
Vous êtes un fabricant en herbe ? Vous souhaitez peut-être fabriquer des pièces en plastique à usage domestique, médical ou automobile. L'architecture du moule d'injection est un facteur important pour l'économie de la fabrication, la capacité et la planification de la stabilité de la qualité. Le choix d'un moule à cavité unique ou d'un moule à cavités multiples est une question à prendre en considération à court terme. Il ne s'agit pas d'une décision à prendre en termes d'outillage, mais d'une décision stratégique de production qui a un impact sur les dépenses d'investissement (CapEx), les dépenses d'exploitation (OpEX), l'exposition au risque et l'évolutivité.
Ce long extrait vous permettra peut-être d'observer le fonctionnement de ces moules, leurs parallèles et leurs applications.
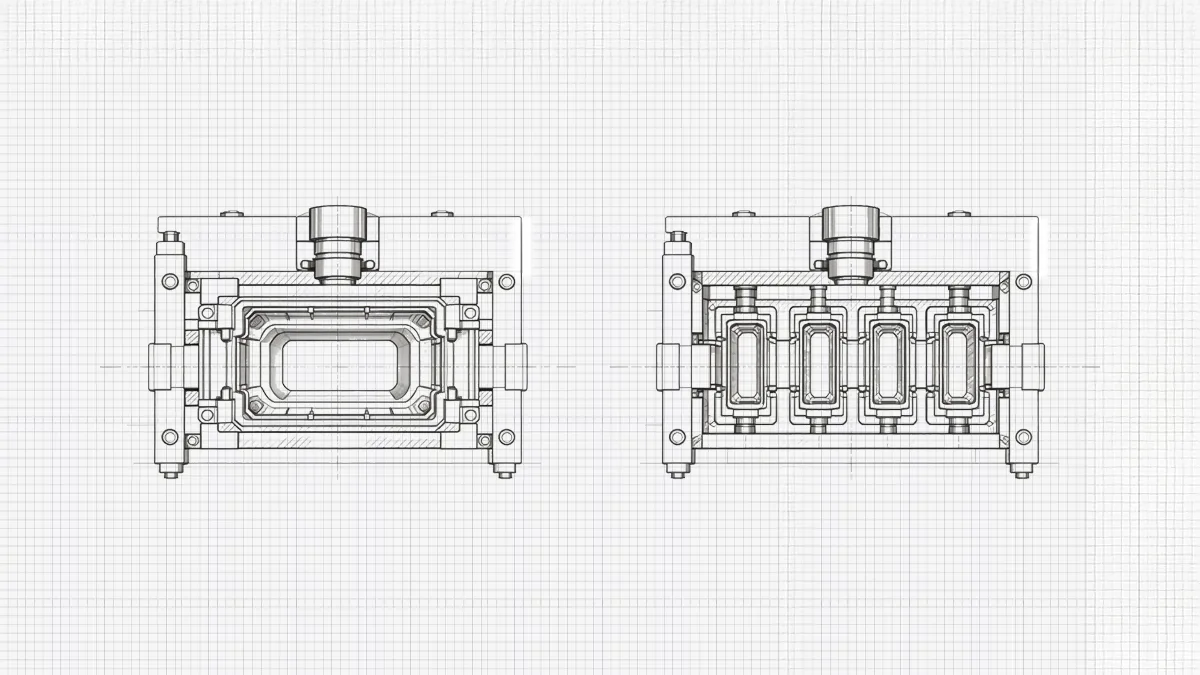
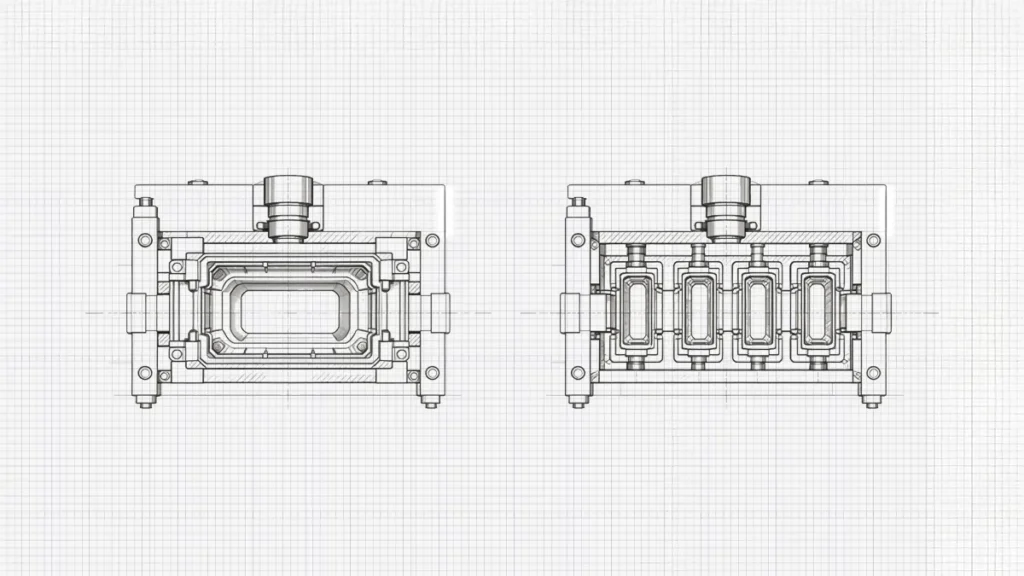
Comparaison des noyaux entre les moules à cavité unique et les moules à cavités multiples

Moule à cavité unique : une seule cavité produit une pièce par cycle d'injection, ce qui simplifie le comportement du flux et la stabilisation du processus.
Moule à cavités multiples : plusieurs cavités identiques produisent plusieurs pièces par cycle, ce qui augmente considérablement le rendement.
Comparaison des noyaux entre les moules à cavité unique et les moules à cavités multiples
Tout d'abord, il n'est possible de placer qu'une seule empreinte de la géométrie de la pièce dans un moule à cavité unique, de sorte qu'une seule pièce est fabriquée au cours d'un cycle de moulage donné. Il s'agit d'une conception simple en termes de processus, de modèles de remplissage prévisibles et de facilité de dépannage. En comparaison, un moule multi-empreintes comporte de nombreuses empreintes identiques dans une base du moule, ce qui implique que de nombreuses pièces peuvent être produites simultanément à chaque cycle. [1]. La variation du rendement en fonction du nombre d'empreintes est proportionnelle au nombre d'empreintes, bien que la durée du cycle soit généralement comparable. En d'autres termes, à chaque cycle, un plus grand nombre de pièces est moulé dans le moule multi-cavités.
Les moules à cavité unique sont également nécessairement restrictifs en termes d'efficacité de production. L'utilisation de la machine est également élevée en termes de rendement, mais le nombre de pièces produites par heure est faible. Les moules multi-empreintes augmentent rapidement la productivité sans le même nombre d'heures de machine et sont donc la solution de choix pour les programmes à grand volume.
Il existe un niveau élevé de divergence en matière d'économie unitaire. Les moules à cavité unique sont moins chers au départ en termes d'outillage, mais ils sont plus coûteux en termes de pièces puisque le temps machine, la main-d'œuvre et l'énergie sont amortis par pièce. Les moules multi-empreintes ne sont pas rentables en termes d'outillage. moulage par injection de faibles volumes car ils nécessitent un processus d'usinage compliqué, un système de canaux et un système de refroidissement dédiés, ainsi qu'un équilibrage des cavités, mais ils sont moins coûteux à mettre à l'échelle.
Contrôle des processus et défis techniques
Les moules à cavités multiples imposent des exigences plus strictes en matière d'égalité des flux, d'uniformité thermique et de dispersion de la pression. [2]. Un déséquilibre peut entraîner des coups courts, des bavures, des différences dimensionnelles, des altérations ou des différences de rétrécissement. Ainsi, le nombre de cavités augmente la difficulté du contrôle du processus.
| Paramètres | Moule à cavité unique | Moule multi-empreintes |
|---|---|---|
| Sortie par cycle | 1 partie | Pièces multiples |
| Coût de l'outillage | Plus bas | Plus élevé |
| Coût unitaire | Plus élevé | Plus bas à l'échelle |
| Complexité du processus | Faible | Modéré à élevé |
| Durée du cycle | Standard | Semblable |
| Exigence d'équilibrage | Minime | Critique |
| Meilleur cas d'utilisation | Prototypage, faibles volumes | Production de masse |
Sélection des moules et approche décisionnelle
Quelle approche doit donc guider votre modèle de prise de décision en matière de sélection des moules ? Commencez par trouver un équilibre entre la faisabilité technique et la justification financière. Les prévisions de volume de production ont l'impact le plus important sur votre décision. Une demande faible ou incertaine tend à favoriser les moules à cavité unique, car ils réduisent le risque de dépenses d'investissement et permettent de modifier rapidement la conception. Les moules multi-empreintes sont économiquement rentables pour des volumes annuels importants, car ils permettent d'amortir l'outillage à un coût unitaire considérable [3].
Deuxièmement, il faut établir les contraintes de capacité de la machine pour chacun des moules. Le nombre de cavités nécessaires sera déterminé par la taille de l'injection, la capacité de pression d'injection, le taux de plastification et le tonnage requis de la pince. Si vous dépassez les limites de la machine, vous risquez de vous retrouver avec des tirs courts ou un cisaillement excessif.
Quels matériaux allez-vous utiliser ? Les systèmes à cavités multiples sont plus difficiles à équilibrer avec des résines qui ont de petites fenêtres de traitement ou une viscosité élevée.
Quelles sont les exigences de qualité ? Les moules à cavité unique favorisent les pièces dont les dimensions sont étroitement contrôlées ou dont l'aspect est cosmétique au cours des premières étapes, avant que les fabricants ne stabilisent le processus et n'augmentent la production.
Complexité de l'outillage et risques liés à la fabrication
Complexité de la conception et défis techniques
La plupart des fabricants novices sont surpris par le fait que chaque moule présente des complexités de conception différentes. Lorsque vous choisissez un moule à cavité unique, vos ingénieurs doivent se concentrer sur un seul sens d'écoulement, un seul point d'entrée et un système de refroidissement relativement prévisible. Qui plus est ? Le comportement de l'écoulement des polymères, la chute de pression et l'évacuation peuvent être simulés avec moins de facilité, car le système comporte peu de variables en interaction. Les cycles de conception sont plus rapides et les amendements correctifs à l'essai sont plus condensés.
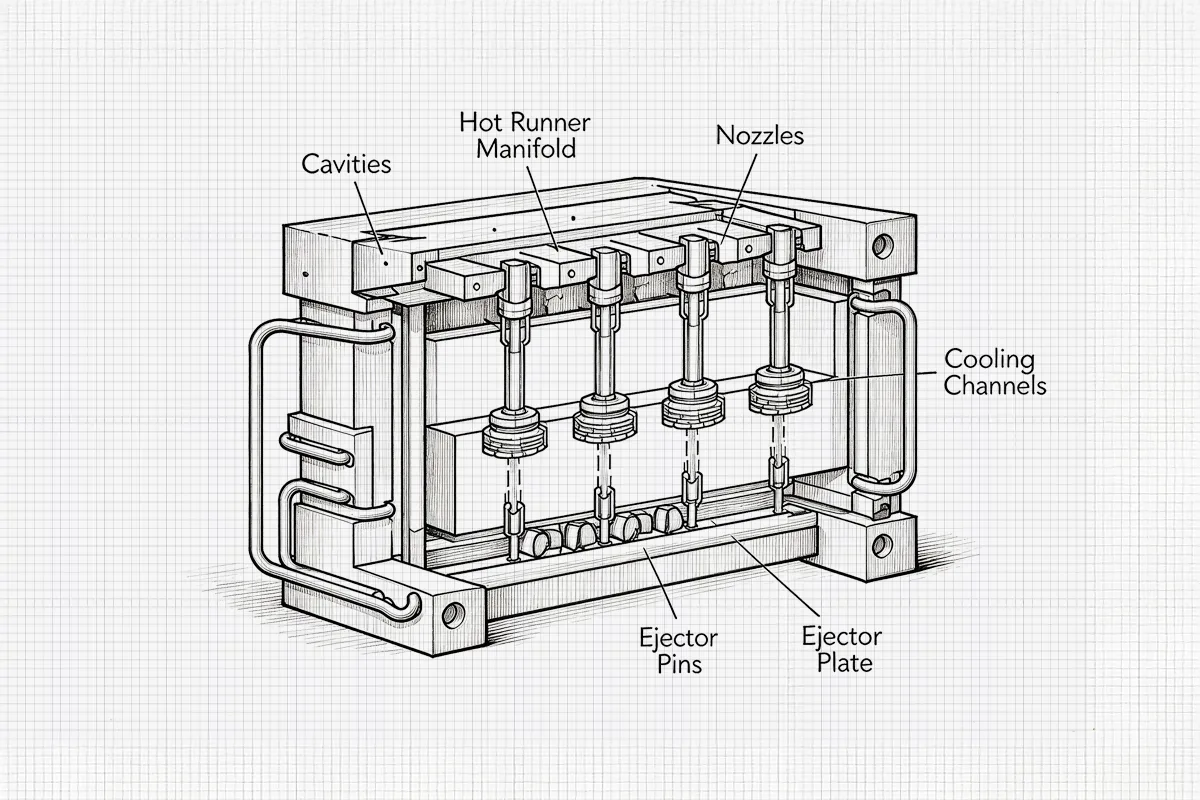
Quelles sont les complications liées à la conception des moules à cavités multiples ? Ces moules nécessitent une ingénierie au niveau du système. L'équilibre du flux est un goulot d'étranglement qui nécessite des conceptions symétriques des canaux et des tailles de portes soigneusement optimisées pour assurer un remplissage uniforme des cavités. Les variations géométriques subtiles entraînent un déséquilibre de pression qui se traduit par des tirs courts dans certaines cavités et des bavures dans d'autres.
La conception du refroidissement est également un défi dans les moules à cavités multiples. Afin d'obtenir une uniformité thermique dans une séquence de cavités, il est nécessaire d'avoir des circuits de refroidissement répartis avec précision, qui peuvent être sous la forme de chicanes, de bulles ou de plans de refroidissement conformes. Le problème d'ingénierie n'est plus l'optimisation d'un composant, mais plutôt l'optimisation d'un réseau de cavités reliées entre elles, où la dynamique de l'écoulement, le transfert de chaleur et le comportement de rétraction doivent être congruents.
Précision de la fabrication et risques liés à la construction d'outils
Il est certain que le degré de risque de la fabrication de l'outil est proportionnel à la taille des cavités. Avec un moule mono-empreinte, il n'y a que des écarts et des tolérances d'usinage sur une seule empreinte. Cela permet de se concentrer sur les corrections, en veillant à ne pas provoquer de déséquilibre dans le système. La mise au point dimensionnelle - ajustements de sécurité de l'acier, polissage ou raffinements de la porte - est relativement simple.
L'empilement des tolérances doit être pris en compte par les fabricants qui souhaitent utiliser des moules multi-empreintes. De grandes quantités d'inserts d'empreintes nécessitent une uniformité au niveau du micron, ce qui exige un usinage CNC de haute précision, une précision EDM et une métrologie de haut niveau. Dans le cas d'une petite variation dimensionnelle des cavités sur la machine, elle peut être convertie en une variation mesurable de la pièce. Il convient également de maintenir une grande uniformité dans l'usinage des canaux et des portes, car l'absence d'uniformité peut entraîner un déséquilibre dans le remplissage et la distribution de la pression de remplissage. Les moules multi-empreintes sont coûteux à construire, car les changements correctifs apportés à une empreinte ou à une partie d'un canal peuvent modifier les situations d'équilibre dans l'ensemble du moule. L'intégration de la ligne d'assemblage, l'intégration de la ligne d'alignement de la ligne d'assemblage et les circuits de refroidissement étanches à l'air sont également compliqués, ce qui augmente le risque de défauts d'assemblage tels que des plans de joint mal alignés, une ventilation inégale ou des inefficacités thermiques.
Stabilité opérationnelle et risque lié au cycle de vie
Les fabricants en herbe assument le risque de fabrication jusqu'à la fin de la mise en service du moule. Or, il en est tout autrement. Le facteur déterminant qui se définit lui-même est la stabilité opérationnelle, en particulier pour les outils multi-empreintes. Les moules mono-empreinte ont des plages de processus beaucoup plus larges et peuvent tolérer des plages assez étendues de température de fusion, de pression d'injection ou de viscosité du matériau. Ces défauts peuvent être résolus par vos ingénieurs avec une grande facilité, car il est beaucoup plus facile d'isoler les causes des défauts.
Lorsqu'ils travaillent avec un moule à cavités multiples, les ingénieurs doivent intégrer des processus de contrôle des moules plus stricts. [4]. Par exemple, les variations d'une cavité à l'autre peuvent être facilement introduites par la variation de la rhéologie du matériau, la répétabilité de la machine ou les conditions thermiques. Une cavité peu performante réduira le rendement, interrompra les cycles d'automatisation ou nécessitera l'arrêt de la cavité, ce qui aura un impact direct sur le débit. Les moules multi-empreintes sont soumis à d'énormes processus de maintenance. Les inserts supplémentaires, les portes et les circuits de refroidissement augmentent tous le nombre de points d'usure et de défaillance. La règle de base est qu'il faut mettre en œuvre des programmes stricts de maintenance préventive pour éviter les temps d'arrêt imprévus, qui peuvent s'avérer coûteux en termes financiers, étant donné qu'il s'agit d'un volume de production élevé.
Intégration de l'automatisation et manipulation des pièces
Pourquoi alors le nouveau fabricant voudrait-il introduire la robotique dans le moule ? Voici quelques raisons ;
- Prévisibilité des processus : Les robots sont cohérents, ce qui réduit l'incertitude au cours d'un cycle d'extraction et de manipulation.
- Amélioration de l'efficacité globale de l'équipement (OEE) : Un robot réduira les temps d'arrêt et les défauts de manipulation, ce qui augmentera l'efficacité du moule.
- Optimisation de la main-d'œuvre : Vos opérateurs abandonnent la monotonie de l'extraction pour se consacrer à d'autres tâches plus intéressantes, telles que le contrôle des processus ou l'analyse de la qualité.
- Moins de rebuts et de reprises : Les robots ont une manipulation contrôlée, ce qui minimise les dommages, la contamination et la déformation des pièces. [5].
- Une meilleure traçabilité : La robotique associée, qui est connectée à MES ou SCADA, permet de suivre la production et d'effectuer des optimisations basées sur des données.
- Évolutivité : Les cellules automatisées peuvent être mises à l'échelle plus facilement lorsqu'il s'agit de fabriquer sans lumière ou de faire face à des pics de demande.
Application dans les moules à cavité unique et les moules à cavités multiples
Dans le domaine du moulage mono-empreinte, les fabricants utilisent des robots pour tenter d'obtenir le plus de commodité et de rapidité possible. L'outillage en bout de bras (EOAT) est conçu pour saisir un composant de faible complexité structurelle, généralement à l'aide d'une ventouse de base ou d'une pince mécanique. Les trajectoires des robots sont petites et prévisibles et peuvent être facilement synchronisées avec l'ouverture et l'éjection des moules. Les changements incessants de la charge utile et la stabilité dynamique ne constituent pas un problème important puisque le robot ne peut interagir qu'avec une seule pièce par cycle.
Les moules multi-empreintes modifient fondamentalement ces priorités de conception. Les points de prélèvement doivent être nombreux sur l'EOAT et, dans certains cas, la rétention mécanique des circuits de vide est également assurée pour garantir leur manipulation en toute sécurité. La rigidité devient un problème sérieux car le moindre écart peut entraîner le déplacement des pinces dans la position relative des cavités. La répartition de la charge utile, l'inertie et l'amortissement des vibrations, en particulier dans les cellules d'automatisation à grande vitesse, devront être pris en compte par vos ingénieurs. Le processus de programmation des robots devient également beaucoup plus complexe et nécessite une coordination stricte de l'ordre d'ouverture des moules, de l'éjection échelonnée et de la synchronisation de l'extraction.
Défis en matière de dépannage pour les outils à cavités multiples
Diagnostiquer les variations d'une cavité à l'autre
L'avantage des moules à cavité unique est qu'ils sont faciles à dépanner de manière linéaire. Certaines causes, qui peuvent être identifiées comme la pression d'injection, le déséquilibre du refroidissement local et l'efficacité de l'aération, peuvent être retracées jusqu'aux causes profondes des défauts tels que la bavure, les coulures ou les tirs courts. [6]. Les mesures correctives sont normalement directes et limitées.
Les moules à cavités multiples sont ambigus en termes de diagnostic. Par exemple, les défauts peuvent apparaître de manière sélective - certaines cavités produisant des tirs courts tandis que d'autres produisent des éclairs, ou des dérives dimensionnelles n'affectant que des régions spécifiques de l'outil. Il appartient à vos ingénieurs de distinguer les déséquilibres systémiques des défauts des cavités. Des techniques telles que l'étude des tirs courts, la surveillance de la pression dans les cavités et l'analyse des variations statistiques sont nécessaires.
Interdépendances des flux, de la température et de la ventilation
Le problème opérationnel des moules multi-empreintes est que les variables du processus interagissent pour provoquer des défauts, et qu'il n'y a pas de défaillance unique. Par exemple, un déséquilibre dans le flux peut être dû à une légère déviation de la géométrie des patins ou à une érosion inégale des portes, ce qui entraîne des schémas de remplissage asymétriques. Par ailleurs, une contraction disparate peut résulter d'un déséquilibre thermique entraînant une déformation ou une taille disproportionnée des cavités.
Alors, comment résoudre ces problèmes ? La règle à appliquer pour prendre des mesures correctives est le raisonnement systémique. Une injection excessive pourra supprimer les brûlures dans l'une des cavités et éclairer l'autre. Par ailleurs, il est possible de stabiliser les dimensions dans la cavité centrale et les puits de cause dans les positions périphériques en modifiant la pression de remplissage. Il serait donc du devoir de vos ingénieurs d'examiner les profils de pression dans leur ensemble en ce qui concerne les performances du circuit de refroidissement et l'efficacité de la ventilation. Envisagez des diagnostics avancés - y compris l'imagerie thermique, l'analyse du flux de refroidissement et la détection de la pression dans la cavité - pour réduire les conjectures et raccourcir les cycles de résolution.
Usure, entretien et défauts progressifs
Êtes-vous conscient du fait que la dégradation mécanique introduit une autre dimension de la complexité du dépannage ? Par exemple, le grippage de la goupille d'éjection ou le désalignement des inserts peuvent être limités à quelques cavités, cachant ainsi les causes profondes. Dans le cas des moules à forte cavité, la nécessité de récupérer et d'inspecter chaque insert augmente le temps et le risque associés à l'arrêt du processus de production.
Les dysfonctionnements progressifs sont difficiles à gérer. Il est possible d'avoir un trou qui libère initialement des pièces qui peuvent être satisfaisantes, mais qui deviennent hors tolérance au fur et à mesure qu'elles s'usent. Prévoir une maintenance proactive et des tests au niveau des mesures pour identifier les instabilités périodiques de la qualité. Le fabricant prévu de moulage par injection doit donc se rendre compte qu'un dépannage efficace n'implique pas seulement les capacités techniques, mais aussi les normes d'inspection habituelles, la justification des procédures antérieures et les actions de maintenance prévues. [7].
Applications avancées et extensions de cas
Si vous avez choisi un moule mono-empreinte, à quel moment devriez-vous passer à un moule multi-empreintes ? L'échelle industrielle est l'un des facteurs déterminants. En raison de la rentabilité de leurs opérations, les fabricants émergents se concentrent sur la validation, la qualification dimensionnelle et les tests de marché lors de la phase initiale de développement du produit. Une fois que les volumes de production justifient l'investissement, la multiplication des empreintes permet de réaliser des gains d'efficacité significatifs.
Une autre option consiste à se transformer en moule familial. Il s'agit d'un type spécialisé d'outillage multi-empreintes, dans lequel des pièces dissemblables, mais apparentées, sont moulées en un seul cycle. Il s'agit d'une stratégie efficace dans le cas d'assemblages qui doivent avoir des volumes de production égaux, tels que les capuchons et les dispositifs de retenue. Cependant, les moules familiaux introduisent une complexité supplémentaire en raison de la variation des longueurs d'écoulement, des pressions de remplissage et du comportement de rétrécissement entre les cavités.
Conclusion
Le choix d'utiliser un moule à une ou plusieurs cavités est une décision complexe pour le fabricant en herbe. Il doit tenir compte de ses objectifs de fabrication et des complexités économiques et techniques liées à l'utilisation de l'un ou l'autre système. Un moule à une empreinte conviendrait à tout fabricant dont les volumes sont faibles et qui ne dispose pas des ressources humaines nécessaires pour concevoir, exploiter et entretenir des moules à plusieurs empreintes. Les moules multi-empreintes et les moules familiaux, en revanche, offrent la possibilité d'une production de masse et nécessitent des compétences particulières pour être utilisés.
Voilà, il ne devrait pas être difficile de prendre une décision, n'est-ce pas ?
Références
[1] Aco Mold. (2023, 19 octobre). Cavity Mold : Outils à une ou plusieurs cavités pour une production efficace. https://www.acomold.com/cavity-mold-single-vs-multi-cavity-tools.html
[2] Pivot Precision. (2024, 11 juillet). Moules à cavité unique ou moules à cavités multiples : Qu'est-ce qui vous convient ? https://pivotprecision.com/blog/single-cavity-or-multi-cavity-molds-whats-right-for-you/
[3] Jianzhu. (2025, 30 mai). Choisir le bon moule d'injection : Moule simple, multi-empreintes ou moule familial ? https://www.swcpu.com/blog/single-cavity-vs-multi-cavity-molds/
[4] Wilson, D. (2025). Multi-Cavity Injection Molding for Higher-Volume Production Efficiency (Moulage par injection à cavités multiples pour une efficacité de production supérieure). https://www.fictiv.com/articles/multi-cavity-injection-molds
[5] Groupe Thriam (2025). Révolutionner le moulage par injection avec la robotique. https://thriam.com/robotics-in-injection-moulding
[6] Avient (2025). Moulage par injection : Dépannage. https://es.avient.com/resource-center/knowledge-base/article/injection-molding-troubleshooting
[7] Kenvox (2024, 12 novembre). Problèmes courants et solutions dans le moulage par injection. https://kenvox.com/common-problems-and-solutions-in-injection-molding/











