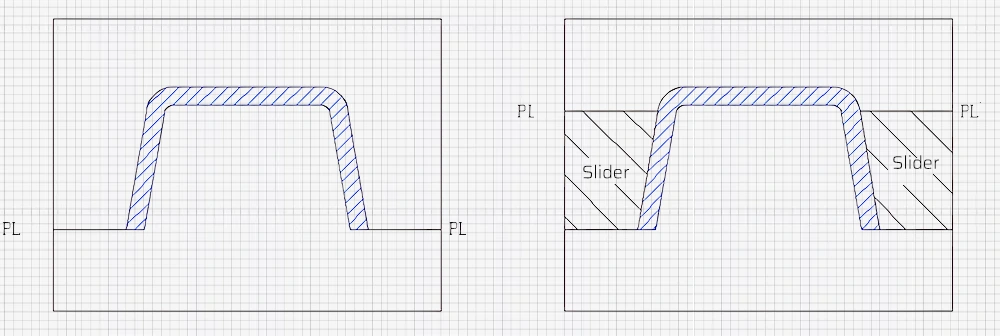
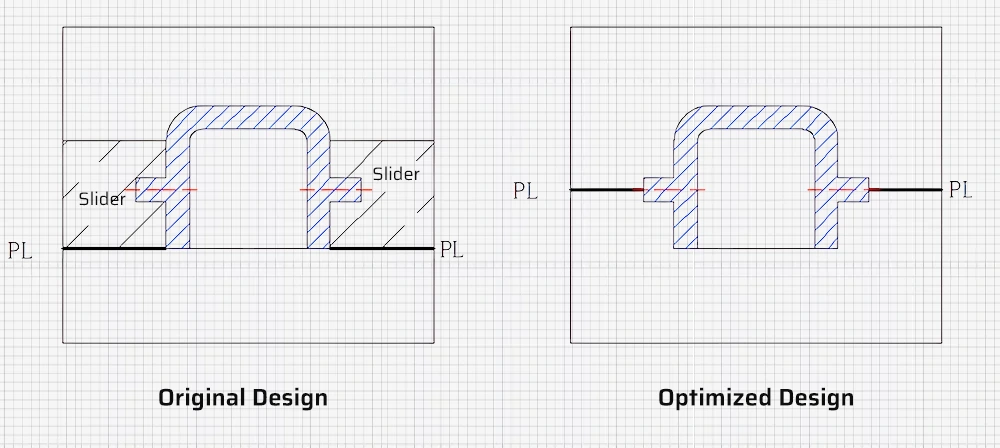
De keuze van de deellijn beïnvloedt de matrijsgrootte. In het oorspronkelijke ontwerp is de matrijshoogte hoger, met een diepere caviteit en kern, waardoor de verwerkingstijd langer is en er mogelijk een grotere spuitgietmachine nodig is voor kleine onderdelen. Het geoptimaliseerde ontwerp verlaagt de matrijshoogte, met een ondiepere caviteit en kern, waardoor de verwerking eenvoudiger is en het ontvormen minder invloed heeft op de matrijsgrootte. Het nadeel is dat sommige onderdelen een schuif nodig hebben, waardoor de matrijs breder en langer wordt.
7. De keuze van de deellijn moet de matrijsstructuur vereenvoudigen:
Vermijd kerntrekmechanismen (schuifmechanismen) voor zijstructuren met lage precisievereisten om de matrijsstructuur te vereenvoudigen, de matrijs te verkleinen en de matrijskosten te verlagen.
Als kerntrekmechanismen (schuifmechanismen) onvermijdelijk zijn, kies dan de kortste kerntrekafstand om de matrijs te verkleinen. Zorg ervoor dat de grote kern zich in de richting van de matrijsopening bevindt vanwege de hoge klemkracht. Plaatsing in het zijmechanisme is ongunstig voor het ontvormen.
Samenvatting
Hoewel de selectie en het ontwerp van deellijnen voornamelijk plaatsvinden in de matrijsontwerpfase, moeten constructeurs de algemene richting overwegen tijdens de constructiefase, vooral voor onderdelen met gemakkelijk te bepalen deellijnen. Als de invloed van de deellijn op de structuur (maatnauwkeurigheid, passingafstand, uiterlijke kwaliteit, enz. DFM en proeven met schimmels kan worden vermeden.
Andere factoren kunnen ook van invloed zijn op de keuze van de deellijn en elk deellijnschema heeft voor- en nadelen. Kies de deellijn op basis van de werkelijke productvereisten om aan de huidige productbehoeften te voldoen.














