
Das Heißkanalspritzgießen ist ein relativ neues Fertigungsverfahren, das die Materialausnutzung und die Teilequalität beim Spritzgießen verbessert. Spritzgießen mit einem Heißkanalsystem trägt zur Vermeidung von Kufenabfall bei, sorgt für einen besseren Materialfluss und unterstützt Großserienfertigung. In dieser Diskussion wird das Heißkanal-Spritzgießverfahren aufgeschlüsselt, um das Verständnis für den Gießprozess, die technischen Vorteile, die Herausforderungen bei der Herstellung und die Gesamtkosten zu fördern.
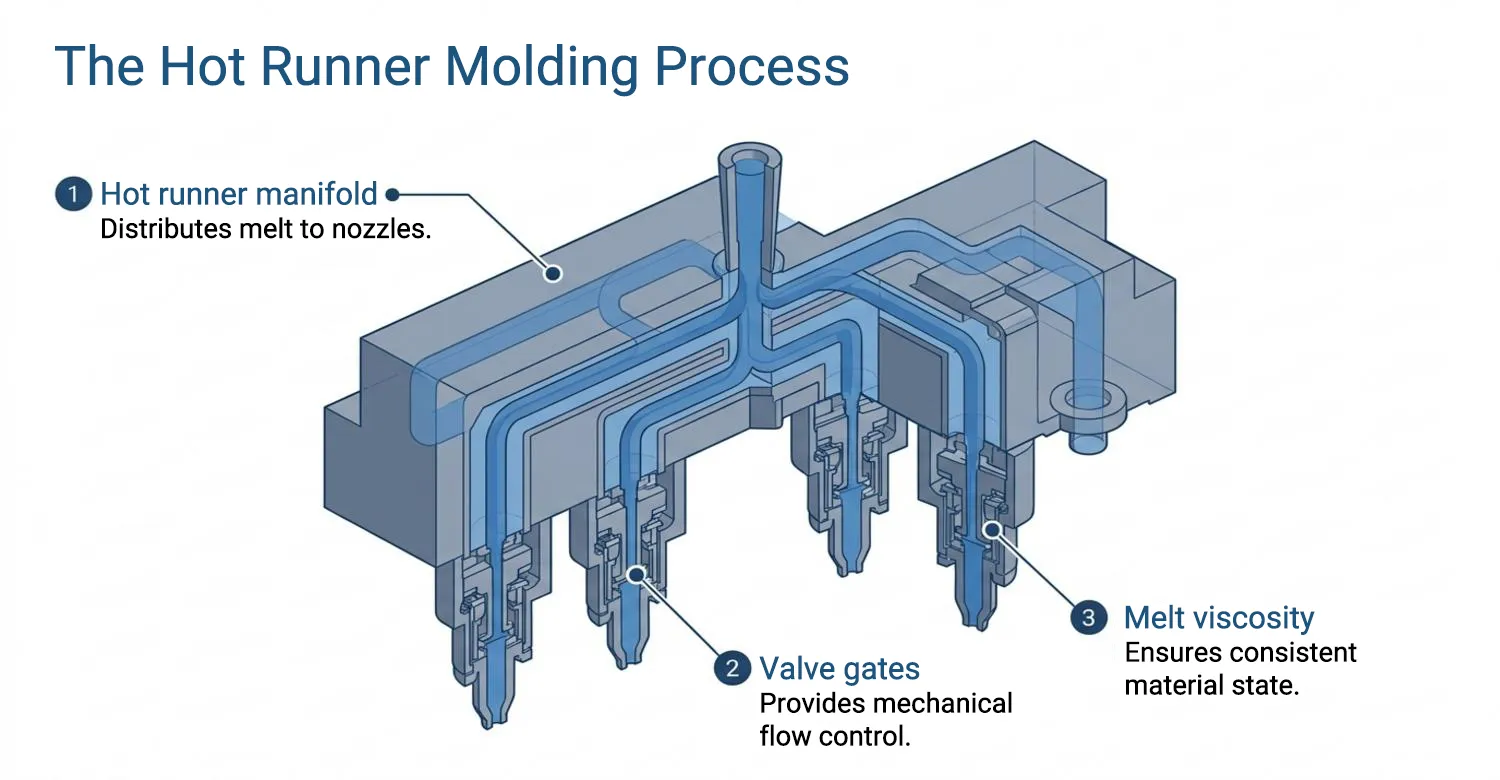
Das Heißkanalformverfahren
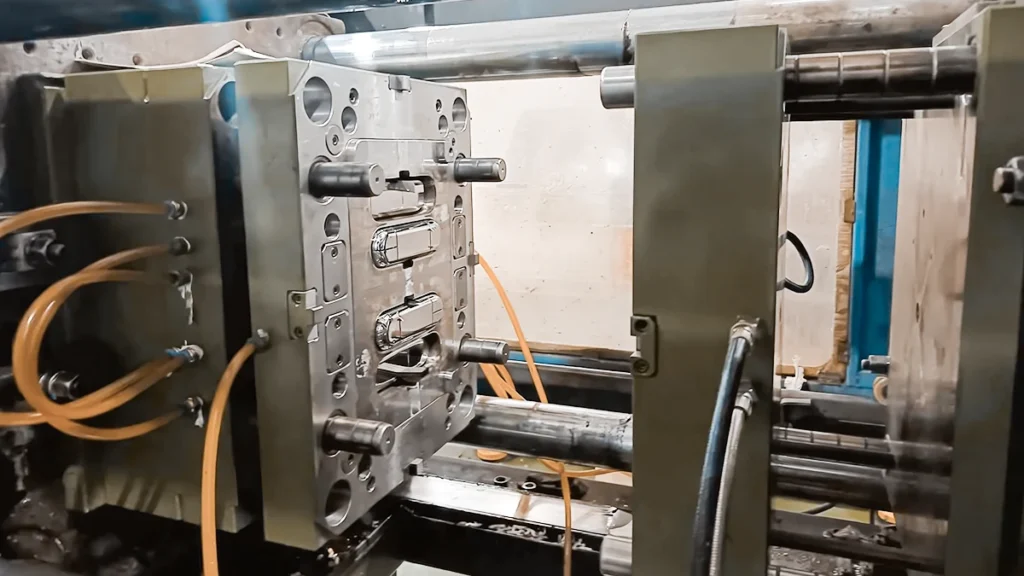
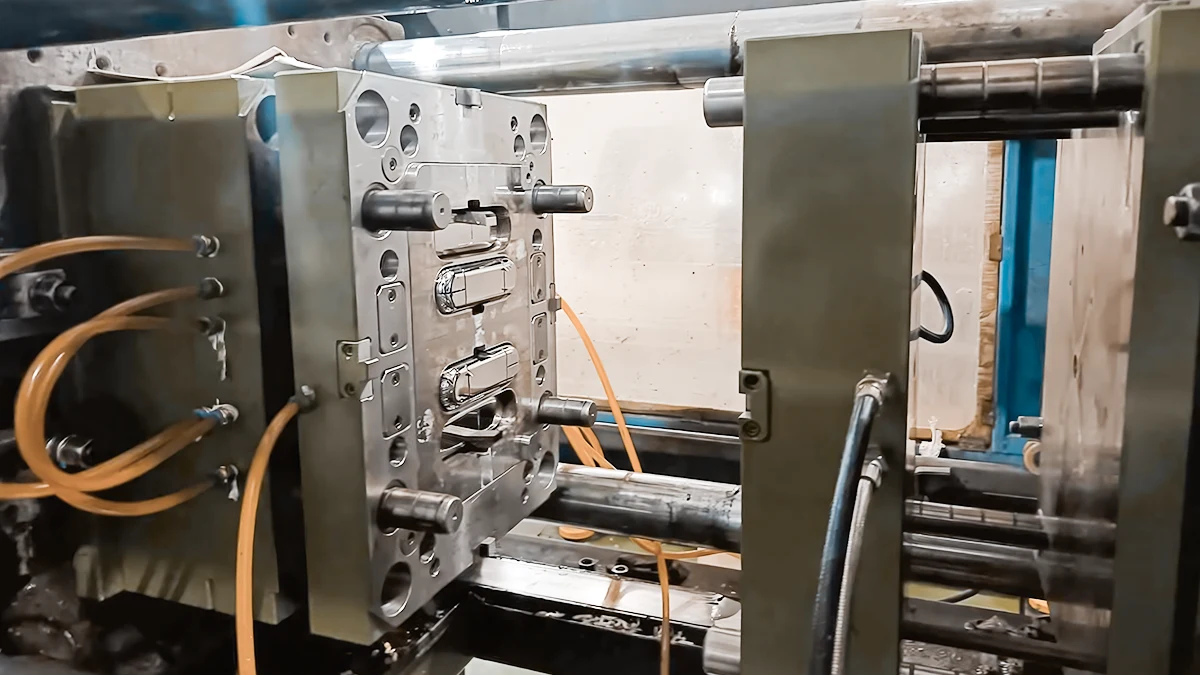
Im Gegensatz zu kalten Spritzgießwerkzeugen, bei denen die Form gehärtet und ausgeworfen wird, bleibt beim Heißspritzgießen das Angusssystem im geschmolzenen Zustand. [1]. Unter kontrollierten Scher- und Temperaturbedingungen wird der Einspritzzylinder plastifiziert, wobei das Kunststoffgranulat in den Heißkanalverteiler überführt wird, wo die Schmelze in Düsen verteilt wird.
Die Düsen sind mit einem Thermostat ausgestattet, der die Viskosität der Schmelze konstant hält und für eine gleichmäßige Erstarrung sorgt. Offene thermische Anschnitte oder Ventilanschnitte werden verwendet, um das geschmolzene Polymer durch den Hohlraum zu drücken [2]. Dabei handelt es sich um ventilgesteuerte Systeme, die eine mechanische Steuerung des Öffnens und Schließens von Anschnitten ermöglichen, was eine Kontrolle des Durchflusses, eine bessere Ausgewogenheit der Kavitäten und eine bessere Oberflächenqualität erlaubt. Wenn das Formteil in der Kavität abgekühlt und erstarrt ist, bleibt das Heißkanalsystem auf Verarbeitungstemperatur, was die Möglichkeit bietet, nach dem Auswerfen direkt zum nächsten Zyklus überzugehen.
Die Vorteile des Heißkanalspritzgießens
Die Effizienz der Materialien, die Konsistenz des Prozesses und die Qualität des Teils sind die Hauptvorteile des Heißkanalspritzgießens. Durch den Wegfall der Kaltkanäle wird nicht nur der Rohstoffverbrauch gesenkt, sondern auch die Notwendigkeit des Mahlgutmanagements entfällt. Heißkanäle verkürzen die Zykluszeit, da die festen Angüsse nicht gekühlt und ausgestoßen werden müssen.
Qualitativ gesehen minimiert die Ähnlichkeit der Schmelzetemperatur am Anschnitt die Schwankungen der Viskosität und des Fließverhaltens, die eine geringere Anzahl von Schweißnähten, weniger Einfallstellen und eine verbesserte Dimensionsstabilität verursachen. [3]. Die Tatsache, dass es möglich ist, den Zeitpunkt und die Abfolge von Nadelverschlusssystemen zu regulieren, hebt die kosmetische Qualität und die Flexibilität bei der Teile- und Werkzeuggestaltung auf ein noch höheres Niveau. Dies ist besonders förderlich für das Heißkanalspritzgießen, da es gut in den Werkzeugen von Produktionsprogrammen mit hohen Kavitäten und großen Mengen eingesetzt werden kann.
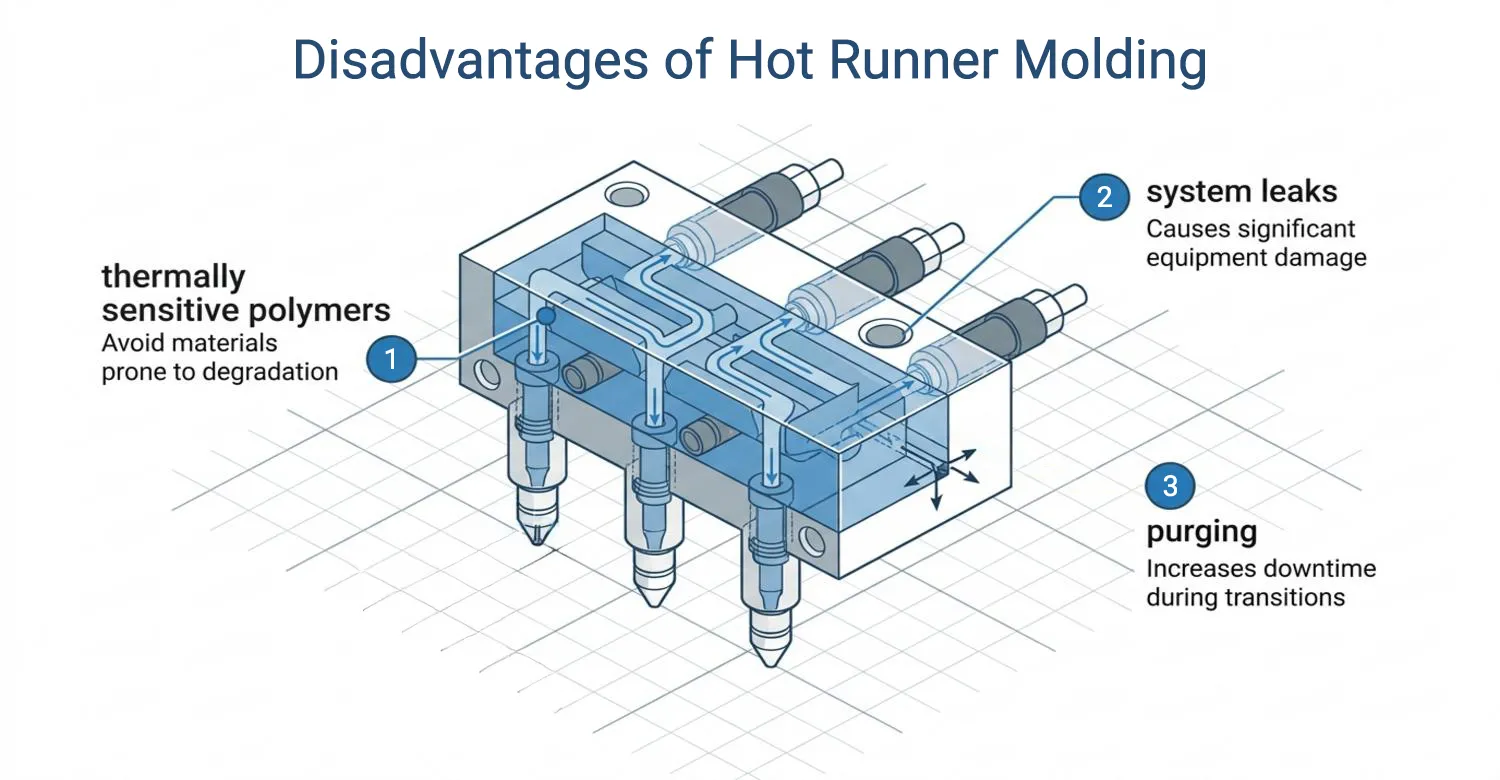
Nachteile des Heißkanalspritzgießens
Eine der größten Einschränkungen des Heißkanalspritzgießens ist die Unmöglichkeit, thermisch empfindliche Polymere zu verwenden. Diese Polymere sind ebenfalls wärmeempfindlich und lösen sich daher auf, wenn im Verteiler erhebliche Wärme erzeugt wird. Ein weiterer Nachteil solcher Systeme ist, dass sie zu viele Spülvorgänge benötigen, um Farbwechsel durchzuführen. Sie erfordern außerdem sehr erfahrenes Personal, da sie kompliziert aufgebaut sind. Die Heißkanalsysteme sind außerdem teuer in der Anschaffung, und die Werkzeuge sind kostspielig. Die Heißkanalkomponenten werden bei einem Ausfall erheblich beschädigt. Ein Beispiel: Der geschmolzene Kunststoff ruiniert die Baugruppe und verhindert die Produktion, wenn das System undicht wird, was zu Ausfallzeiten führt.
Kontrolle kritischer Prozesse und Parameter
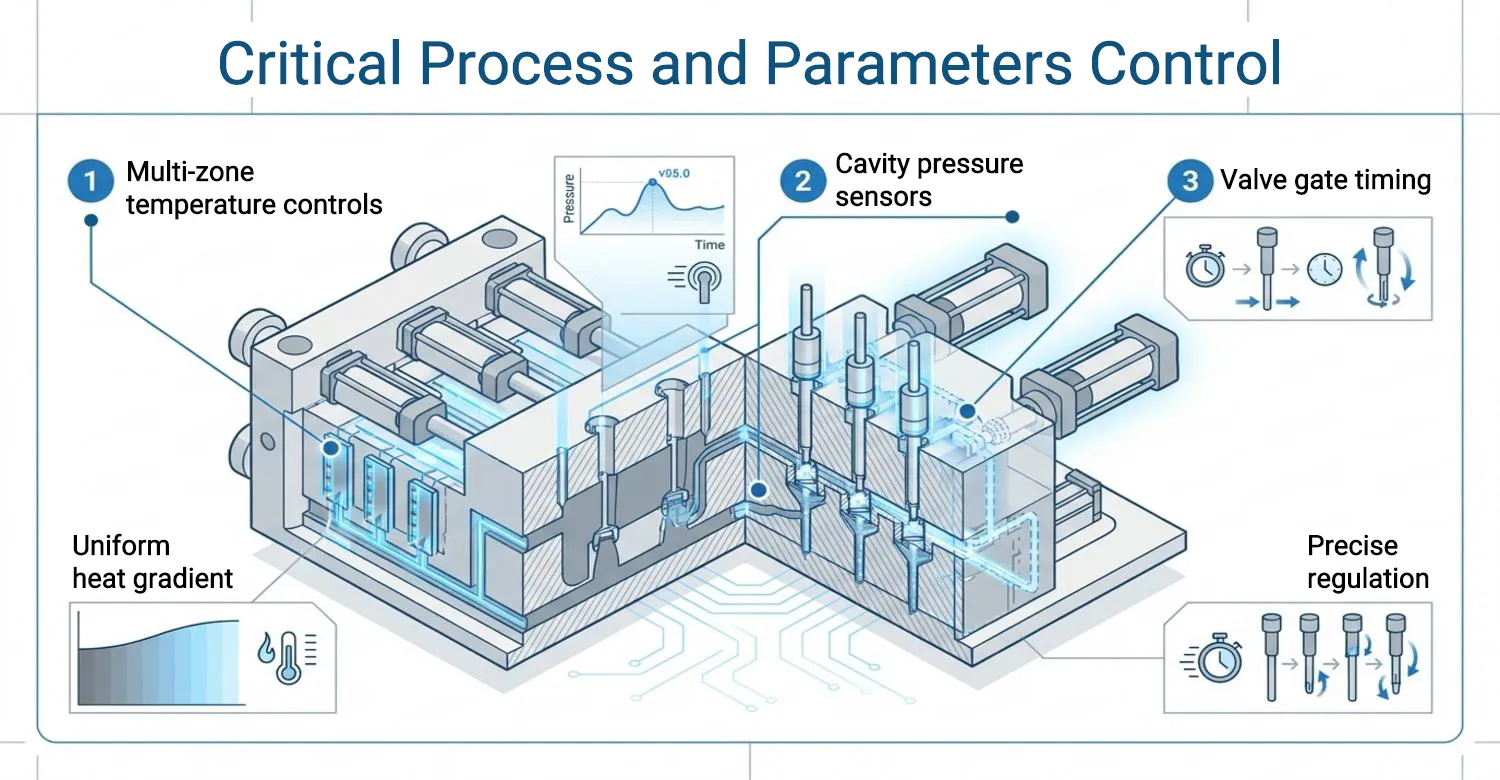
Eine kritische Prozess- und Parameterkontrolle bei der Verwendung von Heißkanalsystemen ist die Aufrechterhaltung der Schmelzetemperatur im gesamten Verteiler und in den Düsen, um ein Ungleichgewicht der thermischen Bedingungen, eine ungleiche Füllung, Teileveränderungen oder einen Abbau des Materials zu verhindern. Die Einspritzrate und das Druckprofil sollten gut aufeinander abgestimmt sein, um die Kavität vollständig zu füllen und gleichzeitig zu vermeiden, dass das Polymer einer übermäßigen Scherkraft ausgesetzt wird, die sich nachteilig auf das Polymer auswirken kann.
Die Packungs- und Halteparameter sind für die Regulierung der Schrumpfung und der Eigenspannungen von Bedeutung; insbesondere die Heißkanalanschnitte erstarren nicht sofort wie die kalten Anschnitte. Der Zeitpunkt des Nadelverschlusses, die Nadelbewegung und die Sequenzierung haben Einfluss auf das kosmetische Ergebnis und das Fließgleichgewicht. Werkzeuginnendrucksensoren, Mehrzonentemperaturregelungen und geschlossene Regelkreise werden häufig in hochwertigen Heißkanalspritzgießverfahren eingesetzt, um bei langen Produktionszyklen gleichbleibende, wiederholbare Bedingungen zu gewährleisten. [4].
Herausforderungen und Lösungen in der Produktion bewältigen
Um die Probleme im Zusammenhang mit Heißkanälen zu lösen, sollten die Formen gut durchdacht sein und die Prozesse streng kontrolliert werden. Es bedarf einer sorgfältig ausgewogenen Anordnung der Kanäle, einer geeigneten Auswahl der Anschnitte und einer korrekten Einteilung der thermischen Anforderungen. Bei der Materialauswahl müssen die thermische Stabilität des Harzes und seine Empfindlichkeit gegenüber längerer Hitzeeinwirkung berücksichtigt werden. Heizelemente, Thermoelemente, Dichtungen und Nadelverschlussteile müssen im Voraus überprüft werden, um die Ausfallzeiten zu verringern und die Langzeitstabilität zu gewährleisten. Die Entwurfsphase der Moldflow-Analyse wird auch dazu beitragen, ein Risiko auszuschließen, da es sicherstellt, dass das Strömungsgleichgewicht und die Druckanforderungen erfüllt sind, bevor die Werkzeuge gebaut werden.
Anwendungs-Spotlights
Das Heißkanalspritzgießen ist ein weit verbreitetes Verfahren in den Branchen, in denen Qualität, Effizienz und Wiederholbarkeit von großer Bedeutung sind. Die Produktion von Reinraumausrüstung in der medizinischen Industrie verlässt sich auf das Heißkanalspritzgießen, da es die Handhabung und das Risiko einer Verunreinigung des Materials minimiert und die Qualität der Teile beibehält. Die Heißkanäle werden von Automobilherstellern eingesetzt, da die Formen eine hohe Kavität aufweisen und Innen-, Außen- und Funktionsteile innerhalb enger Toleranzen hergestellt werden können. Ein Beispiel ist die Herstellung von Armaturenbrett- und Innenraumteilen mit absurden Formen und Löchern.
In der Unterhaltungselektronik wird das Heißkanalspritzgießen bei der Herstellung von dünnwandigen Gehäusen und kosmetisch empfindlichen Bauteilen eingesetzt, indem die Anzahl der Bindenähte und Oberflächenfehler reduziert wird. Die Heißkanaltechnik wird auch bei der Herstellung von großformatigem Verpackungsmaterial eingesetzt. Heißkanalsysteme sind auch eine gute Wahl, wenn es um die Massenproduktion geht, denn der Automatisierungsfaktor sorgt dafür, dass die Maschinen rund um die Uhr mit minimaler oder gar keiner Überwachung laufen.
Überlegungen zum Design for Manufacturability (DFM) bei Heißkanälen
Schon in der ersten Phase des Konstruktionsprozesses wirken sich Konstruktionsentscheidungen direkt auf die Qualität der Teile, die Stabilität der Prozesse, die Wartungsanforderungen und die Gesamtbetriebskosten aus. Ein gutes Heißkanalsystem ist jedoch kein Zusatz, sondern eine Komponente der allgemeinen Werkzeug- und Teilekonstruktionsstrategie.
Thermische Kompatibilität und Materialauswahl
Ihre unmittelbare Überlegung bei der Konstruktion ist das Material, das in die Heißkanalsysteme eingespritzt wird. Bei der Verwendung wärmeempfindlicher Materialien wie PVC, POM oder bestimmter flammhemmender Sorten sollten die Verweilzeit in der Wärme und die Temperaturhomogenität berücksichtigt werden, um eine Verfärbung oder den Abbau der Moleküle zu verhindern. [5]. Die Konstruktionsmaterialien des Heißkanalsystems sollten einer längeren Einwirkung von hohem Druck und hohen Temperaturen standhalten. Die Tatsache, dass das Polymerverhalten mit der thermischen Auslegung der Heißkanäle kollidiert, ist einer der häufigsten Gründe für die Instabilität des Systems und seine vorzeitige Beendigung.
Verteiler und Düsenanordnung
Das Gleichgewicht der Strömung, der Druckverlust und die thermische Homogenität werden durch die geometrische Anordnung des Verteilers und der Düsen bestimmt. In einem Mehrkavitätenform, Damit die Schmelze in jeder Kavität gleich schnell und mit gleichem Druck ankommt, müssen die Angusskanäle ausgeglichen werden. Schon eine geringe Asymmetrie der Länge oder des Querschnitts der Angusskanäle würde zu einer Unwucht in der Kavität führen, was wiederum Maßabweichungen, kosmetische Mängel oder eine unzuverlässige Verpackung zur Folge hätte.
Die Auswahl und Platzierung der Düsen muss in Abhängigkeit von der Geometrie der Teile, der Art der Anschnitte und dem verfügbaren Platz in den Formen festgelegt werden. Um das Wachstum des thermodynamischen Charakters sowie die mechanische Belastung im Betrieb zu erleichtern, müssen das Verteiler- und Düsensystem als ein einziges System konzipiert werden.
Gattertyp und Design
Die Gestaltung des Anschnitts ist einer der wichtigsten Bereiche für die Leistung von Heißkanal-Einspritzsystemen. Die Wahl der thermischen Anschnitte ist der offene oder der Nadelverschluss, je nach den Anforderungen der Teile, der Kosmetik und der Prozesssteuerung. Die thermische Regelung wird zur Steuerung des Durchflusses bei offenen Anschnitten verwendet, die weniger präzise bei der Steuerung der Anschnittkanten und der Durchflussreihenfolge sind und weniger teuer und einfacher zu steuern sind. Die Position der Anschnitte muss darauf ausgerichtet sein, die Bindenähte in strukturell oder kosmetisch empfindlichen Bereichen zu reduzieren, und sie muss dazu beitragen, einen gleichmäßigen Abkühlungsprozess zu gewährleisten.
Temperaturkontrolle und Thermoregulation
Das System muss in der Lage sein, das Polymer in einem engen Temperaturbereich zu halten, um die Viskosität zu erhalten und eine Zersetzung zu verhindern [6]. Eine Mehrzonentemperaturregelung ist erforderlich, um die unterschiedlichen Wärmeverluste zwischen dem Verteiler, den Düsen und den Anschnittbereichen zu berücksichtigen. Schlecht konstruierte Heizkreise oder eine geringe Isolierung können zu heißen Stellen führen, oder das Abdriften zu langen Produktionsläufen führt zu kalten Stellen.
Thermoelemente sollten Sensoren haben, die geeignet sind, die Temperatur an der Schmelze und nicht an den externen Komponenten anzuzeigen. Ist der Sensor falsch platziert, führt dies zu fehlerhaften Messwerten und einer unregelmäßigen Prozesssteuerung. Das Verhalten beim An- und Abfahren kann ebenfalls als ein wesentlicher Bestandteil eines erfolgreichen thermischen Designs angesehen werden, da der thermische Gradient während dieser beiden Phasen eine häufige Quelle für die Beanspruchung von Bauteilen und die Verschlechterung des Materials ist.
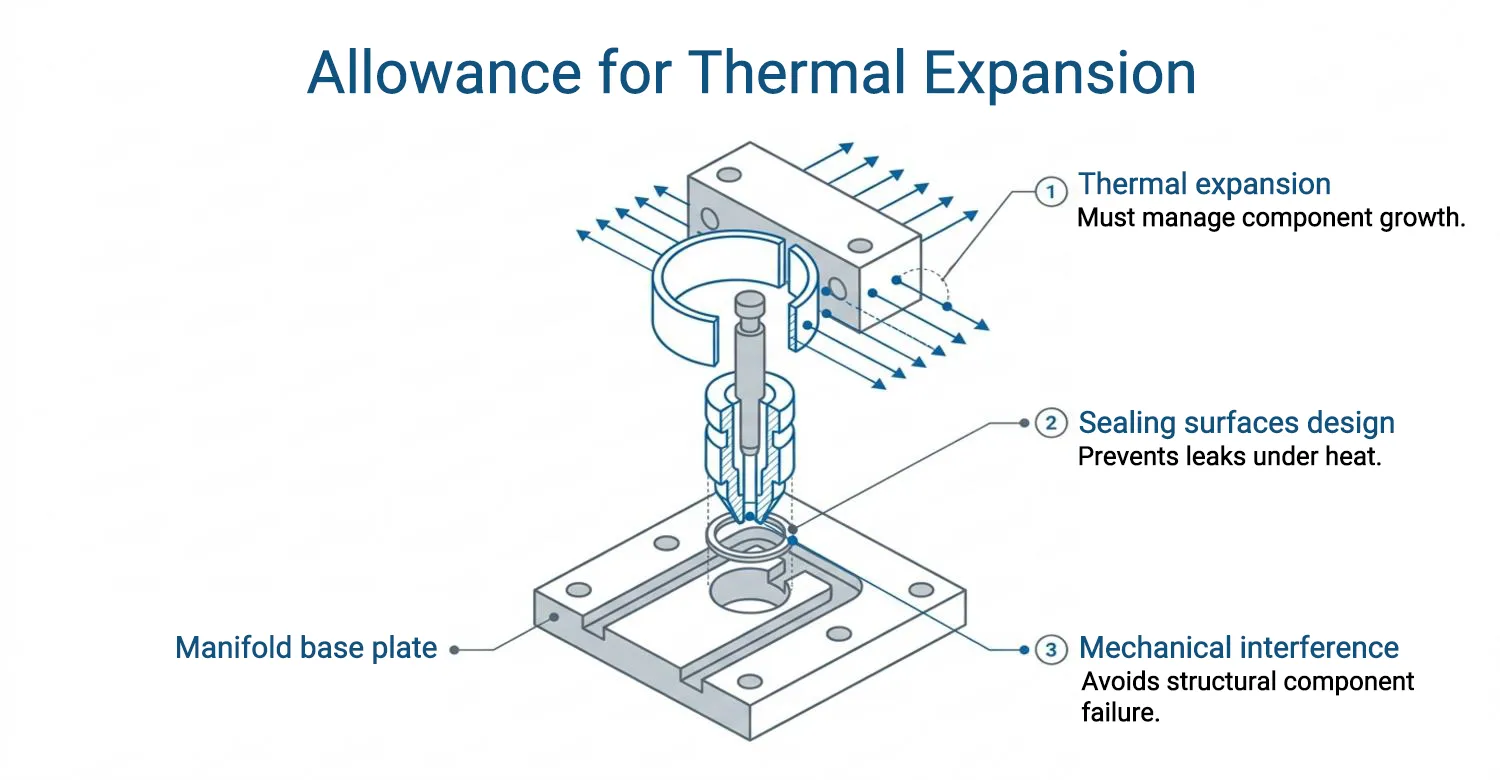
Zulässige Wärmeausdehnung.
Heißspritzsysteme sind im Vergleich zur umgebenden Werkzeugstruktur sehr heiß und erzeugen daher einen Unterschied in der Wärmeausdehnung. Die Verhinderung einer solchen Ausdehnung kann zu mechanischen Störungen, Unterbrechungen oder Verformungen der Dichtungen des Verteilers führen. Die Konstruktion der Dichtungsflächen, der Befestigungselemente und der Fixiereinrichtungen sollte so gestaltet sein, dass sie im gesamten Betriebstemperaturbereich funktionieren. Eine übermäßige Spannungskonzentration, die langfristig zu einem Versagen führt, kann sich in einer Überbeanspruchung der Heißkanalbaugruppe äußern. Dies bedeutet, dass die thermische Ausdehnung bei der Konstruktion der mechanischen Strukturen angemessen berücksichtigt werden muss, nicht nur die thermische.
Entwurfsvalidierung und Risikovermeidung
Der Fluss der simulierten Formen sollte analysiert werden, um das Gleichgewicht der Angusskanäle, den Betrieb des Anschnitts, den Druckbedarf und das thermische Verhalten unter den üblichen Verarbeitungsbedingungen zu ermitteln. Die durch die Simulation getroffene Entscheidung bestimmt die wichtigsten Konstruktionsentscheidungen und verringert die Möglichkeit, Änderungen vorzunehmen, die mit den bereits zu hohen Kosten gebauten Werkzeugen nicht möglich sind. Konstruktionsprüfungen und Komponententests können auch dazu beitragen, mögliche Fehler bei der Abdichtung und mechanischen Unterstützung zu erkennen. [7]. Die Validierung ist ein kontrollierter Prozess, durch den sichergestellt wird, dass das Heißkanal-Einspritzsystem im gesamten Bereich der Betriebsbedingungen wie gewünscht funktioniert.
Analyse der Gesamtkosten
Heißkanäle verursachen höhere Anschaffungs- und Systemkosten als Kaltkanalwerkzeuge; bei den meisten Vergleichen der Gesamtkosten eines Produktionsprogramms wird jedoch die Heißkanalspritzgießmethode bevorzugt. Die Materialeinsparungen durch den Wegfall der Angusskanäle, die Verkürzung der Zykluszeit, die Verbesserung der Teilekonsistenz und die Verringerung der Ausschussraten schlagen sich in der langfristigen Kostenreduzierung nieder. Dennoch müssen die Hersteller genau wissen, dass eine angemessene Konstruktion und Wartung wichtig sind, um die allgemeinen Betriebskosten zu senken. Ein schlecht gewartetes Angusssystem beispielsweise ist störanfällig, was zu Produktionsausfällen führt und die Gesamtbetriebskosten erhöht.
Probleme wie die Kompatibilität mit der Automatisierung, eine geringere Nachbearbeitung und eine bessere Skalierbarkeit der Produktion sollten bei der Betrachtung der Gesamtbetriebskosten ebenfalls berücksichtigt werden. Diese betrieblichen Effizienzen werden im Allgemeinen so berechnet, dass die Erstinvestition in das Produkt kostendeckend ist, was es pro Teil billiger und bei Anwendungen mit mittleren bis hohen Stückzahlen im Allgemeinen lukrativer macht.
Schlussfolgerung
Das Heißkanalspritzgießen ist ein technologisch fortschrittliches und wirtschaftliches Verfahren. Ein gut konzipiertes Heißkanalsystem verfügt über stabile Betriebsparameter, die dazu beitragen, das Betriebsrisiko zu verringern, die Maschinenproduktivität zu steigern und die Gesamtbetriebskosten zu senken. Der Einsatz eines Heißkanalsystems beim Spritzgießen kann als eine robuste und skalierbare Kraft in einem Gesamtkostenansatz in einer anspruchsvollen modernen Produktionsumgebung betrachtet werden.
Referenzen
[1] Peng, F. (2022, 17. Oktober). Heißkanal vs. Kaltkanalspritzguss: Die wichtigsten Unterschiede, die Sie kennen müssen. https://www.rapiddirect.com/blog/hot-runner-vs-cold-runner-injection-mold/
[2] Naum, K. & Conninf, M. (2025, November 2025). Überblick über Heißkanal-Spritzgießsysteme. https://www.xometry.com/resources/injection-molding/overview-of-hot-running-injection-molding-system/
[3] Hitcontrols (2025). Heißkanalsysteme: Vorteile und Nachteile. https://www.hitcontrols.com/hot-runner-system-advantages-and-disadvantages/
[4] NwmCadmin (2019, 26. August). Eine Einführung in Heißkanalsysteme beim Spritzgießen. https://rexplastics.com/plastic-injection-molding/introduction-hot-runner-systems-injection-molding/
[5]Acomould (2022, Juli 14). Auswahl des Heißkanals für Spritzgussformen. https://www.acomold.com/how-to-choose-the-hot-runner-for-injection-mold.html
[6] Proheat (2024, 22. Februar). Was ist ein Heißkanal-Temperaturregler?? https://www.proheatinc.com/blog/what-is-a-hot-runner-temperature-controller
[7] Ruicheng (2024, 4. November). Gefahr von Heißkanälen beim Spritzgießen. https://www.chinaruicheng.com/news/risk-of-hot-runner-in-injection-molding/











