
Le moulage par injection à canaux chauds est un procédé de fabrication relativement nouveau qui améliore l'utilisation des matériaux et la qualité des pièces lors du moulage par injection. Le moulage par injection avec un système de canaux chauds permet d'éliminer les déchets des coureurs, d'améliorer le flux des matériaux et de soutenir les activités de l'entreprise. production en grande quantité. Cette discussion décompose le processus de moulage par injection à canaux chauds pour aider à comprendre le processus de moulage, les avantages techniques, les défis de fabrication et le coût total.
Le processus de moulage par canaux chauds
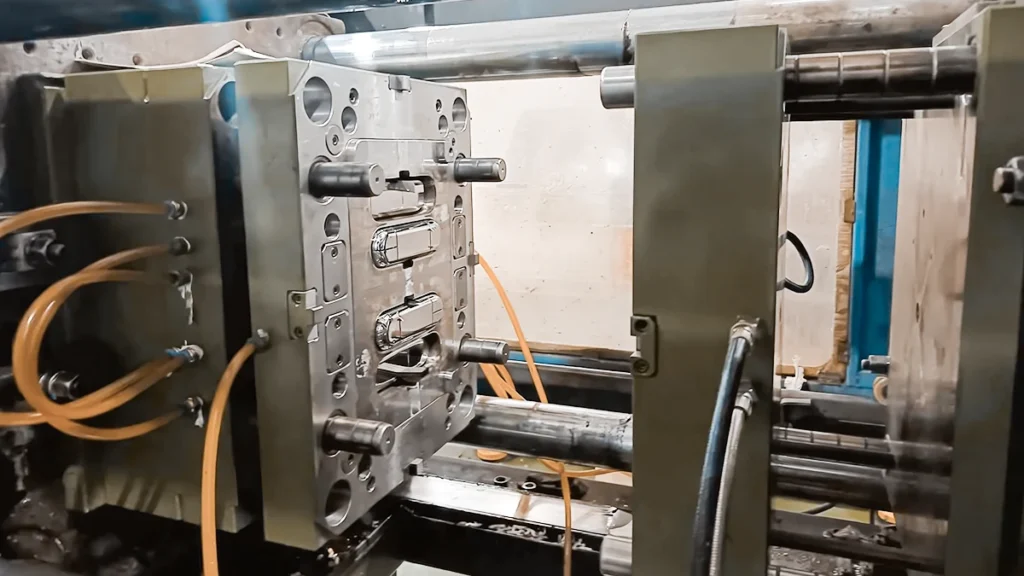
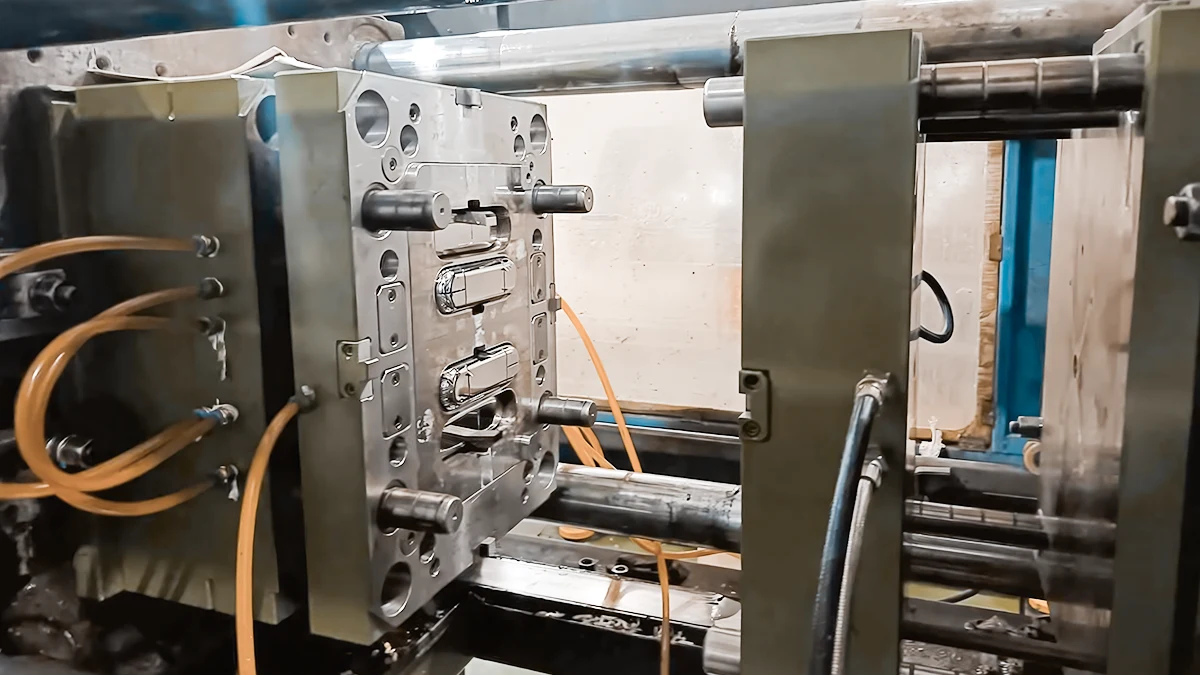
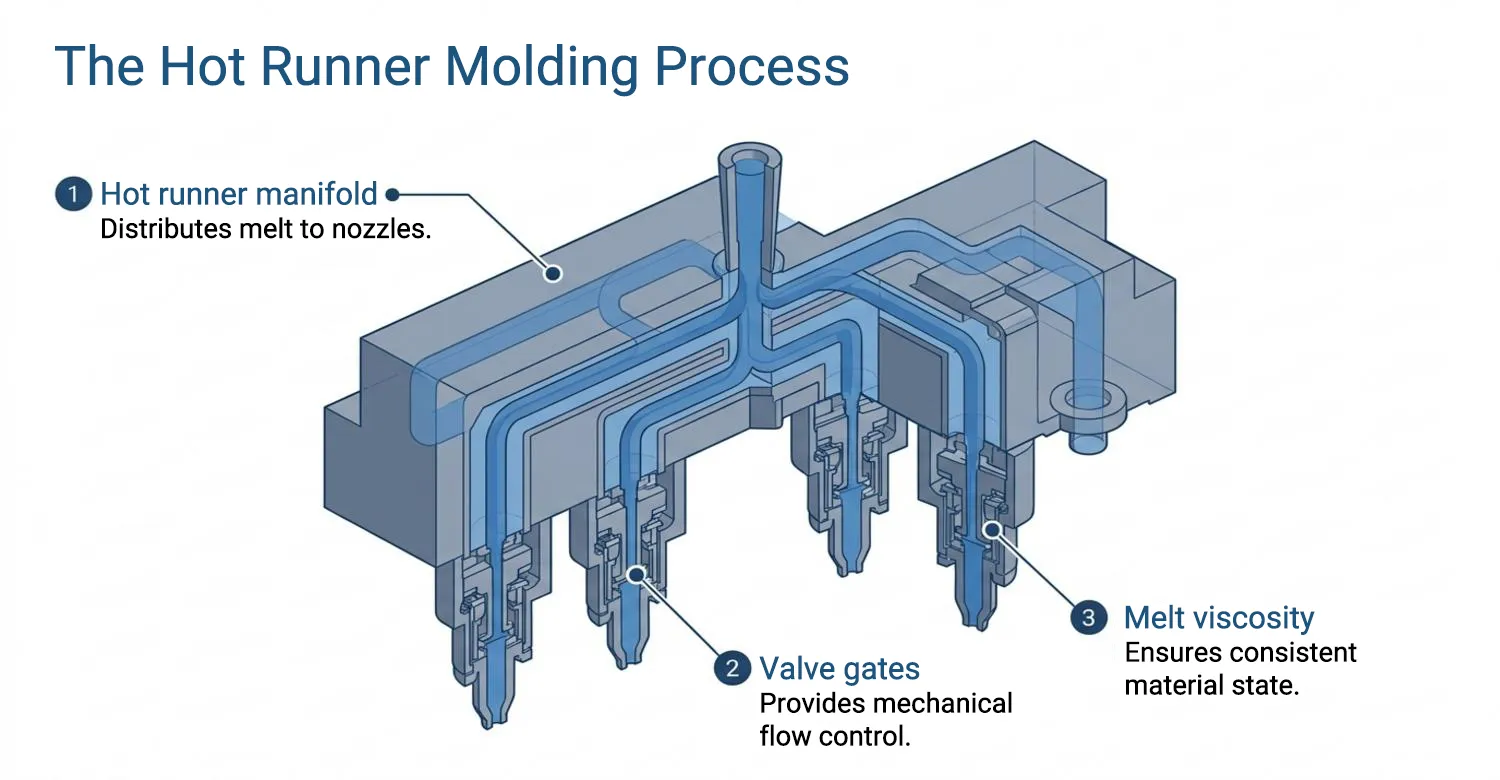
Contrairement aux moules à injection à froid, où le moule est durci et éjecté, le moulage par injection à chaud maintient le système de canaux à l'état fondu. [1]. Des conditions de cisaillement et de température contrôlées sont utilisées pour plastifier le cylindre d'injection, les granulés de plastique étant ensuite transférés dans le collecteur à canaux chauds, où la matière fondue est répartie dans les buses.
Les buses sont dotées d'un thermostat qui maintient la viscosité de la matière fondue à un niveau fixe et assure une solidification régulière. Des vannes thermiques ouvertes ou des vannes à clapet sont utilisées pour forcer le polymère fondu à travers la cavité. [2]. Il s'agit de systèmes commandés par des vannes qui assurent un contrôle mécanique de l'ouverture et de la fermeture des vannes, ce qui permet de contrôler le flux, d'améliorer l'équilibre des cavités et la finition de la surface. Lorsque la pièce moulée est refroidie et solidifiée dans la cavité, le système à canaux chauds reste à la température de traitement, ce qui permet de passer directement au cycle suivant après l'éjection.
Les avantages du moulage par canaux chauds
L'efficacité des matériaux, la cohérence du processus et la qualité de la pièce sont les principaux avantages du moulage par injection à canaux chauds. L'élimination des canaux froids permet non seulement de réduire la consommation de matières premières, mais aussi d'éviter la gestion de la matière rebroyée. Les canaux chauds réduisent la durée du cycle car les canaux solides n'ont pas besoin d'être refroidis et expulsés.
D'un point de vue qualitatif, la similarité de la température de la matière fondue au point d'injection minimise la variation de la viscosité et le calage de l'écoulement, ce qui entraîne une diminution des lignes de soudure et des marques d'enfoncement, ainsi qu'une plus grande stabilité dimensionnelle. [3]. Le fait qu'il soit possible de réguler la synchronisation et la séquence des systèmes à vanne porte la qualité cosmétique et la flexibilité de la conception des pièces et des moules à un niveau encore plus élevé. Ceci est particulièrement propice au moulage à canaux chauds puisqu'il peut être bien utilisé dans les outils des programmes de production à grande cavité et à grand volume.
Inconvénients du moulage par canaux chauds
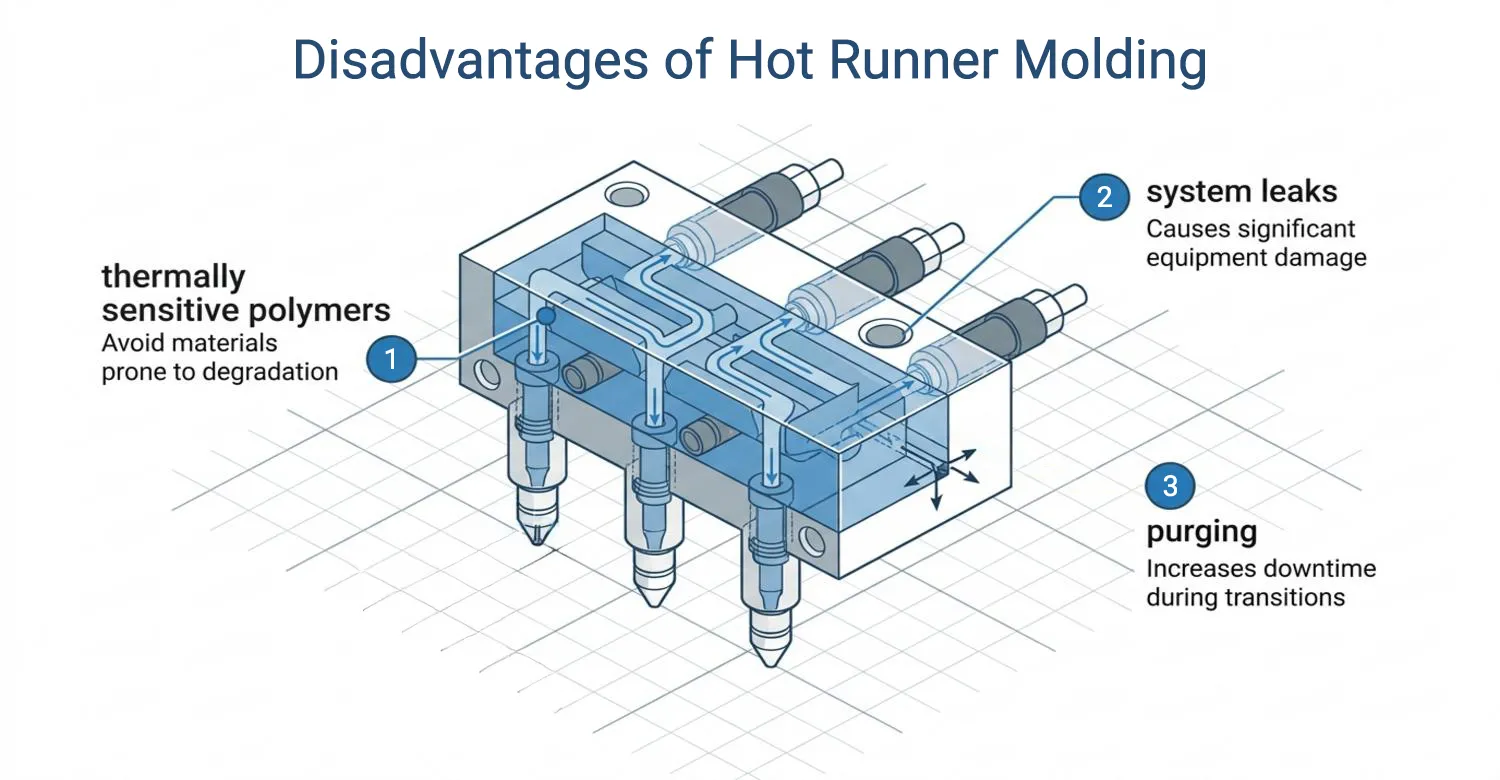
L'une des principales limites du moulage par injection à canaux chauds est l'impossibilité d'utiliser des polymères thermosensibles. Ces polymères sont également sensibles à la chaleur et se dissolvent donc lorsqu'une chaleur importante est générée dans le collecteur. L'autre inconvénient de ces systèmes est qu'ils nécessitent une purge trop importante pour effectuer les changements de couleur. Ils nécessitent également un personnel très expérimenté car leur conception est complexe. Les systèmes à canaux chauds sont également chers à l'achat et l'outillage est coûteux. Les composants des canaux chauds subissent des dommages importants en cas de panne. Par exemple, le plastique fondu abîme l'assemblage et empêche la production en cas de fuite du système, ce qui entraîne des temps d'arrêt.
Contrôle des processus et paramètres critiques
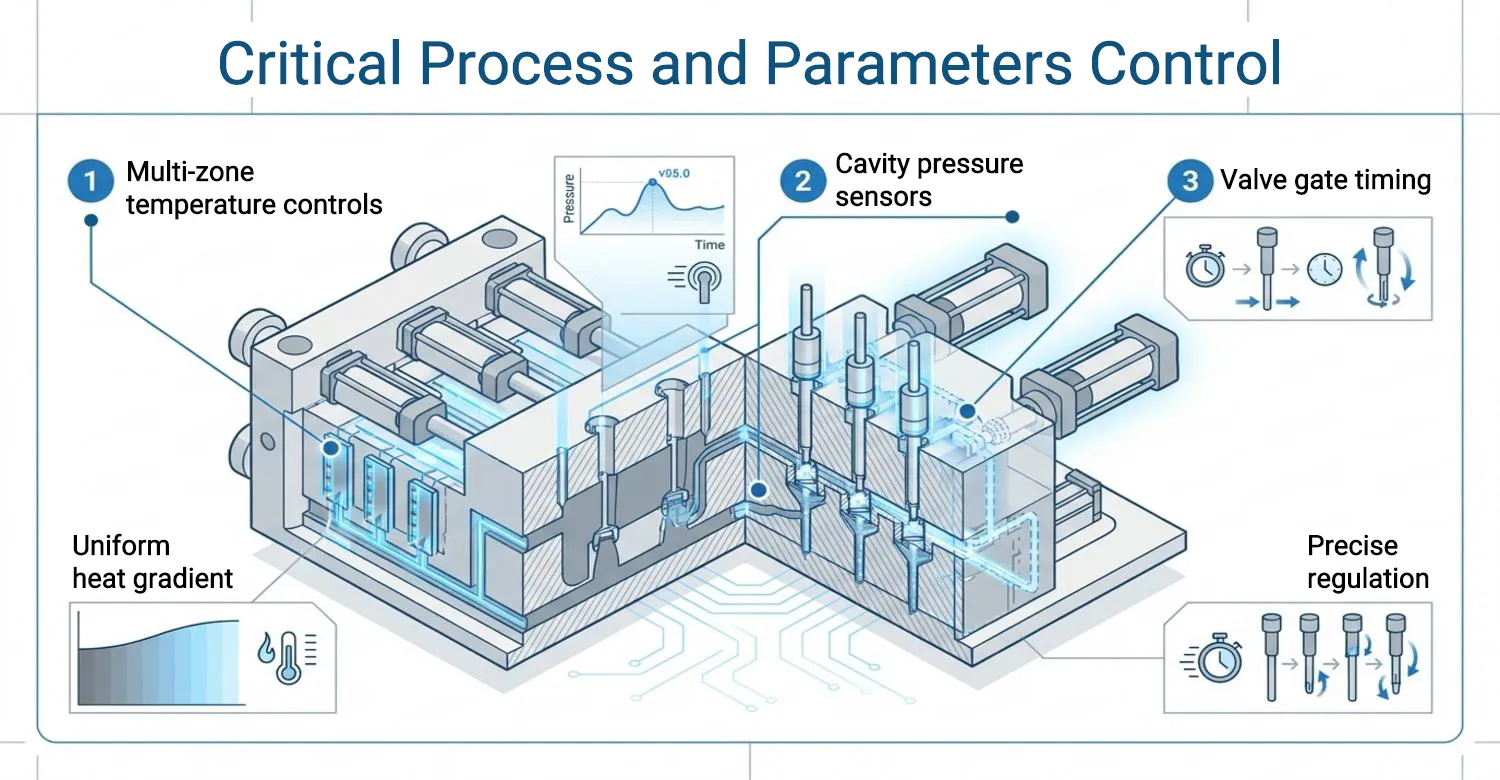
Un processus critique et un contrôle des paramètres lors de l'utilisation de systèmes d'injection à chaud consistent à maintenir la température de la matière fondue dans l'ensemble du collecteur et des buses afin d'éviter un déséquilibre des conditions thermiques, un remplissage inégal, une variation des pièces ou une dégradation du matériau. Il doit y avoir une bonne adéquation entre le taux d'injection et le profil de pression afin de remplir la cavité au maximum et, en même temps, d'éviter d'exposer le polymère à une force de cisaillement excessive, qui peut être préjudiciable au polymère.
Les paramètres de garnissage et de maintien sont importants dans la régulation du retrait et des contraintes internes ; en particulier, les vannes des canaux chauds ne sont pas solidifiées immédiatement comme celles des canaux froids. La synchronisation des vannes, le mouvement des goupilles et le séquençage ont une influence sur les résultats cosmétiques et l'équilibre du flux. Des capteurs de pression dans les cavités, des contrôles de température multizones et un système de retour d'information en boucle fermée sont souvent utilisés dans les opérations de moulage à canaux chauds haut de gamme afin de maintenir des conditions constantes et reproductibles lors de longs cycles de production. [4].
Relever les défis et trouver des solutions en matière de production
Pour résoudre les problèmes liés aux canaux chauds, les moules doivent être bien conçus et les processus étroitement contrôlés. Il est nécessaire de bien équilibrer la disposition des canaux, de sélectionner correctement les portes et de répartir correctement les exigences thermiques. Le choix des matériaux doit tenir compte de la stabilité thermique de la résine et de sa sensibilité à une exposition prolongée à la chaleur. L'inspection des réchauffeurs, des thermocouples, des joints et des vannes doit être effectuée à l'avance afin de réduire les temps d'arrêt et de garantir la stabilité à long terme. La phase de conception de la analyse du flux des moules contribuera également à l'élimination d'un risque puisqu'elle garantira que l'équilibre du débit et les besoins en pression sont satisfaits avant la construction de l'outillage.
Pleins feux sur les applications
Le moulage par injection à canaux chauds est un processus très répandu dans les industries où la qualité, l'efficacité et la répétabilité revêtent une grande importance. La production de équipement de salle blanche dans l'industrie médicale s'appuie sur le moulage par injection à canaux chauds, qui minimise la manipulation et le risque de contamination du matériau, tout en préservant la qualité des pièces. Les canaux chauds sont utilisés par les constructeurs automobiles en raison des moules à forte cavitation qui permettent de produire des pièces intérieures, extérieures et fonctionnelles dans des tolérances réduites. Un exemple est la production de tableaux de bord et de pièces intérieures avec des formes et des trous absurdes.
Dans l'électronique grand public, le moulage à canaux chauds est appliqué à la production de boîtiers à parois minces, des composants sensibles sur le plan cosmétique, en réduisant le nombre de lignes de soudure et de défauts de surface. La technologie des canaux chauds est également utilisée dans la fabrication de matériaux d'emballage à grande échelle. Les systèmes à canaux chauds constituent également un choix viable lorsque la production de masse est envisagée, car le facteur d'automatisation permet aux machines de fonctionner 24 heures sur 24, 7 jours sur 7, avec une supervision minimale, voire inexistante.
Considérations relatives à la conception pour la fabrication (DFM) des canaux chauds
Dès la première étape du processus de conception, les décisions de conception ont une incidence directe sur la qualité des pièces, la stabilité des processus, les exigences en matière de maintenance et le coût total de possession. Un bon système de canaux chauds n'est toutefois pas un ajout ; il s'agit plutôt d'un élément de la stratégie générale de conception des moules et des pièces.
Compatibilité thermique et choix des matériaux
Le matériau à injecter dans les systèmes à canaux chauds est le premier élément à prendre en compte lors de la conception. Le temps de séjour de la chaleur et l'homogénéité de la température doivent être pris en compte lors de l'utilisation de matériaux sensibles à la chaleur tels que le PVC, le POM ou des grades ignifuges spécifiques afin d'éviter la décoloration ou la dégradation des molécules. [5]. Les matériaux de construction du système à canaux chauds doivent résister à une exposition prolongée à des pressions et des températures élevées. Le fait que le comportement du polymère soit en contradiction avec la conception thermique des canaux chauds est l'une des raisons les plus courantes de l'instabilité du système et de son arrêt prématuré.
Disposition du collecteur et des buses
L'équilibre du flux, la perte de pression et l'homogénéité thermique sont déterminés par la disposition géométrique du collecteur et des buses. Dans un moule multi-empreintes, L'équilibrage des chemins de roulement est nécessaire pour que le temps d'arrivée de la matière fondue et la pression dans chaque cavité soient identiques, en particulier. Une asymétrie, même mineure, de la longueur ou de la section transversale des glissières entraînerait un déséquilibre de la cavité, ce qui se traduirait par une variation dimensionnelle, des défauts esthétiques ou un emballage peu fiable.
Le choix et l'emplacement des buses doivent être déterminés en fonction de la géométrie des pièces, de la nature des portes et de l'espace disponible dans les moules. Pour faciliter la croissance de la nature thermodynamique ainsi que la charge mécanique dans les circonstances de fonctionnement, le collecteur et le système de buses doivent être conçus pour créer un système unique.
Type et conception de la porte
La conception de la vanne est l'un des aspects les plus importants de la performance des systèmes d'injection à canaux chauds. Le choix des vannes thermiques se porte sur les vannes ouvertes ou les vannes à clapet, en fonction des exigences en matière de pièces, de cosmétique et de contrôle du processus. La régulation thermique est utilisée pour contrôler le flux dans les vannes ouvertes, qui sont moins précises dans le contrôle des vestiges de la vanne et du séquençage du flux, et qui sont moins coûteuses et plus faciles à contrôler. La position des vannes doit viser à réduire les lignes de soudure dans les zones structurellement ou esthétiquement sensibles et doit contribuer à assurer un processus de refroidissement uniforme.
Contrôle de la température et thermorégulation
Le système doit être en mesure de maintenir le polymère dans une bande de température étroite pour obtenir la viscosité et empêcher la dégradation. [6]. Une régulation de la température multizone est nécessaire pour tenir compte des disparités de perte de chaleur entre le collecteur, les buses et les zones d'entrée. Des circuits de chauffage mal construits ou une faible isolation peuvent entraîner des points chauds, ou une dérive vers de longues séries de production entraînera des points froids.
Les thermocouples doivent être dotés de capteurs capables d'indiquer la température de la matière fondue et non celle des composants externes. Si le capteur est mal placé, il donne des lectures erronées et un contrôle irrégulier du processus. Le comportement au démarrage et à l'arrêt peut également être considéré comme un élément important d'une conception thermique réussie, car le gradient thermique au cours de l'une ou l'autre de ces étapes est une source courante de stress sur les composants et de dégradation des matériaux.
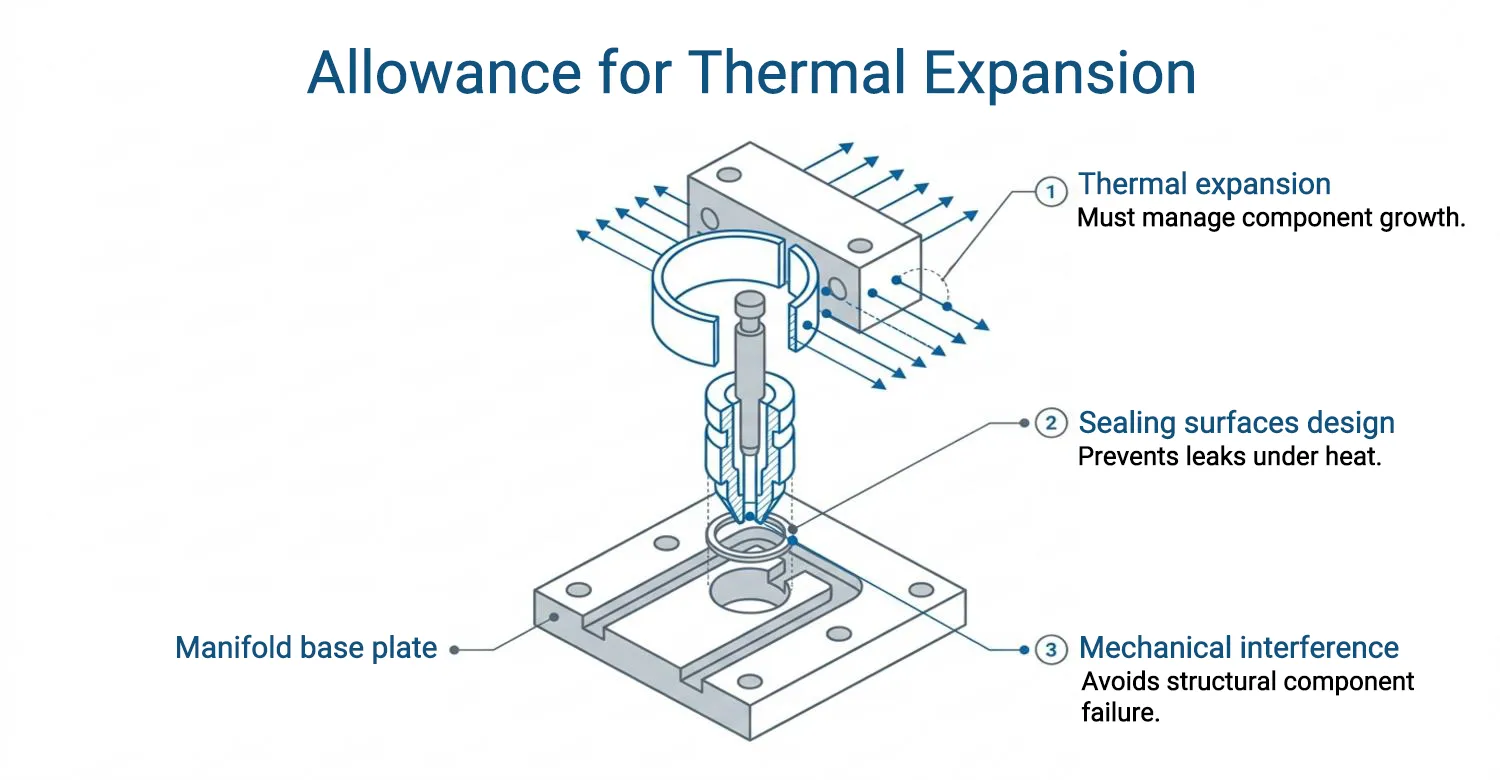
Prise en compte de la dilatation thermique.
Par rapport à la structure du moule qui les entoure, les systèmes d'injection à chaud sont très chauds et génèrent donc une différence de dilatation thermique. La prévention d'une telle dilatation peut entraîner des interférences mécaniques, des perturbations ou des déformations des joints d'étanchéité du collecteur. La conception des surfaces d'étanchéité, des fixations et des éléments de positionnement doit être telle qu'elle fonctionne dans toute la plage de température de fonctionnement. Une concentration excessive de contraintes entraînant une défaillance à long terme peut apparaître lorsque l'assemblage du canal chaud est soumis à des contraintes excessives. Cela implique que la dilatation thermique doit être prise en compte de manière appropriée lors de la conception des structures mécaniques, et pas seulement sur le plan thermique.
Validation de la conception et prévention des risques
L'écoulement des moules simulés doit être analysé afin d'établir l'équilibre des patins, le fonctionnement de la porte, la demande de pression et le comportement thermique dans les conditions de traitement courantes. La décision prise par la simulation est celle qui détermine les principales décisions prises lors de la conception et réduit la possibilité d'apporter des modifications qui ne peuvent pas être faites avec l'outillage qui a été construit à un coût élevé. Les revues de conception et les essais de composants peuvent également aider à identifier les défaillances éventuelles de l'étanchéité et du support mécanique [7]. La validation est un processus contrôlé qui permet de s'assurer que le système d'injection à canaux chauds fonctionnera dans toute la gamme des conditions d'exploitation souhaitées.
Analyse du coût total
Les canaux chauds impliquent un coût initial d'équipement et de système plus élevé que les moules à canaux froids ; cependant, dans la plupart des comparaisons du coût total d'un programme de production, le mode de production du moulage par injection à canaux chauds est privilégié. Les économies de matière réalisées grâce à l'élimination des canaux, la réduction de la durée du cycle, l'amélioration de la consistance des pièces et la réduction des taux de rebut sont autant d'éléments qui contribuent à la réduction des coûts à long terme. Néanmoins, les fabricants doivent être bien informés du fait qu'une conception et un entretien appropriés sont importants pour réduire le coût général de possession. Par exemple, un système de coulisseau mal entretenu sera susceptible de tomber en panne, ce qui contribuera à l'arrêt de la production et à l'augmentation du coût global de possession.
Des problèmes tels que la compatibilité avec l'automatisation, la réduction du post-traitement et l'amélioration de l'évolutivité de la production doivent également être pris en considération dans le cas d'un examen du coût total de possession. Ces gains d'efficacité opérationnelle sont généralement calculés de manière à rentabiliser le premier investissement dans le produit, ce qui le rend moins cher par pièce et plus lucratif en général pour les applications à volume moyen ou élevé.
Conclusion
Le moulage par injection à canaux chauds est un procédé technologiquement avancé et économique. Un système à canaux chauds bien conçu présente des paramètres de fonctionnement stables qui contribuent à réduire les risques opérationnels, à augmenter la productivité de la machine et à réduire le coût total de possession. L'utilisation d'un système à canaux chauds dans le moulage par injection peut être considérée comme une force robuste et évolutive dans une approche de coût total dans un environnement de production moderne exigeant.
Références
[1] Peng, F. (2022, 17 octobre). Moule d'injection à canaux chauds ou à canaux froids : Différences clés à connaître. https://www.rapiddirect.com/blog/hot-runner-vs-cold-runner-injection-mold/
[2] Naum, K. et Conninf, M. (2025, novembre 2025). Vue d'ensemble des systèmes de moulage par injection à chaud. https://www.xometry.com/resources/injection-molding/overview-of-hot-running-injection-molding-system/
[3] Hitcontrols (2025). Systèmes de canaux chauds : Avantages et inconvénients. https://www.hitcontrols.com/hot-runner-system-advantages-and-disadvantages/
[4] NwmCadmin (2019, 26 août). Introduction aux systèmes de canaux chauds dans le moulage par injection. https://rexplastics.com/plastic-injection-molding/introduction-hot-runner-systems-injection-molding/
[5]Acomould (2022, 14 juillet). Comment choisir le canal chaud pour un moule d'injection ?. https://www.acomold.com/how-to-choose-the-hot-runner-for-injection-mold.html
[6] Proheat (2024, 22 février). Qu'est-ce qu'un régulateur de température à canaux chauds ?? https://www.proheatinc.com/blog/what-is-a-hot-runner-temperature-controller
[7] Ruicheng (2024, 4 novembre). Risque de canaux chauds dans le moulage par injection. https://www.chinaruicheng.com/news/risk-of-hot-runner-in-injection-molding/











