

射出成形の欠陥 は、射出成形工程で発生する可能性のある一般的な問題である。その中でも、射出成形におけるヒケは非常に一般的な欠陥である。
製品設計者、構造設計者、設計会社にとって、ヒケやその他の射出成形の欠陥を理解することは、設計方法の改善や射出成形工場からの完成品や部品の検査に役立ちます(射出成形部品受入基準を参照)。
金型工場と射出成形工場にとって、射出成形のヒケを分析し、この欠陥を完璧に解決することは基本である。すべての金型と射出成形の実務者は、射出成形の欠陥のすべての知識を完全にマスターする責任と義務があります。

以下は、一般的な射出成形の欠陥チャートとそれらについての詳細情報です。興味のある方はクリックしてください:
| 射出成形のさまざまな欠陥を理解する | ||||
|---|---|---|---|---|
| フラッシュ | ショートショット | シンクマーク | 反り/変形 | バーンマーク |
| スプレイマーク/シルバーストリーク | ダークスポット/ブラックスペック | フローマーク | バブル | 溶接ライン |
| 色差・色ムラ | エジェクターピンマーク | |||
射出成形におけるシンクマークとは?
プラスチック部品の表面にある陥没、収縮、窪みは、射出成形工程で頻繁に発生し、取り除くのが非常に難しい欠陥です。

シンク跡による弊害
ヒケはプラスチック部品の表面に凹凸を作り、外観に大きな影響を与えます。射出成形のヒケは、表面処理で隠すことができず、光沢のある表面処理は、その欠陥をさらに大きくします。
洗濯機、冷蔵庫、ノートパソコンなどの消費者向け製品の場合、エンドユーザーが表面に凹凸のある多数の陥没跡を見れば、製品の品質が悪いと認識し、ブランドイメージに深刻な影響を与える。
製品がエンドユーザーと直接対面するのではなく、企業顧客と直接対面する場合、多数の陥没跡を目にすると、エンジニアがプロフェッショナルではないと認識され、企業イメージに影響を与える可能性がある。
さらに、ヒケはプラスチック部品の特定部位の寸法にも影響を与え、組み立てや対応する機能実装に影響を及ぼす可能性がある。
まとめると、ヒケは些細なことに思えるかもしれないが、その潜在的な被害には、ユーザーや顧客の損失、組み立てなどへの影響も含まれ、決して軽視できない。
シンク跡はなぜつくのか?
射出成形ではプラスチック材料を溶かして溶融状態にし、冷却固化の過程で溶融プラスチックを連続的に収縮させる必要がある。もし プラスチック部分の厚さ が一定していなかったり、冷却にムラがあったりすると、収縮の度合いが異なることがある。

プラスチック部品の外面が、内部収縮によって発生する引張力に対抗するのに十分な剛性を有していないと、表面材料が内側に移動し、その結果、後工程で補正されることなく表面にヒケが発生する。プラスチック部品の外面が十分に硬ければ、内部にボイドが形成される。
製品にヒケを発生させる具体的な要因としては、プラスチック材料、製品設計、金型構造、射出成形プロセスのパラメーターなどが挙げられる。
1.射出成形における製品ヒケの材料要因
プラスチック材料の収縮率が高い場合、ヒケが発生しやすくなる。表1から、PC/ABSの場合、補強リブの厚さを基本肉厚の50%に設計すると、ヒケが発生する可能性は比較的低くなることがわかる。一方、PBTでは、補強リブの厚さを基本肉厚の30%に設計した場合にのみ、ヒケが発生しにくくなる。つまり、補強リブの肉厚を少し厚くするだけでも、ヒケが発生する可能性は大幅に高くなる。
| プラスチック素材 | 最小収縮率 | 収縮が少ない |
|---|---|---|
| PC | 50% | 66% |
| ABS | 40% | 60% |
| PC/ABS | 50% | 50% |
| PA | 30% | 40% |
| PA(ガラス繊維強化) | 33% | 50% |
| PBT | 30% | 50% |
| PBT(ガラス繊維強化) | 33% | 50% |
射出成形部品のヒケの原因となる材料には、収縮率以外に次のようなものがある:
- 材料の乾燥が不十分であったために生じたヒケ。
- 材料粒子が過度に大きかったり、不均一であったりすることによって生じるヒケ。
ヒントハイパーリンクをクリックすると、以下の詳細情報が表示されます。 プラスチック収縮.
2.製品シンクマークの設計要因
製品設計に起因するヒケ現象については、肉厚を中心に説明する。
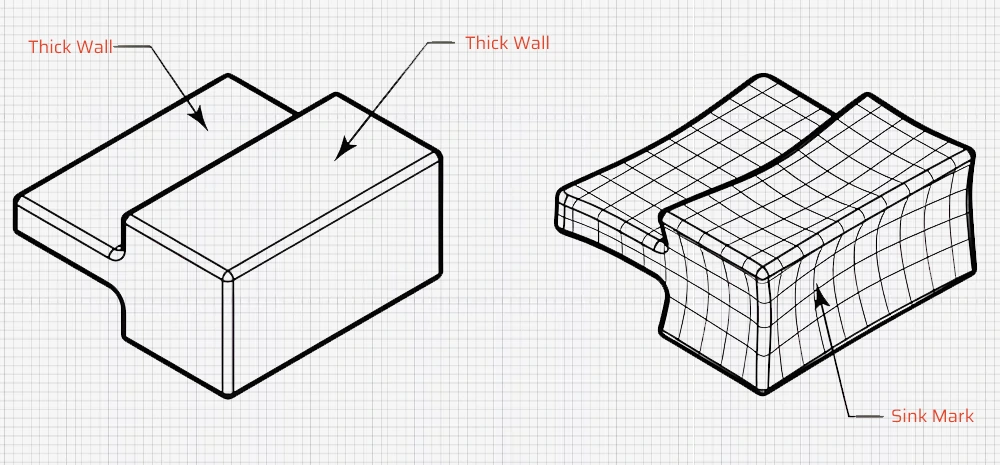
局部的に肉厚が過大な領域は、肉厚が薄い領域よりも冷却が遅い。肉厚の薄い部分はすでに冷却凝固しているが、肉厚の過大な部分は冷却凝固しきっていない。肉厚過多の部分が冷却凝固を続けると、ヒケが発生する。
Areas with locally excessive wall thickness are most likely to occur at the root of reinforcement ribs, pillar roots, connections between 補強リブ補強リブと壁の接合部、柱と壁の接合部。
さらに、肉厚が不均一だと、肉薄の部分では冷却が速く収縮が小さくなり、肉厚の部分では冷却が遅く収縮が大きくなり、ヒケが発生する。
まとめると、射出成形部品のヒケにつながる不適切な設計は、以下のような原因がある:
- 不均衡な製品設計による不均一な肉厚。
- 過度の厚さ ゲートデザイン.
- 材料の収縮基準を考慮しない不適切な骨位置の設計により、過剰な厚みとその後の収縮が生じる。
- 標準的なプラスチック製品のスクリューコラムの設計に従って設計されていないスクリューコラムの位置の過度の厚さ。
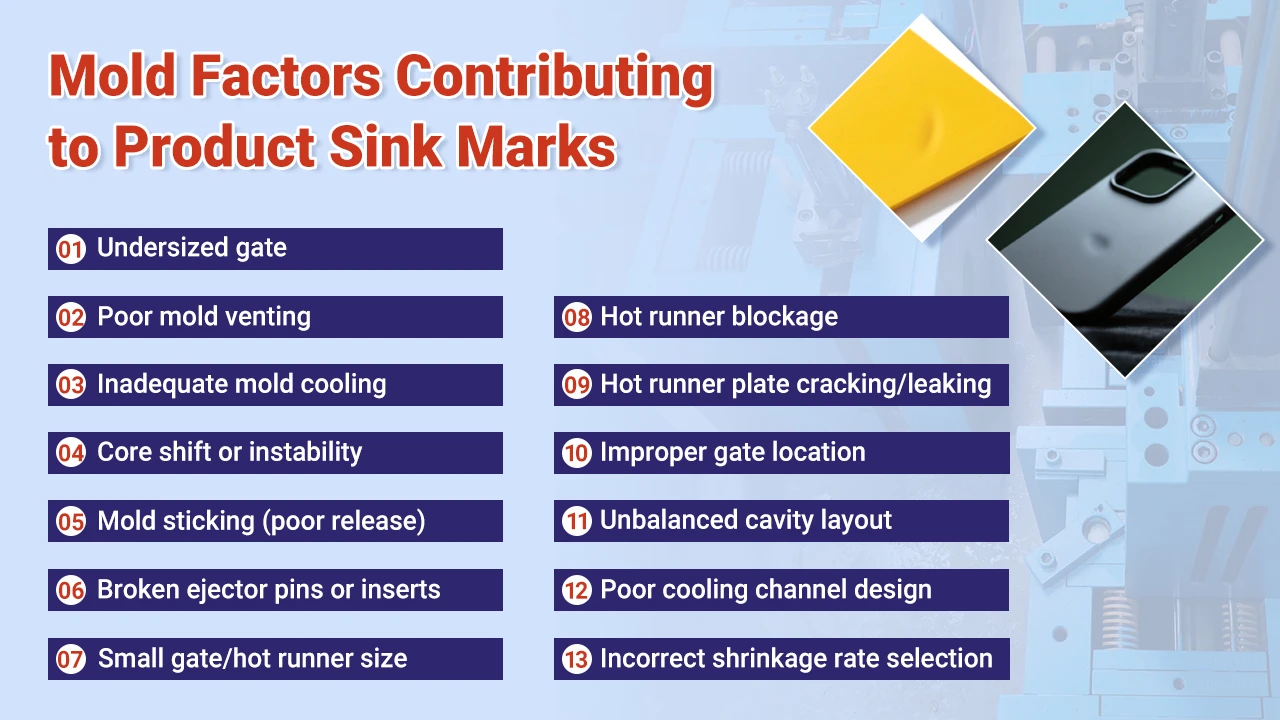
3.製品シンクマークの金型要因
射出成形における金型によるヒケの原因はもっと複雑で、主に以下のようなものがある:
- 特にPC材料、ガラス繊維強化材料、熱伝導性材料などの金型では、注入口径が小さいと圧力が不足する。
- カビの排気が悪いと、空気がこもる。
- 金型の冷却が不十分だと、過剰な熱と過熱収縮が起こる。
- 金型コアのオフセットや不安定な金型コアにより、射出や押し出しに偏りが生じる。
- シンクマークはカビの固着によるもの。
- 折れた針または モールドインサート 過剰な厚みとその後の収縮の原因となる。
- モールドゲートのサイズが小さい。 ホット・アールウンナー 充填ムラの原因となる。
- ホットランナー内に異物が詰まり、充填ムラが生じる。
- ホットランナープレートが割れて漏れる。
- インレット位置が不適切で、最も厚い部分から入らないため、圧力が不足し、ヒケが生じる。
- 無理な製品レイアウトにより、射出圧力が遠方まで十分に届かず、収縮が発生する。(合理的な製品レイアウトについては、射出成形金型フロー設計をご参照ください。)
- 水路が不十分な不適切な冷却水路設計は、過大な冷却水の原因となる。 型温度 製造中に。
- 金型設計時の材料収縮率の不適切な選択。
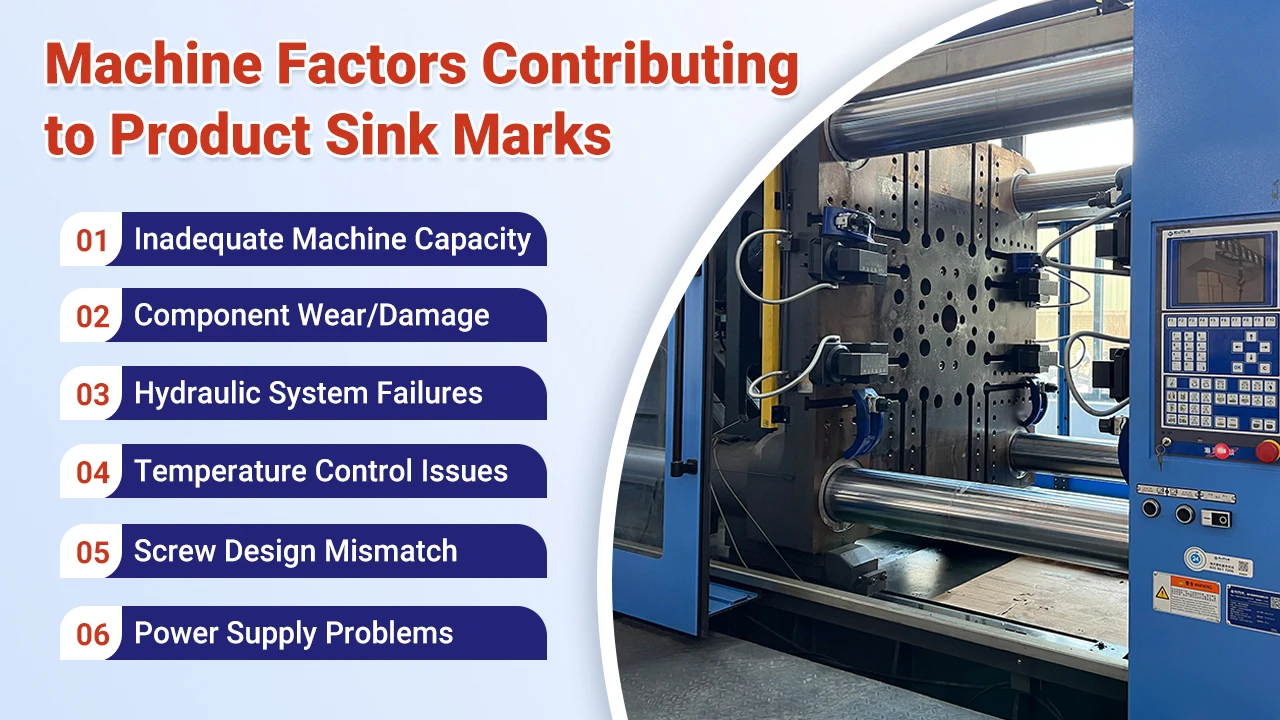
4.製品シンクマークの機械的要因
- 小さな機械は圧力不足を引き起こす。
- 小さな部品(バレルの部品など)の摩耗や、シールリング/モールドリングの破裂は、逆流を引き起こし、プラスチックの収縮を助長する可能性がある。
- 射出シリンダー内のオイル漏れは、不安定で不十分な圧力を引き起こす。
- オイルポンプブレードの損傷による圧力不足。
- バレルの温度が異常で、加熱されない部分があり、標準以下の溶融品質とそれに続くヒケの原因となる。
- バレル冷却水の冷却効果が悪く、逆流を起こす。
- マシンスクリューの種類とプラスチックとの不適合、例えばPC材料に標準スクリューを使用する場合など。
- 出力電圧が不安定で射出動作が弱い。
射出成形のシンクマークの欠陥
1.シンクマークの問題は予防が鍵
シンクマークの欠陥が実際に発生するまで待って、急いで解決してはいけません。これで問題は解決するかもしれませんが、プラスチック部品の設計を変更したり、金型ゲートやランナーなどを変更したりすることになり、製品コストが上がるだけでなく、製品開発サイクルが延びることにもなりかねません。
もちろん、構造上や金型の構造上の制約、あるいは過大なコストのために改造ができず、機械の調整でしか対応できない可能性の方が高く、根本的な解決にならないことも多い。最終的には、すべての関係者が妥協し、収縮という現状を受け入れることになる。
2.シンクマークに対する姿勢:プラスチック部品によって異なるアプローチ
一般的に、製品にはA、B、C、D面がある。
- A面:ユーザーがよく目にする製品の前面。
- B面:製品の側面。
- C面:製品の底面。
- D表面:内部表面や構造部品など、製品の非外部表面。
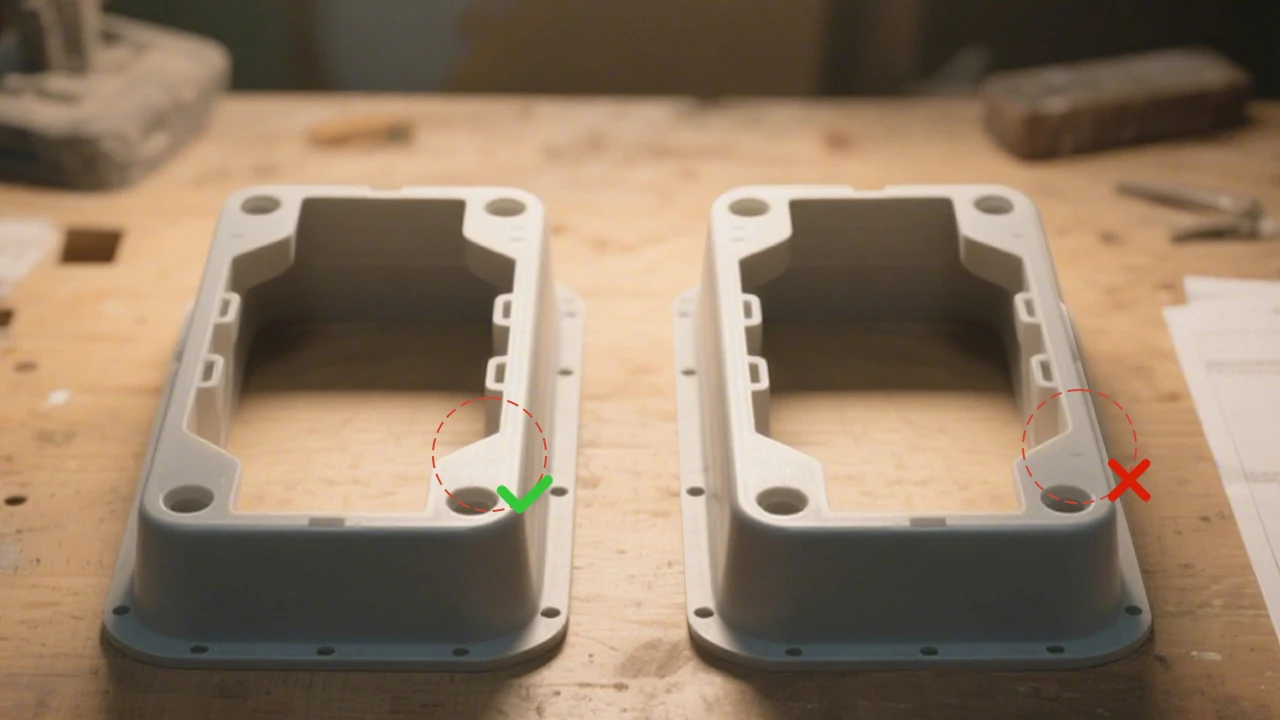
プラスチック部品の分野によって、ヒケの射出成形に求められるものが異なるのは明らかだ。そのため、設計においては、特に外観と強度が相反する場合には、画一的なアプローチはとれない。例えば、プラスチック部品の強度を高めるために、補強リブの厚みを少し厚くしたり、補強リブの付け根にフィレットを追加したりすることがある。しかし、これではどうしてもヒケが生じてしまう。したがって、A面のような重要な外観面では、補強リブの厚さを薄くするか、あるいはフィレットを完全に省略する必要がある。内部構造部品の場合は、強度が最優先されるため、補強リブの厚みをわずかに増やす必要があるかもしれないが、その一方でベース部にフィレットを追加する必要がある。
3.総合的考察
ヒケの問題を防ぐには、総合的な検討が必要である。一方向からの対策では、ヒケを根本的に防ぐことはできない。
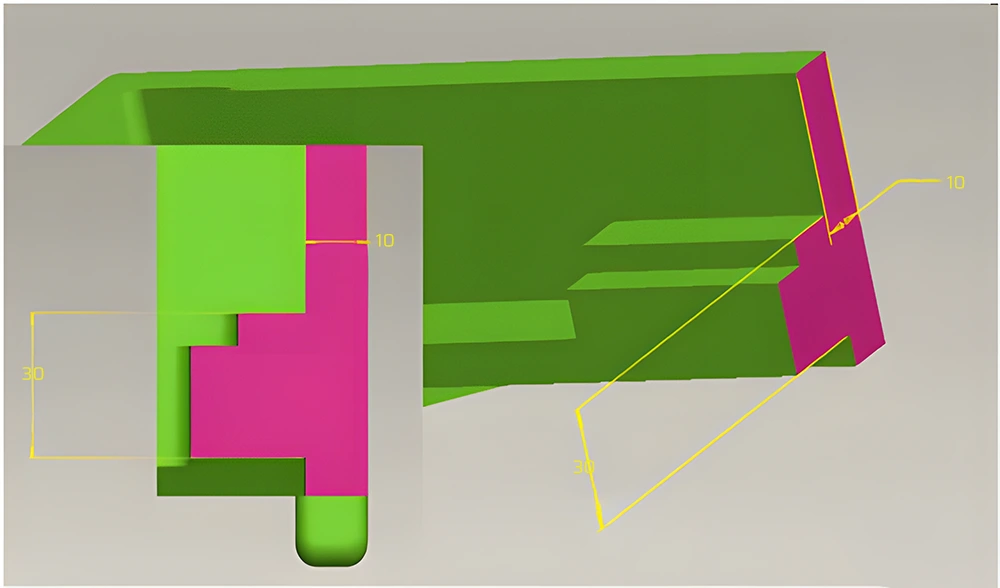
4.プラスチック部品の設計から始めるのが最良の解決策
ヒケの問題は、後の金型設計や射出成形パラメータの調整によって解決されることもありますが、必ずしもそうなるとは限りません。ひとつ確かなことは、ヒケはプラスチック部品のコストアップにつながるということだ。
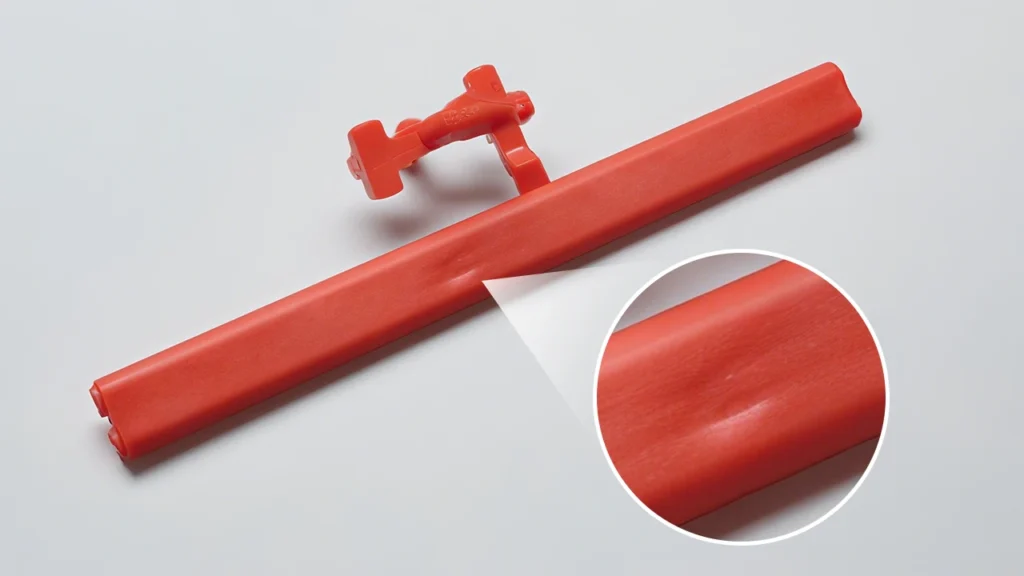
例えば、図に示した導光板の場合、射出成形中にヒケが発生したのは、プラスチック部品の設計が不適切だったためで、局部的に肉厚が過大になっていた。ヒケの問題に対処するため、金型を改良してゲートとランナーの直径を大きくした。しかし、その結果、ランナーがさらに大きくなり、成形サイクルがさらに長くなった。導光板は0.6グラム、ランナーは22.0グラムで、冷却時間は約45秒である。このようなデータに基づいて生産すると、材料費と加工費が非常に高くなる。
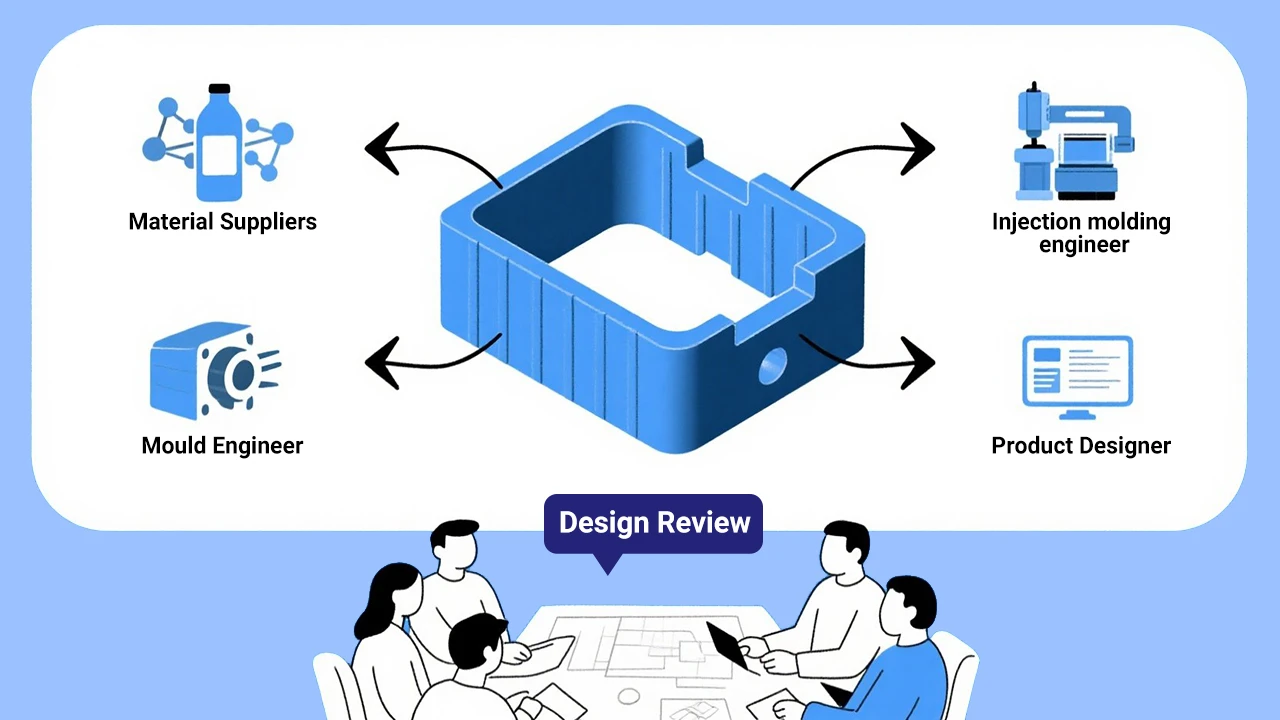
5.チームコラボレーション
ヒケの防止には、製品設計技術者、金型技術者、射出成形技術者、プラスチック材料サプライヤーなど、各部門とサプライヤーとの真摯な連携が欠かせない。
プラスチック部品を設計する際、製品設計エンジニアはまず、収縮特性を含むプラスチック材料の特性に関する情報をプラスチック材料サプライヤーに求めるべきである。一般的に、プラスチック材料サプライヤーは、様々な欠陥に対応するための豊富な知識と技術を持っている。
具体的なプラスチック部品設計の際、製品設計エンジニアは、補強リブの厚さを厚くしすぎてはいけないというガイドラインを守るなど、詳細なプラスチック部品設計のための特定のルールやガイドラインに従う必要がある。設計に疑問や不明な点がある場合、製品設計エンジニアは適時に金型エンジニア、射出成形エンジニア、プラスチック材料サプライヤーなどに助言を求める必要があります。また、デザインレビューの際には、すべての関係者に参加してもらうこと。
3Dソフトウェアでプラスチック部品を設計したら、製品設計エンジニアは2D図面でプラスチック部品の外観要件を正確に定義し、金型エンジニアに具体的なシンクマークの要件を伝える必要があります。そうすれば、金型エンジニアはこの情報に基づいて、ゲートの大きさ、位置、数、ランナーの大きさ、冷却水路の構造など、金型構造の設計を検討することができる。
期間中 金型トライアル上記のすべての関係者は、潜在的なシンクマークの問題に共同で現場で対処すべきである。
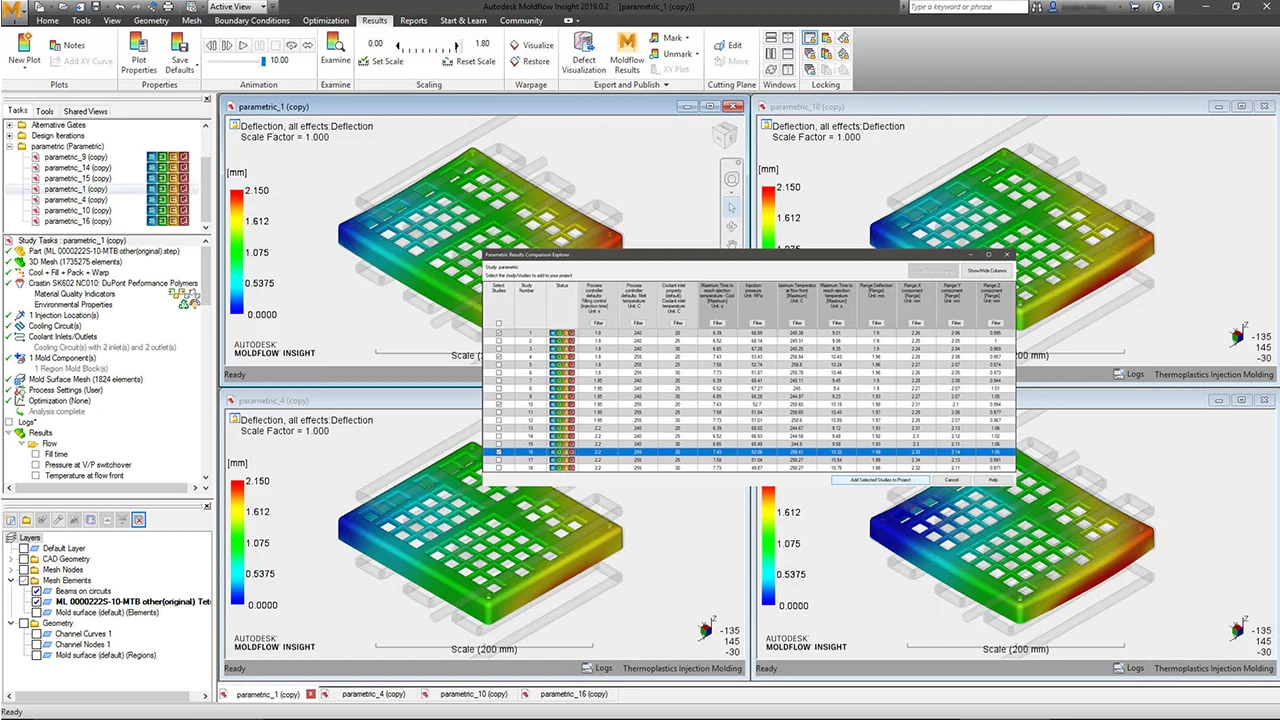
6.金型流動解析ソフトウェアの使用
シンクマークの欠陥を予測し、対処する、 金型流動解析 ソフトウェアは非常に便利なツールだ。
既存のプラスチック部品と金型設計に基づいて、金型流動解析ソフトウェア(Moldflowなど)を使用すると、ヒケの大きさを予測することができます。ヒケが外観上の要求を超える場合は、プラスチック部品の設計(肉厚のある部分をくり抜くなど)や金型設計(ゲートの位置や大きさの調整など)の最適化を依頼することができる。
まとめ
射出成形でヒケが発生する確率は、フラッシュと同等です。射出成形におけるヒケの問題を防止し、対処するためには、材料の収縮特性を完全に理解する必要があります。材料の収縮率データはオンラインで入手できますが、製品の異なる部分に使用される同じ材料の実際の収縮率は異なる場合があります。
ファーストモールドでは、長年の射出成形の生産経験に基づき、「様々なプラスチック製品の実際の収縮率」を総合的に表にまとめる予定です。ご期待ください。














