
Kleurconsistentie is een belangrijke eigenschap geworden om rekening mee te houden bij spuitgietproductie. Veel spuitgietbedrijven hebben echter nog steeds problemen met ongelijke kleuren of kleurverschillen. spuitgietfabrieken. Deze gemeenschappelijke spuitgietfout kan verschillende oorzaken hebben.
In dit artikel worden de oorzaken van kleurverschillen en de oplossingen uitgebreid besproken. Als je geïnteresseerd bent in andere spuitgietfouten, klik dan op onderstaande link voor meer informatie.
| Defecten bij het spuitgieten begrijpen | ||||
|---|---|---|---|---|
| Flash | Kort schot | Gootsteen | Vervorming | Brandmerk |
| Spelmerk/Zilveren streep | Donkere vlek/Zwarte vlek | Vloeimarkering | Bubbel | Laslijn |
| Kleurverschil/ongelijke kleur | Markering uitwerppin | |||
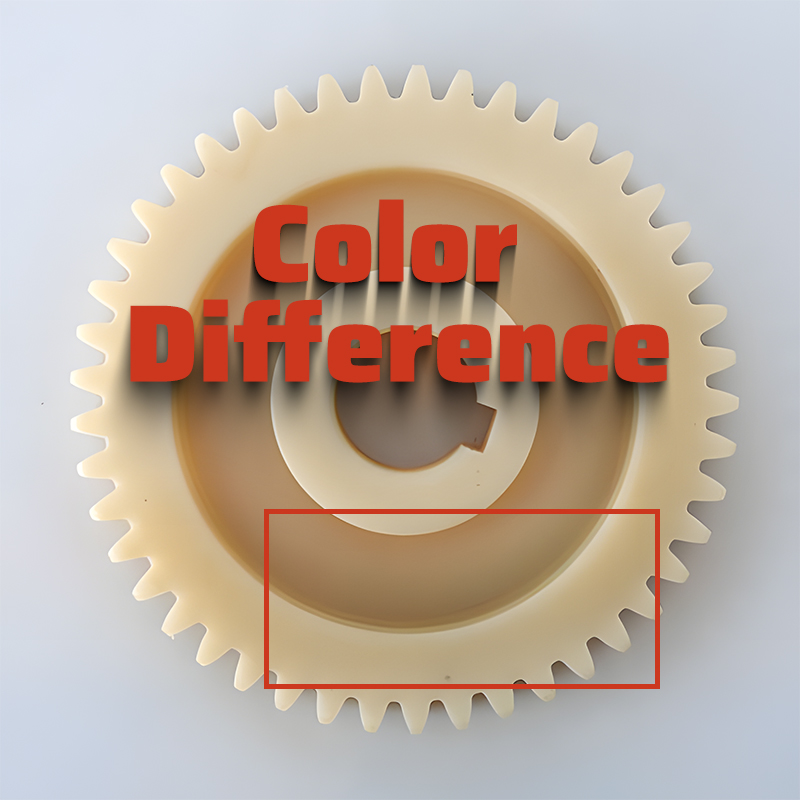
Wat is ongelijke kleur of kleurverschil bij spuitgieten?
Ongelijkmatige kleur verwijst naar de ongelijkmatigheid in de kleur van het oppervlak van spuitgietproducten, gekenmerkt door variaties in diepte en tint, inclusief gemengde kleuren en verkleuring. Deze algemene defect bij spuitgieten kan leiden tot aanzienlijke uitvalpercentages voor partijen spuitgietproducten vanwege kleurverschillen tussen componenten.
Detectie en beoordeling van kleurverschil bij spuitgieten
Visuele inspectie:
1. Voor het bepalen van de kleurvariatie van het product mag de inspecteur geen visuele beperkingen hebben (zoals kleurenblindheid of kleurenzwakte). Anders moet een colorimeter worden gebruikt om de aanvaardbaarheid van het kleurverschil te bepalen.
2. Over het algemeen zijn kleurverschillen binnen 0,50 (ten opzichte van het kleurenbord) moeilijk waar te nemen door het menselijk oog. Als het kleurverschil tussen twee onderdelen echter 0,5 afwijkt van het kleurenbord, is het ene geelachtig en het andere witachtig. Het kleurverschil wordt merkbaar, vooral bij de productie van bijpassende onderdelen waarbij controle cruciaal is.
3. Ongelijke kleuren gemeten door kleurmeters kunnen aanzienlijk verschillen van wat het menselijk oog waarneemt. Door machines gemeten kleurverschillen kunnen visueel aanvaardbare niveaus overschrijden. In dergelijke gevallen omvat het algemene controleprincipe vergelijken met een monster. Als het kleurverschil niet merkbaar is en de onderdelen bij elkaar passen, ga dan door met de productie. Als vergelijken niet mogelijk is of als het kleurverschil de normen overschrijdt en zichtbaar is, dan worden de onderdelen als niet-conform beschouwd. Als alternatief worden corrigerende maatregelen aanbevolen.
4. Verlichting of de omgeving heeft een grote invloed op kleurwaarneming. Het is over het algemeen niet aan te raden om kleurverschillen te beoordelen bij de productiemachine. Dit komt door de grote invloed van de verlichting van de machine.
Inspectie met colorimeter:
Om de uiterlijke kwaliteit van producten streng te controleren, kan een colorimeter worden gebruikt. De bepaling door een colorimeter richt zich voornamelijk op de △E waarde die overeenkomt met het bereik van kleurverschil:
| △E staat voor het totale kleurverschil | |
|---|---|
| Bereik | Kleurverschil (tolerantie) |
| △E*0~0.25 | Zeer klein of geen; Ideale match |
| △E*0.25~0.5 | Minor; Aanvaardbare match |
| △E*0.5~1.0 | Licht tot matig; Aanvaardbaar in sommige toepassingen |
| △E*1.0~2.0 | Matig; Aanvaardbaar in specifieke toepassingen |
| △E*2.0~4.0 | Significant; Aanvaardbaar in specifieke toepassingen |
| Boven △E*4.0 | Zeer groot; onaanvaardbaar in de meeste toepassingen |
Wat is het internationale standaardbereik voor kleurverschillen?
Kleurverschillen omvatten variaties in helderheid en tint. Traditionele methoden om kleurverschillen te evalueren zijn gebaseerd op directe visuele waarneming. Het slechte resultaat is dat het kan variëren door observatieomstandigheden en menselijke kleurwaarnemingscapaciteiten. Om het meten van kleurverschillen te vergemakkelijken, zijn systemen gebaseerd op de Internationale Commissie voor Verlichtingskunde (CIE) standaarden, standaardlichtbronnen en het spectrale trichromatische excitatiesysteem zijn ontwikkeld en verfijnd. Deze methode kwantificeert visuele kleurdiscriminatie met behulp van de tristimuluswaarden XYZ. Gebruikers kunnen het kleurverschil tussen een standaard en een monster meten met een colorimeter, die weergeeft:
△E totaal kleurverschil △E = [(△L)^2 + (△a)^2 + (△b)^2]^(1/2)
△L = L_sample - L_standard (helderheidsverschil)
△a = a_sample - a_standard (rood/groen verschil)
△b = b_sample - b_standard (geel/blauw verschil)
△L+ geeft een verschuiving naar wit aan, △en L- geeft een verschuiving naar zwart aan
△a+ geeft een verschuiving naar rood aan, △a- geeft een verschuiving naar groen aan
△b+ geeft een verschuiving naar geel aan, △b- geeft een verschuiving naar blauw aan
Verschillende industrieën hebben verschillende eisen voor acceptabele kleurvariatiebereiken. Er is momenteel echter geen internationale standaard voor kleurverschillen. Hierover wordt meestal onderhandeld tussen fabrikanten en klanten.
Normale toleranties voor kleurvariatie:
| Bereik | Kleurverschil Beschrijving |
|---|---|
| 0 - 0.25△E | Zeer klein of geen, ideale match |
| 0.25 - 0.5△E | Kleine, acceptabele overeenkomst |
| 0.5 - 1.0△E | Licht tot matig, aanvaardbaar in sommige toepassingen |
| 1.0 - 2.0△E | Matig, aanvaardbaar in specifieke toepassingen |
| 2.0 - 4.0△E | Significant, aanvaardbaar in specifieke toepassingen |
| Boven 4,0△E | Zeer groot, onaanvaardbaar in de meeste toepassingen |
Oorzaken van ongelijkmatige kleur/kleurverschil in spuitgietproducten
1. Materiaalfactor
(1) Een hoog gehalte aan vluchtige stoffen in grondstoffen, verontreiniging met vreemde materialen of slechte droging kunnen de verwerkingsprestaties van materialen beïnvloeden.
(2) Een ongelijkmatige verdeling van vezelvullers in vormmaterialen kan leiden tot vezelblootstelling aan het oppervlak. Dit beïnvloedt het uitzicht van de spuitgietproducten.
(3) Slechte kristallisatie-eigenschappen van de hars kunnen de transparantie van gegoten onderdelen beïnvloeden, wat leidt tot ongelijkmatige oppervlaktekleuring.
(4) High-impact polystyreen- en ABS-materialen kunnen verkleuringen vertonen door interne spanningen na het gieten.
(5) Test de thermische stabiliteit van harsen als grondstof; overweeg bij materialen met een slechte thermische stabiliteit om ze te vervangen.
(6) De inspectie van grondstoffen bij ontvangst versterken om te garanderen dat ze voldoen aan de prestatievereisten.
2. Kwaliteitscontrole van kleurstoffen (kleurpoeders, masterbatches) Factoren
(1) De prestaties van kleurstoffen zijn rechtstreeks van invloed op de kleurkwaliteit van spuitgietproducten. Als de dispergeerbaarheid, thermische stabiliteit en deeltjesmorfologie van de kleurstof niet voldoen aan de procesvereisten, is het onmogelijk om onderdelen met een goede kleur te maken.
(2) Sommige kleurstoffen in de vorm van vlokken kunnen bij het mengen in de smelt tijdens het vormen richtingen aannemen, waardoor er een ongelijkmatige kleuring ontstaat op het oppervlak van spuitgietproducten.
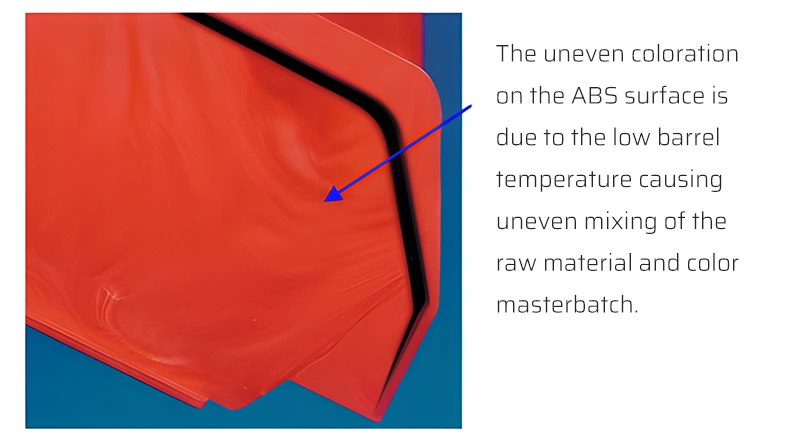
(3) Als kleurstoffen droog worden gemengd met grondstoffen en zich hechten aan het oppervlak van de materiaaldeeltjes, dispergeren ze mogelijk niet goed nadat ze in het vat zijn gegaan, wat leidt tot ongelijkmatige kleuring.
(4) Als kleurstoffen of additieven een slechte thermische stabiliteit hebben, kunnen ze gemakkelijk ontleden bij verhitting in het vat, wat leidt tot verkleuring van spuitgietproducten.
(5) Kleurstoffen kunnen gemakkelijk in de lucht terechtkomen en zich afzetten in de trechter en andere onderdelen van de spuitgietmachine, waardoor de machine en de matrijs vervuild raken en er een ongelijkmatige kleuring ontstaat op het oppervlak van de spuitgietproducten. Als de spuitgietmachine en de matrijzen vervuild zijn met kleurstoffen, moeten de trechter, het vat en de matrijsholte grondig gereinigd worden.
(6) Bij het selecteren van kleurstoffen moeten ze worden gescreend op basis van de procesomstandigheden en kleurvereisten van de spuitgietproducten, vooral belangrijke indicatoren zoals hittebestendigheid en dispersie, die moeten voldoen aan de procesvereisten.
(7) De meeste spuitgietfabrieken produceren zelf geen kunststof masterbatches of kleurmastermasterbatches; de controle op kunststof masterbatches of kleurmastermasterbatches in het productiebeheer en de grondstoffeninspectie moet worden versterkt.
(8) Voordat masterbatches de fabriek binnenkomen en voordat batches worden geproduceerd, moeten spotkleurtests worden uitgevoerd, waarbij een vergelijking wordt gemaakt met zowel de door de klant geleverde kleurkaart als met masterbatches die in eerdere en huidige batches zijn gebruikt.
Masterbatchmachines gebruiken om kleurmastermachines toe te voegen
Veel bedrijven gebruiken nu color masterbatch machines om kleurmastermasterbatches toe te voegen, wat enorm heeft geholpen bij het beheersen van kleurverschillen. Bij het gebruik van een color masterbatch machine is het belangrijk om op het volgende te letten:
a) Bepaal de hoeveelheid masterbatch die moet worden toegevoegd door middel van experimenten, pas dan de schroefsnelheid van de color masterbatch machine aan zodat deze overeenkomt met de plastificeertijd en zorg ervoor dat de toevoeging van de masterbatch aan het einde van de plastificeertijd is voltooid.
b) Let er bij het gebruik van een kleurenmasterbatchmachine op dat de uitlaat van de machine klein is en na een tijdje gebruik onnauwkeurig kan worden bij het doseren van materiaaldeeltjes, of zelfs productiestilstand kan veroorzaken. Daarom moeten we de schroef van de color masterbatch machine regelmatig schoonmaken.
3. Materiaalfactoren
(1) Tijdens de productie kunnen kleurvariaties optreden door schade aan een verwarmingsring of verlies van controle in de verwarmingssectie, waardoor ernstige temperatuurschommelingen in het vat ontstaan en kleurverschillen door slechte weekmaking of materiaaldecompositie. Methoden voor het vaststellen van kleurverschillen veroorzaakt door deze factoren zijn over het algemeen ongelijkmatige plastificering wanneer een verwarmingsring beschadigd en verkleurd is, en ernstige verkleuring of zelfs verkoling wanneer de verwarmingssectie niet onder controle is. Regelmatige inspectie van de verwarmingssectie is essentieel tijdens de productie. Ondertussen moeten we tijdig vervanging en reparatie uitvoeren als er schade of controleverlies optreedt om dit soort kleurvariatieproblemen te verminderen.
(2) Als er zich verkoold gesmolten materiaal heeft opgehoopt bij het vat of de spuitmond, moeten het vat en de spuitmond grondig worden gereinigd.
4. Factoren van het gietproces
(1) Probeer bij het aanpassen van de procesparameters voor spuitgieten om andere redenen dan kleurvariatie niet de plastificeertemperatuur, tegendruk, injectiecyclus of de hoeveelheid toegevoegde kleurmastermasterbatch te veranderen. Als aanpassingen nodig zijn, observeer dan het effect van de veranderingen in de procesparameters op de kleuring en als er kleurvariatie wordt waargenomen, draai de veranderingen dan onmiddellijk terug.
(2) Vermijd hoge injectiesnelheden en tegendruk bij het spuitgieten om sterke afschuivingseffecten te voorkomen. Deze kunnen thermische ontbinding en kleurvariatie veroorzaken.
(3) Stel redelijke temperaturen in voor elk verwarmingsgedeelte van het vat, vooral voor het mondstuk en het gedeelte naast het mondstuk.
(4) Slechte plastificering, d.w.z. het onvermogen van de smelt om uniform te smelten, kan ook ongelijkmatige kleuring van het product veroorzaken.
5. Schimmelfactoren
(1) Mould release agents en de brokstukken van pin- en pinholewrijving gemengd in de smelt kunnen oppervlakteverkleuring veroorzaken. We moeten de vormholte schoon houden voordat we gaan spuitgieten.
(2) Slechte ontluchting van de matrijs kan worden aangepakt door de klemkracht te verminderen, de poort te verplaatsen en ontluchtingsgaten te plaatsen op de laatste vullocatie.
(3) Schimmeltemperatuur heeft een grote invloed op de kristalliniteit van de smelt tijdens het afkoelen. Gelijkmatig koelen van de mal is essentieel, vooral bij het gieten van kristallijne kunststoffen zoals polyamide. Als de matrijstemperatuur laag is, kristalliseert de smelt langzaam, wat resulteert in een transparant uiterlijk van het oppervlak; als de matrijstemperatuur hoog is, kristalliseert de smelt snel, wat resulteert in een halftransparant of melkachtig uiterlijk. De oppervlaktekleuring van gegoten onderdelen kan worden geregeld door de matrijs- en smelttemperaturen aan te passen.
Oplossingen voor ongelijkmatige kleuren
1. Grondstoffactoren:
(1) Grondstoffen controleren en de inspectie van verschillende batches versterken.
(2) Droog grondstoffen grondig en zorg voor consistente droogparameters voor elke cyclus.
(3) Inspecteer kleurstoffen om de impact van grondstoffen en kleurstoffen te elimineren.
(4) Gebruik vluchtige smeermiddelen en ontvormingsmiddelen in de juiste hoeveelheden.
(5) Pas kleurstoffen op de juiste manier aan voor verschillende grondstoffen als de productkleuren hetzelfde zijn.
(6) Pas kleurstoffen dienovereenkomstig aan voor producten met verschillende oppervlakte-eisen veroorzaakt door inconsistente texturen. Dit minimaliseert visuele kleurverschillen die door het oog worden waargenomen als gevolg van verschillende lichtomstandigheden.
2. Schimmelfactoren
(1) Vergroot de ontluchting van de mal om slechte ontluchting en productschroei te voorkomen.
(2) Pas het afsluitsysteem van de matrijs aan.
(3) Gemakkelijk de ontluchting verhogen bij dode hoeken in de mal.
(4) Ontwerp de waterkanalen van de mal op een redelijke manier en ontwerp waterkanalen in diepe holtes.
3. Factoren van het gietproces
(1) Verlaag de injectiedruk en schroef de tegendruk voor pre-plasticisatie om oververhitting door afschuiving te voorkomen.
(2) Begrijpen wat de invloed is van de vattemperatuur en de hoeveelheid kleurstof op de kleurveranderingen van het product en het patroon van de veranderingen bepalen door kleurproeven uit te voeren.
(3) Te hoge injectiesnelheid, verlaag de injectiesnelheid: gebruik meertrapsinjectie: snel-laag.
(4) Voorkom plaatselijke oververhitting en ontbinding om kleurvariatie te voorkomen. Regel de temperatuur strikt in elk verwarmingsgedeelte van het vat, met de nadruk op het mondstuk en de nabijgelegen gebieden.
4. Factoren van spuitgietmachines
(1) Zorgen voor netheid in de spuitgietwerkplaats, de spuitgietmachine en de matrijs.
(2) Inspecteer de verwarmingselementen regelmatig tijdens de productie en vervang of repareer beschadigde of defecte elementen onmiddellijk om de kans op kleurvariaties te verkleinen.
(3) injectiemachines met de juiste specificaties kiezen om problemen zoals dode hoeken in het materiaal op te lossen.
(4) Stel de juiste schroefplasticeringssnelheid in.
Laatste woorden
In het huidige tijdperk van intelligentie, automatisering en technologie roept FirstMold alle collega's en klanten op om colorimeters te gebruiken voor kleurverschilinspecties. Het vaststellen van wetenschappelijke acceptatienormen zal een cruciale rol spelen bij het stimuleren van vooruitgang en verbetering in de gehele spuitgietindustrie.














