
您是一名崭露头角的制造商吗?您可能想生产塑料家居、医疗或汽车零部件。注塑模具结构是影响制造经济性、产能和质量稳定性规划的重要因素。单腔模具还是多腔模具是短期内需要考虑的问题。这不是模具方面的决策,而是影响资本支出(CapEx)、运营支出(OpEX)、风险敞口和可扩展性的战略性生产决策。.
这篇冗长的摘录或许能帮助你观察这些模具的工作方式、相似之处和应用。.
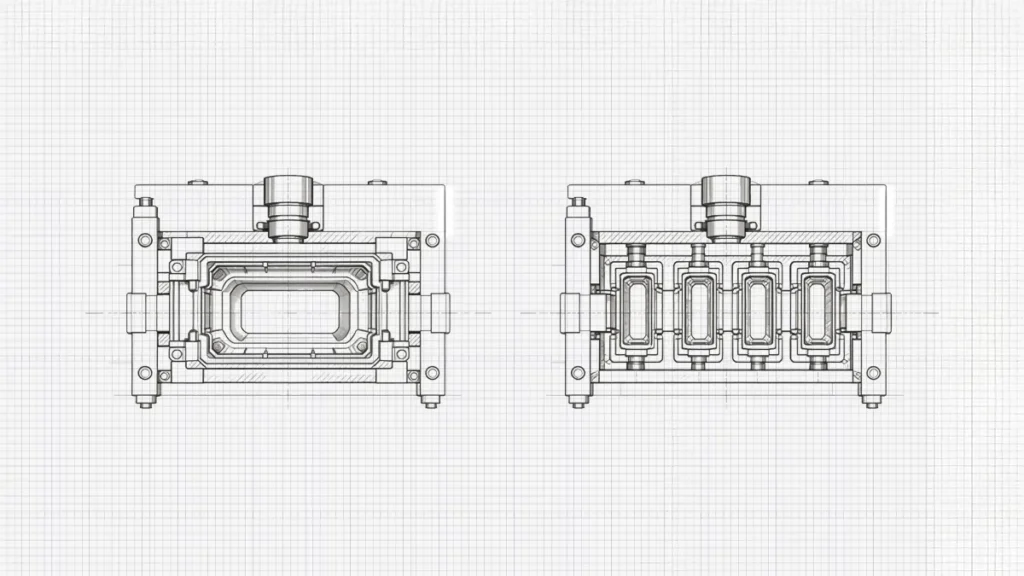
单腔模具与多腔模具的型芯比较

单模腔模具:一个模腔在每个注塑周期生产一个零件,简化了流动行为和工艺稳定性。.
多型腔模具:多个相同的型腔可在每个周期生产多个零件,极大地提高了生产量。.
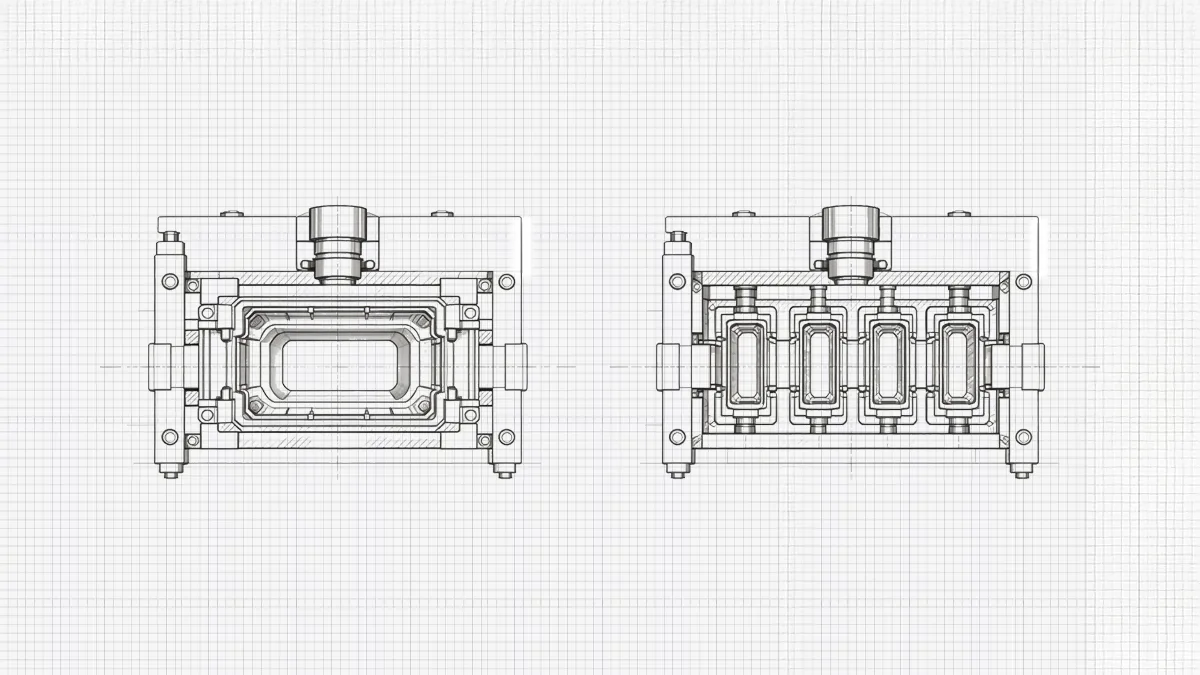
单腔模具与多腔模具的型芯比较
首先,只能将零件几何形状的单个印模放入单腔模具中,这样在任何给定的成型周期中都只能生产一个零件。这种设计在工艺、可预测的填充模式和故障排除方面都很简单。相比之下,多腔模具在模具的一个底座上有许多相同的印模,这意味着在每个成型周期中可以同时生产许多零件。 [1]. .尽管周期时间通常相当,但产量的变化与型腔数量成正比。换句话说,在多型腔模具中,每个周期成型的零件数量都会增加。.
单腔模具在生产效率方面也必然限制了产量。就产量而言,机器使用率也很高,但每小时生产的零件数量却很低。多模腔模具能在不增加机器使用时间的情况下迅速提高生产效率,因此是大批量生产的首选方案。.
在单位经济效益方面存在很大差异。就模具而言,单腔模具的起始成本较低,但单件成本较高,因为每个零件都需要摊销机器时间、劳动力和能源。多模腔模具在以下方面没有成本效益 小批量注塑成型 因为它们有复杂的加工过程、专用流道系统、专用冷却系统和空腔平衡,但规模化成本较低。.
过程控制和技术挑战
多腔模具对流动均匀性、热均匀性和压力分散性提出了更严格的要求 [2]. .不平衡可能导致短射、闪光、尺寸差异、改变或收缩率差异。因此,型腔的数量会增加工艺控制的难度。.
| 参数 | 单腔模具 | 多腔模具 |
|---|---|---|
| 每周期输出 | 1 部分 | 多个部件 |
| 模具成本 | 较低 | 更高 |
| 单位成本 | 更高 | 规模较低 |
| 工艺复杂性 | 低 | 中度至高度 |
| 周期时间 | 标准 | 类似 |
| 平衡要求 | 最低限度 | 关键 |
| 最佳使用案例 | 原型设计、小批量生产 | 大规模生产 |
模具选择和决策方法
那么,应该用什么方法来指导模具选择决策模型呢?首先要在技术可行性和经济合理性之间取得平衡。产量预测对您的决策影响最大。低需求或不确定的需求倾向于单腔模具,因为它们可以降低资本支出风险,并允许快速更改设计。对于年产量较大的产品,多腔模具在经济上是有利可图的,因为它们允许以可观的单位成本摊销模具。 [3].
其次,确定每个模具的机器能力限制。所需的模腔数量将由注塑量、注塑压力能力、塑化速度和锁模所需的吨位决定。如果超出了机器的极限,很可能会导致注射过短或剪切过度。.
您将使用什么材料?对于加工窗口较小或粘度较高的树脂,多腔系统的平衡更具挑战性。.
质量要求是什么?在制造商稳定工艺和扩大生产规模之前的早期阶段,单腔模具偏向于尺寸控制严格或外观漂亮的零件。.
模具复杂性和制造风险
设计复杂性和工程挑战
大多数新手制造商都会惊讶于每种模具都有不同的设计复杂性。当您选择单腔模具时,您的工程师必须专注于一个流动方向、一个浇口点和一个相对可预测的冷却系统。还有什么呢?由于系统中相互作用的变量较少,因此模拟聚合物流动特性、压降和排气并不那么容易。设计周期更快,试验中的修正也更简洁。.
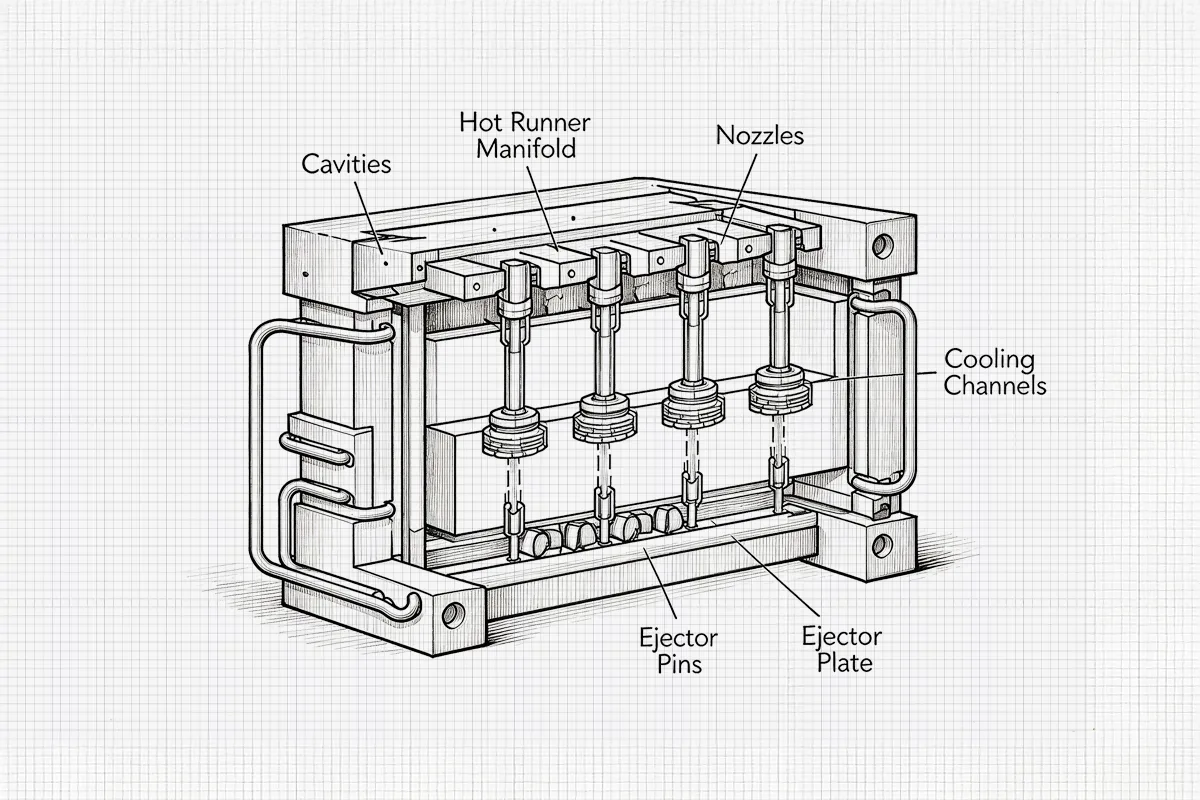
多腔模具的设计有哪些复杂之处?此类模具需要系统级的工程设计。流动平衡是一个瓶颈,需要对称的流道设计和精心优化的浇口尺寸,以确保型腔的均匀填充。微妙的几何变化会导致压力不平衡,从而导致某些型腔出现短射,而另一些型腔则出现闪光。.
在多腔模具中,冷却设计也是一项挑战。为了在一连串型腔中获得热均匀性,有必要精确铺设冷却回路,其形式可以是挡板、气泡或保形冷却计划。工程问题不再是一个部件的优化,而是相互连接的模腔网络的优化,其中流动、传热和收缩行为的动态必须一致。.
制造精度和工具制造风险
当然,模具制造的风险程度与型腔的大小成正比。使用单腔模具时,只需对单个型腔进行偏差和公差加工。这样就可以集中精力进行修正,确保不会造成系统失衡。尺寸调整--钢安全调整、抛光或浇口改进--相对简单。.
希望使用多腔模具的制造商必须考虑公差堆叠问题。大量的型腔镶件需要微米级的均匀性,这就需要高精度的数控加工、电火花加工精度和高计量。如果机床上的型腔出现微小的尺寸变化,则可将其转化为可测量的零件变化。还应该保持流道和浇口加工的高度均匀性,因为不均匀性会导致填料填充和填料压力分布的不平衡。多腔模具的建造成本很高,因为对一个型腔或部分流道进行修正可能会改变整个模具的平衡状况。装配线集成、校准线装配线集成和气密冷却回路也会进一步复杂化,增加装配故障的几率,如分型线错位、排气不均或热效率低下。.
运行稳定性和生命周期风险
刚起步的制造商在模具投入使用后就开始承担生产风险。然而,事实远非如此。决定性因素是操作稳定性,尤其是多腔模具的操作稳定性。单腔模具的工艺范围更广,可承受的熔体温度、注塑压力或材料粘度范围也相当大。您的工程师可以非常容易地排除这些缺陷,因为隔离缺陷原因要容易得多。.
在使用多腔模具时,工程师需要采用更严格的模具控制流程 [4]. .其中一种情况是,由于材料流变性、机器可重复性或热条件的变化,腔与腔之间很容易产生差异。性能不佳的型腔会降低产量,破坏自动化循环,或需要关闭型腔,从而直接影响产量。多型腔模具的维护工作量巨大。额外的镶件、浇口和冷却回路都会增加磨损点和故障点的数量。经验法则是,必须执行严格的预防性维护计划,以避免出现计划外停机,因为这可能会造成昂贵的经济损失,因为它们涉及到大量生产。.
自动化集成和部件处理
那么,新制造商为什么要在模具中引入机器人技术呢?原因如下;
- 流程的可预测性: 机器人具有一致性,可减少提取和处理周期中的不确定性。.
- 提高 OEE(设备整体效率): 机器人可以减少停机时间和处理缺陷,从而提高模具效率。.
- 劳动力优化: 您的操作员可以将单调的提取工作交给其他更好的工作,如过程监控或质量分析。.
- 减少废料和返工: 机器人可控制操作,最大限度地减少部件的损坏、污染和变形 [5].
- 更好的可追溯性: 与 MES 或 SCADA 相连接的相关机器人可以跟踪生产情况,并根据数据进行优化。.
- 可扩展性: 当遇到熄灯生产或需求激增时,自动化单元更容易扩展。.
在单腔模具和多腔模具中的应用
在单腔成型中,制造商使用机械手来尽可能地提高工作的便利性和速度。机械臂末端工具(EOAT)的设计目的是抓取一个结构复杂度较低的部件,通常使用一个基本的真空吸盘或机械抓手。机器人运动轨迹小且可预测,可轻松与模具的打开和顶出同步。有效载荷的急剧变化和动态稳定性都不是大问题,因为机器人每个周期只能与单个部件进行交互。.
多腔模具从根本上改变了这些设计重点。拾取点必须在 EOAT 上有很多,在某些情况下,还需要对真空回路进行机械固定,以确保它们得到安全处理。刚性成为一个严重的问题,因为即使是轻微的偏差也会导致夹具在腔体的相对位置上发生位移。工程师必须考虑有效载荷的分布、惯性和振动阻尼,尤其是在高速自动化单元中。机器人的编程过程也变得更加复杂,需要严格协调开模顺序、交错顶出行为和抽取时机。.
多腔工具的故障排除挑战
诊断腔与腔之间的差异
单腔模具的优点是易于线性排除故障。有些原因可以确定为注塑压力、局部冷却不平衡和排气效率,可以追溯到闪蒸、水槽或短射等缺陷的根本原因。 [6]. .补救行动通常是直接和有限制的。.
多腔模具在诊断方面比较模糊。例如,缺陷可能有选择性地出现--一些型腔产生短射,而另一些型腔产生闪光,或者尺寸偏移只影响模具的特定区域。这就需要工程师将系统失衡和型腔故障区分开来。这就需要采用短射研究、型腔压力监测和统计变化分析等技术。.
流量、热量和通风的相互依存关系
多腔模具的运行问题在于,工艺变量相互作用导致缺陷,而不会出现单一故障。例如,流道几何形状的轻微偏差或浇口的不均匀侵蚀都可能导致流动不平衡,从而形成不对称的填充模式。另外,热失衡也可能导致收缩不均,从而导致翘曲或空腔大小不成比例。.
那么,如何解决这些问题呢?采取纠正措施时应遵循的原则是系统思维。过度注塑可以消除其中一个空腔的烧伤,并使另一个空腔闪光。另外,也可以通过调整填料压力来稳定中央空腔的尺寸和外围位置的水槽。因此,工程师有责任将压力曲线作为一个整体来考虑冷却回路的性能和排气效率。考虑采用先进的诊断方法,包括热成像、冷却流分析和空腔压力传感,以减少猜测并缩短解决周期。.
磨损、维护和渐进缺陷
您是否意识到,机械退化会带来另一个层面的故障排除复杂性?例如,顶针咬合或镶件错位可缩小到几个型腔,隐藏了根本原因。对于高型腔模具,检索和检查每一个镶件都非常耗时,这就增加了与生产过程停机相关的时间和风险。.
渐进式故障很难处理。有可能出现这样的情况:一个孔最初释放出的部件可以令人满意,但随着磨损会变得超出公差范围。在措施层面安排主动维护和测试,以识别周期性的质量不稳定性。因此,预测的注塑成型制造商必须认识到,有效的故障排除不仅涉及技术能力,还涉及习惯性检查标准、以往历史程序的合理性以及可预见的维护行动。 [7].
高级应用和案例扩展
考虑到您已经选择了单腔模具,那么您应该在什么时候改用多腔模具呢?工业规模是决定因素之一。由于其操作的成本效益,在最初的产品开发阶段,新兴制造商将重点放在验证、尺寸鉴定和市场测试上。一旦产量证明了投资的合理性,模腔倍增就能显著提高效率。.
另一种方法是转换为系列模具。这是一种专门的多腔模具,在一个周期内成型不同但相关的零件。对于必须拥有相同产量的组件(如盖帽和固定器),这是一种有效的策略。但是,由于各腔的流动长度、填充压力和收缩行为各不相同,系列模具会带来额外的复杂性。.
结论
对于刚起步的制造商来说,选择使用单腔模具还是多腔模具是一个复杂的决定。他们必须考虑自己的生产目标与运行这两种系统的经济和技术复杂性。单腔模具适用于产量低、不具备设计、操作和维护多腔模具的人力资源的制造商。而多腔模具和系列模具则为批量生产提供了可能,但需要特殊技能才能使用。.
所以,就这样吧--做出决定应该不是什么难事,不是吗?
参考资料
[1] Aco Mold.(2023年10月19日)。型腔模具:高效生产的单腔与多腔工具。. https://www.acomold.com/cavity-mold-single-vs-multi-cavity-tools.html
[2] Pivot Precision.(2024年7月11日)。单腔或多腔模具:什么适合您? https://pivotprecision.com/blog/single-cavity-or-multi-cavity-molds-whats-right-for-you/
[3] Jianzhu.(2025 年 5 月 30 日)。选择合适的注塑模具:单腔模、多腔模还是家族模? https://www.swcpu.com/blog/single-cavity-vs-multi-cavity-molds/
[4] Wilson, D. (2025)。提高批量生产效率的多腔注塑成型。. https://www.fictiv.com/articles/multi-cavity-injection-molds
[5] Thriam Group (2025)。利用机器人技术彻底改变注塑成型。. https://thriam.com/robotics-in-injection-moulding
[6] Avient (2025).注塑成型:故障排除。. https://es.avient.com/resource-center/knowledge-base/article/injection-molding-troubleshooting
[7] Kenvox(2024 年 11 月 12 日)。注塑成型中的常见问题及解决方案。. https://kenvox.com/common-problems-and-solutions-in-injection-molding/











