
É um fabricante em início de carreira? Talvez queira fabricar peças de plástico para uso doméstico, médico ou automóvel. A arquitetura do molde de injeção é um fator significativo na economia do fabrico, na capacidade e no planeamento da estabilidade da qualidade. Um molde de cavidade única ou um molde de múltiplas cavidades seria a questão a considerar a curto prazo. Não se trata de uma decisão a tomar em termos de ferramentas, mas sim de uma decisão estratégica de produção que afecta as despesas de capital (CapEx), as despesas operacionais (OpEX), a exposição ao risco e a escalabilidade.
Este excerto prolongado pode talvez ajudá-lo a observar a forma como estes moldes funcionam, os seus paralelos e aplicações.
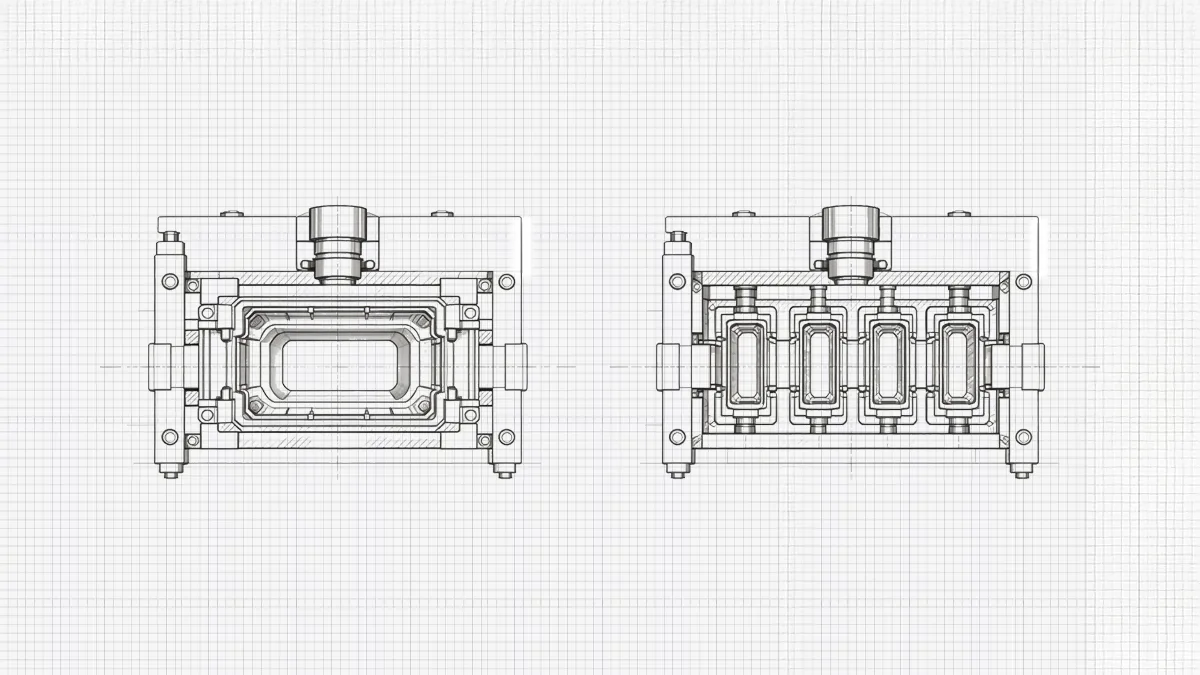
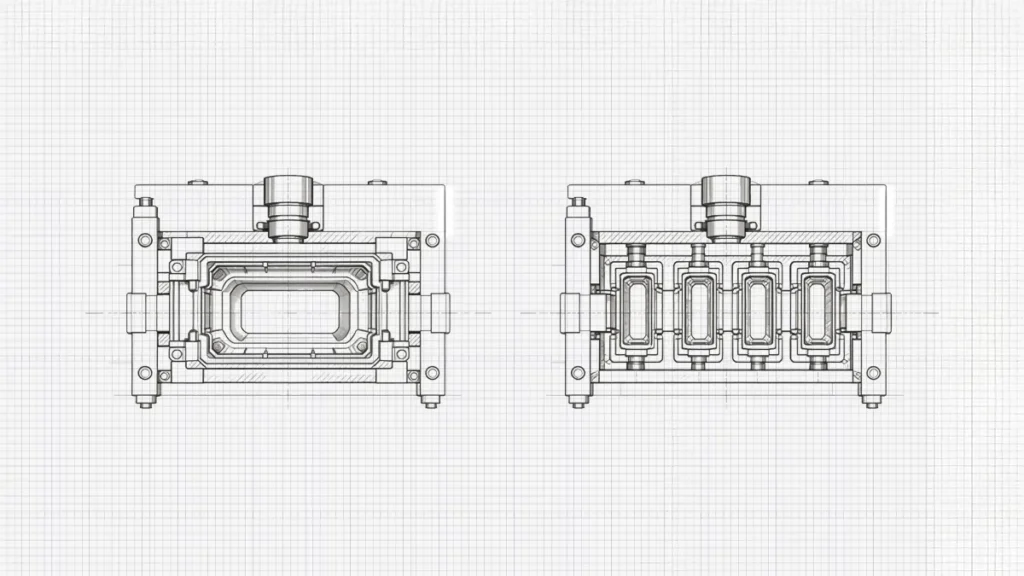
Comparação do núcleo entre moldes de cavidade única e moldes de múltiplas cavidades

Molde de cavidade única: uma cavidade produz uma peça por ciclo de injeção, simplificando o comportamento do fluxo e a estabilização do processo.
Molde multi-cavidades: múltiplas cavidades idênticas produzem várias peças por ciclo, aumentando drasticamente o rendimento.
Comparação do núcleo entre moldes de cavidade única e moldes de múltiplas cavidades
Em primeiro lugar, só é possível colocar uma única impressão da geometria da peça num molde de cavidade única, de modo a que seja fabricada uma única peça num determinado ciclo de moldagem. Trata-se de um projeto simples no que diz respeito a processos, padrões de enchimento previsíveis e fácil resolução de problemas. Um molde de múltiplas cavidades, em comparação, tem muitas impressões idênticas numa base do molde, o que implica que muitas das peças podem ser produzidas simultaneamente em cada ciclo [1]. A mudança na produção com o número de cavidades é proporcional ao número de cavidades, apesar do facto de o tempo de ciclo ser tipicamente comparável. Por outras palavras, cada ciclo tem um maior número de peças moldadas no molde multi-cavidades.
Os moldes de cavidade única também são necessariamente restritivos ao rendimento no que respeita à eficiência da produção. A utilização da máquina também é elevada em termos de produção, mas o número de peças produzidas por hora é baixo. Os moldes multi-cavidades aumentam rapidamente a produtividade sem o mesmo número de horas de máquina e são, por isso, a solução de eleição quando se trata de programas de grande volume.
Existe um elevado nível de divergência na economia unitária. Os moldes de cavidade única são mais baratos para começar em termos de ferramentas, mas são mais caros em termos de peças, uma vez que o tempo de máquina, a mão de obra e a energia serão amortizados por peça. Os moldes de cavidade múltipla não são rentáveis em moldagem por injeção de baixo volume uma vez que têm um processo de maquinagem complicado, um sistema de canais dedicado, um sistema de arrefecimento dedicado e o equilíbrio das cavidades, mas são menos dispendiosos à escala.
Controlo de processos e desafios técnicos
Os moldes multi-cavidades colocam exigências mais rigorosas em termos de igualdade de fluxo, uniformidade térmica e dispersão de pressão [2]. O desequilíbrio pode levar a disparos curtos, flash, diferença dimensional, alteração ou diferença no encolhimento. Assim, o número de cavidades aumenta a dificuldade do controlo do processo.
| Parâmetro | Molde de cavidade única | Molde multi-cavidades |
|---|---|---|
| Saída por ciclo | 1 parte | Peças múltiplas |
| Custo das ferramentas | Inferior | Mais alto |
| Custo unitário | Mais alto | Mais baixo à escala |
| Complexidade do processo | Baixa | Moderado a elevado |
| Tempo de ciclo | Padrão | Semelhante |
| Necessidade de compensação | Mínimo | Crítico |
| Melhor caso de utilização | Prototipagem, volumes reduzidos | Produção em massa |
Seleção de moldes e abordagem de tomada de decisão
Então, que abordagem deve orientar o seu modelo de decisão de seleção de moldes? Comece por encontrar um equilíbrio entre a viabilidade técnica e a justificação financeira. As previsões de volume de produção têm o impacto mais significativo na sua decisão. Uma procura baixa ou incerta tende a favorecer os moldes de cavidade única, uma vez que reduzem o risco de CapEx e permitem alterações rápidas no design. Os moldes de múltiplas cavidades são economicamente rentáveis para grandes volumes anuais, uma vez que permitem a amortização das ferramentas a um custo unitário considerável [3].
Em segundo lugar, estabeleça as restrições de capacidade da máquina para cada um dos moldes. O número de cavidades necessárias será determinado pelo tamanho da injeção, pela capacidade de pressão de injeção, pela taxa de plastificação e pela tonelagem exigida pela pinça. É provável que acabe com injecções curtas ou com excesso de cisalhamento quando ultrapassa os limites da máquina.
Que materiais vai utilizar? Os sistemas multi-cavidades são mais difíceis de equilibrar com resinas que têm pequenas janelas de processamento ou que têm uma viscosidade elevada.
Quais são os requisitos de qualidade? Os moldes de cavidade única favorecem as peças com um controlo dimensional rigoroso ou com um aspeto estético durante as fases iniciais, antes de os fabricantes estabilizarem o processo e aumentarem a produção.
Complexidade das ferramentas e risco de fabrico
Complexidade do projeto e desafios de engenharia
A maioria dos fabricantes novatos fica surpreendida com o facto de cada molde ter complexidades de conceção variáveis. Quando seleciona um molde de cavidade única, os seus engenheiros têm de se concentrar numa direção de fluxo, num ponto de fecho e num sistema de arrefecimento relativamente previsível. E mais? O comportamento do fluxo do polímero, a queda de pressão e a ventilação podem ser simulados com menos facilidade, uma vez que o sistema tem poucas variáveis em interação. Os ciclos de conceção são mais rápidos e as alterações corretivas no ensaio são mais condensadas.
Quais são as complicações de conceção dos moldes multi-cavidades? Estes moldes requerem uma engenharia ao nível do sistema. O equilíbrio do fluxo é um estrangulamento que exige designs simétricos dos canais e tamanhos de porta cuidadosamente optimizados para garantir um enchimento uniforme das cavidades. A variação geométrica subtil resulta num desequilíbrio de pressão que leva a disparos curtos em algumas cavidades e a flashes noutras.
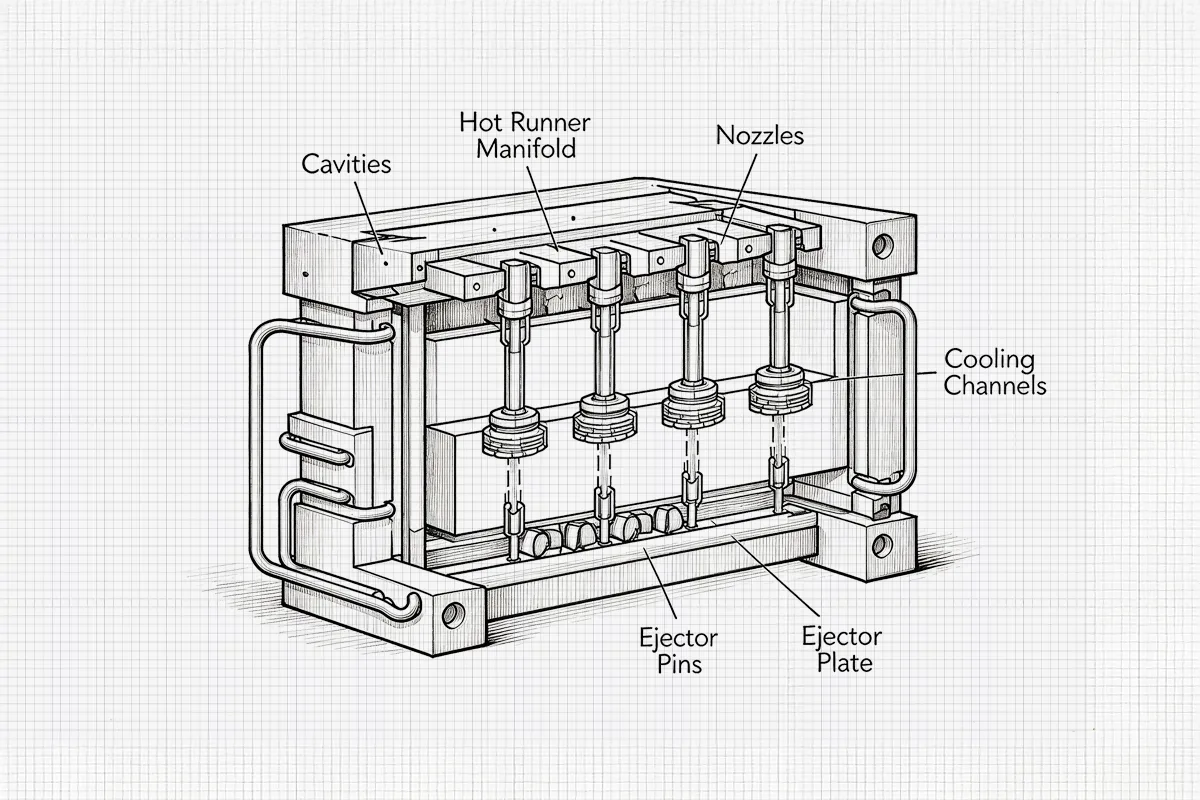
O projeto de arrefecimento é também um desafio em moldes com múltiplas cavidades. Para obter uniformidade térmica numa sequência de cavidades, é necessário ter circuitos de arrefecimento espalhados com precisão, que podem ter a forma de deflectores, borbulhadores ou planos de arrefecimento conformes. O problema de engenharia já não é a otimização de um componente, mas sim a otimização de uma rede de cavidades ligadas entre si, onde a dinâmica do fluxo, a transferência de calor e o comportamento de retração devem ser congruentes.
Precisão de fabrico e risco de construção de ferramentas
Certamente, o grau de risco do fabrico da ferramenta é proporcional ao tamanho das cavidades. Com um molde de cavidade única, só há desvios e tolerâncias na maquinação para uma única cavidade. Isto permite-lhe concentrar-se nas correcções, certificando-se de que não provoca um desequilíbrio no sistema. A afinação dimensional - ajustes seguros do aço, polimento ou refinamentos do portão - é relativamente simples.
O empilhamento de tolerâncias tem de ser considerado pelos fabricantes que gostariam de utilizar moldes com múltiplas cavidades. Grandes quantidades de inserções de cavidades requerem uniformidade ao nível do mícron, o que exige maquinação CNC de alta precisão, precisão EDM e alta metrologia. No caso de uma pequena variação dimensional nas cavidades da máquina, esta pode ser convertida numa variação de peça mensurável. Deve também ser mantida uma elevada uniformidade na maquinação dos canais e das comportas, uma vez que a não uniformidade pode levar a um desequilíbrio no enchimento e na distribuição da pressão de enchimento. A construção de moldes com múltiplas cavidades é dispendiosa, uma vez que a realização de alterações corretivas numa cavidade ou parte de um canal pode alterar as situações de equilíbrio em todo o molde. A integração da linha de montagem, a integração da linha de montagem de alinhamento e os circuitos de refrigeração herméticos também são complicados, aumentando a possibilidade de falhas de montagem, tais como linhas de separação desalinhadas, ventilação irregular ou ineficiências térmicas.
Estabilidade operacional e risco do ciclo de vida
Os fabricantes em início de carreira assumem o risco de fabrico após a entrada em funcionamento do molde. No entanto, isto é muito diferente. O fator determinante que se autodefine é a estabilidade operacional, particularmente para ferramentas de múltiplas cavidades. Os moldes de cavidade única têm gamas de processo muito mais amplas e podem tolerar gamas bastante amplas de temperatura de fusão, pressão de injeção ou viscosidade do material. Estes defeitos podem ser resolvidos pelos seus engenheiros com grande facilidade, uma vez que é muito mais fácil isolar as causas dos defeitos.
Ao trabalhar com um molde de múltiplas cavidades, os engenheiros têm de incorporar processos de controlo do molde mais rigorosos [4]. Um desses casos é que as variações de cavidade para cavidade podem ser facilmente introduzidas através da variação da reologia do material, da repetibilidade da máquina ou das condições térmicas. Uma cavidade com um mau desempenho reduzirá o rendimento, quebrará os ciclos de automatização ou exigirá a paragem da cavidade, o que terá um impacto direto na produção. Os moldes multi-cavidades têm enormes processos de manutenção. Inserções adicionais, portas e circuitos de refrigeração aumentam o número de pontos de desgaste e falha. A regra geral é a de que devem ser implementados programas rigorosos de manutenção preventiva para evitar a ocorrência de paragens não planeadas, uma vez que estas podem revelar-se dispendiosas em termos financeiros, uma vez que se trata de um elevado volume de produção.
Integração de automação e manuseamento de peças
Porque é que o novo fabricante quereria introduzir a robótica no molde? Bem, aqui estão algumas razões;
- Previsibilidade dos processos: Os robôs são consistentes, reduzindo a incerteza durante um ciclo de extração e manuseamento.
- Melhoria do OEE (Overall Equipment Efficiency): Um robô reduzirá o tempo de inatividade e os defeitos de manuseamento, o que aumentará a eficiência do molde.
- Otimização do trabalho: Os seus operadores deixam a monotonia da extração para outras tarefas melhores, como a monitorização do processo ou a análise da qualidade.
- Menos sucata e retrabalho: Os robôs têm um manuseamento controlado, o que minimiza os danos, a contaminação e a deformação das peças [5].
- Melhor rastreabilidade: A robótica relacionada, que está ligada ao MES ou ao SCADA, pode rastrear a produção e fazer uma otimização baseada em dados.
- Escalabilidade: As células automatizadas podem ser mais facilmente escalonadas quando se trata de fabrico sem luz ou de picos de procura.
Aplicação em moldes de cavidade única vs. multi-cavidade
Na moldagem de cavidade única, os fabricantes utilizam robots numa tentativa de obter o máximo de comodidade e rapidez possível. As ferramentas de fim de braço (EOAT) são concebidas para agarrar um componente de baixa complexidade estrutural, normalmente com a utilização de uma ventosa básica ou de uma pinça mecânica. As trajectórias de movimento do robô são pequenas e previsíveis e podem ser facilmente sincronizadas com a abertura e ejeção de moldes. As mudanças desenfreadas na carga útil e a estabilidade dinâmica não são um problema significativo, uma vez que o robot só pode interagir com uma única peça por ciclo.
Os moldes multi-cavidades alteram fundamentalmente estas prioridades de conceção. Os pontos de recolha têm de ser numerosos no EOAT e, em certos casos, a retenção mecânica dos circuitos de vácuo também é necessária para garantir o seu manuseamento seguro. A rigidez torna-se um problema grave, porque mesmo um ligeiro desvio pode levar à deslocação das pinças na posição relativa das cavidades. A distribuição da carga útil, a inércia e o amortecimento das vibrações, especialmente em células de automatização de alta velocidade, terão de ser considerados pelos seus engenheiros. O processo de programação dos robôs também se torna muito mais complexo e considera a coordenação rigorosa da sequência da ordem de abertura dos moldes, o comportamento de ejeção escalonado e o momento da extração.
Desafios na resolução de problemas em ferramentas multi-cavidades
Diagnosticar a variação de cavidade para cavidade
A vantagem dos moldes de cavidade única é o facto de serem fáceis de resolver problemas de forma linear. Algumas causas, que podem ser identificadas como pressão de injeção, desequilíbrio de arrefecimento local e eficiência de ventilação, podem ser rastreadas até à raiz das causas dos defeitos, tais como flash, afundamentos ou disparos curtos [6]. As medidas corretivas são normalmente diretas e limitadas.
Os moldes com múltiplas cavidades são ambíguos em termos de diagnóstico. Por exemplo, os defeitos podem aparecer de forma selectiva - algumas cavidades produzem disparos curtos enquanto outras piscam, ou o desvio dimensional afecta apenas regiões específicas da ferramenta. Cabe aos seus engenheiros separar os desequilíbrios sistémicos dos defeitos das cavidades. São necessárias técnicas como estudos de disparo curto, monitorização da pressão da cavidade e análise de variações estatísticas.
Interdependências de fluxo, térmicas e de ventilação
O problema operacional dos moldes com múltiplas cavidades é que as variáveis do processo interagem para causar defeitos e não ocorre uma falha única. Um exemplo disto é o facto de um desequilíbrio no fluxo poder dever-se a um ligeiro desvio da geometria dos canais ou a uma erosão desigual das portas que conduz a padrões de enchimento assimétricos. Em alternativa, pode ocorrer uma contração díspar devido a um desequilíbrio térmico que conduza a deformações ou a uma dimensão desproporcionada das cavidades.
Então, como é que se abordam estas questões? A regra a aplicar ao tomar medidas corretivas é o pensamento sistémico. Uma injeção excessiva poderá eliminar as queimaduras numa das cavidades e fazer flash na outra. Em alternativa, as dimensões na cavidade central e os afundamentos de causa nas posições periféricas podem ser estabilizados através de modificações na pressão de enchimento. Por conseguinte, é dever dos seus engenheiros analisar os perfis de pressão como uma unidade no que respeita ao desempenho do circuito de refrigeração e à eficiência da ventilação. Considere diagnósticos avançados - incluindo imagens térmicas, análise do fluxo de arrefecimento e deteção da pressão da cavidade - para reduzir a adivinhação e encurtar os ciclos de resolução.
Desgaste, manutenção e defeitos progressivos
Está consciente do facto de que a degradação mecânica introduz outra dimensão de complexidade na resolução de problemas? Por exemplo, a escoriação do pino ejetor, ou o desalinhamento das pastilhas, podem ser reduzidos a um par de cavidades, ocultando as causas principais. Com moldes de alta cavidade, a natureza demorada de recuperar e inspecionar cada inserção individual aumenta o tempo e o risco associado ao tempo de paragem do processo de produção.
As avarias graduais são difíceis de gerir. É possível que um furo liberte inicialmente peças que podem ser satisfatórias, mas que se tornem fora de tolerância à medida que se desgastam. Organizar uma manutenção proactiva e testes ao nível das medidas para identificar a instabilidade periódica da qualidade. O fabricante de moldes de injeção previsto deve, portanto, perceber que a resolução eficaz de problemas não envolve apenas as capacidades técnicas, mas também os padrões de inspeção habituais, a justificação dos procedimentos do histórico anterior e as acções de manutenção previstas [7].
Aplicações avançadas e extensões de casos
Considerando que selecionou um molde de cavidade única, em que momento deve mudar para um molde de múltiplas cavidades? Ok, a escala industrial é um dos principais factores determinantes. Devido à relação custo-eficácia das suas operações, na fase inicial de desenvolvimento do produto, os fabricantes emergentes concentram-se na validação, qualificação dimensional e testes de mercado. Quando os volumes de produção justificam o investimento, a multiplicação de cavidades permite ganhos de eficiência significativos.
Outra opção é transformar-se num molde familiar. Trata-se de um tipo especializado de ferramenta de múltiplas cavidades, em que peças diferentes, mas relacionadas, são moldadas num único ciclo. Esta é uma estratégia eficaz em casos de montagens que têm de possuir volumes iguais de produção, tais como tampas e retentores. No entanto, os moldes familiares introduzem uma complexidade adicional devido à variação dos comprimentos de fluxo, das pressões de enchimento e do comportamento de contração nas cavidades.
Conclusão
A escolha entre utilizar um molde de uma ou de várias cavidades é uma decisão complexa no caso do fabricante em início de atividade. Este deve considerar os seus objectivos de fabrico face às complexidades económicas e técnicas de funcionamento de qualquer um dos sistemas. Um molde de uma cavidade seria adequado para qualquer fabricante com baixos volumes que não possua os recursos humanos necessários para conceber, operar e manter moldes de múltiplas cavidades. Os moldes de múltiplas cavidades e familiares, por outro lado, oferecem a possibilidade de produção em massa e requerem competências especiais para serem utilizados.
Portanto, aí tem - não deve ser difícil tomar uma decisão, pois não?
Referências
[1] Aco Mold. (2023, outubro 19). Molde de cavidade: Ferramentas de cavidade única vs. multi-cavidade para uma produção eficiente. https://www.acomold.com/cavity-mold-single-vs-multi-cavity-tools.html
[2] Pivot Precision. (2024, 11 de julho). Moldes de cavidade única ou de múltiplas cavidades: O que é melhor para si? https://pivotprecision.com/blog/single-cavity-or-multi-cavity-molds-whats-right-for-you/
[3] Jianzhu. (2025, 30 de maio). Escolhendo o molde de injeção certo: Molde único, multi-cavidade ou familiar? https://www.swcpu.com/blog/single-cavity-vs-multi-cavity-molds/
[4] Wilson, D. (2025). Multi-Cavity Injection Molding for Higher-Volume Production Efficiency (Moldagem por Injeção Multi-Cavidades para Eficiência de Produção de Maior Volume). https://www.fictiv.com/articles/multi-cavity-injection-molds
[5] Thriam Group (2025). Revolucionando a Moldagem por Injeção com Robótica. https://thriam.com/robotics-in-injection-moulding
[6] Avient (2025). Moldagem por injeção: Resolução de problemas. https://es.avient.com/resource-center/knowledge-base/article/injection-molding-troubleshooting
[7] Kenvox (2024, 12 de novembro). Problemas e soluções comuns na moldagem por injeção. https://kenvox.com/common-problems-and-solutions-in-injection-molding/











