
A moldagem por injeção com canais quentes é um processo de fabrico relativamente novo que melhora a utilização dos materiais e a qualidade das peças na moldagem por injeção. A moldagem por injeção com um sistema de canais quentes ajuda a eliminar o desperdício de corredores, bem como a melhorar o fluxo de materiais e a apoiar produção de grande volume. Esta discussão analisa o processo de moldagem por injeção de canal quente para ajudar a compreender o processo de moldagem, as vantagens técnicas, os desafios de fabrico e o custo total.
O processo de moldagem por canal quente
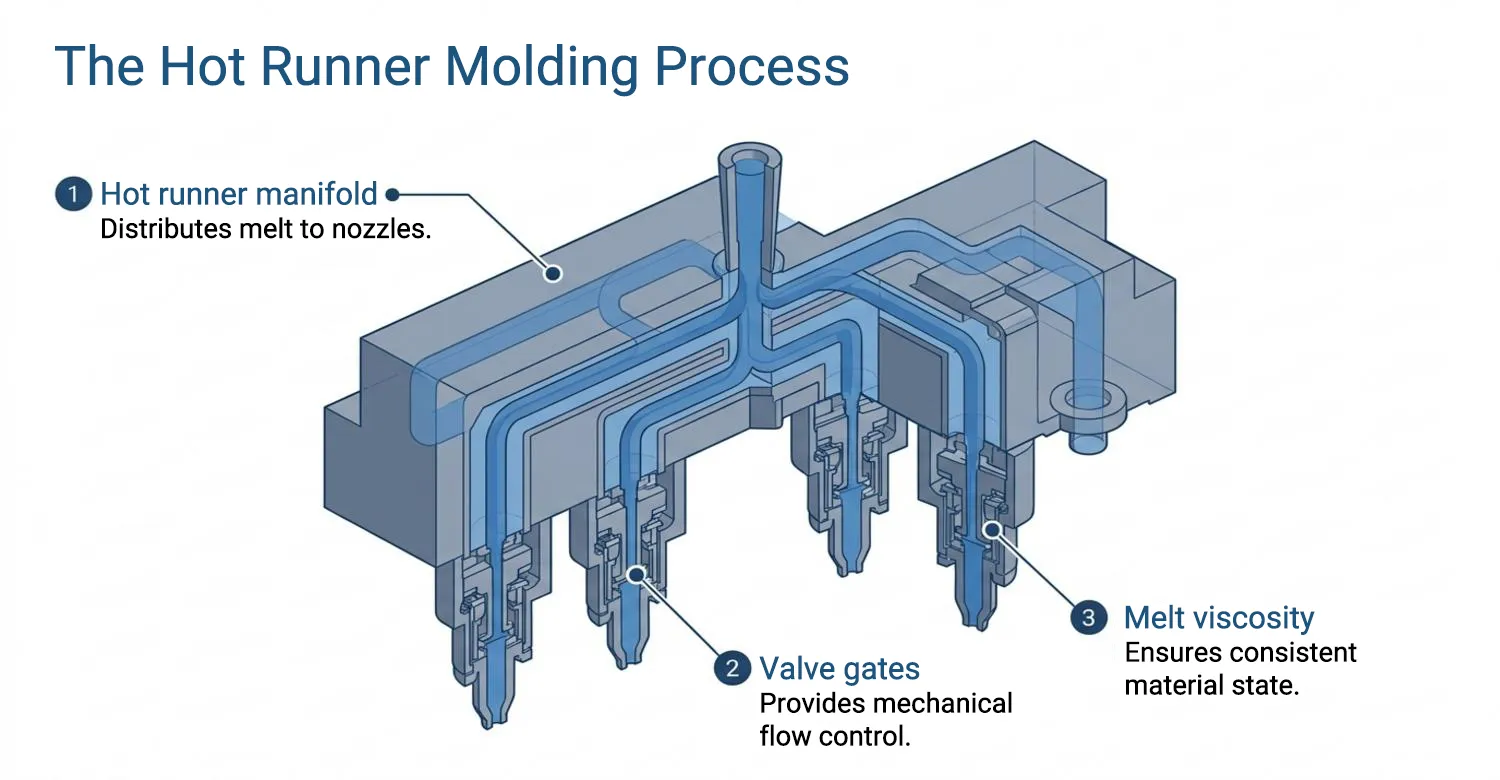
Ao contrário dos moldes de injeção a frio, em que o molde é endurecido e ejectado, a moldagem por injeção a quente mantém o sistema de canais em estado fundido [1]. São utilizadas condições controladas de cisalhamento e temperatura para plastificar o cilindro de injeção, através das quais os granulados de plástico são transferidos para o coletor de canal quente, onde a massa fundida é espalhada pelos bicos.
Os bicos têm um termóstato que mantém a viscosidade da fusão fixa e uma solidificação estável. As comportas térmicas abertas ou comportas de válvula são utilizadas para forçar o polímero fundido através da cavidade [2]. Trata-se de sistemas controlados por válvulas que fornecem controlo mecânico sobre a abertura e o fecho das comportas, permitindo o controlo do fluxo, um melhor equilíbrio das cavidades e o acabamento da superfície. Quando a peça moldada é arrefecida e solidificada na cavidade, o sistema de canal quente permanece à temperatura de processamento, o que permite passar diretamente para o ciclo seguinte após a ejeção.
As vantagens da moldagem por canais quentes
A eficiência dos materiais, a consistência do processo e a qualidade da peça são as principais vantagens da moldagem por injeção com canais quentes. A eliminação dos canais frios não só poupa o consumo de matérias-primas, como também elimina a necessidade de gestão de material reciclado. Os canais quentes minimizam o tempo de ciclo, uma vez que os canais sólidos não têm de ser arrefecidos e expelidos.
Em termos qualitativos, a semelhança da temperatura de fusão na porta minimiza a variação da viscosidade e a estanquidade do fluxo, o que provoca uma menor quantidade de linhas de soldadura, menos marcas de afundamento e uma maior estabilidade dimensional [3]. O facto de ser possível regular a temporização e a sequência dos sistemas com válvulas eleva a qualidade da cosmética e a flexibilidade das peças e do design do molde a um nível ainda mais elevado. Isto é particularmente propício para a moldagem de canal quente, uma vez que pode ser bem utilizado nas ferramentas de programas de produção de alta cavidade e alto volume.
Desvantagens da moldagem por canal quente
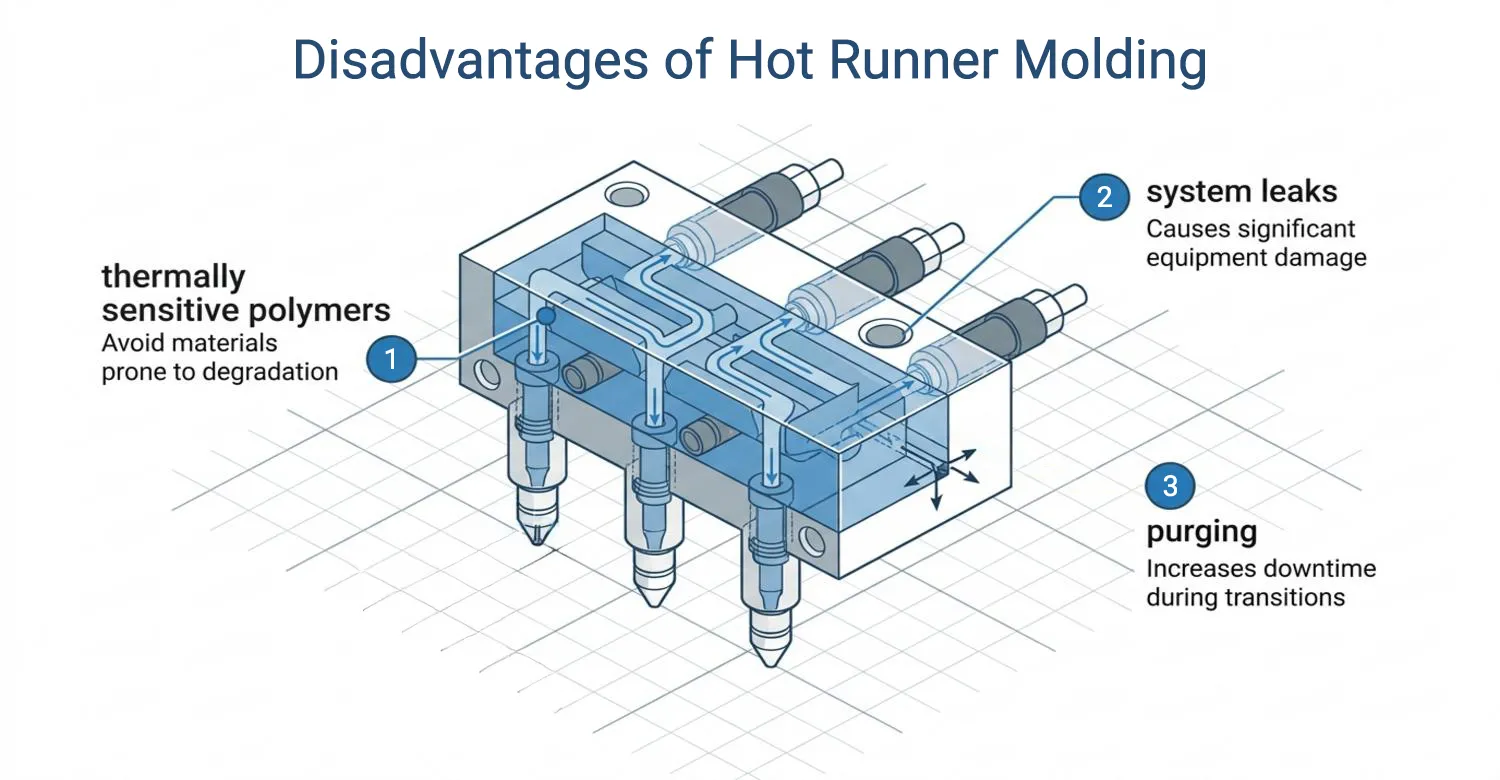
Uma das maiores limitações da moldagem por injeção de canal quente é a incapacidade de utilizar polímeros termicamente sensíveis. Estes polímeros são também sensíveis ao calor e, por isso, dissolvem-se quando é gerado um calor significativo no coletor. A outra desvantagem destes sistemas relativamente às suas operações é o facto de necessitarem de demasiada purga para efetuar mudanças de cor. Também requerem pessoal muito experiente, uma vez que a sua conceção é complicada. A aquisição dos sistemas de canal quente é igualmente dispendiosa e as ferramentas são caras. Os componentes da câmara quente sofrem danos significativos em caso de avaria. Por exemplo, o plástico derretido estraga a montagem, impedindo a produção no caso de o sistema ter fugas, causando assim tempo de inatividade.
Controlo de processos e parâmetros críticos
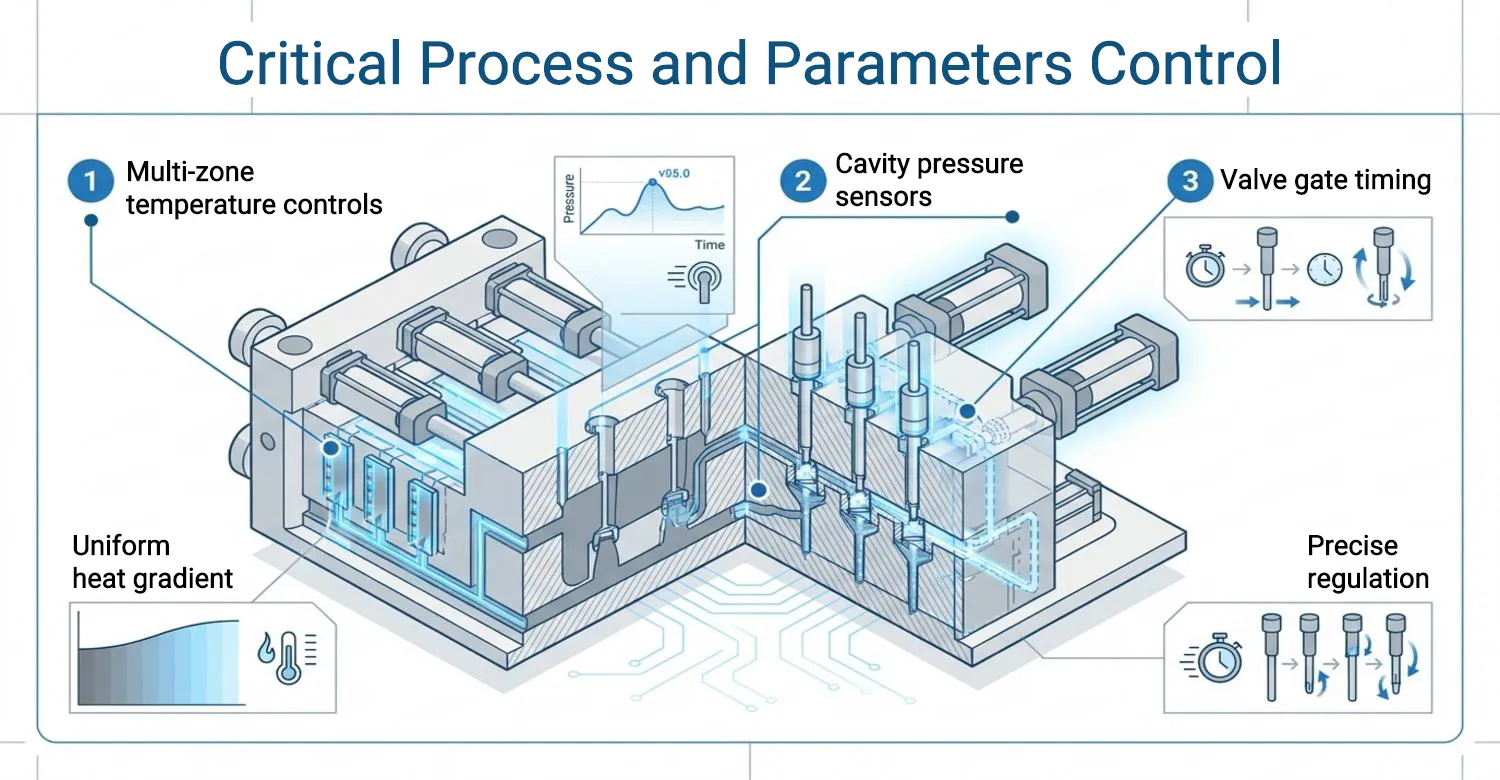
Um controlo crítico do processo e dos parâmetros quando se utilizam sistemas de canais de injeção a quente é a manutenção da temperatura de fusão em todo o coletor e bicos para evitar o desequilíbrio das condições térmicas, o enchimento desigual, a variação das peças ou a degradação do material. Deve haver uma boa correspondência entre a taxa de injeção e o perfil de pressão, de modo a preencher a cavidade até à sua capacidade total e, ao mesmo tempo, evitar expor o polímero a uma força de cisalhamento indevida, que pode ser prejudicial para o polímero.
Os parâmetros de empacotamento e retenção são significativos na regulação da contração e das tensões internas; em especial, as comportas de canal quente não são solidificadas imediatamente como as comportas de canal frio. A temporização da porta da válvula, o movimento do pino e a sequência têm influência nos resultados cosméticos e no equilíbrio do fluxo. Os sensores de pressão da cavidade, os controlos de temperatura multizona e a retroação em circuito fechado são frequentemente utilizados em operações de moldagem de canal quente de alta qualidade, de modo a manter condições consistentes e repetíveis durante longos ciclos de produção [4].
Navegar pelos desafios e soluções na produção
Para resolver os problemas associados aos canais quentes, os moldes devem ser objeto de uma engenharia rigorosa e os processos devem ser rigorosamente controlados. É necessário um layout do canal completamente equilibrado, uma seleção adequada das portas e um zoneamento correto dos requisitos térmicos. A seleção do material deve ter em conta a estabilidade térmica da resina e a sensibilidade à exposição prolongada ao calor. A inspeção dos aquecedores, termopares, vedantes e peças das comportas das válvulas deve ser efectuada com antecedência, de modo a reduzir o tempo de inatividade e a garantir a estabilidade a longo prazo. A fase de conceção da análise do fluxo do molde também ajudará a eliminar um risco, uma vez que assegurará que o equilíbrio do caudal e as necessidades de pressão são satisfeitas antes da construção das ferramentas.
Destaques de aplicações
A moldagem por injeção de canal quente é um processo altamente prevalecente entre as indústrias em que a qualidade, a eficiência e a repetibilidade são de grande importância. A produção de equipamento para salas limpas na indústria médica A indústria automóvel utiliza a moldagem por injeção de canal quente, uma vez que minimiza o manuseamento e o risco de contaminação do material, bem como a manutenção da qualidade das peças. Os canais quentes são utilizados pelas empresas automóveis devido aos moldes de alta cavitação que produzem peças interiores, exteriores e funcionais dentro de pequenas tolerâncias. Um exemplo é a produção de peças do tablier e do interior com formas e orifícios absurdos.
Na eletrónica de consumo, a moldagem por canal quente é aplicada na produção de caixas de paredes finas, componentes que são cosmeticamente sensíveis, reduzindo o número de linhas de soldadura e defeitos de superfície. A tecnologia de canal quente também é aplicada no fabrico de material de embalagem em grande escala. Os sistemas de canais quentes são também uma escolha viável quando se considera a produção em massa, porque o fator de automatização faz com que as máquinas funcionem 24 horas por dia, 7 dias por semana, com o mínimo ou nenhuma supervisão.
Considerações sobre a conceção para fabrico (DFM) com canais quentes
Mesmo na primeira fase do processo de conceção, as decisões de conceção afectam diretamente a qualidade das peças, a estabilidade dos processos, os requisitos de manutenção e o custo total de propriedade. Um bom sistema de canais quentes não é, no entanto, um complemento; pelo contrário, é um componente da estratégia geral de conceção de moldes e peças.
Compatibilidade térmica e escolha de materiais
A sua consideração imediata em termos de conceção é o material a injetar nos sistemas de canais quentes. O tempo de permanência no calor e a homogeneidade da temperatura devem ser utilizados durante a utilização de materiais sensíveis ao calor, como o PVC, o POM ou tipos específicos de retardadores de chama, para evitar a descoloração ou a degradação das moléculas [5]. Os materiais de construção do sistema de canais quentes devem suportar a exposição prolongada a alta pressão e alta temperatura. O facto de o comportamento do polímero entrar em conflito com o design térmico dos canais quentes é uma das razões mais comuns para a instabilidade do sistema e para a sua conclusão prematura.
Disposição do coletor e dos bicos
O equilíbrio do fluxo, a perda de pressão e a homogeneidade térmica são determinados pela disposição geométrica do coletor e dos bocais. Num molde multi-cavidades, Para que o tempo de chegada da massa fundida e a pressão em cada cavidade sejam iguais, é necessário equilibrar os canais. Mesmo uma pequena assimetria do comprimento ou da secção transversal dos canais conduziria ao desequilíbrio da cavidade, o que resultaria numa variação dimensional, em falhas cosméticas ou numa embalagem não fiável.
A seleção e a colocação dos bicos têm de ser determinadas em função da geometria das peças, da natureza das comportas e do espaço disponível nos moldes. Para facilitar o crescimento de natureza termodinâmica, bem como a carga mecânica nas circunstâncias de funcionamento, o coletor e o sistema de bicos devem ser concebidos para criar um sistema único.
Tipo e conceção do portão
O design do portão é uma das esferas mais significativas do desempenho do design dos sistemas de injeção de canal quente. A escolha das comportas térmicas é a das comportas abertas ou das comportas com válvula, dependendo dos requisitos das peças, da cosmética e do controlo do processo. O controlo térmico é utilizado para controlar o fluxo nas comportas abertas, que são menos precisas no controlo do vestígio da comporta e na sequência do fluxo, e são menos dispendiosas e mais fáceis de controlar. A posição das comportas deve ser orientada para a redução das linhas de soldadura em áreas sensíveis do ponto de vista estrutural ou estético, e deve ajudar a garantir um processo de arrefecimento uniforme.
Controlo da temperatura e termorregulação
O sistema deve estar em condições de manter o polímero numa faixa estreita de temperatura para obter viscosidade e evitar a degradação [6]. O controlo da temperatura em várias zonas é necessário para ter em conta as disparidades da perda de calor entre o coletor, os bicos e as áreas de entrada. Circuitos de aquecimento mal construídos ou com baixo isolamento podem levar a pontos quentes, ou o desvio para longos períodos de produção resultará em pontos frios.
Os termopares devem ter sensores que sejam adequados para indicar a temperatura na fusão e não nos componentes externos. Se o sensor for colocado incorretamente, produzirá leituras erradas e um controlo irregular do processo. O comportamento do arranque e da paragem também pode ser considerado como uma parte considerável de uma conceção térmica bem sucedida, uma vez que o gradiente térmico no decurso de qualquer uma destas fases é uma fonte comum de tensão nos componentes e de degradação do material.
Tolerância à expansão térmica.
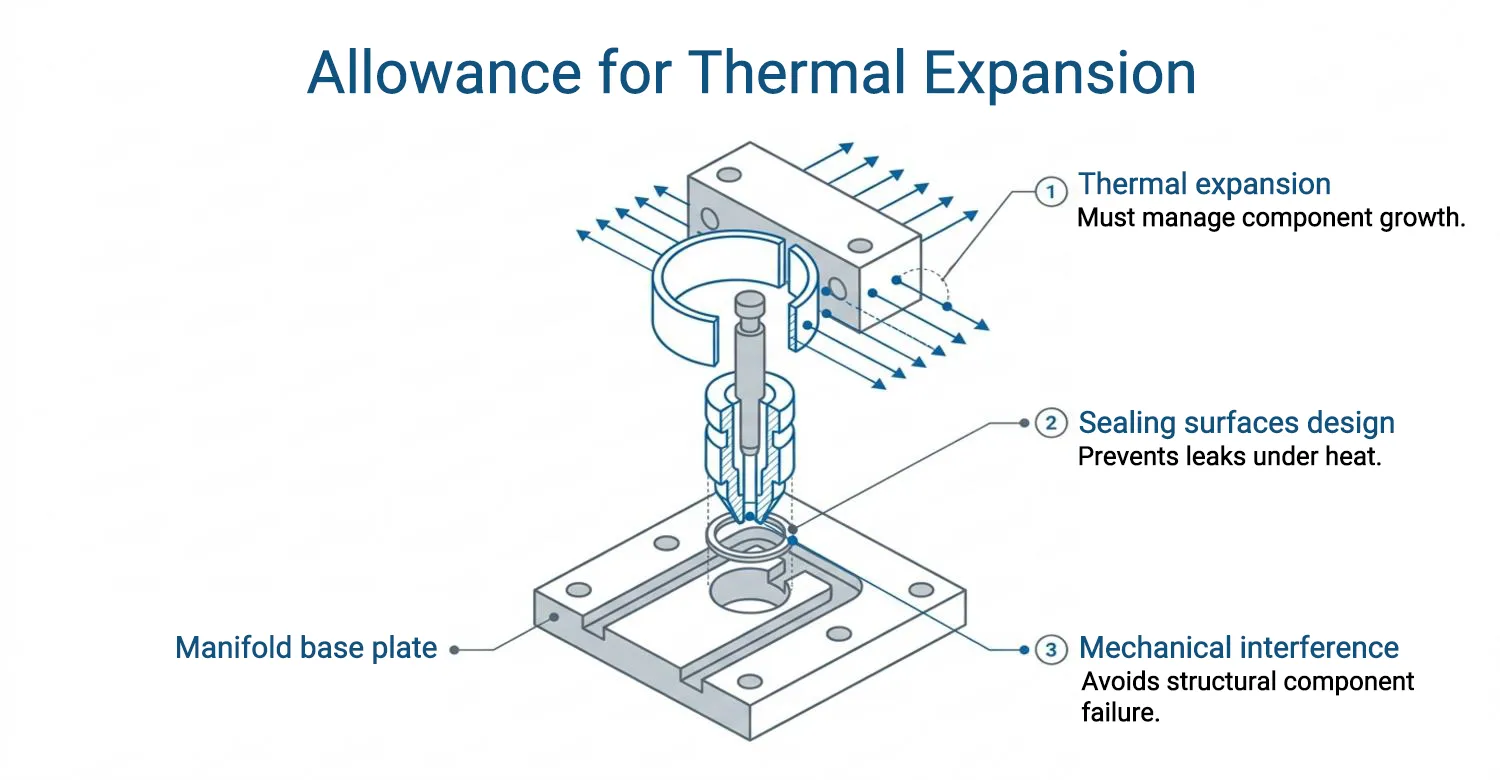
Quando comparados com a estrutura do molde à sua volta, os sistemas de injeção a quente são muito quentes e, por isso, geram uma diferença na expansão térmica. A prevenção de tal expansão pode levar a interferências mecânicas, rutura ou deformação das vedações do coletor. A conceção das superfícies de vedação, dos elementos de fixação e das caraterísticas de localização deve ser tal que o seu desempenho se verifique em toda a gama de temperaturas de funcionamento. Uma concentração excessiva de tensões, que resulte em falhas a longo prazo, pode surgir na sobrecarga do conjunto da câmara quente. Isto implica que a expansão térmica deve ser devidamente considerada aquando da conceção das estruturas mecânicas, e não apenas a térmica.
Validação do projeto e prevenção de riscos
O fluxo dos moldes simulados deve ser analisado para estabelecer o equilíbrio dos canais, a operação da comporta, a demanda de pressão e o comportamento térmico sob as condições comuns de processamento. A decisão tomada pela simulação é o que determina as principais decisões tomadas no projeto e reduz a possibilidade de fazer alterações que não podem ser feitas com o ferramental tendo sido construído a um custo elevado. As revisões de projeto e os testes de componentes também podem ajudar a identificar possíveis falhas de vedação e de suporte mecânico [7]. A validação é um processo controlado através do qual se garante que o sistema de injeção de canal quente funcionará em toda a gama de condições de funcionamento, conforme desejado.
Análise do custo total
Os canais quentes implicam um custo inicial de equipamento e de sistema mais elevado do que os moldes de canal frio; no entanto, na maioria das comparações do custo total de um programa de produção, o modo de produção de moldagem por injeção de canal quente é o preferido. A poupança de material através da remoção do canal, a redução do tempo de ciclo, a melhoria da consistência da peça e a redução das taxas de refugo são factores que se conjugam na redução de custos a longo prazo. No entanto, os fabricantes devem estar bem informados de que uma conceção e manutenção adequadas são importantes para reduzir o custo geral de propriedade. Por exemplo, um sistema de canais com manutenção deficiente será suscetível a falhas, contribuindo assim para o tempo de paragem da produção, bem como para o aumento do custo global de propriedade.
Problemas como a compatibilidade com a automatização, a redução do pós-processamento e o aumento da escalabilidade da produção também devem ser considerados no caso de uma análise do custo total de propriedade. Estas eficiências operacionais são geralmente calculadas para equilibrar o primeiro investimento do produto, tornando-o mais barato por peça e mais lucrativo em geral nas aplicações de volume médio a elevado.
Conclusão
A moldagem por injeção com canais quentes é um processo tecnologicamente avançado e económico. Um sistema de canais quentes bem concebido tem parâmetros de funcionamento estáveis que contribuem para reduzir o risco operacional, aumentar a produtividade da máquina e reduzir o custo total de propriedade. A utilização de um sistema de canais quentes na moldagem por injeção pode ser considerada como uma força robusta e escalável numa abordagem de custo total num ambiente de produção moderno e exigente.
Referências
[1] Peng, F. (2022, 17 de outubro). Molde de Injeção de Câmara Quente vs Câmara Fria: Principais diferenças que precisa de saber. https://www.rapiddirect.com/blog/hot-runner-vs-cold-runner-injection-mold/
[2] Naum, K. & Conninf, M. (2025, novembro de 2025). Visão geral dos sistemas de moldagem por injeção a quente. https://www.xometry.com/resources/injection-molding/overview-of-hot-running-injection-molding-system/
[3] Hitcontrols (2025). Sistemas de canais quentes: Vantagens e Desvantagens. https://www.hitcontrols.com/hot-runner-system-advantages-and-disadvantages/
[4] NwmCadmin (2019, 26 de agosto). Uma introdução aos sistemas de canais quentes na moldagem por injeção. https://rexplastics.com/plastic-injection-molding/introduction-hot-runner-systems-injection-molding/
[5]Acomould (2022, 14 de julho). Como escolher a câmara quente para o molde de injeção. https://www.acomold.com/how-to-choose-the-hot-runner-for-injection-mold.html
[6] Proheat (2024, 22 de fevereiro). O que é um controlador de temperatura de câmara quente? https://www.proheatinc.com/blog/what-is-a-hot-runner-temperature-controller
[7] Ruicheng (2024, 4 de novembro). Risco de câmara quente na moldagem por injeção. https://www.chinaruicheng.com/news/risk-of-hot-runner-in-injection-molding/











