
Le moulage par injection de faibles volumes est la production de quantités relativement faibles de composants en plastique par moulage par injection. Le moulage à faible volume n'implique pas une production à grande échelle comme c'est le cas pour le moulage de masse, mais il s'agit souvent de volumes de production allant de quelques centaines à quelques milliers de pièces. Il s'agit d'une méthode couramment utilisée pour réaliser des prototypes, tester des produits, fabriquer des ponts et des composants industriels spécialisés de haute précision, pour lesquels la demande est faible, mais qui nécessitent néanmoins une précision et une répétabilité élevées.
Le moulage par injection de faibles volumes permet aux fabricants de minimiser le temps de développement et le risque financier d'un investissement important dans l'outillage. Les petites séries permettent aux entreprises d'expérimenter les performances d'un produit, de recueillir les réactions du marché et de créer une meilleure conception avant de s'engager dans une production à grande échelle. Ce processus constitue donc un moyen de transition important entre la technologie de prototypage rapide et les processus de production à grande échelle.
L'autre caractéristique du moulage par injection de faibles volumes est la simplification des stratégies d'outillage. Les fabricants peuvent utiliser des moules en aluminium ou un système d'outillage mixte au lieu des coûteux moules en acier trempé, qui sont censés durer des millions de cycles. Non seulement ces matériaux sont plus faciles à usiner et beaucoup moins coûteux à fabriquer, mais ils permettent également aux entreprises de recevoir des pièces moulées pratiquement fonctionnelles à un coût extrêmement bas dans un délai relativement court, avec des tolérances relativement serrées.
Le moulage par injection de faibles volumes offre la flexibilité nécessaire à l'innovation dans la plupart des secteurs, tels que les dispositifs médicaux, les pièces automobiles, les boîtiers électroniques et le développement de produits de consommation. Il aide les ingénieurs à vérifier la géométrie des pièces, les propriétés des matériaux, ainsi que la compatibilité des assemblages, avant la mise à l'échelle de la production.

Qu'est-ce que le moulage par injection en petites séries ?
Concept et portée de la production
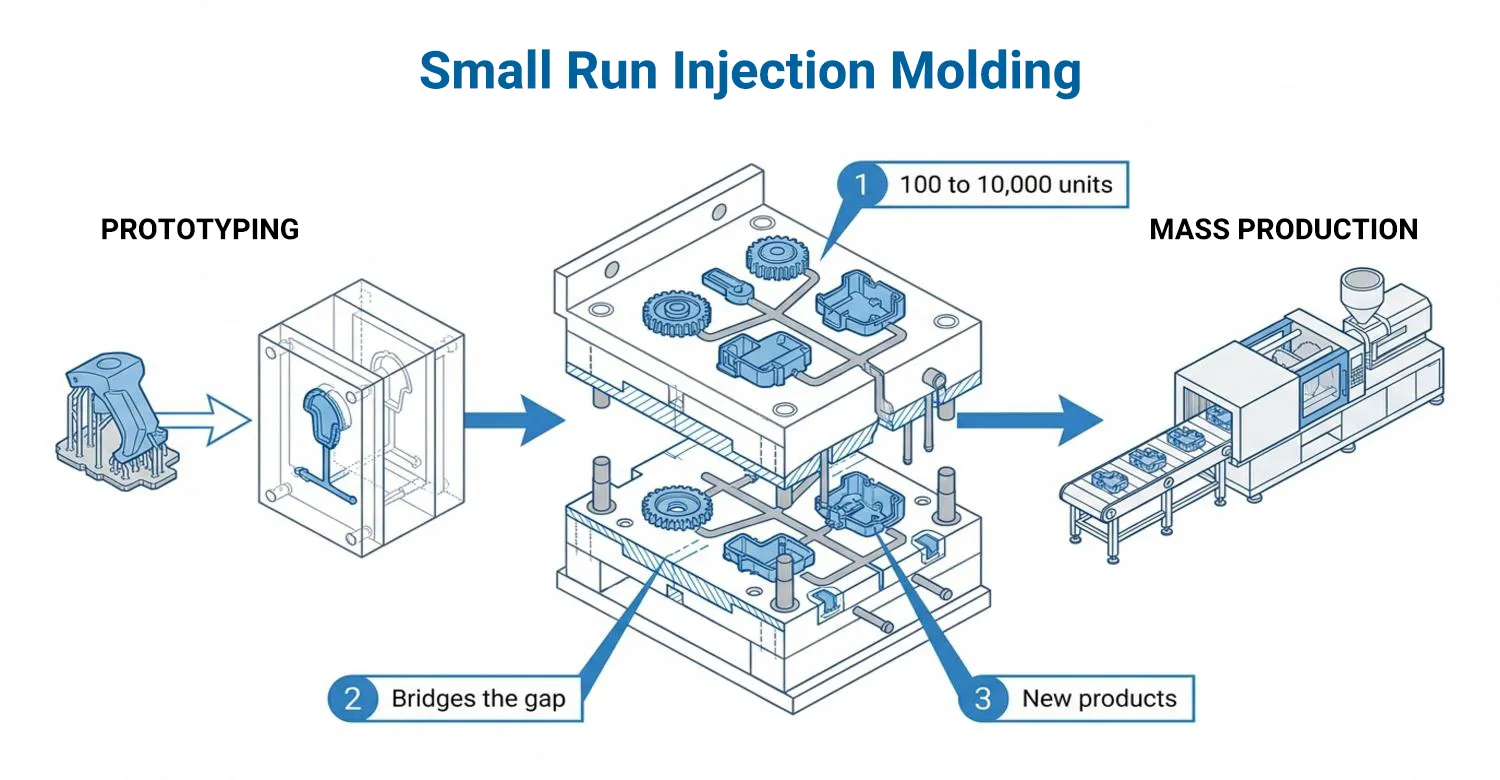
Le moulage par injection en petites séries est une méthode de production visant à fabriquer de petits volumes de pièces plastiques moulées. Les volumes de production relevant de cette catégorie sont généralement compris entre 100 et 10 000 unités, en fonction de la complexité du produit et de la méthode d'outillage. C'est la gamme qui fait le lien entre le prototypage et la production de masse, de sorte que les fabricants peuvent satisfaire la demande dans un court laps de temps sans investir dans un outillage de production coûteux.
Le moulage en petites séries est fréquemment utilisé par les entreprises lors de l'introduction de nouveaux produits, ainsi que pour la production de petites quantités de pièces en édition limitée ou de pièces de rechange. Dans ce cas, la production de petites séries offre de grands avantages économiques grâce à la flexibilité qu'elle permet. Au lieu de conserver d'énormes stocks de composants en plastique, les fabricants peuvent produire des composants à volonté.
Le deuxième avantage est la possibilité de modifier l'outillage et la conception des pièces en peu de temps. Comme les moules pour petites séries sont généralement fabriqués en aluminium ou en acier doux, il est possible de modifier la conception beaucoup plus rapidement qu'avec des moules en acier trempé, où de longues séries de production peuvent être réalisées.
Stratégies d'outillage pour les petites séries
Le moulage par injection à petite échelle dépend fortement de la conception de l'outillage. Le moule ne doit pas perdre la précision nécessaire à la fabrication de pièces plastiques homogènes, mais il doit être suffisamment rentable pour justifier des cycles de production courts.
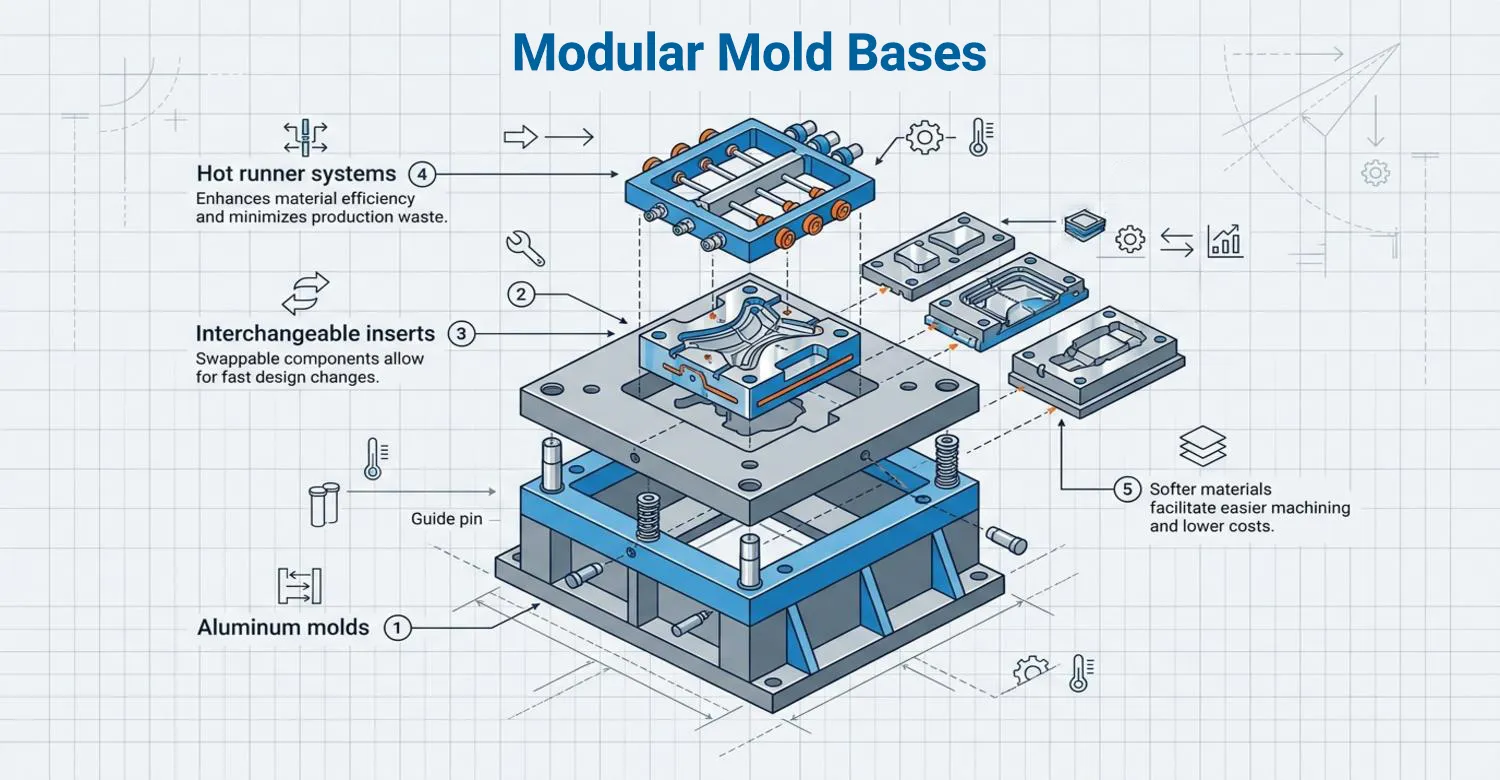
De nombreux fabricants utilisent des bases de moules modulaires où la cavité du moule comprend des inserts interchangeables. Cette méthode permet aux ingénieurs de changer l'insert de la cavité lorsqu'ils modifient la conception, tout en conservant la structure primaire du moule. Ainsi, la reconception du moule complet devient moins coûteuse et prend moins de temps.
Les moules de petite série peuvent également être dotés de systèmes à canaux chauds afin d'améliorer l'efficacité des matériaux utilisés et de minimiser les pertes. Lorsque la simplicité et les coûts d'outillage sont importants, les moules à canaux froids sont souvent utilisés.
L'efficacité des coûts dans l'industrie manufacturière à petite échelle
D'un point de vue économique, le moulage par injection en petites séries implique un équilibre étroit entre le coût des outils, la quantité de matériaux consommés et le temps de production. Le prix unitaire peut être plus élevé dans la production de masse, mais le risque financier de la production est beaucoup plus faible, car la fabrication en petites séries nécessite moins d'outillage.
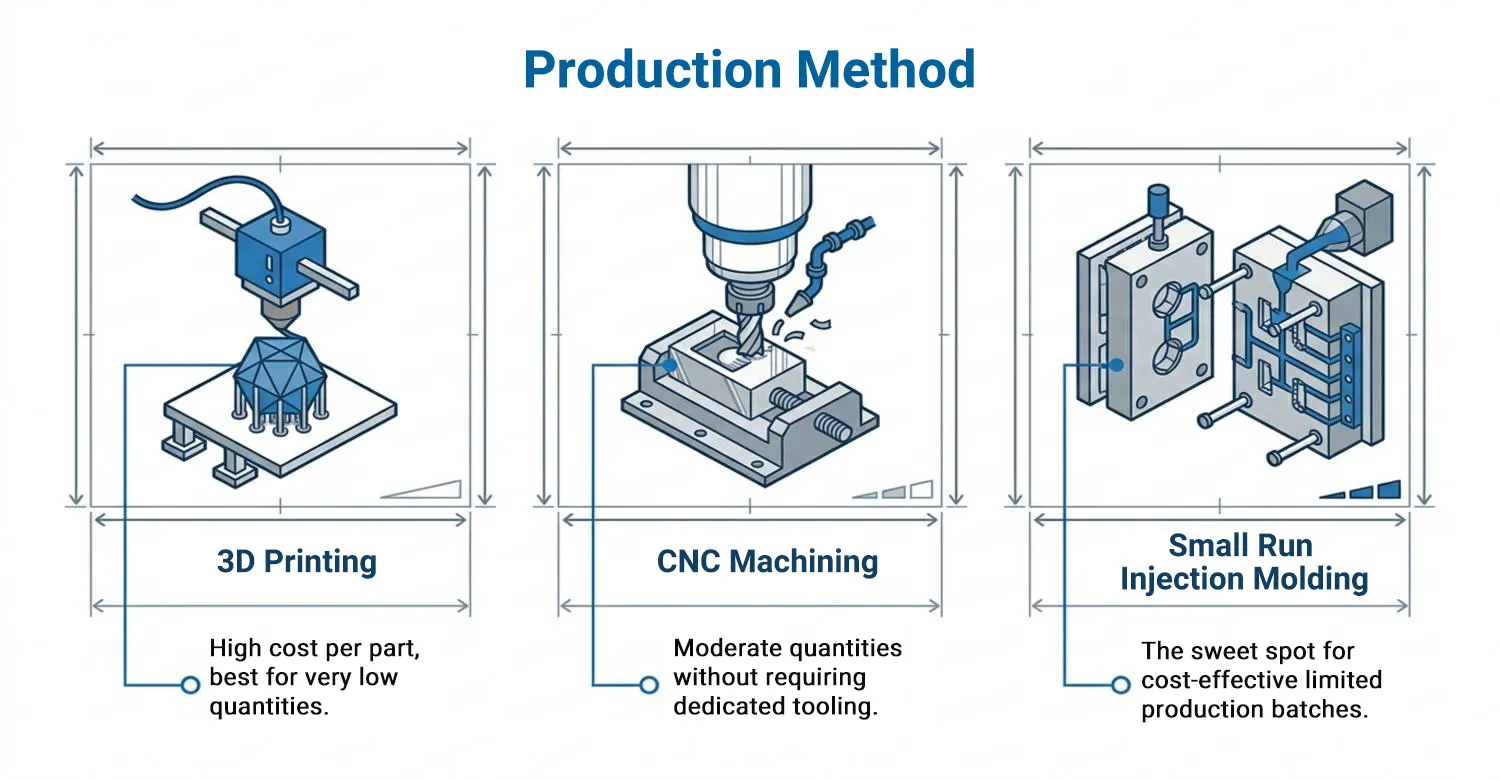
L'analyse du seuil de rentabilité que les fabricants effectuent habituellement vise à déterminer si le moulage par injection est le plus approprié. À des échelles de production dépassant certaines limites, le moulage par injection est plus rentable que d'autres techniques de production telles que l'usinage CNC ou la fabrication additive.
| Méthode de production | Gamme de quantités typiques | Coût relatif par pièce | Besoins en outillage |
|---|---|---|---|
| Impression 3D | 1 - 200 | Haut | Aucun |
| Usinage CNC | 10 - 500 | Modéré à élevé | Aucun |
| Moulage par injection en petites séries | 500 - 10,000 | Modéré | Modéré |
| Moulage par injection de masse | 10,000+ | Faible | Haut |
Développement de produits et tests de marché Applications
La production à petite échelle est importante pour tester les concepts de produits avant d'y investir massivement. Les entreprises utilisent souvent ces lots de production pour tester leur acceptabilité par les consommateurs, optimiser le produit et déterminer les améliorations à apporter à la fabrication.
À titre d'exemple, une entreprise d'électronique grand public peut produire plusieurs milliers d'unités d'un nouveau boîtier dans des appareils afin d'établir la demande du marché avant de s'engager dans une production de masse. Cette approche réduit le risque financier et offre un retour d'information utile sur l'utilisation réelle.
Qu'est-ce que le moulage par injection de matières plastiques en petites séries ?
Caractéristiques de la fabrication à court terme
Le moulage par injection de plastique en petites séries est spécialisé dans la production limitée de pièces dans des délais précis [1]. En fonction de l'application, le volume de production peut aller de quelques dizaines à des centaines d'unités. L'objectif principal est une rotation rapide de la production plutôt qu'une efficacité de production sur une longue période.
La production à court terme s'applique surtout lorsque le produit nécessite des pièces de rechange, de nouvelles conceptions ou une édition limitée. Étant donné que ces projets sont généralement soumis à un calendrier serré, les fabricants s'attachent à simplifier le déroulement des opérations et la conception du moule.
Flux de production
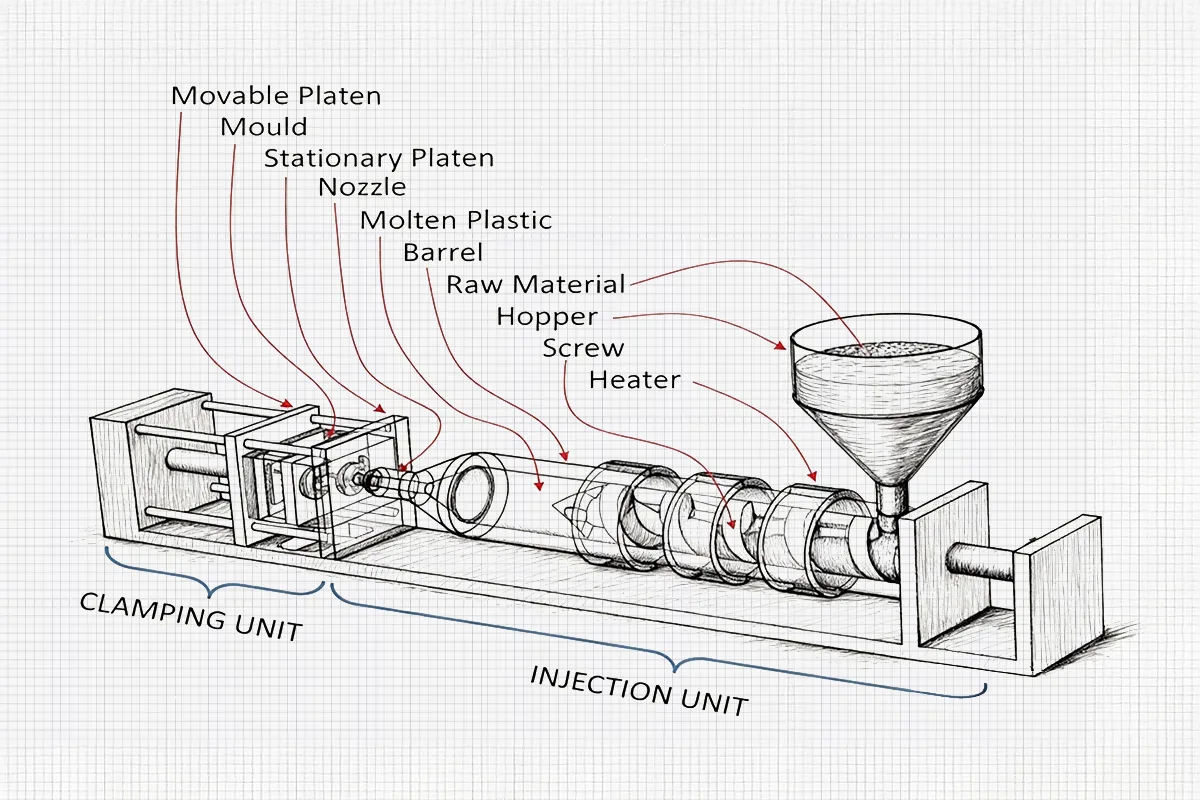
Le cycle de fabrication du moulage par injection de plastique à court terme est le même que celui du moulage par injection conventionnel. La principale différence réside dans l'échelle de production et la durabilité de l'outillage. Le processus commence par le chauffage d'un matériau thermoplastique dans un cylindre chauffé. Le plastique fondu est ensuite forcé dans une cavité de moule à haute pression par une vis rotative.
Une fois la cavité remplie, la matière plastique est refroidie et durcie dans le moule. Le moule s'ouvre alors et des broches d'éjection libèrent le composant fini. En fonction du lot de production, ce cycle peut être répété des centaines, voire des milliers de fois.
Bien que le processus soit identique au moulage par injection traditionnel, la vitesse de préparation et la fabrication rapide de l'outillage sont plus importantes pour la fabrication en petites séries. Les ingénieurs souhaitent maximiser le temps de cycle et minimiser la complexité de l'outillage.
Matériaux couramment utilisés
Le moulage par injection de plastique à court terme utilise une grande variété de thermoplastiques. Le processus de sélection des matériaux dépend en grande partie des performances requises pour la pièce, telles que la solidité, la flexibilité, la résistance à la chaleur et la durabilité chimique.
Les matériaux les plus courants sont le polypropylène, le polyéthylène, le nylon, le polycarbonate et les élastomères thermoplastiques. Ces matériaux offrent un compromis entre la facilité de traitement et les performances mécaniques, ce qui les rend populaires à la fois pour le prototypage fonctionnel et les pièces de production limitée.
Dans les cas où les propriétés thermiques ou mécaniques sont essentielles, les polymères de qualité technique, tels que le PEEK ou les nylons renforcés, sont envisagés. Toutefois, ces types de matériaux ont tendance à augmenter les coûts d'outillage et de traitement.
Applications du moulage en petites séries
Le moulage par injection en petites séries est largement utilisé dans les industries où la demande d'un produit ou d'un volume de production n'est pas certaine. Les nouvelles entreprises utilisent le moulage à court terme pour produire leur premier lot de marchandises et vérifier simultanément la demande du marché.
Par exemple, les fabricants de dispositifs médicaux utilisent également le moulage en petite série pour fabriquer des équipements spécialisés et des outils sur mesure. Dans ce cas, les essais réglementaires et la validation de la conception sont généralement effectués avant la production de grands volumes.
Le secteur automobile ne fait pas exception à la règle, puisque la production à court terme permet de produire des pièces sur mesure, des véhicules conceptuels et des pièces de rechange pour des modèles qui ne sont plus en production [2].
Qu'est-ce que le moulage par injection de plastique à faible volume ?
Outillage rapide et matériaux pour moules
Le moulage par injection de faibles volumes de plastique fait appel à des méthodes d'outillage rapide qui réduisent le temps de fabrication des moules. Les moules en acier trempé sont remplacés par des moules en aluminium qui permettent un usinage facile et des délais d'exécution rapides. [3].
Les moules en aluminium peuvent généralement produire un millier de composants avant de s'épuiser. Ils conviennent à la production de faibles volumes, ce qui en fait une solution viable pour tester et éprouver des prototypes sur le marché.
Parmi les autres techniques d'outillage rapide, on peut citer l'usinage CNC, l'usinage par décharge électrique (EDM) et parfois un mélange d'usinage additif et soustractif de la production avec des pistes de refroidissement conformes faisant partie de la conception du moule.
Rentabilité dans le cadre d'une production limitée
L'une des principales motivations des applications de moulage par injection de faibles volumes est la maîtrise des coûts. S'appuyer sur l'outillage conventionnel à grand volume pour fabriquer de petits volumes de production peut s'avérer irréaliste d'un point de vue économique. La production de faibles volumes nécessite un investissement initial moindre dans l'outillage et permet d'obtenir des pièces de qualité.
Le coût général de la production de masse est incomparable à celui du moulage en petite série. Les coûts d'outillage sont plus faibles, mais le coût par pièce est légèrement plus élevé parce qu'on produit moins d'unités pour répartir l'investissement en outillage. Le procédé est toutefois rentable pour les projets dont la demande est incertaine ou pour ceux dont les exigences de production sont peu nombreuses.
Un autre avantage financier peut être considéré comme la gestion des stocks. Les entreprises n'ont pas besoin de fabriquer de grandes quantités ou de conserver des stocks dans des entrepôts puisqu'elles peuvent produire des unités limitées en fonction de la demande.
Comment procéder au contrôle de la qualité dans la fabrication de faibles volumes de matières plastiques ?
La gestion de la qualité dans le moulage par injection de petites quantités de matières plastiques est un élément essentiel pour garantir que les lots de production de petites quantités correspondent à la taille et à l'aspect esthétique d'une production à grande échelle. Le nombre de pièces produites peut être relativement faible. Pourtant, ces pièces doivent avoir une grande valeur fonctionnelle pour prouver un produit, réaliser une production pilote ou accomplir une autre tâche spécialisée dans l'industrie. C'est pourquoi les gouvernements ont dû mettre en place des systèmes d'inspection et de contrôle des processus stricts par les fabricants, dans un souci de cohérence et de fiabilité.
Contrôles de qualité fondamentaux avant et pendant la production
L'un des premiers éléments du contrôle de la qualité dans la fabrication de faibles volumes est la validation du processus. Avant la production réelle, les ingénieurs testent normalement les produits pour s'assurer que la conception du moule, les propriétés des matériaux circulant dans le moule et les réglages de la machine produisent des pièces satisfaisantes. Au cours de ces essais préliminaires, les techniciens prennent en compte des aspects tels que les modes de remplissage, les vitesses de refroidissement, les modes de retrait et la formation potentielle de défauts. La pression d'injection, la température du moule et le temps de refroidissement sont normalement contrôlés pour obtenir des conditions de traitement constantes.
La précision dimensionnelle est l'autre élément fondamental de l'assurance qualité. Les pièces moulées par injection doivent être produites avec des tolérances extrêmement serrées pour bien s'intégrer dans les composants mécaniques ou les boîtiers électriques. Les fabricants utilisent des équipements de mesure de la qualité tels que des machines à mesurer tridimensionnelles (MMT), des comparateurs optiques et des scanners laser pour mesurer la conformité dimensionnelle. Ces outils aident les inspecteurs à mesurer les pièces fabriquées à l'aide des modèles de conception numérique attribués et à déterminer les écarts susceptibles d'affecter les performances des produits.
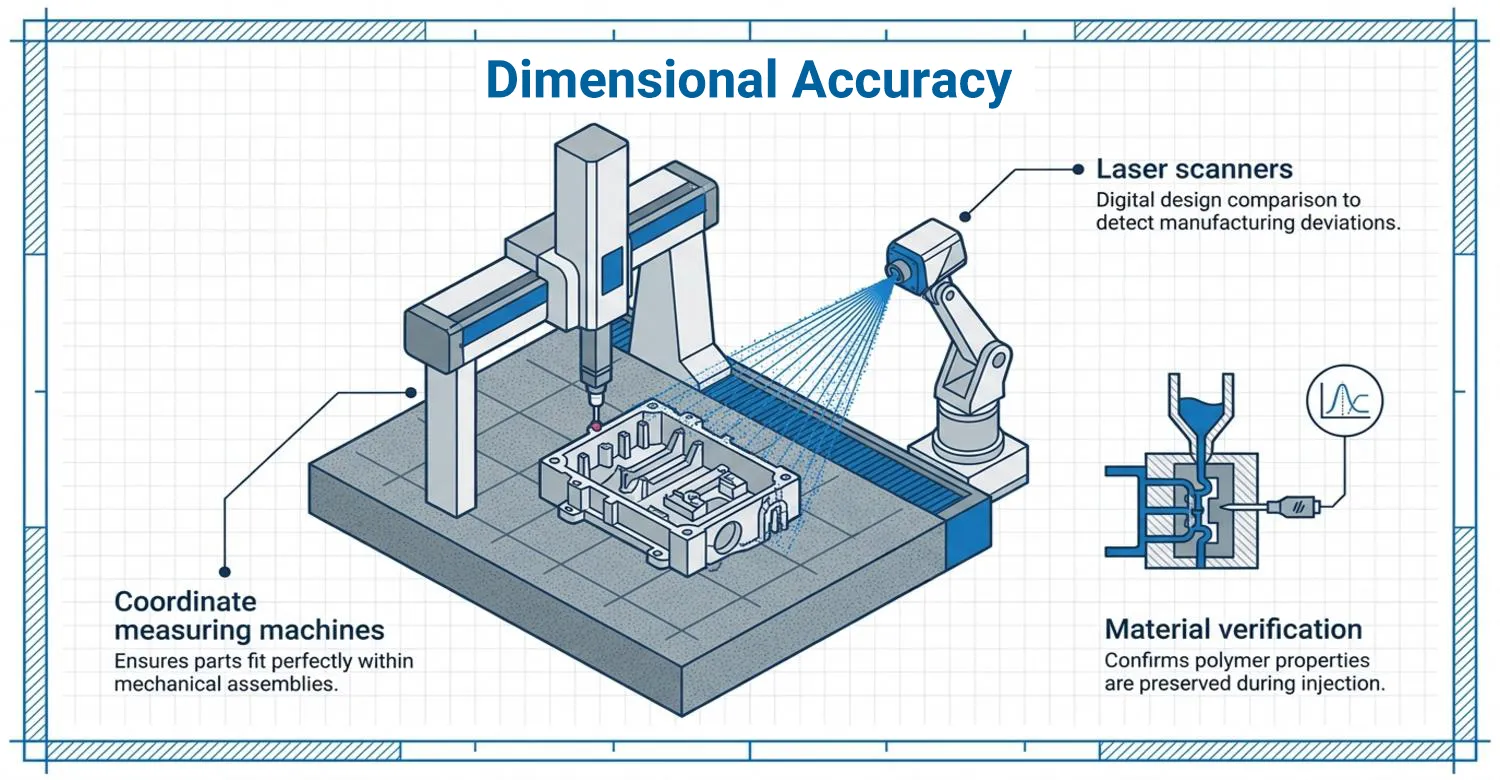
Assurance qualité des matériaux et des surfaces
La vérification des matériaux joue également un rôle important dans le maintien de la qualité des produits. Les polymères thermoplastiques moulés par injection possèdent certaines propriétés mécaniques et thermiques, qui doivent être préservées au cours du processus de production [4]. À cet égard, des tests peuvent être effectués pour s'assurer que le matériau est le bon, qu'il possède la bonne quantité d'humidité et les bonnes caractéristiques d'écoulement de la matière fondue, avant de passer à la phase de production. La manipulation du matériau ne peut être ignorée, car un excès d'humidité ou de contamination peut entraîner des imperfections de surface, telles que des lacérations, une intégrité structurelle ou des caractéristiques mécaniques inférieures aux normes.
Les contrôles de l'état de surface et de l'inspection visuelle sont essentiels, en particulier pour les pièces utilisées dans les industries des biens de consommation ou des équipements médicaux. Les défauts contrôlés sur les pièces moulées sont le flash, l'enfoncement, la brûlure, le gauchissement et le remplissage incomplet. Même de petites imperfections visuelles peuvent compromettre la qualité perçue d'un produit ou interférer avec les processus d'assemblage. Bon nombre d'usines utilisent des systèmes de vision automatisés pour détecter ces défauts afin de permettre aux fabricants d'avoir la capacité d'avoir un standard homogène, même lorsque le lot de production est petit.
Traçabilité et validation fonctionnelle
La documentation et la traçabilité contribuent également à améliorer les systèmes de contrôle de la qualité. Chaque cycle de production fait l'objet d'un enregistrement détaillé qui comprend généralement les réglages de la machine, les lots de matériaux, l'inspection et les observations de l'opérateur. Ce type de documentation peut s'avérer très utile dans le cadre d'un processus de dépannage, et tout problème identifié lors de l'essai du produit peut être résolu avant la fabrication.
Enfin, les essais fonctionnels sont normalement effectués lorsque les pièces doivent être installées dans des environnements exigeants. Pour s'assurer que les composants peuvent être utilisés dans des situations réelles, ils peuvent subir des tests de contrainte mécanique, des tests d'exposition thermique ou des tests d'assemblage. Par exemple, les boîtiers en plastique des appareils électroniques peuvent être testés pour leur résistance aux chocs et leur tolérance à la chaleur, tandis que les composants mécaniques peuvent être évalués pour leur résistance à l'usure et leur capacité de charge.
L'inspection dimensionnelle, le contrôle des processus, la vérification des matériaux et les essais fonctionnels permettent aux fabricants d'obtenir des pièces de haute qualité, même lorsqu'ils utilisent de petites chaînes de production. Le contrôle de la qualité n'est pas seulement efficace pour s'assurer que les pièces moulées par injection plastique de faible volume présentent les spécifications techniques correctes [5]. Cependant, elle contribue également à la réussite du développement du produit, car elle fournit des informations fiables pour la mise à l'échelle future de la production.
Tableau comparatif de la production
Le tableau ci-dessous compare le moulage par injection de faibles volumes et le moulage par injection traditionnel de grands volumes en fonction de plusieurs paramètres importants.
| Facteur de production | Moulage par injection à faible volume | Moulage par injection à haut volume |
|---|---|---|
| Quantité de production typique | 50 - 10 000 pièces | 50 000 - millions de pièces |
| Matériau du moule | Aluminium ou acier doux | Acier trempé |
| Coût de l'outillage | Faible à modéré | Haut |
| Délai d'exécution de l'outillage | 1 - 4 semaines | 8 - 16 semaines |
| Coût par pièce | Plus élevé | Plus bas |
| Flexibilité de la conception | Haut | Limité une fois le moule construit |
| Cas d'utilisation idéal | Prototypage et petites séries | Fabrication en série |
Cette comparaison met en évidence le rôle stratégique que joue le moulage à faible volume dans les écosystèmes de fabrication modernes.
Quels sont les avantages et les inconvénients du moulage par injection de faibles volumes ?
Principaux avantages
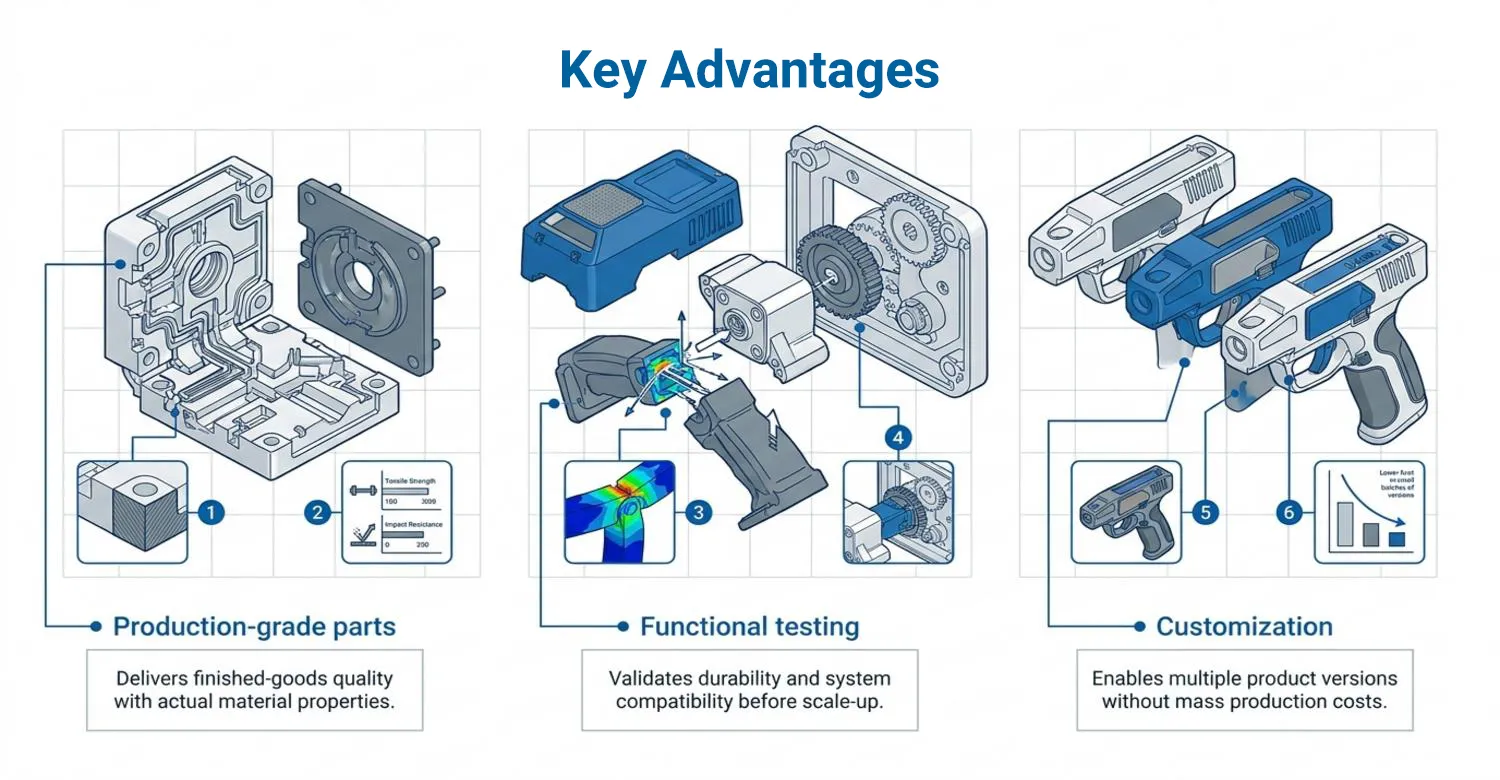
Le moulage par injection de faibles volumes présente plusieurs avantages qui le rendent très intéressant pour le développement de produits. Parmi les avantages les plus significatifs, on peut citer la possibilité d'obtenir rapidement des pièces de qualité industrielle. Néanmoins, contrairement à l'impression 3D, les produits moulés par injection possèdent des propriétés mécaniques, un état de surface et une précision dimensionnelle identiques à ceux des produits finis.
Le deuxième avantage est qu'il est possible de réaliser des essais fonctionnels dans des conditions réelles. Les ingénieurs peuvent assembler les pièces moulées dans des systèmes complets, tester leur durabilité et d'autres tests de produits, et établir leur performance sans avoir recours à des moules coûteux à grand volume.
Le moulage à faible volume est également utilisé pour atteindre la personnalisation. Il permet aux fabricants de produire un certain nombre de versions d'un produit sans devoir nécessairement lancer une production de masse.
Limites et défis
Malgré tous ses avantages, le moulage par injection de faibles volumes présente de nombreuses limites. La principale difficulté réside dans le fait que son prix unitaire est relativement élevé par rapport à la production de masse. Lorsqu'il s'agit d'une production en grande quantité, les aspects économiques de la production s'orientent normalement vers le moulage par injection traditionnel à grand volume.
L'autre restriction concerne la durabilité des moules. La production de faibles volumes pourrait également nécessiter des moules en aluminium moins chers qui s'usent plus rapidement que les moules en acier trempé, en particulier lors de l'utilisation de matériaux abrasifs tels que les polymères chargés de verre.
L'optimisation des cycles n'est pas aussi intense dans les environnements de production à faible volume. Le nombre total de pièces étant plus faible, les fabricants peuvent privilégier la flexibilité et la rapidité d'installation plutôt que la maximisation de l'efficacité de la production.
Comment le moulage par injection de faibles volumes contribue-t-il au développement des produits ?
Le moulage par injection de faibles volumes est l'un des éléments importants de la politique moderne de développement de produits. Il est utilisé comme intermédiaire entre le prototype et la production à grande échelle [6]. Il s'agit d'une des voies médianes où les ingénieurs peuvent expérimenter des matériaux et des processus de production réels.
Cette étape de production est courante dans les entreprises qui fabriquent des produits électroniques grand public, des équipements médicaux, des pièces automobiles et des gadgets industriels, car elles peaufinent leurs produits. La capacité à réitérer rapidement le processus avec la qualité de production est extrêmement rapide pour accélérer l'innovation.
Le moulage de faibles volumes permet de tester le marché avec de faibles investissements. Les entreprises peuvent lancer de petites quantités de produits pour tester la demande du marché, recevoir des informations en retour et avoir la possibilité d'apporter des ajustements à la conception de leurs produits.
Le moulage par injection de faibles volumes est devenu plus important en raison des cycles de vie plus courts des produits et du besoin croissant de personnalisation. Il offre également au fabricant la souplesse nécessaire pour répondre à toute modification des marchés tout en conservant la précision et la cohérence d'une technologie de moulage par injection standard.
Références
[1] Kosmerick, J. (2025). Moulage par injection à court terme : Un guide complet. https://uptivemfg.com/short-run-injection-molding-a-comprehensive-guide/
[2] Stoner Molding Solutions (2023, 28 septembre). Le moulage par injection à court terme et les industries qui en bénéficient. https://stonermolding.com/blog/knowledge-base/2023/09/28/industries-that-benefit-from-short-run-injection-molding
[3] Aco Mold (2025). Le guide ultime du moulage par injection à faible volume. https://www.acomold.com/low-volume-injection-molding-ultimate-guide.html
[4] Protolabs (2026). Comment tirer parti du moulage par injection à faible volume. https://www.protolabs.com/resources/design-tips/leveraging-low-volume-injection-molding/
[5] Formlabs (2025). Guide du moulage par injection à faible volume. https://formlabs.com/global/blog/low-volume-injection-molding/
[6] Jianzhi (2025, 2 septembre). Guide du moulage par injection à faible volume : Tout ce qu'il faut savoir. https://www.swcpu.com/blog/low-volume-injection-moulding/











