
CNCマシンのフライス加工において、登りフライス加工と従来のフライス加工の選択は、部品の精度と表面品質に大きく影響する重要な技術的問題である。
クライム・フライス加工と従来のフライス加工の定義
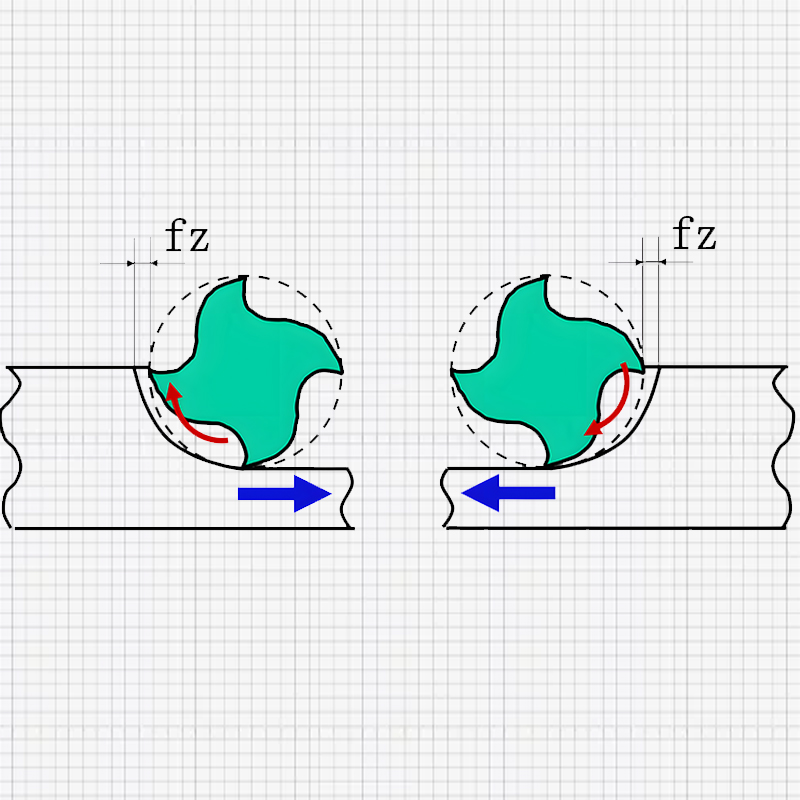
フライス加工は、フライスカッターの相対位置とワークの送り方向から、登りフライス加工と通常フライス加工の2種類に分けられる。ワークの送り方向から見て、フライスカッターがワークの左側にある場合は、登りフライスまたはアップフライスと呼ばれる。フライスカッターがワークの右側にある場合は、コンベンショナルフライスまたはダウンフライスと呼ばれます。
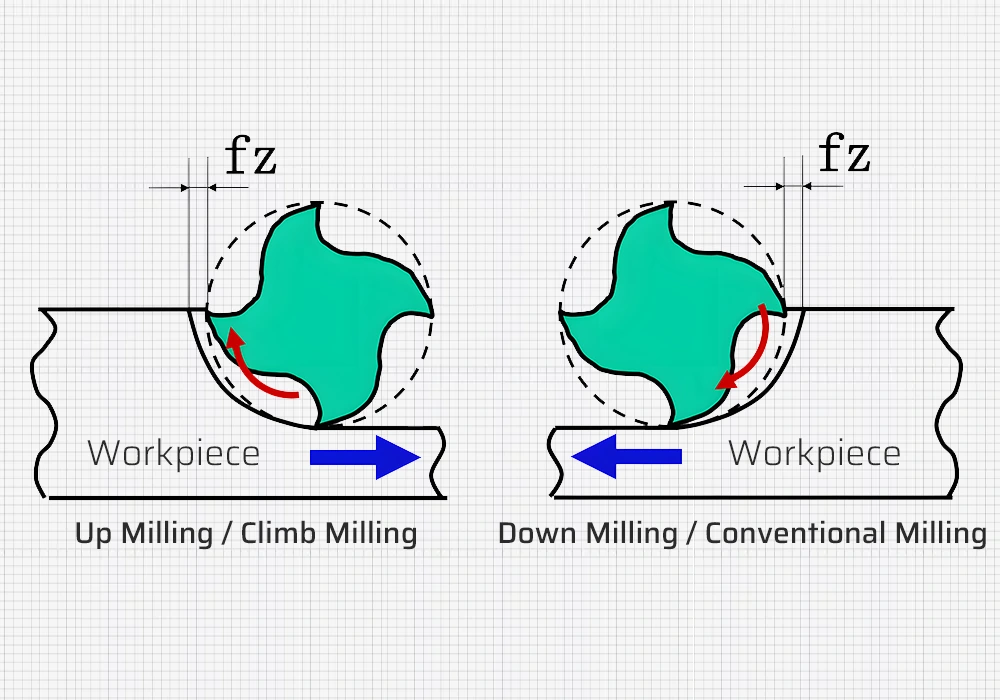
クライム・フライス:切り始めは切りくずの厚みが最大で、切削が進むにつれて厚みが減少します。その結果、切り屑の変形が最小限に抑えられ、切削力が被削材に向かいます。
従来のフライス加工:切りくずの厚さは、切り始めはゼロで、切り終わりで最大になる。このプロセスには研磨効果も含まれ、切削力は被削材を持ち上げる傾向がある(被削材を持ち上げる傾向がある)。
CNC加工におけるアップミリングとダウンミリング工程の分析
1.クライム粉砕の特徴
クライム製粉の利点
- 切り屑の厚さは最大からゼロまで変化し、工具のスリップを防ぎ、工具寿命を延ばす。
- より良い表面仕上げが得られる。
- 垂直フライス加工は、常にワークテーブルに向かって押し付けられるため、ワークの位置決めとクランプの信頼性が向上します。
- 加工時の消費電力を低減。
クライム製粉の欠点
- 硬い表面を持つ部品のフライス加工には適さない。
- リードスクリューとナットの間にバックラッシがあると、加工中に送りねじが振動することがあります。
2.従来のフライス加工の特徴
従来のフライス加工の欠点:
- 切り屑の厚さはゼロから最大まで変化するため、工具は金属に切り込む前にワーク表面上を滑る。これは高い摩擦と熱を発生させ、硬化層を形成する可能性があり、工具の耐久性を低下させ、表面品質に影響を与える。
- 垂直上向きのフライス削りの力は、ワークを持ち上げて不安定にする傾向がある。
- 消費電力が高い。
従来のフライス加工の利点:
- 硬い表面を持つ部品のフライス加工に適しています。
- バックラッシがあるにもかかわらず、ワークテーブル送り機構に振動がない。
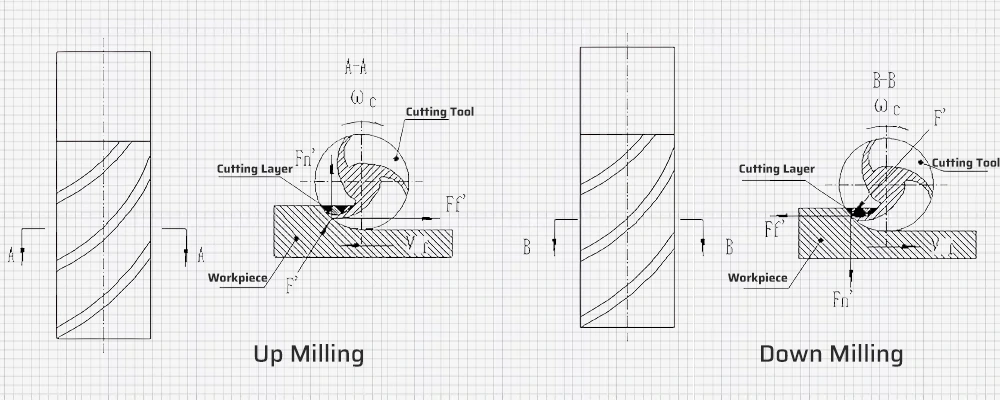
3.フライス加工における工具の応力解析
登りフライス加工では、工具にかかるワークの力は、工具をワークの方へ押すようなものである。従来のフライス加工では、この力は工具をワークから離す方向に働きます。
CNC加工におけるクライム・フライス加工と従来のフライス加工の選択分析
ボールねじ駆動のCNC機械では、予圧によりバックラッシュを完全に除去することができる。クライムフライス機構を備えたCNC機械では、高い工具耐久性、良好な表面品質、低い消費電力により、クライムフライスが好まれる。しかし、ある特殊な切削条件では、従来のフライス加工が必要になることもある。そのため、登りフライス加工か従来フライス加工かを選択する前に、相関分析を行う必要がある。
従来のフライス盤では、リードスクリューとナットのアセンブリに横方向のバックラッシがあるため、ワークテーブルのずれを防止し、円滑なフライス加工を確保するためにコンベンショナルフライスが一般的に使用されている。しかし、低い切削量と高い表面品質が要求されるAl-Mg合金では、クライムフライスを採用することができる。
粗加工におけるフライス加工法の選択
ブランクの外表面は一般に、特にフレーム切断で得られるブランクの場合、芯材よりも硬く脆い。マシニングセンタの高速工具回転数(通常2000 r/min以上)では、荒加工に従来のフライス加工を使用すると、刃先がワークから突然離れ、切り屑が突然破壊され、その結果生じる振動が刃先に伝わることがある。これは、マシニングセンタの脆い切れ刃のチッピングや破損の原因になりやすい。そのため、マシニングセンタでの粗加工にはクライムフライスが適している。従来のフライス盤用の特殊な粗加工工具は、より弾力性があり、低速で動作するため、切りくずの分離が遅く、従来の粗加工に適している。
粗加工では、切り込み量と切り込み幅が大きいため、従来のフライス加工では、切削方向が送り方向と反対になるため、ワークと工具の相対速度が上昇し、主軸とガイドモーターの負荷が増加し、振動が増大する。この負荷があるレベルに達すると、アラームや機械のシャットダウンの引き金となる。同じ条件下で、従来のフライス加工はクライムフライス加工よりも10%から20%の電力を消費する。従って、クライムフライスはマシニングセンターでの荒加工に適しており、コンベンショナルフライスは従来のフライス盤での荒加工に適している。
CNC加工のケース分析
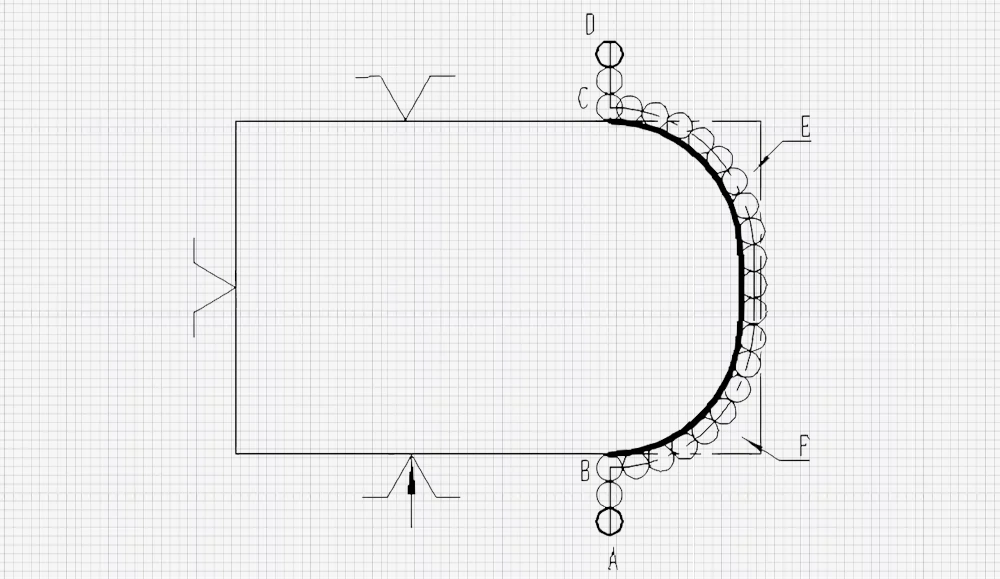
下の図に示すように、ブランクが正方形で、CNCフライス盤を使用して中実の外形を加工する作業である。前の分析に基づき、CNC加工ではクライムフライスが好ましい。しかし、実際の生産では、「工具の衝突」がしばしば起こる。この現象の理由を分析した。
1.加工中、工具の送り量はゼロから徐々に増加し、工具の外周全体がかみ合うようになります。
2.工具の外周全体がかみ合う場合は、この部分が登りフライス加工となり、この部分が従来のフライス加工となる。
ブランクの切り落とされる部分(Eで表される)については、従来のフライス加工が行われる。従来のフライス加工では、前述の分析に基づき、工具は被加工物に接近する傾向がある。同様に、ブランクの切り落とされる部分(Eで表される)も、力と反力の特性に基づいて、工具に接近する傾向がある。
3.工具が加工を継続し、部品Eが切り落とされようとするとき、Eは支持されておらず工具に接近する傾向があるため、Eが切り落とされる瞬間にEが工具に接近し、工具衝突が発生する。
上記の包括的な分析に基づき、この工程ではクライムミルを優先すべきではない。その代わりに、通常のフライス加工を最初に行い、加工マージンを残して(A→B→C→D)、次にクライムフライス加工(D→C→B→A)を行うことで、加工中の工具摩耗を防ぎ、表面品質を維持する。
結論
金属切削は、次のような複雑な相互作用を伴う複雑なプロセスです。 切削工具 および被削材に適用される。切削パラメータ、工具材料、幾何学的角度などの要因、 備品そして切削液はすべて、切削工程に影響を与える。
特定のCNC加工プロセスにおいて、フライス加工の方法が異なれば、得られる結果も異なる。登りフライス加工と従来のフライス加工の特徴を理解することは、CNC加工とプログラミングにとって非常に重要です。














