
色の一貫性は、射出成形生産において考慮すべき重要な特性となっている。しかし、色ムラや色差の問題は、多くの成形品を悩ませ続けている。 射出成形工場.この一般的な 射出成形不良 はさまざまな理由で起こりうる。
この記事では、色の違いの原因と解決策を包括的に紹介します。その他の射出成形の不具合にご興味のある方は、下記のリンクから詳細をご覧ください。
| 射出成形のさまざまな欠陥を理解する | ||||
|---|---|---|---|---|
| フラッシュ | ショートショット | シンクマーク | 反り/変形 | バーンマーク |
| スプレイマーク/シルバーストリーク | ダークスポット/ブラックスペック | フローマーク | バブル | 溶接ライン |
| 色差・色ムラ | エジェクターピンマーク | |||
射出成形における色ムラや色差とは何ですか?
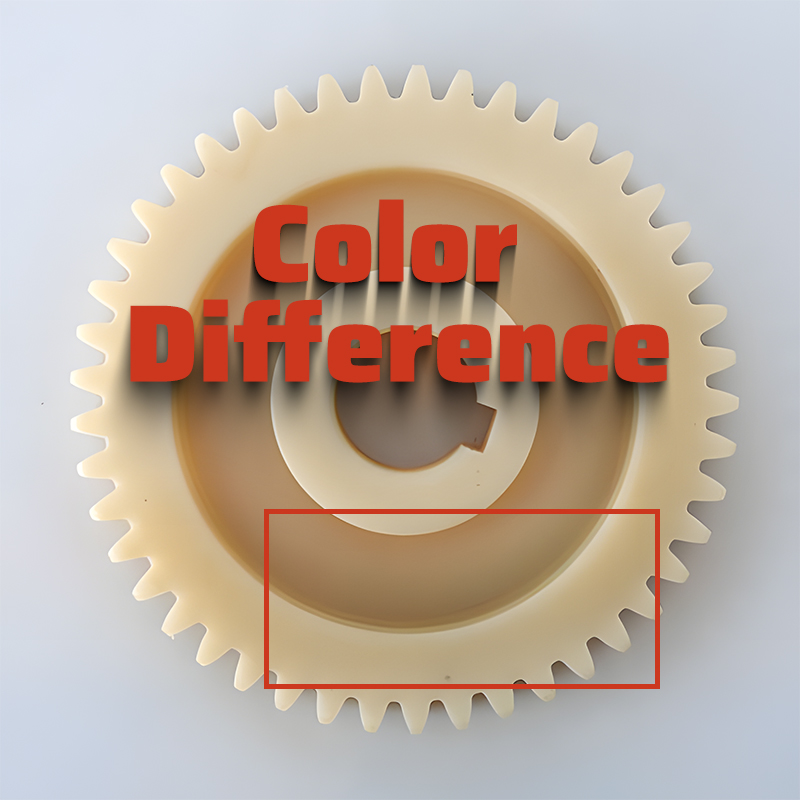
色ムラとは、射出成形部品の表面の色ムラのことで、混色や変色を含む深みや色相のばらつきを特徴とする。この一般的な 射出成形の欠陥 は、部品間の色の違いにより、成形部品のバッチの大幅なスクラップ率につながる可能性がある。
射出成形における色差の検出と判定
目視検査:
1.製品の色のばらつきを判断する場合、検査員は視覚障害(色盲や色弱など)を持ってはならない。そうでない場合は、色差計を使用して色差の許容性を判断しなければならない。
2.一般に、(色板に対して)0.50以内の色差は人間の目では感知しにくい。しかし、2つの部品の色差がカラーボードから0.5ずれると、一方は黄色っぽく、もう一方は白っぽくなる。このような色差は、特に管理が重要なマッチングパーツを製造する際に目立つようになる。
3.測色計で測定された色ムラは、人間の目で感じる色と大きく異なる場合があります。機械で測定された色差は、視覚的に許容できるレベルを超えることがあります。このような場合、一般的な管理原則はサンプルと比較することです。色の違いが目立たず、部品のマッチングが可能であれば、生産を続行する。マッチングが不可能な場合、または色差が基準を超え、目に見えて目立つ場合、その部品は不適合とみなされる。あるいは、是正措置が推奨される。
4.照明や周囲の環境は色の観察に大きく影響します。一般的に、生産機械で色の違いを判断するのは得策ではない。機械の照明の影響が大きいからである。
測色検査:
製品の外観品質を厳密に管理するために、色差計を使用することができる。色差計による判定は、主に色差の範囲に対応する△E値に着目する:
| Eは全色差を表す | |
|---|---|
| Eレンジ | 色差(許容範囲) |
| △E*0~0.25 | 非常に小さいか全くない。 |
| △E*0.25~0.5 | 軽微。 |
| △E*0.5~1.0 | 軽度~中等度;用途によっては許容できる |
| △E*1.0~2.0 | 中程度;特定の用途では許容できる |
| △E*2.0~4.0 | 重要;特定の用途では許容できる |
| 上記△E*4.0 | 非常に大きく、ほとんどの用途で許容できない。 |
色差の国際標準範囲は?
色の違いには、明度と色相の変化が含まれる。従来の色差の評価方法は、直接的な視覚的観察に頼っていた。その結果、観察条件や人間の色知覚能力によって、色差が変化してしまうという問題がありました。色差の計測を容易にするために、色差計に基づくシステムが開発されました。 国際照明委員会(CIE) 標準、標準光源、分光三色励起システムが開発され、改良されてきた。この方法は、三刺激値XYZを使用して視覚的な色の識別を定量化します。色差計を使って標準とサンプルの色差を測定し、表示することができます:
全色差 △E = [(△L)^2 + (△a)^2 + (△b)^2]^(1/2)
L = L_sample - L_standard(輝度差)
a = a_sample - a_standard (赤と緑の差)
b = b_sample - b_standard(黄色と青の差)
L+は白へのシフト、△L-は黒へのシフトを示す。
a+は赤へのシフト、△a-は緑へのシフトを示す。
b+は黄色へのシフト、△b-は青色へのシフトを示す。
業界によって、色差の許容範囲に対する要求は様々である。しかし、現在のところ、色差の範囲に関する国際基準はない。これらは通常、メーカーと顧客の間で交渉される。
通常のカラーバリエーションの許容範囲:
| Eレンジ | 色の違い 説明 |
|---|---|
| 0 - 0.25△E | 非常に小さいか、全くない。 |
| 0.25 - 0.5△E | 軽微な、許容範囲内の試合 |
| 0.5 - 1.0△E | 軽微~中程度、用途によっては許容範囲 |
| 1.0 - 2.0△E | 中程度、特定の用途では許容できる |
| 2.0 - 4.0△E | 重要だが、特定の用途では許容される |
| 4.0△E以上 | 非常に大きく、ほとんどの用途では受け入れられない |
成形品の色むら・色差の原因
1.材料係数
(1)原料に揮発性物質が多く含まれている、異物が混入している、乾燥が不十分である、などは原料の加工性能に影響を与える。
(2)成形材料中の繊維フィラーの分布が不均一になると、表面に繊維が露出することがある。これは成形品の外観に影響する。
(3)樹脂の結晶化性が悪いと、成形品の透明性に影響を与え、表面の色ムラにつながる。
(4)高衝撃性ポリスチレンおよびABS材料は、成形後に内部応力により応力変色を生じることがある。
(5)原料樹脂の熱安定性を試験し、熱安定性の悪い原料は代替を検討する。
(6) 原材料の受け入れ検査を強化し、性能要件を満たしていることを確認する。
2.着色剤(カラーパウダー、マスターバッチ)の品質管理 要因
(1) 着色剤の性能は、成形部品の色品質に直接影響する。着色剤の分散性、熱安定性、粒子形態が工程要件を満たさない場合、良好な色の部品を製造することは不可能である。
(2)フレーク状の着色剤の中には、成形時に溶融物に混入することで方向性を形成し、成形品表面に着色ムラを発生させるものがある。
(3)着色料が原料にドライミックスされ、原料粒子の表面に付着している場合、バレルに入ってからの分散がうまくいかず、色ムラになることがある。
(4)着色剤や添加剤の熱安定性が悪いと、バレル内で加熱したときに分解しやすく、成形品の変色につながる。
(5)着色剤は空気中に浮遊しやすく、射出成形機のホッパーなどに沈殿して成形機や金型を汚染し、成形品表面に色むらを生じさせる。射出成形機や金型が着色剤で汚染された場合は、ホッパー、バレル、金型キャビティの徹底的な洗浄が必要です。
(6)着色剤を選択する際には、工程条件と成形品の色要求、特に耐熱性や分散性のような重要な指標に基づいてスクリーニングする必要がある。
(7) 射出成形工場の多くは、プラスチックマスターバッチやカラーマスターバッチを自社生産していない。
(8) マスターバッチが工場に入る前、およびバッチ生産の前に、スポットカラーテストを実施し、顧客から提供されたカラーボードと、前および現在のバッチで使用されたマスターバッチの両方と比較すべきである。
カラーマスターバッチを添加するためにマスターバッチマシンを使用する
現在、多くの企業がカラー・マスターバッチ・マシンを使ってカラー・マスターバッチを添加しており、これは色差をコントロールする上で大いに役立っている。カラーマスターバッチ機を使用する場合、以下の点に注意する必要がある:
a) 実験によってマスターバッチの添加量を決定し、可塑化時間に合わせてカラーマスターバッチ機のスクリュー速度を調整し、可塑化時間の終わりまでにマスターバッチの添加が完了するようにする。
b) カラーマスターバッチ製造機を使用する場合、製造機の吐出口は小さく、一定期間使用すると材料粒子の吐出が不正確になるか、あるいは製造停止を引き起こす可能性があることに注意すること。従って、カラーマスターバッチ機のスクリューを定期的に清掃すべきである。
3.設備要因
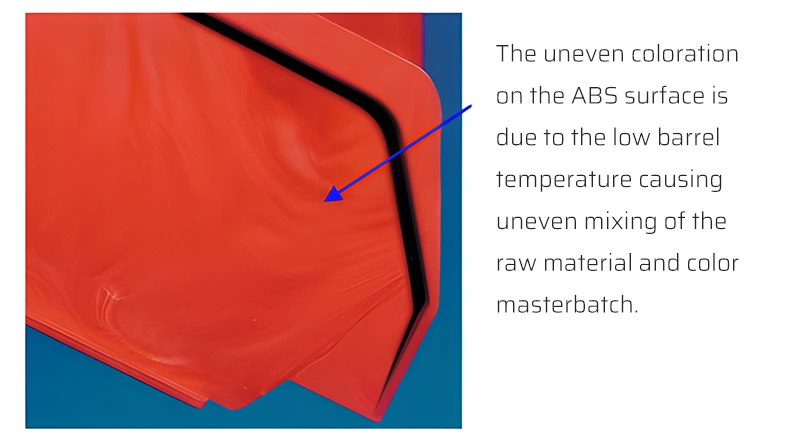
(1) 製造中、加熱リングの破損や加熱制御部の制御不能により、バレル内の温度変動が激しくなり、可塑化不良や原料分解による色差が発生することがある。これらの要因による色差の判定方法としては、一般的に、加熱リングが損傷して変色した場合には可塑化ムラが生じ、加熱制御部が制御不能になった場合には激しい変色、あるいは炭化が生じる。製造中は、加熱部の定期的な検査が欠かせない。また、破損や制御不能になった場合は、適時交換や修理を行い、このような色ムラの問題を軽減する必要がある。
(2)バレルやノズルに炭化した溶融物が蓄積している場合は、バレルやノズルを十分に洗浄する。
4.成形プロセス要因
(1) 色調の変化以外の理由で射出成形の工程パラメータを調整する場合は、可塑化温度、背圧、射出サイクル、カラーマスターバッチの添加量を変更しないようにする。調整が必要な場合は、工程パラメータの変更が色調に与える影響を観察し、色調のばらつきが検出された場合は、速やかに変更を元に戻す。
(2) 高地は避ける 射出速度 射出成形では、強い剪断効果を防ぐために背圧をかける。これらは熱分解や色のばらつきを引き起こす可能性があります。
(3) バレルの各加熱部、特にノズルとノズルに隣接する部分に適切な温度を設定する。
(4)可塑化不良、すなわち溶融物が均一に融合できないことも、製品の着色ムラの原因となる。
5.カビ要因
(1)離型剤とピンやピンホールの摩擦屑が溶融物に混入すると、表面が変色することがある。射出成形前に金型キャビティを清潔に保つ必要があります。
(2)金型のベント不良は、クランプ力を弱めたり、ゲートの位置を変えたり、最後の充填位置にベントホールを配置することで対処できる。
(3) 金型温度 は、冷却中の溶融物の結晶化度に大きな影響を与える。特にポリアミドのような結晶性プラスチックを成形する場合、金型を均一に冷却することが不可欠です。金型温度が低ければ、溶融物の結晶化は遅く、その結果、表面の外観は透明になり、金型温度が高ければ、溶融物の結晶化は速く、その結果、外観は半透明または乳白色になる。成形品の表面着色は、金型温度と溶融温度を調整することでコントロールできる。
色ムラの解決策
1.原材料要因:
(1) 原料を管理し、異なるロットの検査を強化する。
(2) 原料を十分に乾燥させ、各サイクルで一貫した乾燥パラメーターを確保する。
(3)着色料を検査し、原料や着色料の影響を排除する。
(4) 揮発性の潤滑剤や離型剤を適量使用する。
(5) 製品の色が同じでも、原料が異なれば着色料を適切に調整する。
(6)テクスチャーの不一致によって表面要件が変化する製品については、着色剤を適宜調整する。これにより、様々な光条件による視覚的な色の違いを最小限に抑えることができます。
2.カビの要因
(1) 通気不良や製品の焦げ付きを避けるため、金型の通気性を高める。
(2) 金型ゲートシステムを調整する。
(3)金型の死角にあるベントを簡単に増やすことができる。
(4) 金型の水路を合理的に設計し、深いキャビティ位置に水路を設計する。
3.成形プロセス要因
(1) 射出圧力とスクリューの予備可塑化背圧を下げ、せん断過熱を防ぐ。
(2)バレル温度と着色剤量が製品の色変化に与える影響を理解し、色試験を通じて変化のパターンを決定する。
(3)射出速度が速すぎる、射出速度を下げる:高速-低速の多段射出を使用する。
(4) 色調のばらつきを防ぐため、局部的な過熱や分解を避ける。ノズルとその近傍を中心に、バレルの各加熱部の温度調節を厳密に行う。
4.射出成形機の要因
(1)射出成形作業場、射出機、金型を清潔にする。
(2)製造中の加熱部品を定期的に検査し、損傷または制御不能な部品を速やかに交換または修理し、色調のばらつきの可能性を低減する。
(3) 材料の死角などの問題に対処するために、適切な仕様の射出成形機を選択する。
(4) 適切なスクリュー可塑化速度を調整する。
最後の言葉
今日のインテリジェンス、自動化、テクノロジーの時代において、FirstMoldはすべての同業者と顧客に色差検査に測色計を使用するよう呼びかけている。科学的な 受入基準 は、射出成形金型業界全体の進歩と改善を推進する上で重要な役割を果たす。














