

Eine der technischsten wissenschaftlichen Disziplinen des Spritzgießmaschinenbaus ist die Konstruktion von Heißkanalwerkzeugen. In einem Heißkanal schmilzt das Polymer in einem kontrollierten thermischen Zustand und wird von den Kanälen zwischen der Spritzeinheit und dem Anschnitt eingeschlossen. Diese Form der Architektur verändert grundlegend die Konstruktion von Werkzeugen, den Anschnittplan, die thermische Kontrolle und die anschließende Werkzeugleistung. Bei der Konstruktion eines Heißkanalwerkzeugs sollte ein systemtechnischer Ansatz verfolgt werden, der das Materialverhalten, die Fließmechanik, die thermische Kontrolle und die Herstellbarkeit berücksichtigt.
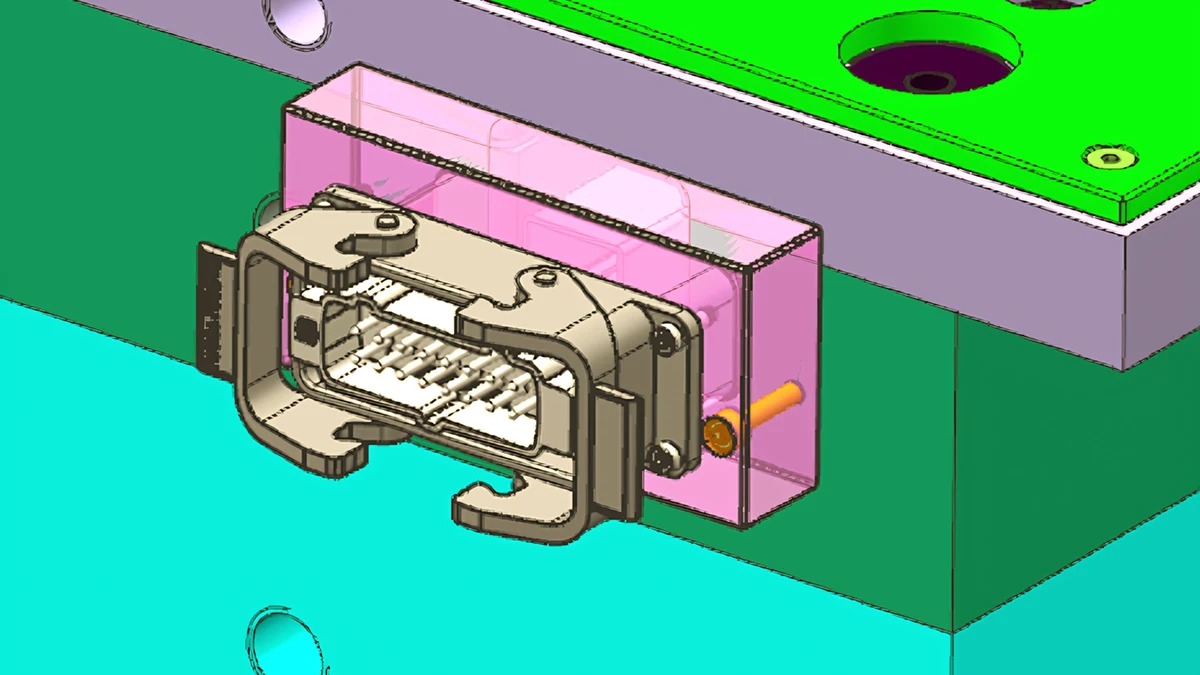
Grundsätze der Architektur von Heißkanalwerkzeugen
Die Düsen, der beheizte Verteiler, die Temperaturregelkomponenten und die Formträgerplatte sind die wichtigsten Bauelemente des Heißkanals. All diese Komponenten müssen unter hohen Temperaturen und hohem Druck in der Umgebung zusammenarbeiten, ohne dass es in Millionen von Formungszyklen zu Maßveränderungen und Ausrichtungsfehlern kommt. [1].
Die Heißkanalkonstruktion mit mehreren Kavitäten verkompliziert die Konstruktion zusätzlich, da die Strömung in allen Kavitäten ausgeglichen sein muss, um das gleiche Teilegewicht, die gleichen Teileabmessungen und die gleiche kosmetische Qualität zu erreichen. Symmetrische Kavitätenanordnungen können ein natürliches Gleichgewicht des Kanalsystems ermöglichen, im Gegensatz zu asymmetrischen Anordnungen, die ein künstliches Gleichgewicht mit Hilfe der Geometrie des Kanals und der thermischen Zonierung erfordern.
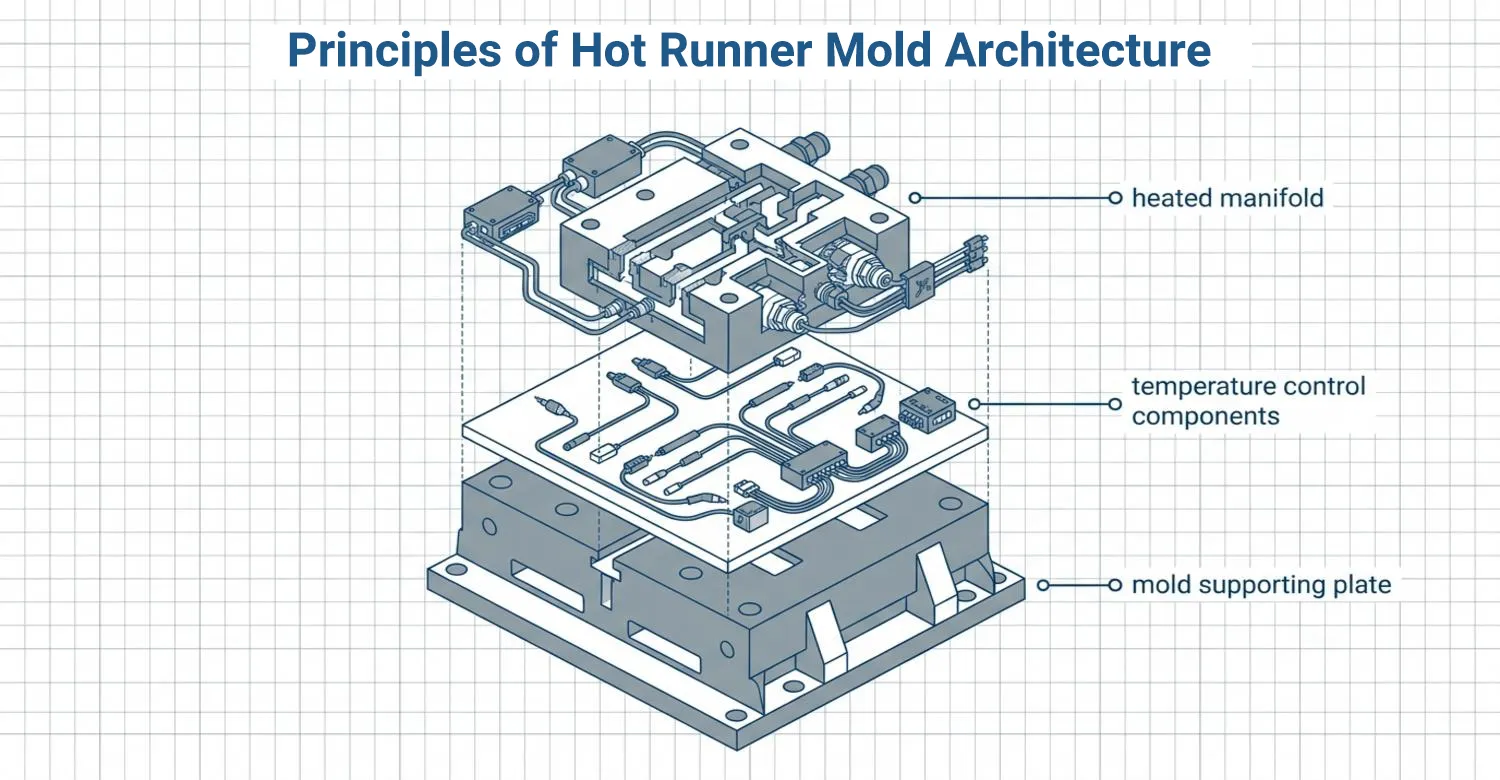
Verteilerbauweise
Der Verteiler ist eine Trägerplattform des Heißkanalsystems in Bezug auf die Verteilung. Bei der Konstruktion des Verteilers geht es um die Realisierung eines gleichmäßigen Schmelzeflusses in alle Düsen mit minimalen Druckverlusten, Schererwärmung und Materialverweilzeit. Die Auslegung der Kanalabmessungen, der Winkel der Verzweigungen und die Abstände der Fließwege müssen so gestaltet werden, dass die rheologischen Bedingungen in allen Kavitäten konstant sind. [2].
Das Problem des Strömungsgleichgewichts ist besonders akut, wenn es um die Konstruktion von Heißkanälen mit mehreren Kavitäten geht. Die hergestellten ausgeglichenen Verteiler beruhen auf einer präzisen Dimensionierung der Kanäle und in einigen Fällen auf einer lokalen Temperaturregelung zur Überwindung der geometrischen Asymmetrie, was eine hochpräzise und thermisch stabile Bearbeitung erfordert.
Die Gleichmäßigkeit des Wärmeflusses und die langfristige Zuverlässigkeit werden normalerweise durch Werkzeugstähle mit hoher Wärmeleitfähigkeit und thermischer Beständigkeit gegen thermische Ermüdung gewährleistet. Die Kombination von Heizungen und Thermoelementen sollte eine angemessene Rückmeldung der Temperatur ermöglichen.
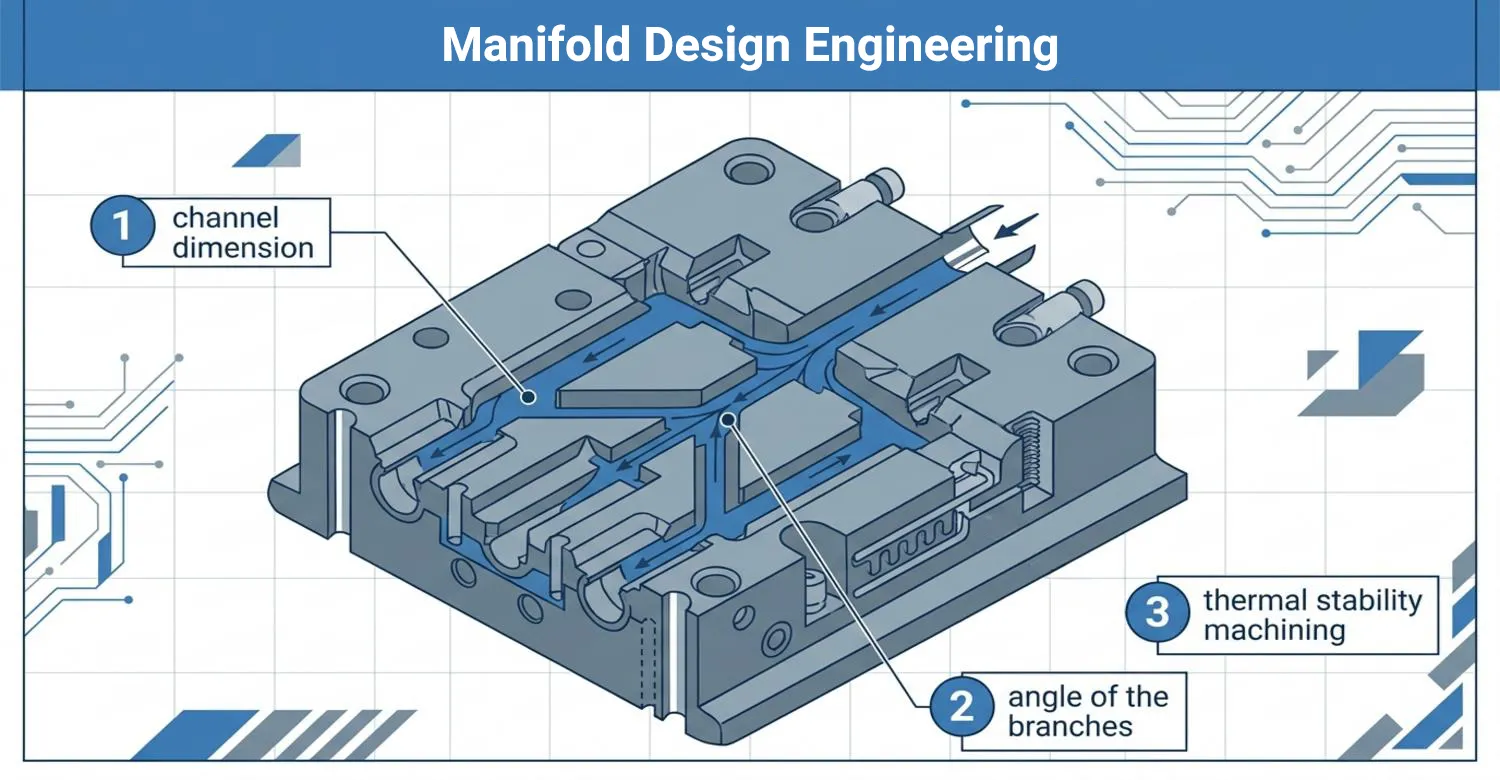
Auswahl der Düsen- und Schieberkonstruktion
Die Gestaltung des Anschnitts des Heißkanalsystems ist eine der wichtigsten Variablen, die die Qualität der Teile, die Zykluszeit und das ästhetische Erscheinungsbild beeinflussen. Die Heißkanalwerkzeuge sollten so konfiguriert werden, dass die Anschnittdesigns auf Polymer, Teile, Dicke, Fließlänge und Ästhetik abgestimmt sind. Nadelverschlüsse sind komplizierter als offene Anschnitte, bieten aber den Vorteil einer präzisen Kontrolle über das Öffnen und Schließen des Anschnitts, z. B. über die Oberflächenbeschaffenheit, weniger Anschnittreste und eine größere Auswahl an Füllschemata, wie z. B. sequentielle Anschnitte.
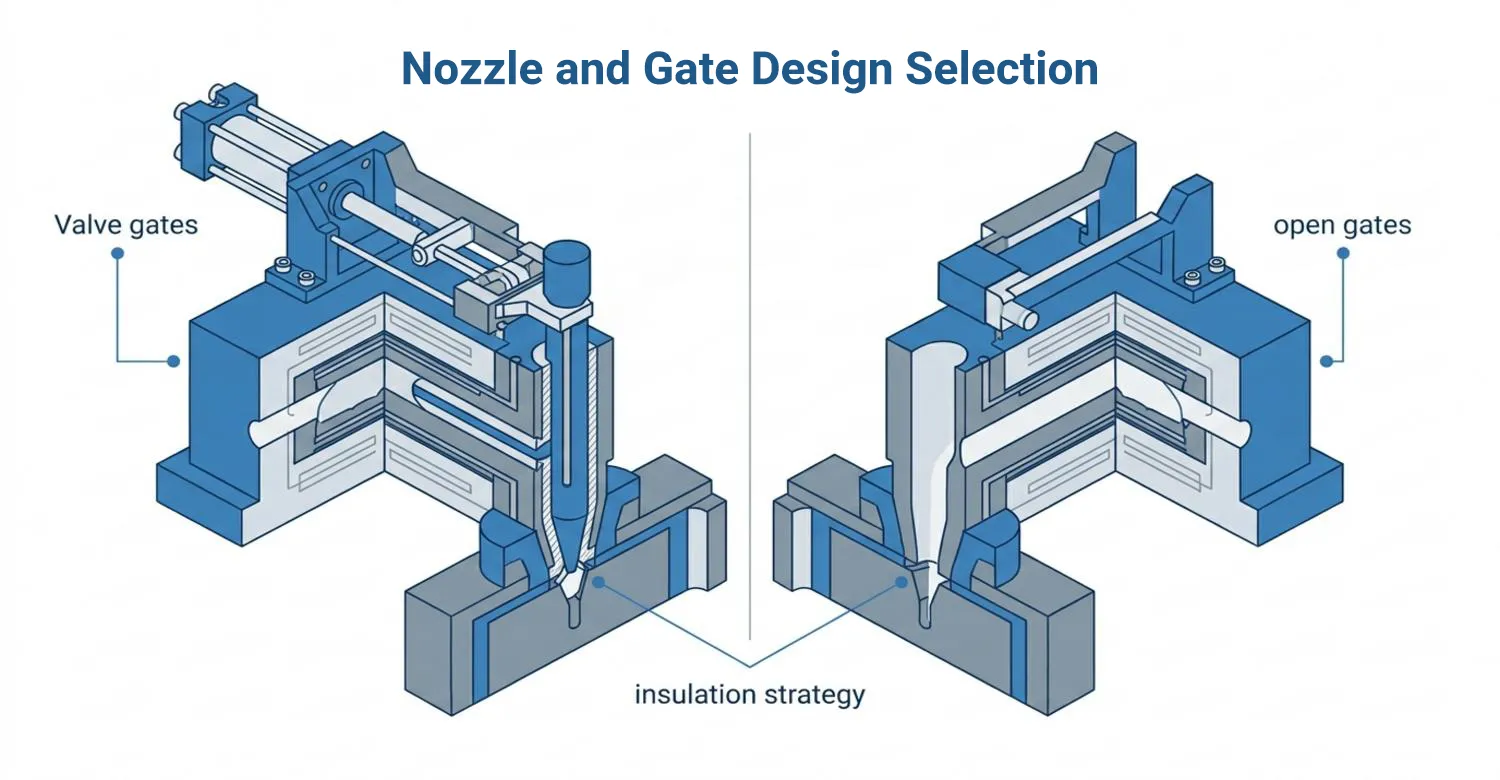
Das Düsendesign ist in dem Sinne frei, dass es einen konstanten Wärmeübergang zwischen dem Verteiler und dem Anschnitt gewährleistet. Die Stabilität der Anschnitttemperatur und das Ansprechverhalten werden von all diesen Faktoren beeinflusst und umfassen die Geometrie der Düse, die Isolierungsstrategie und den Anpressdruck [3]. Wenn hohe Präzision erforderlich ist, wie z. B. bei der Konstruktion von Heißkanalwerkzeugen für medizinische Teile, kann schon die geringste Temperaturänderung am Anschnitt zu Dimensions- oder Materialverschlechterungen führen. Dies würde dazu führen, dass das Düsen- und das Anschnittsystem als eine Einheit und nicht als unabhängige Komponenten konstruiert werden müssten.
Das Thermomanagement-Ökosystem
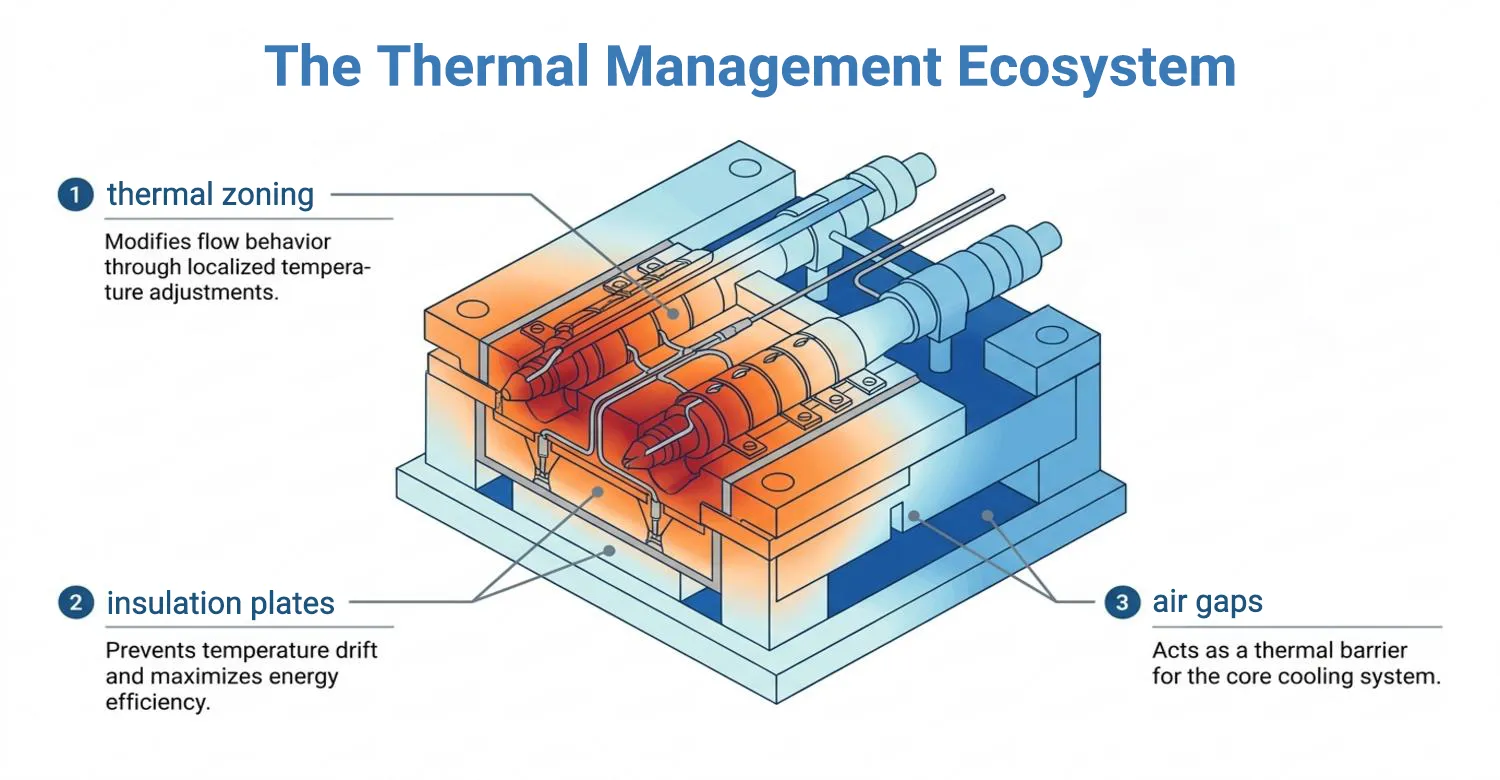
Das System muss die Polymerschmelze auf einer Temperatur halten, die über ihrer Schmelztemperatur im Anguss liegt, und gleichzeitig eine schnelle und gleichmäßige Abkühlung des Formteils gewährleisten. Dadurch entsteht ein komplexes Wärmemanagementsystem mit hochentwickelten Heizungen, Thermoelementen, Isolierungen, Luftspalten und Kühlkanälen.
Die lokale thermische Anpassung durch eine geeignete thermische Zonierung ermöglicht lokale thermische Anpassungen, um das Gleichgewicht von Strömung und Materialverhalten zu verändern. Durch kontrollierte Luftzwischenräume und Isolierplatten sind eine Minimierung des Wärmeverlusts an benachbarte Platten, maximale Energieeffizienz und eine Minimierung der Temperaturdrift möglich. In der Zwischenzeit muss das Kavitäten- und Kernkühlsystem so ausgelegt werden, dass es in der Lage ist, dem Formteil Wärme zu entziehen, ohne die thermische Stabilität des Heißkanalsystems zu beeinträchtigen. Das Fehlen einer thermischen Isolierung kann sich in Form von stückigen Teilen, langen Zyklen und vorzeitiger Entleerung bemerkbar machen.
Fortschrittliche Designstrategien für komplexe Anwendungen
Da die Anforderungen an die Formgebung steigen, hängt die Konstruktion des Heißkanalwerkzeugs von fortschrittlichen Maßnahmen ab, um wiederholbare und reproduzierbare Ergebnisse zu gewährleisten. Sequentielle Nadelverschlüsse werden in der Regel bei kleinen, großen oder kosmetischen Teilen mit dünnen Wänden eingesetzt, um die Fließfront zu kontrollieren und die Bindenähte und inneren Spannungen zu verringern. Besonders weit verbreitet ist sie bei der Konstruktion von Heißkanalwerkzeugen für die Automobilindustrie, wo große Oberflächen und hohe ästhetische Anforderungen eine kontrollierte Strömung erfordern.
Die in der Automobilindustrie eingesetzten Heißkanäle sollten im Dauerbetrieb ohne Maß- und Temperaturschwankungen arbeiten. [4]. Ähnlich verhält es sich mit Teilen, die mit einem Heißkanalwerkzeug hergestellt werden. Hier gelten zusätzliche Einschränkungen in Bezug auf die Reinheit des Materials, extrem enge Toleranzen und die Einhaltung gesetzlicher Vorschriften. Einige der Lösungen, die bei medizinischen Werkzeugen zum Einsatz kommen, sind verkürzte Verweilzeiten, polierte Fließlinien und eine unnötige Temperaturkontrolle, um die Wahrscheinlichkeit von Materialkorrosion und Kontamination zu verringern.
Simulation und Analyse im Entwurf
Die Fließanalyse von Heißkanalwerkzeugen ist besonders hilfreich bei Werkzeugen mit mehreren Kavitäten, bei denen die geringste Unwucht zu erheblichen Qualitätsveränderungen bei ungleichen Kavitäten führen kann. Neben der Fließanalyse werden auch thermische und strukturelle Simulationen verwendet, um die Temperaturverteilung im Verteiler sowie den Einfluss der thermischen Ausdehnung auf die Abdichtung und Ausrichtung zu berechnen. Solche Analysen können den Ingenieuren helfen, potenzielle Hot Spots, tote Zonen oder mechanische Spannungen zu identifizieren, die die langfristige Zuverlässigkeit beeinträchtigen können. Durch die frühzeitige Einbeziehung der Simulation in den Konstruktionsprozess wird die Wahrscheinlichkeit von Fehlentwicklungen verringert, die Inbetriebnahmezeiten werden verkürzt und die Ausbeute bei den Formversuchen wird verbessert.
Design für Herstellbarkeit, Wartung und Langlebigkeit (DFM/DFL)
DFM in Heißkanalsystemen ist nicht auf die Teilegeometrie beschränkt, sondern wird auf die übrige Werkzeugbaugruppe ausgedehnt. Die fertigungsgerechte Konstruktion (DFM) von Heißkanälen konzentriert sich auf Standardkomponenten, Herstellbarkeit, Präzision und kostengünstige Bearbeitung [5]. Zu komplexe Entwürfe bringen keinen Mehrwert für die Leistung, sondern stellen eher einen Risikofaktor dar, ganz zu schweigen von einer zusätzlichen Vorlaufzeit.
Beim Design for Life (DFL) liegt der Schwerpunkt auf der Wartungsfreundlichkeit, der Zugänglichkeit der Teile, dem Verschleiß und der Beständigkeit gegen thermische Ermüdung. Die Heizung und die Thermoelemente sollten leicht austauschbar sein, ohne das gesamte Werkzeug zu zerreißen, und die Schnittstellen sollten so abgedeckt sein, dass sie zahlreichen Temperaturwechseln ausgesetzt werden können, ohne zu brechen. Ausfallzeiten, die mit der Wartung von Heißkanälen in großen Produktionsmengen verbunden sind, können äußerst kostspielig sein, und DFM- und DFL-Faktoren sind für den Erfolg eines Projekts im Allgemeinen ziemlich wichtig.
Design-Prozess: Vom Teiledruck zur Produktion
Die Konstruktion von Heißkanalwerkzeugen beginnt mit einer Übersichtslektüre des Teiledrucks, die Geometrie, Toleranzen, Form und Funktionsanforderungen umfasst. Diese Informationen sind nützlich für die Auslegung der Kavitäten, die Anschnittstrategie und die Architektur des Angusses. Die konzeptionellen Entwürfe werden durch Simulation und Entwurfsprüfung verifiziert, um die Annahmen zu demonstrieren und die potenziellen Risiken zu identifizieren.
Sobald der Entwurf abgeschlossen ist, wird er in ein greifbares Gerät umgewandelt und durch Werkzeugversuche und Prozessoptimierung feinabgestimmt. Nur bei einem strengen, wiederholbaren Verfahren kann das Heißkanalsystem in der realen Produktion wie vorgesehen funktionieren, um eine konstante Qualität und eine gleichbleibende Zykluszeit zu gewährleisten.
Der Unterschied zwischen der Konstruktion von Heiß- und Kaltformen
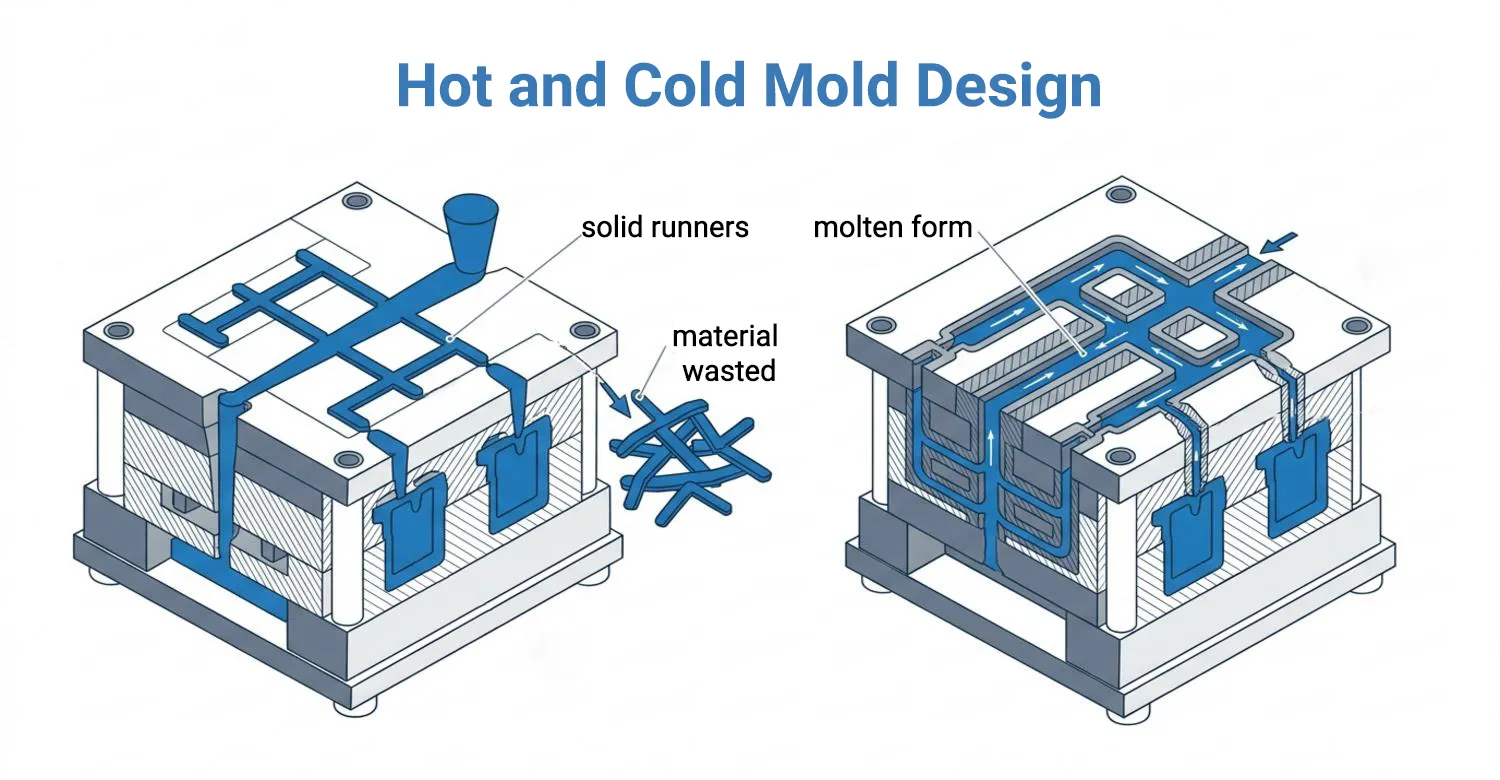
Das kalte Formkanalsystem wird nicht beheizt, und das Polymer erstarrt in geschmolzenem Zustand zusammen mit dem zu formenden Teil. Die festen Angüsse werden ausgeworfen und in der Regel nachgeschliffen oder weggeworfen, weshalb kalte Formen mechanisch nicht so schwierig zu konstruieren sind. Bei der Konstruktion von Heißformen hingegen werden heiße Verteiler und Düsen verwendet, um sicherzustellen, dass das Polymer in geschmolzenem Zustand bleibt, wenn es unter hohem Druck in den Anschnitt gepresst wird, so dass eine Verfestigung der Angüsse nicht erforderlich ist und große Mengen an Material verschwendet werden.
Operatives Grundprinzip
Kaltformen sind einfacher und robuster in ihrem Design und ihrer Konstruktion; es sind weniger Komponenten und weniger Anforderungen an die thermische Kontrolle erforderlich. Die Abmessungen und die Anordnung der Angusskanäle sollten so gestaltet sein, dass sie einen angemessenen Durchfluss bieten und bei moderatem Materialverbrauch aktiv sind, insbesondere bei Mehrkavitätenwerkzeugen. Ein weiterer Bereich, der eine hohe technische Komplexität mit sich bringt, ist die Konstruktion der Heißform, bei der sich die Konstrukteure mit dem thermischen Wachstum, der Feinabstufung der Temperatur und der Trennung zwischen heißem und kaltem Fluss befassen müssen. Diese Komplexität erhöht zwar die Werkzeugkosten, ermöglicht aber eine strengere Kontrolle der Prozesse und sorgt für eine bessere Konsistenz bei der Produktion großer Mengen. [6].
Entwurfskomplexität und Anfangskosten
Die Diskrepanz bei den Auswirkungen auf die Qualität der Teile und die Effizienz der Arbeit kennzeichnet auch das Design von Heiß- und Kaltformen. Kalte Formen können eine längere Zykluszeit verursachen, da das Teil und der Anguss gekühlt werden müssen. Die Zykluszeit wird durch den Einsatz von Heißformen ebenfalls minimiert, da lediglich das Formteil gekühlt wird, was die Wiederholbarkeit und eine bessere Kontrolle über die Packung und das Einfrieren des Anschnitts ermöglicht. Höhere Anschnitte, wie z. B. Nadelverschlüsse, sind ebenfalls nur in Heißgießsystemen zu finden und ermöglichen eine bessere Qualität der Kosmetik und der Durchflusskontrolle in extrem anspruchsvollen Prozessen.
Auswirkungen auf Teilequalität und Produktionseffizienz
Letztendlich sind das Produktionsvolumen, die Kosten des zu verwendenden Materials, die Komplexität des Teils und die geforderte Qualität ausschlaggebend für die Entscheidung, eine Heiß- oder eine Kaltform zu konstruieren. [7]. Die kalten Formen bleiben bei Programmen mit kleinen bis mittleren Stückzahlen effizient. Der Grund für die Verwendung von Heißformen liegt in der Regel in hohen Stückzahlen oder bei hohem Präzisionsdruck, wobei weniger Material im Prozess verschwendet wird, die Zyklen minimiert werden und der Prozess präziser ist, anstatt die Kosten für die Erstinvestition zu minimieren. Die oben erwähnten Kompromisse ermöglichen es den Ingenieuren, unter den bestehenden Ansätzen für die Strategie der Formgestaltung denjenigen auszuwählen, der sowohl für die technischen als auch für die wirtschaftlichen Ziele am besten geeignet ist.
Richtlinien für Heißkanaldesign und exzellente Produktion
Eine exzellente Philosophie der Heißkanalkonstruktion zielt auf den gemeinsamen Aufbau des Systems, die Stärke des Verfahrens und die finanzielle Stärke auf lange Sicht. Aktive Konstruktionen erkennen, dass die Korrelation zwischen der Anordnung der Angüsse, der Wahl der Anschnitte, der thermischen Kontrolle und der Herstellbarkeit keine unabhängige Variable ist, sondern eine korrelierte Variable. Wenn diese Faktoren bei der Konstruktion synergetisch zusammenwirken, erhält man eine Form, die eine gleichmäßige Verarbeitung, einen geringeren Materialabfall und Teile von höchster Qualität ermöglicht.
Die Konstruktion des Heißkanalwerkzeugs wird nie für sich allein optimiert, sondern die gesamte Konstruktion wird in einem bestimmten Stadium der Konstruktion systematisch durchgeführt. Da die Fließanalyse der Heißkanäle mit Hilfe der Architekturplanung durchgeführt wird und die Detaillierung der Heißkanäle mit Hilfe von DFM und einem besseren Anschnittkonzept erfolgt, wird jede der Entscheidungen von der anderen beeinflusst. Eine solche ganzheitliche Sichtweise auf anspruchsvolle Sektoren wie die Automobil- und Medizintechnikproduktion würde letztlich zu technischer Strenge führen und die Produktion zum Erfolg führen.
Referenzen
[1] Tan, K. (2022, 16. Mai). Aufbau des Heißkanalsystems. https://duytanmold.com/en/structure-of-hot-runner-system.html
[2] MHS (2025). Grundlagen des Heißkanals.
[3] Proheat (2023, 16. November). Was ist eine Heißkanaldüse? https://www.proheatinc.com/blog/what-is-a-hot-runner-nozzle
[4] Mold Masters (2025). Automobilindustrie. https://www.moldmasters.com/automotive
[5] Biomerics (2025). Der Schlüssel zu qualitativ hochwertigen Gussteilen: Einwandfreies Heißkanalsystem. https://biomerics.com/center-of-excellence/the-key-to-good-quality-molded-parts-a-proper-hot-runner-system/
[6] Nanoplas (2025). Kaltkanalsysteme im Vergleich zu Heißkanalsystemen. https://nanomoldcoating.com/cold-runner-vs-hot-runner-molding-systems/
[7] Fictiv (2023, 5. August). Heißkanal vs. Kaltkanalformen. https://www.fictiv.com/articles/hot-runner-vs-cold-runner-molds











