
Formowanie wtryskowe z gorącymi kanałami to stosunkowo nowy proces produkcyjny, który poprawia wykorzystanie materiałów i poprawia jakość części w formowaniu wtryskowym. Formowanie wtryskowe z system gorących kanałów Pomaga wyeliminować marnotrawstwo, a także zapewnia lepszy przepływ materiału i wsparcie Produkcja na dużą skalę. Ta dyskusja przedstawia proces formowania wtryskowego gorącokanałowego, aby pomóc zrozumieć proces formowania, zalety techniczne, wyzwania produkcyjne i całkowity koszt.
Proces formowania na gorąco
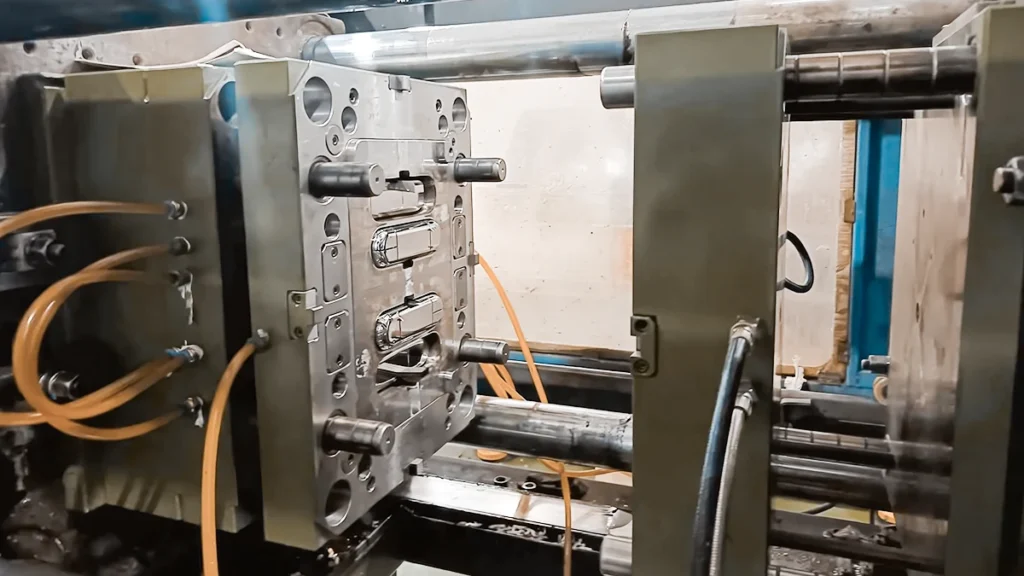
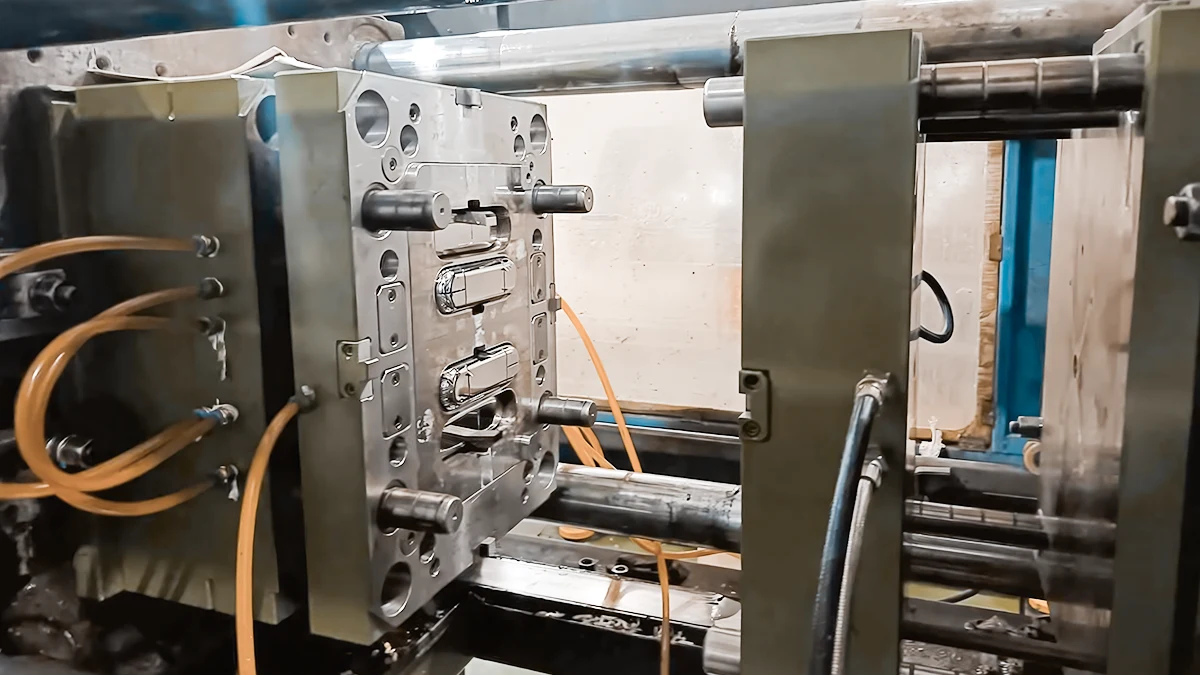
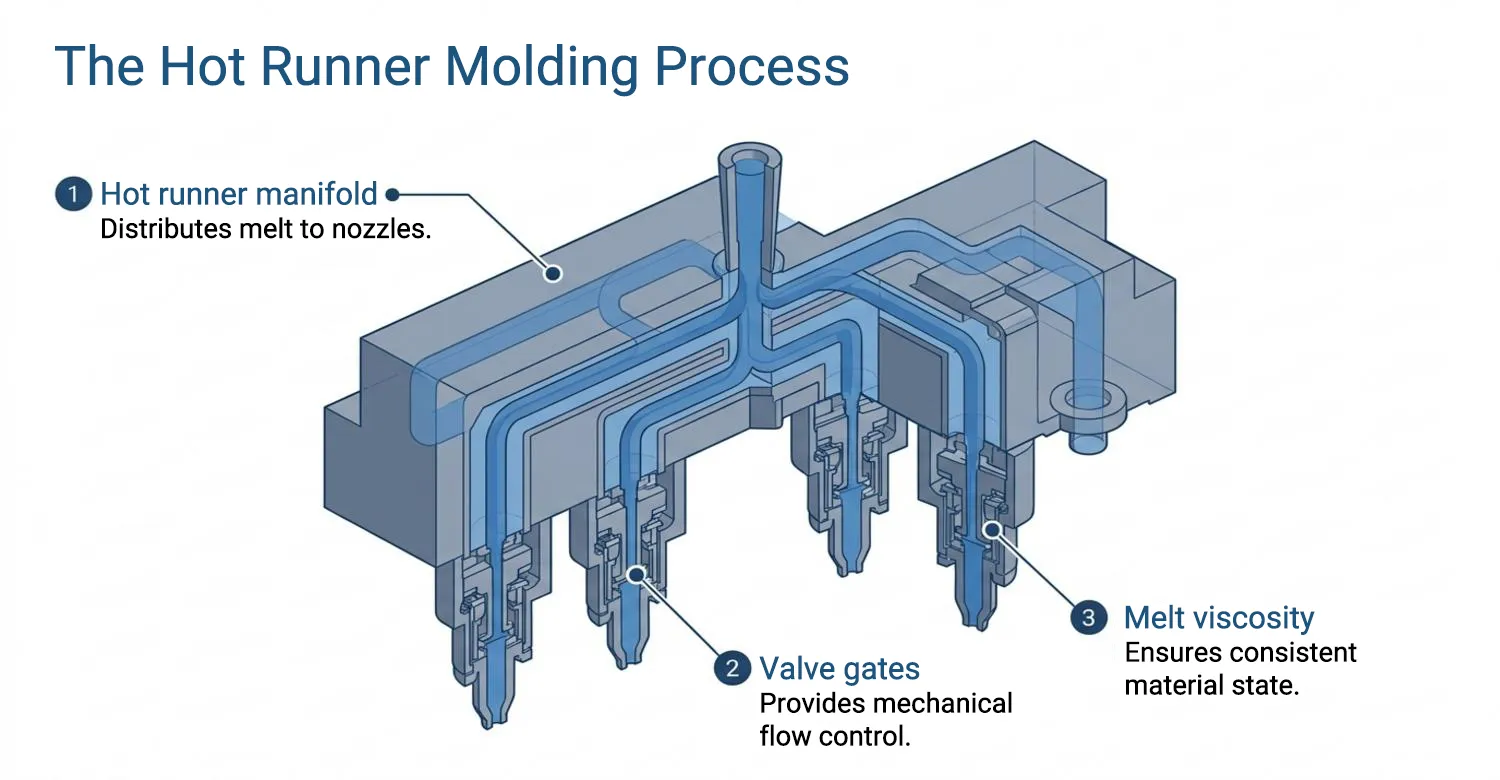
W przeciwieństwie do form wtryskowych na zimno, w których forma jest utwardzana i wyrzucana, formowanie wtryskowe na gorąco utrzymuje system prowadnic w stanie stopionym [1]. Kontrolowane warunki ścinania i temperatury są wykorzystywane do uplastycznienia cylindra wtryskowego, dzięki czemu granulki tworzywa sztucznego są przenoszone do kolektora gorących kanałów, gdzie stopiony materiał jest rozprowadzany do dysz.
Dysze są wyposażone w termostat, który utrzymuje stałą lepkość stopu i stabilne krzepnięcie. Otwarte zasuwy termiczne lub zasuwy zaworowe służą do wymuszania przepływu stopionego polimeru przez wnękę [2]. Są to systemy sterowane zaworami, które zapewniają mechaniczną kontrolę nad otwieraniem i zamykaniem bram, umożliwiając kontrolę przepływu, lepsze wyważenie wnęk i wykończenie powierzchni. Gdy uformowana część jest chłodzona i zestalana we wnęce, system gorącokanałowy pozostaje w temperaturze przetwarzania, co stwarza szansę przejścia bezpośrednio do następnego cyklu po wyrzuceniu.
Zalety formowania na gorąco
Wydajność materiałów, spójność procesu i jakość części to główne zalety formowania wtryskowego z gorącymi kanałami. Eliminacja zimnych kanałów nie tylko oszczędza zużycie surowca, ale także eliminuje potrzebę zarządzania przemiałem. Gorące kanały minimalizują czas cyklu, ponieważ stałe kanały nie muszą być chłodzone i usuwane.
Jakościowo, podobieństwo temperatury stopu na bramie minimalizuje zmiany lepkości i starzenie się przepływu, które powodują mniejszą ilość linii spoin, mniej śladów zatopienia i zwiększoną stabilność wymiarów [3]. Fakt, że możliwe jest regulowanie czasu i sekwencji systemów z zaworami, podnosi jakość kosmetyków i elastyczność w projektowaniu części i form na jeszcze wyższy poziom. Jest to szczególnie korzystne dla formowania gorącokanałowego, ponieważ może być dobrze wykorzystane w narzędziach o dużej objętości i programach produkcji wielkoseryjnej.
Wady formowania na gorąco
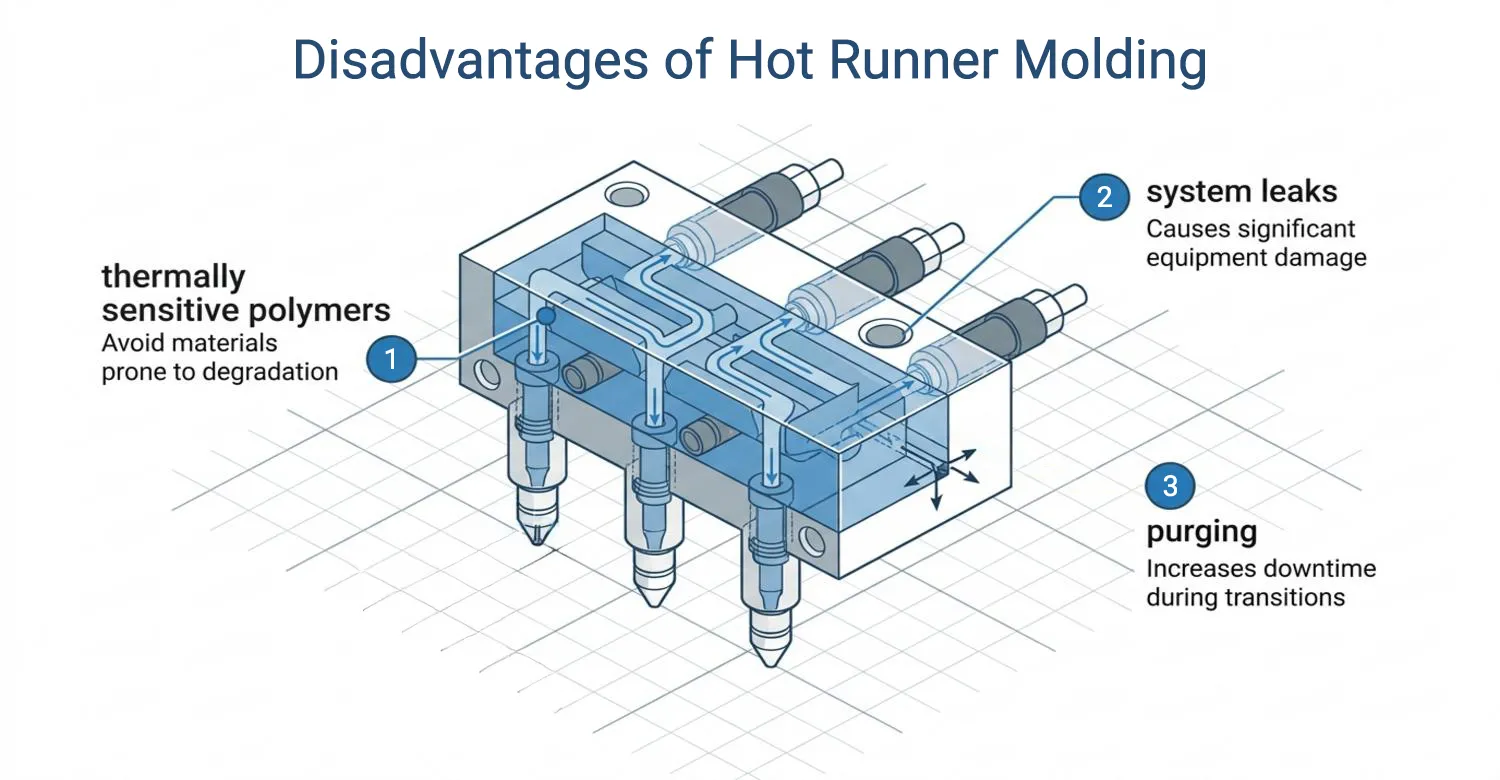
Jednym z największych ograniczeń formowania wtryskowego gorącokanałowego jest brak możliwości stosowania polimerów wrażliwych na ciepło. Polimery te są również wrażliwe na ciepło, a zatem rozpuszczają się, gdy w kolektorze generowane jest znaczne ciepło. Inną wadą takich systemów w odniesieniu do ich działania jest to, że wymagają one zbyt dużej ilości przedmuchiwania w celu zmiany koloru. Wymagają również bardzo doświadczonego personelu, ponieważ są skomplikowane w konstrukcji. Systemy gorącokanałowe są również drogie w zakupie, a oprzyrządowanie jest kosztowne. Komponenty gorących kanałów ulegają znacznym uszkodzeniom w przypadku awarii. Przykładowo, stopiony plastik rujnuje zespół, uniemożliwiając produkcję w przypadku nieszczelności systemu, powodując tym samym przestoje.
Kontrola krytycznych procesów i parametrów
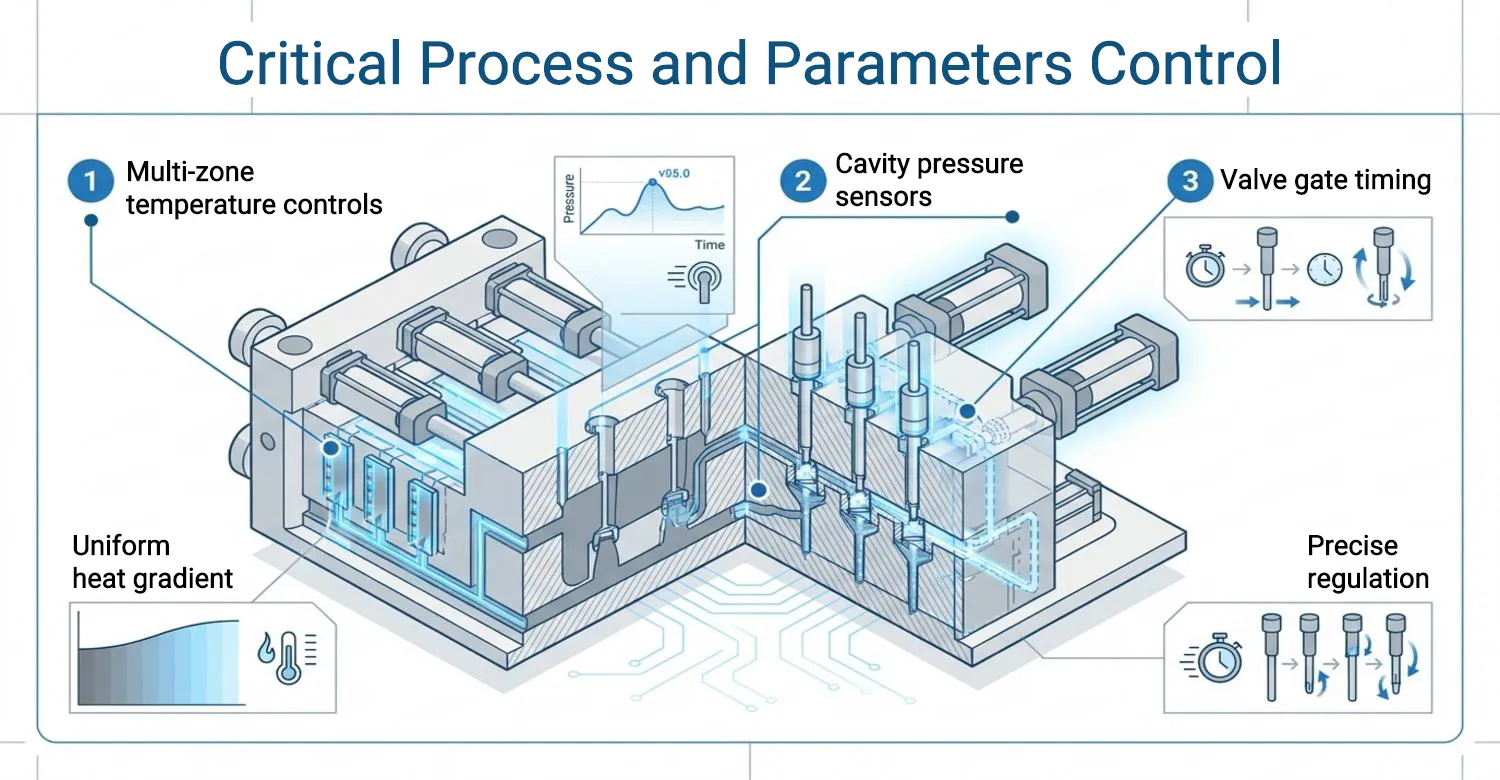
Krytycznym procesem i kontrolą parametrów podczas korzystania z systemów gorących kanałów wtryskowych jest utrzymywanie temperatury stopu w całym kolektorze i dyszach, aby zapobiec nierównowadze warunków termicznych, nierównomiernemu wypełnieniu, zmienności części lub degradacji materiału. Należy zapewnić odpowiednie dopasowanie szybkości wtrysku i profilu ciśnienia, aby wypełnić wnękę do pełnej pojemności, a jednocześnie uniknąć narażenia polimeru na nadmierną siłę ścinającą, która może być szkodliwa dla polimeru.
Parametry pakowania i przytrzymywania są istotne w regulacji skurczu i naprężeń wewnętrznych; zwłaszcza gorące zasuwy nie są zestalane natychmiast, tak jak zasuwy zimne. Czas otwarcia zaworu, ruch sworznia i sekwencjonowanie mają wpływ na wyniki kosmetyczne i równowagę przepływu. Czujniki ciśnienia wnęki, wielostrefowe regulatory temperatury i sprzężenie zwrotne w pętli zamkniętej są często stosowane w zaawansowanych operacjach formowania gorącokanałowego, aby utrzymać stałe powtarzalne warunki podczas długich cykli produkcyjnych [4].
Poruszanie się po wyzwaniach i rozwiązaniach w produkcji
Aby rozwiązać problemy związane z gorącymi kanałami, formy powinny być dobrze zaprojektowane, a procesy ściśle kontrolowane. Potrzebny jest dokładnie zbalansowany układ kanałów, odpowiedni dobór bramek i prawidłowy podział na strefy wymagań termicznych. Wybór materiału musi uwzględniać stabilność termiczną żywicy i jej wrażliwość na długotrwałe działanie ciepła. Kontrola grzałek, termopar, uszczelek i części zasuw zaworowych musi być przeprowadzona z wyprzedzeniem, aby zmniejszyć ilość przestojów i zapewnić długoterminową stabilność. Etap projektowania Analiza przepływu formy pomoże również wyeliminować ryzyko, ponieważ zapewni równowagę przepływu i zapotrzebowanie na ciśnienie przed zbudowaniem oprzyrządowania.
Najważniejsze informacje o aplikacji
Formowanie wtryskowe gorącokanałowe jest bardzo rozpowszechnionym procesem w branżach, w których jakość, wydajność i powtarzalność mają duże znaczenie. Produkcja wyposażenie pomieszczeń czystych w przemyśle medycznym polega na formowaniu wtryskowym gorącokanałowym, ponieważ minimalizuje ono obsługę i ryzyko zanieczyszczenia materiału, a także utrzymuje jakość części. Formy gorącokanałowe są używane przez firmy motoryzacyjne ze względu na formy o wysokiej kawitacji, które produkują części wewnętrzne, zewnętrzne i funkcjonalne w ramach małych tolerancji. Przykładem jest produkcja deski rozdzielczej i części wewnętrznych o absurdalnych kształtach i otworach.
W elektronice użytkowej formowanie gorącokanałowe jest stosowane w produkcji cienkościennych obudów, komponentów, które są wrażliwe kosmetycznie, poprzez zmniejszenie liczby linii spawów i defektów powierzchni. Technologia gorących kanałów jest również stosowana w produkcji opakowań na dużą skalę. Systemy gorącokanałowe są również opłacalnym wyborem, gdy rozważana jest produkcja masowa, ponieważ czynnik automatyzacji sprawia, że maszyny działają 24 godziny na dobę, 7 dni w tygodniu, przy minimalnym nadzorze lub bez niego.
Rozważania dotyczące projektowania pod kątem możliwości produkcyjnych (DFM) w przypadku gorących kanałów
Nawet na pierwszym etapie procesu projektowania, decyzje projektowe mają bezpośredni wpływ na jakość części, stabilność procesów, wymagania konserwacyjne i całkowity koszt posiadania. Dobry system gorącokanałowy nie jest jednak dodatkiem; jest raczej elementem ogólnej strategii projektowania form i części.
Kompatybilność termiczna i wybór materiału
Bezpośrednią kwestią, którą należy wziąć pod uwagę podczas projektowania, jest materiał wtryskiwany do systemów gorącokanałowych. Czas przebywania ciepła i jednorodność temperatury powinny być stosowane podczas wykorzystywania materiałów wrażliwych na ciepło, takich jak PVC, POM lub określone gatunki trudnopalne, aby zapobiec odbarwieniu lub degradacji cząsteczek [5]. Materiały konstrukcyjne systemu gorących kanałów powinny być odporne na długotrwałe działanie wysokiego ciśnienia i wysokiej temperatury. Fakt, że zachowanie polimeru jest sprzeczne z konstrukcją termiczną gorących kanałów, jest jedną z najczęstszych przyczyn niestabilności systemu i jego przedwczesnego zakończenia.
Układ kolektora i dysz
Równowaga przepływu, strata ciśnienia i jednorodność termiczna są określane przez geometryczny układ kolektora i dysz. W Forma wielokomorowa, Równoważenie prowadnic jest wymagane, aby zapewnić taki sam czas dotarcia stopu i ciśnienie w każdej wnęce. Nawet niewielka asymetria długości lub przekroju prowadnic prowadziłaby do nierównowagi wnęki, co skutkowałoby różnicami wymiarowymi, defektami kosmetycznymi lub zawodnym pakowaniem.
Wybór i rozmieszczenie dysz należy określić w zależności od geometrii części, charakteru bram i przestrzeni dostępnej w formach. Aby ułatwić wzrost natury termodynamicznej, a także obciążenia mechaniczne w warunkach funkcjonowania, kolektor i system dysz muszą być zaprojektowane tak, aby tworzyły jeden system.
Typ i konstrukcja bramki
Konstrukcja zasuwy jest jednym z najważniejszych elementów wpływających na wydajność systemów wtrysku gorącokanałowego. Wybór bram termicznych to bramy otwarte lub zaworowe, w zależności od wymagań dotyczących części, kosmetyków i kontroli procesu. Sterowanie termiczne służy do sterowania przepływem w otwartych bramach, które są mniej precyzyjne w kontrolowaniu śladu bramy i sekwencjonowaniu przepływu, a także są tańsze i łatwiejsze do kontrolowania. Położenie bramek musi być ukierunkowane na zmniejszenie linii spoin w obszarach wrażliwych strukturalnie lub kosmetycznie i musi pomagać w zapewnieniu jednolitego procesu chłodzenia.
Kontrola temperatury i termoregulacja
System musi być w stanie utrzymać polimer w wąskim zakresie temperatur, aby uzyskać lepkość i zapobiec degradacji [6]. Wielostrefowa kontrola temperatury jest wymagana w celu uwzględnienia różnic w stratach ciepła między kolektorem, dyszami i obszarami bramy. Źle skonstruowane obwody grzewcze lub słaba izolacja mogą prowadzić do powstawania gorących punktów, a znoszenie długich serii produkcyjnych może skutkować powstawaniem zimnych punktów.
Termopary powinny być wyposażone w czujniki odpowiednie do wskazywania temperatury stopionego metalu, a nie elementów zewnętrznych. Jeśli czujnik jest nieprawidłowo umieszczony, daje błędne odczyty i nieregularną kontrolę procesu. Zachowanie podczas uruchamiania i wyłączania można również uznać za istotną część udanego projektu termicznego, ponieważ gradient termiczny w trakcie jednego z tych etapów jest częstym źródłem naprężeń na komponentach i degradacji materiału.
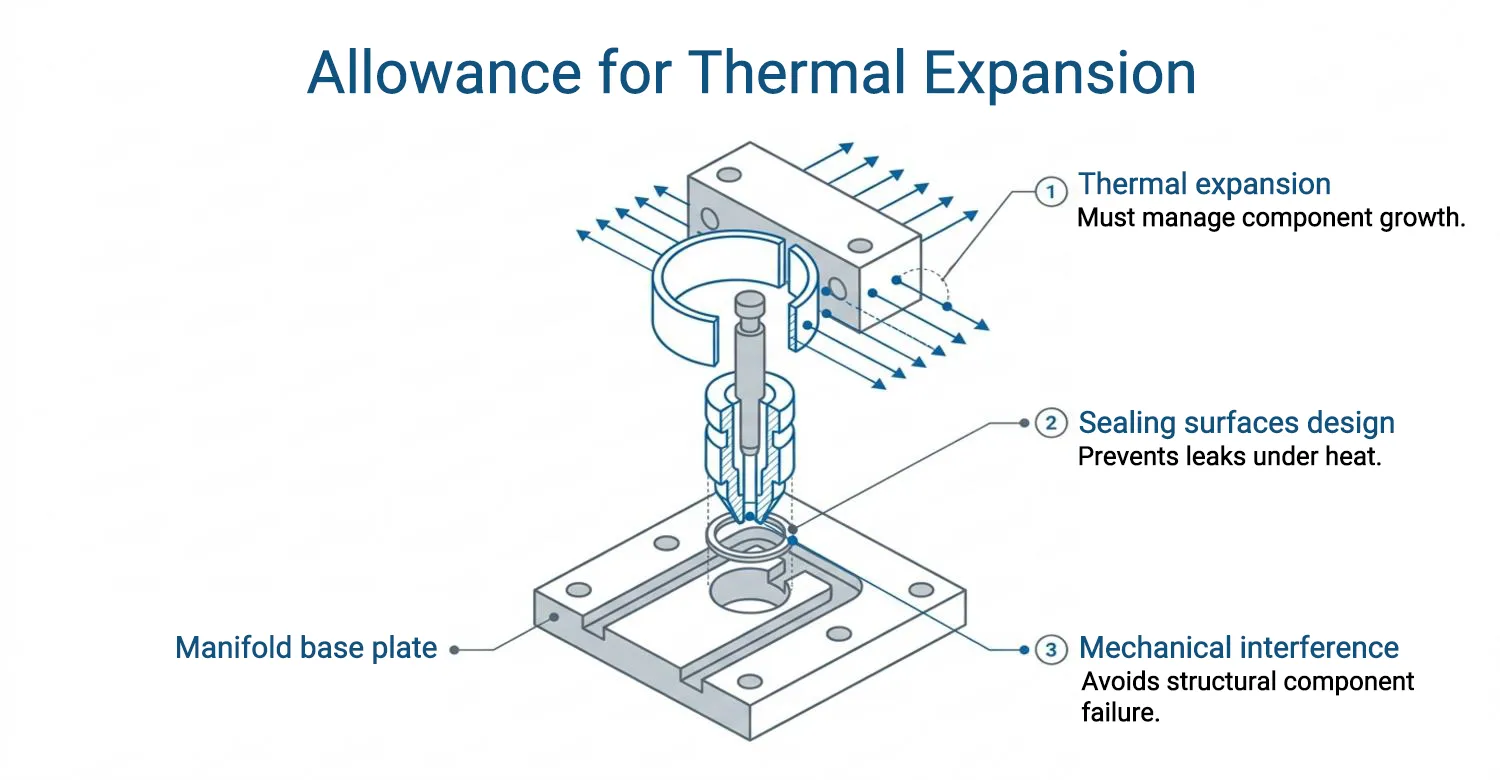
Dodatek na rozszerzalność cieplną.
W porównaniu z otaczającą je strukturą formy, systemy wtrysku na gorąco są bardzo gorące i dlatego generują różnicę w rozszerzalności cieplnej. Zapobieganie takiej rozszerzalności może prowadzić do mechanicznych zakłóceń, zakłóceń lub deformacji uszczelek rozdzielacza. Konstrukcja powierzchni uszczelniających, elementów złącznych i elementów ustalających powinna być taka, aby działały one w całym zakresie temperatur roboczych. Nadmierna koncentracja naprężeń skutkująca awarią w dłuższej perspektywie może pojawić się w przypadku nadmiernego naprężenia zespołu gorących kanałów. Oznacza to, że podczas projektowania konstrukcji mechanicznych należy odpowiednio uwzględnić rozszerzalność cieplną, a nie tylko termiczną.
Walidacja projektu i unikanie ryzyka
Przepływ symulowanych form powinien zostać przeanalizowany w celu ustalenia równowagi prowadnic, działania zasuwy, zapotrzebowania na ciśnienie i zachowania termicznego w typowych warunkach przetwarzania. Decyzja podjęta przez symulację jest tym, co determinuje główne decyzje podjęte w projekcie i zmniejsza możliwość wprowadzenia zmian, których nie można wprowadzić, gdy oprzyrządowanie zostało zbudowane po wysokich kosztach. Przeglądy projektu i testy komponentów mogą również pomóc zidentyfikować możliwe awarie uszczelnień i wsporników mechanicznych [7]. Walidacja jest kontrolowanym procesem, który zapewnia, że system wtrysku gorących kanałów będzie działał w całym zakresie warunków pracy zgodnie z wymaganiami.
Analiza kosztów całkowitych
Formy gorącokanałowe wiążą się z wyższym początkowym kosztem sprzętu i systemu niż formy zimnokanałowe; jednak w większości porównań całkowitych kosztów programu produkcyjnego preferowany jest tryb formowania wtryskowego gorącokanałowego. Oszczędność materiału dzięki usunięciu kanałów, skrócenie czasu cyklu, poprawa spójności części i zmniejszenie ilości odpadów składają się na długoterminową redukcję kosztów. Niemniej jednak producenci muszą być dobrze poinformowani, że odpowiedni projekt i konserwacja są ważne dla zmniejszenia ogólnych kosztów posiadania. Przykładowo, źle konserwowany system prowadnic będzie podatny na awarie, przyczyniając się do przestojów w produkcji, a także zwiększając ogólny koszt posiadania.
Problemy takie jak kompatybilność z automatyzacją, ograniczenie przetwarzania końcowego i zwiększona skalowalność produkcji powinny być również brane pod uwagę w przypadku rozważania całkowitego kosztu posiadania. Ta wydajność operacyjna jest zazwyczaj obliczana tak, aby przekroczyć próg rentowności pierwszej inwestycji w produkt, czyniąc go tańszym w przeliczeniu na część i ogólnie bardziej dochodowym w zastosowaniach średnio- i wysokonakładowych.
Wnioski
Formowanie wtryskowe gorącokanałowe jest zaawansowanym technologicznie i ekonomicznym procesem. Dobrze zaprojektowany system gorącokanałowy charakteryzuje się stabilnymi parametrami roboczymi, które przyczyniają się do zmniejszenia ryzyka operacyjnego, zwiększenia produktywności maszyny i zmniejszenia całkowitego kosztu posiadania. Zastosowanie systemu gorących kanałów w formowaniu wtryskowym można uznać za solidną i skalowalną siłę w podejściu do całkowitych kosztów w wymagającym, nowoczesnym środowisku produkcyjnym.
Referencje
[1] Peng, F. (2022, 17 października). Forma wtryskowa gorącokanałowa a zimnokanałowa: Kluczowe różnice, które należy znać. https://www.rapiddirect.com/blog/hot-runner-vs-cold-runner-injection-mold/
[2] Naum, K. & Conninf, M. (2025, listopad 2025). Przegląd systemów formowania wtryskowego na gorąco. https://www.xometry.com/resources/injection-molding/overview-of-hot-running-injection-molding-system/
[3] Hitcontrols (2025). Systemy gorących kanałów: Zalety i wady. https://www.hitcontrols.com/hot-runner-system-advantages-and-disadvantages/
[4] NwmCadmin (2019, 26 sierpnia). Wprowadzenie do systemów gorących kanałów w formowaniu wtryskowym. https://rexplastics.com/plastic-injection-molding/introduction-hot-runner-systems-injection-molding/
[5]Acomould (2022, 14 lipca). Jak wybrać gorący kanał do formy wtryskowej?. https://www.acomold.com/how-to-choose-the-hot-runner-for-injection-mold.html
[6] Proheat (2024, 22 lutego). Co to jest regulator temperatury gorącego kanału?? https://www.proheatinc.com/blog/what-is-a-hot-runner-temperature-controller
[7] Ruicheng (2024, 4 listopada). Ryzyko gorącego kanału w formowaniu wtryskowym. https://www.chinaruicheng.com/news/risk-of-hot-runner-in-injection-molding/











