
هل أنت مصنع ناشئ؟ قد ترغب في تصنيع قطع غيار بلاستيكية منزلية أو طبية أو قطع غيار السيارات. تُعد بنية قالب الحقن عاملًا مهمًا في اقتصاديات التصنيع والقدرة وتخطيط استقرار الجودة. قد يكون القالب ذو التجويف الواحد أو القالب متعدد التجاويف هو المسألة التي يجب مراعاتها على المدى القصير. لا يتعلق الأمر بقرار يتعلق بالأدوات بل هو قرار إنتاج استراتيجي يؤثر على النفقات الرأسمالية (CapEx) ونفقات التشغيل (OpEX) والتعرض للمخاطر وقابلية التوسع.
ربما يساعدك هذا المقتطف المطول في ملاحظة طريقة عمل هذه القوالب وأوجه التشابه بينها وتطبيقاتها.
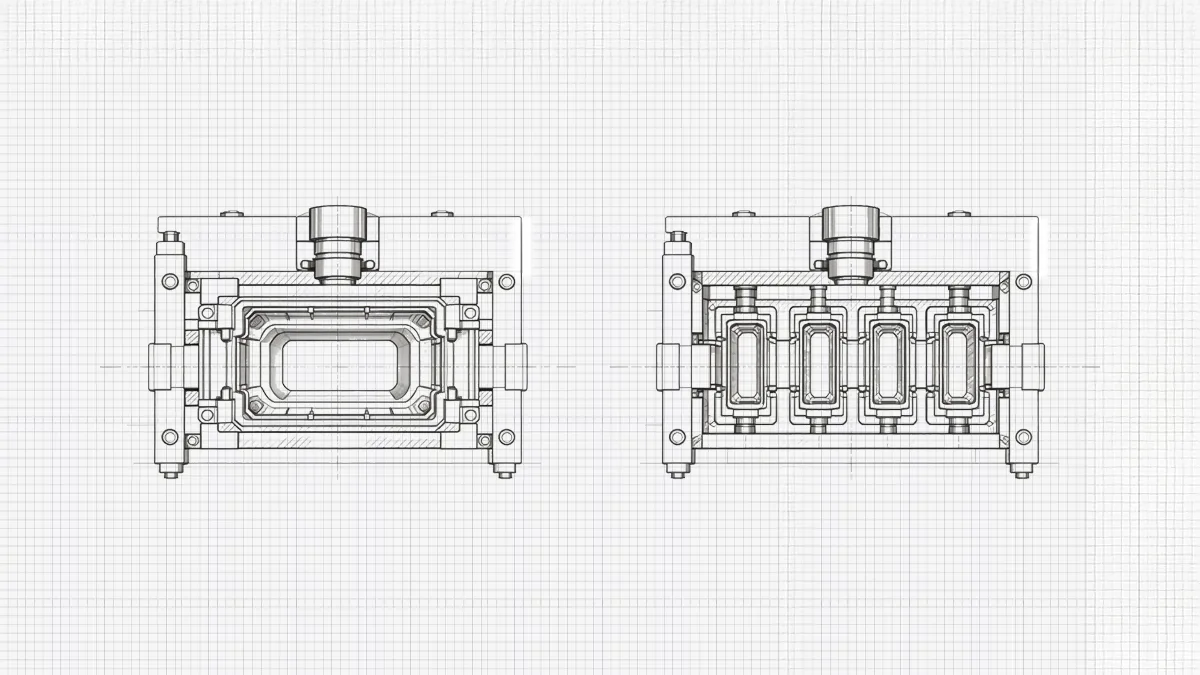
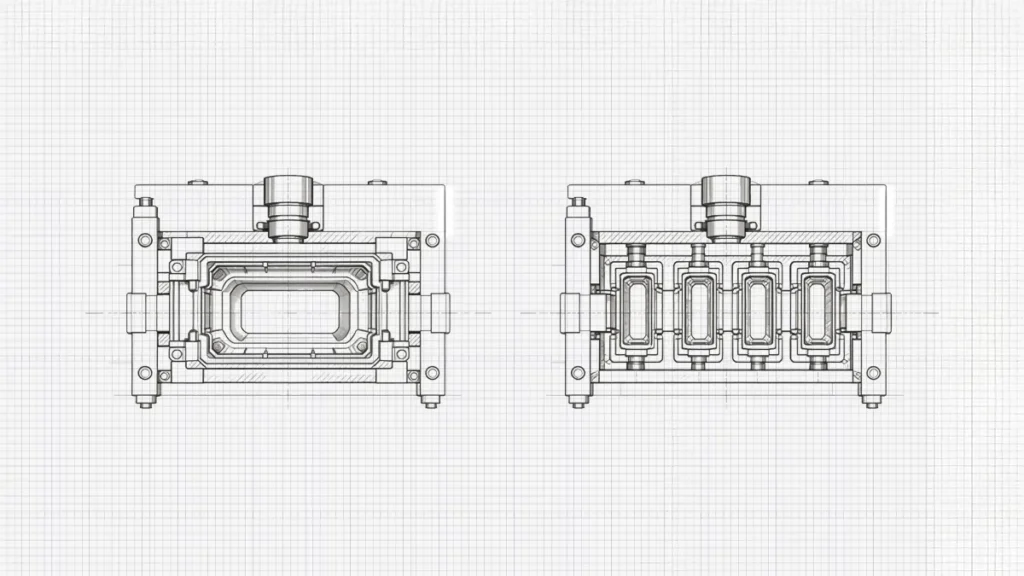
مقارنة بين القوالب أحادية التجويف والقوالب متعددة التجاويف

القالب ذو التجويف الواحد: ينتج تجويف واحد جزءًا واحدًا لكل دورة حقن، مما يبسّط سلوك التدفق واستقرار العملية.
قالب متعدد التجاويف: تنتج عدة تجاويف متطابقة عدة أجزاء في كل دورة، مما يزيد من الإنتاجية بشكل كبير.
مقارنة بين القوالب أحادية التجويف والقوالب متعددة التجاويف
أولاً، من الممكن فقط وضع انطباع واحد لهندسة الجزء في قالب تجويف واحد، بحيث يتم تصنيع جزء واحد في أي دورة صب معينة. إنه تصميم بسيط فيما يتعلق بالعمليات، وأنماط التعبئة التي يمكن التنبؤ بها، وسهولة استكشاف الأخطاء وإصلاحها. وبالمقارنة، فإن القالب متعدد التجاويف يحتوي على العديد من الانطباعات المتماثلة في قاعدة واحدة من القالب، وهذا يعني أنه يمكن إنتاج العديد من الأجزاء في وقت واحد في كل دورة [1]. يتناسب التغير في المخرجات مع عدد التجاويف مع عدد التجاويف، على الرغم من أن زمن الدورة عادةً ما يكون متقاربًا. بكلمات واضحة، كل دورة تحتوي على عدد أكبر من الأجزاء المصبوبة في القالب متعدد التجاويف.
كما أن القوالب أحادية التجويف مقيدة بالضرورة للإنتاجية فيما يتعلق بكفاءة الإنتاج. كما أن استخدام الماكينة مرتفع أيضًا من حيث الإنتاج، ولكن عدد الأجزاء المنتجة في الساعة منخفض. تعمل القوالب متعددة التجاويف على زيادة الإنتاجية بسرعة دون نفس عدد ساعات عمل الماكينة وبالتالي فهي الحل المفضل عندما يتعلق الأمر ببرامج ذات حجم كبير.
هناك مستوى عالٍ من التباين في اقتصاديات الوحدة. تعتبر القوالب أحادية التجويف أرخص في البداية من حيث الأدوات، ولكنها أكثر تكلفة من حيث القطعة الواحدة حيث يتم استهلاك وقت الماكينة والعمالة والطاقة لكل قطعة. القوالب متعددة التجاويف ليست فعالة من حيث التكلفة في القولبة بالحقن منخفضة الحجم حيث أنها تحتوي على عملية تصنيع معقدة، ونظام عداء مخصص، ونظام تبريد مخصص، وموازنة تجويف، ولكنها أقل تكلفة في الحجم.
التحكم في العمليات والتحديات التقنية
تفرض القوالب متعددة التجاويف متطلبات أكثر صرامة على تساوي التدفق والتوحيد الحراري وتشتت الضغط [2]. قد يؤدي اختلال التوازن إلى قصر الطلقات، أو الوميض، أو اختلاف الأبعاد، أو التغيير، أو الاختلاف في الانكماش. وبالتالي، يزيد عدد التجاويف من صعوبة التحكم في العملية.
| المعلمة | قالب القالب أحادي التجويف | قالب متعدد التجاويف |
|---|---|---|
| الناتج لكل دورة | 1 جزء | أجزاء متعددة |
| تكلفة الأدوات | أقل | أعلى |
| تكلفة الوحدة | أعلى | أقل في الحجم |
| تعقيد العملية | منخفضة | متوسط إلى مرتفع |
| وقت الدورة | قياسي | مماثلة |
| متطلبات الموازنة | الحد الأدنى | الحرجة |
| أفضل حالة استخدام | النماذج الأولية، أحجام منخفضة | الإنتاج الضخم |
اختيار القالب ونهج اتخاذ القرار
إذن، ما هو النهج الذي يجب أن يوجه نموذج اتخاذ القرار الخاص باختيار القالب؟ ابدأ بتحقيق التوازن بين الجدوى الفنية والتبرير المالي. توقعات حجم الإنتاج لها التأثير الأكثر أهمية على قرارك. يميل الطلب المنخفض أو غير المؤكد إلى تفضيل القوالب أحادية التجويف لأنها تقلل من مخاطر النفقات الرأسمالية وتسمح بإجراء تغييرات سريعة في التصميم. تعتبر القوالب متعددة التجاويف مربحة اقتصاديًا بالنسبة للأحجام السنوية الكبيرة، لأنها تسمح باستهلاك الأدوات بتكلفة وحدة كبيرة [3].
ثانيًا، تحديد قيود قدرة الماكينة لكل قالب من القوالب. سيتم تحديد عدد التجاويف المطلوبة من خلال حجم الطلقة وقدرة ضغط الحقن ومعدل التلدين والوزن المطلوب من المشبك. من المحتمل أن ينتهي بك الأمر إلى الحصول على لقطات قصيرة أو قص أكثر من اللازم عند تجاوز حدود الماكينة.
ما هي المواد التي ستستخدمها؟ من الصعب موازنة الأنظمة متعددة التجاويف مع الراتنجات ذات نوافذ المعالجة الصغيرة أو ذات اللزوجة العالية.
ما هي متطلبات الجودة؟ تفضل القوالب أحادية التجويف القوالب ذات التجويف الواحد الأجزاء ذات التحكم المحكم في الأبعاد أو المظهر التجميلي خلال المراحل الأولى قبل أن يستقر المصنعون في العملية ويزيدوا من الإنتاج.
تعقيد الأدوات ومخاطر التصنيع
تعقيد التصميم والتحديات الهندسية
يفاجأ معظم المصنعين المبتدئين بحقيقة أن كل قالب له تعقيدات تصميمية مختلفة. عند اختيار قالب أحادي التجويف، يجب على مهندسيك التركيز على اتجاه واحد للتدفق، ونقطة بوابات واحدة، ونظام تبريد يمكن التنبؤ به نسبيًا. ما هو أكثر من ذلك؟ يمكن محاكاة سلوك تدفق البوليمر، وانخفاض الضغط، والتنفيس بسهولة أقل لأن النظام يحتوي على عدد قليل من المتغيرات المتفاعلة. تكون دورات التصميم أسرع، وتكون التعديلات التصحيحية في التجربة أكثر كثافة.
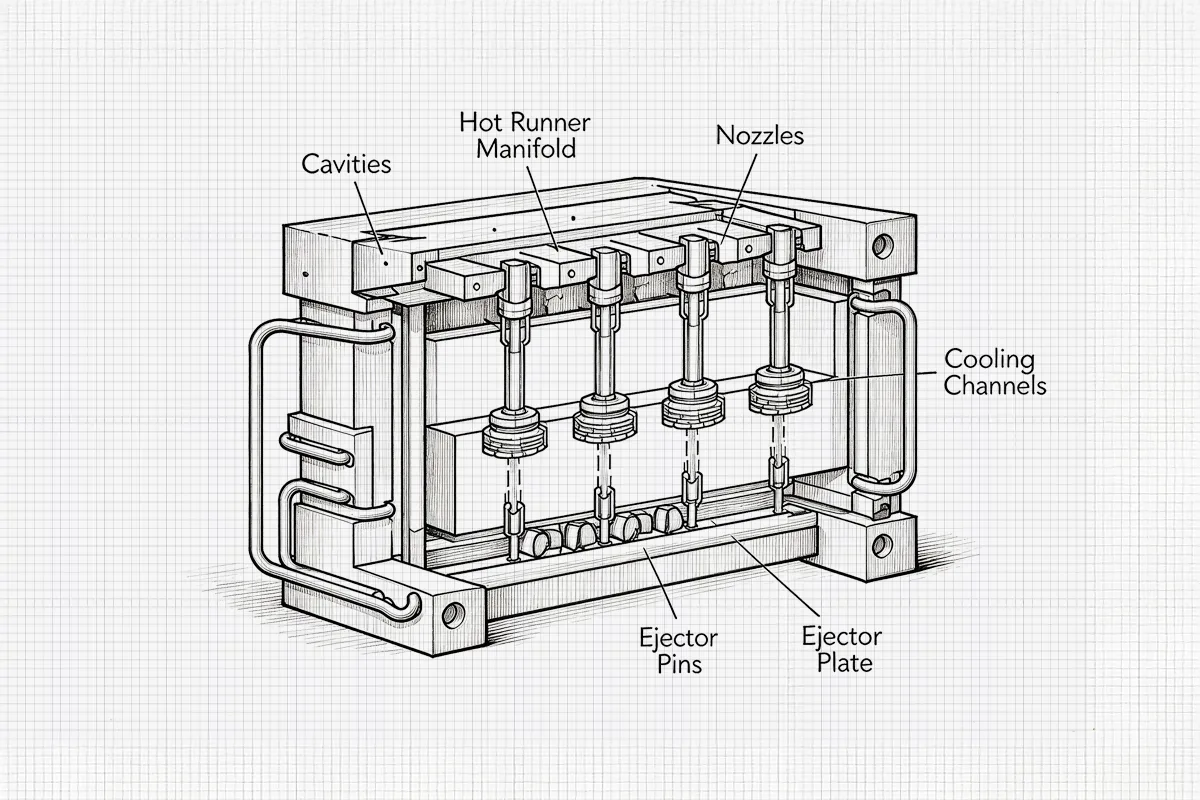
ما هي تعقيدات تصميم القوالب متعددة التجاويف؟ تتطلب هذه القوالب هندسة على مستوى الأنظمة. ويمثل توازن التدفق عنق الزجاجة الذي يستلزم تصميمات متناظرة من العدّائين وأحجام بوابات محسّنة بعناية لضمان ملء التجاويف بشكل متجانس. ويؤدي الاختلاف الهندسي الدقيق إلى اختلال توازن الضغط الذي يؤدي إلى لقطات قصيرة في بعض التجاويف ووميض في تجاويف أخرى.
يمثل تصميم التبريد أيضًا تحديًا في القوالب متعددة التجاويف. من أجل الحصول على التوحيد الحراري في سلسلة من التجاويف، من الضروري وجود دوائر تبريد منتشرة بدقة، والتي يمكن أن تكون إما على شكل حواجز أو فقاعات أو خطط تبريد مطابقة. لم تعد المشكلة الهندسية هي التحسين الأمثل لمكوِّن ما، بل تحسين شبكة من التجاويف المتصلة ببعضها البعض، حيث يجب أن تكون ديناميكيات التدفق ونقل الحرارة وسلوك الانكماش متطابقة.
دقة التصنيع ومخاطر بناء الأدوات والدقة في التصنيع
بالتأكيد، تتناسب درجة خطورة تصنيع الأداة مع حجم التجاويف. فمع القالب ذي التجويف الواحد، لا ينحرف سوى الانحرافات والتفاوتات في التصنيع الآلي لتجويف واحد. يسمح لك بالتركيز على التصحيحات، مع التأكد من عدم التسبب في حدوث خلل في النظام. يعد ضبط الأبعاد - التعديلات الآمنة من الصلب أو الصقل أو تحسينات البوابات - أمرًا بسيطًا نسبيًا.
يجب أن يأخذ المصنعون الذين يرغبون في استخدام القوالب متعددة التجاويف في الاعتبار تكديس التفاوت المسموح به. تتطلب الكميات الكبيرة من إدخالات التجاويف التوحيد إلى مستوى الميكرون، وهذا يتطلب دقة عالية في التصنيع باستخدام الحاسب الآلي ودقة في التصنيع باستخدام الحاسب الآلي ودقة في التصنيع باستخدام الحاسب الآلي ودقة في القياس. في حالة وجود تباين صغير في الأبعاد في التجاويف على الماكينة، يمكن تحويله إلى تباين في الأجزاء القابلة للقياس. يجب أيضًا الحفاظ على التماثل العالي في عمليات التشغيل الآلي للمديرين والبوابات، حيث يمكن أن يؤدي عدم التماثل إلى اختلال في التعبئة وتوزيع ضغط التعبئة. يعد إنشاء القوالب متعددة التجاويف مكلفًا لأن إجراء تغييرات تصحيحية في تجويف واحد أو جزء من أحد العدائين قد يغير أوضاع التوازن في القالب بأكمله. كما أن تكامل خط التجميع، وتكامل خط تجميع خط المحاذاة ودوائر التبريد المحكم يزيد من تعقيدات التجميع، مما يزيد من فرصة حدوث أخطاء في التجميع مثل خطوط التجميع غير المتوازنة أو التهوية غير المتساوية أو عدم الكفاءة الحرارية.
الاستقرار التشغيلي ومخاطر دورة الحياة
يفترض المصنعون الناشئون أن مخاطر التصنيع تنتهي بعد تشغيل القالب. ومع ذلك، فإن الأمر على خلاف ذلك. العامل المحدد الذي يحدد نفسه بنفسه هو الاستقرار التشغيلي، خاصة بالنسبة للأدوات متعددة التجاويف. تتمتع القوالب أحادية التجويف بنطاقات عملية أوسع بكثير، ويمكنها تحمل نطاقات واسعة إلى حد ما من درجة حرارة الذوبان أو ضغط الحقن أو لزوجة المادة. يمكن لمهندسيك حل هذه العيوب بسهولة كبيرة لأنه من الأسهل بكثير عزل أسباب العيوب.
عند العمل مع قالب متعدد التجاويف، يحتاج المهندسون إلى دمج عمليات تحكم أكثر صرامة في القالب [4]. إحدى هذه الحالات هي أن التباينات من تجويف إلى تجويف يمكن إدخالها بسهولة من خلال التباين في ريولوجيا المواد، أو تكرار الماكينة، أو الظروف الحرارية. سيقلل التجويف ذو الأداء الضعيف من الإنتاجية أو يكسر دورات الأتمتة أو يتطلب إغلاق التجويف، مما يؤثر بشكل مباشر على الإنتاجية. تحتوي القوالب متعددة التجاويف على عمليات صيانة هائلة. فالإدخالات الإضافية والبوابات ودوائر التبريد الإضافية تزيد من عدد نقاط التآكل والفشل. والقاعدة الأساسية هي أنه يجب تنفيذ جداول صيانة وقائية صارمة لتجنب حدوث أعطال غير مخطط لها، حيث قد تكون مكلفة من الناحية المالية، حيث إنها تتعلق بحجم إنتاج كبير.
تكامل الأتمتة ومناولة الأجزاء
لماذا إذن تريد الشركة المصنعة الجديدة إدخال الروبوتات في القالب؟ حسنًا، إليك بعض الأسباب;
- إمكانية التنبؤ بالعمليات: الروبوتات متسقة، مما يقلل من عدم اليقين أثناء دورة الاستخراج والمناولة.
- تحسين الكفاءة الإجمالية للمعدات (OEE): سوف يقلل الروبوت من وقت التوقف عن العمل وعيوب المناولة، مما يزيد من كفاءة القالب.
- تحسين العمالة: يترك المشغلون لديك رتابة الاستخراج إلى وظائف أخرى أفضل مثل مراقبة العمليات أو تحليل الجودة.
- تقليل الخردة وإعادة العمل: تتمتع الروبوتات بالتحكم في المناولة مما يقلل من تلف الأجزاء وتلوثها وتشوهها [5].
- إمكانية تتبع أفضل: يمكن للروبوتات ذات الصلة المتصلة إما بنظم إدارة التصنيع الآلي أو SCADA تتبع الإنتاج وإجراء تحسينات تعتمد على البيانات.
- قابلية التوسع: يمكن توسيع نطاق الخلايا المؤتمتة بسهولة أكبر عندما يتعلق الأمر بالتصنيع في أوقات الإضاءة أو ارتفاع الطلب.
التطبيق في القوالب أحادية القالب مقابل القوالب متعددة التجاويف
في القولبة أحادية التجويف، يستخدم المصنعون الروبوتات في محاولة لتحقيق أكبر قدر ممكن من الراحة والسرعة. صُممت أدوات نهاية الذراع (EOAT) للإمساك بمكون واحد ذي تعقيد هيكلي منخفض، عادةً باستخدام كوب تفريغ أساسي أو قابض ميكانيكي. تكون مسارات حركة الروبوت صغيرة ويمكن التنبؤ بها ويمكن مزامنتها مع فتح القوالب وإخراجها بسهولة. لا تمثل التغييرات المتفشية في الحمولة والثبات الديناميكي مشكلة كبيرة لأن الروبوت لا يمكنه التفاعل إلا مع جزء واحد فقط في كل دورة.
تغير القوالب متعددة التجاويف هذه الأولويات التصميمية بشكل أساسي. يجب أن تكون نقاط الالتقاط متعددة في القوالب متعددة التجاويف EOAT، وفي بعض الحالات، يتم أيضًا الاحتفاظ الميكانيكي لدوائر التفريغ لضمان التعامل معها بأمان. تصبح الصلابة مشكلة خطيرة لأنه حتى الانحراف الطفيف يمكن أن يؤدي إلى إزاحة القابضات في الوضع النسبي للتجاويف. يجب أن يأخذ مهندسوكم في الاعتبار توزيع الحمولة والقصور الذاتي وتخميد الاهتزازات، خاصةً في خلايا الأتمتة عالية السرعة. وتصبح عملية برمجة الروبوتات أيضًا أكثر تعقيدًا، وتأخذ في الاعتبار التنسيق الصارم لتسلسل ترتيب فتح القوالب وسلوك الطرد المتدرج وتوقيت الاستخراج.
تحديات استكشاف الأخطاء وإصلاحها في الأدوات متعددة التجاويف
تشخيص التباين من تجويف إلى تجويف آخر
تكمن فائدة القوالب أحادية التجويف في سهولة استكشاف الأخطاء وإصلاحها خطيًا. يمكن تتبع بعض الأسباب، التي يمكن تحديدها كضغط الحقن واختلال توازن التبريد المحلي وكفاءة التنفيس، إلى الأسباب الجذرية للعيوب مثل الوميض أو الأحواض أو اللقطات القصيرة [6]. عادة ما تكون الإجراءات العلاجية مباشرة ومقيدة.
القوالب متعددة التجاويف غامضة من حيث التشخيص. على سبيل المثال، يمكن أن تظهر العيوب بشكل انتقائي - بعض التجاويف تنتج لقطات قصيرة بينما تومض أخرى، أو قد تظهر عيوب في الأبعاد تؤثر على مناطق محددة فقط من الأداة. الأمر متروك لمهندسيك للفصل بين الاختلالات النظامية وعيوب التجويف. يلزم استخدام تقنيات مثل دراسات اللقطات القصيرة، ومراقبة ضغط التجويف، وتحليل الاختلافات الإحصائية.
أوجه الترابط بين التدفق والحرارة والتهوية
تتمثل المشكلة التشغيلية للقوالب متعددة التجاويف في أن متغيرات العملية تتفاعل لتسبب عيوبًا، ولا يحدث فشل واحد. ومن الأمثلة على ذلك أن الخلل في التدفق يمكن أن يكون بسبب انحراف طفيف في هندسة العدائين أو التآكل غير المتساوي للبوابات الذي يؤدي إلى أنماط تعبئة غير متماثلة. وبدلاً من ذلك، قد ينتج انكماش متباين بسبب اختلال التوازن الحراري الذي يؤدي إلى تشوه أو حجم غير متناسب للتجاويف.
إذن، كيف تعالج هذه المشكلات؟ القاعدة التي يجب تطبيقها عند اتخاذ الإجراءات التصحيحية هي التفكير المنهجي. سيكون الحقن المفرط قادرًا على إزالة الحروق في أحد التجويفين ووميض الآخر. وبدلًا من ذلك، يمكن تثبيت الأبعاد في التجويف المركزي والتسبب في الأحواض في المواضع الطرفية عن طريق إجراء تعديلات على ضغط التعبئة. لذلك سيكون من واجب مهندسيك النظر في ملامح الضغط كوحدة واحدة فيما يتعلق بأداء دائرة التبريد وكفاءة التنفيس. ضع في اعتبارك التشخيصات المتقدمة - بما في ذلك التصوير الحراري وتحليل تدفق التبريد واستشعار ضغط التجويف - لتقليل التخمين وتقصير دورات الحل.
التآكل، والصيانة، والعيوب التدريجية
هل تدرك حقيقة أن التدهور الميكانيكي يقدم بعدًا آخر من تعقيد استكشاف الأعطال وإصلاحها. على سبيل المثال، يمكن تضييق نطاق تآكل مسمار القاذف أو اختلال محاذاة الإدخالات إلى بضعة تجاويف مما يخفي الأسباب الجذرية. مع القوالب ذات التجاويف العالية، فإن الطبيعة المستهلكة للوقت في استرجاع وفحص كل إدراج فردي يزيد من الوقت والمخاطر المرتبطة بوقت تعطل عملية الإنتاج.
من الصعب التعامل مع الأعطال التدريجية. فمن الممكن أن يكون هناك ثقب يطلق في البداية أجزاءً يمكن أن تكون مرضية في البداية، ولكنها تصبح خارج نطاق التحمل مع تآكلها. قم بترتيب الصيانة الاستباقية والاختبارات على مستوى المقاييس لتحديد عدم استقرار الجودة الدورية. ولذلك، يجب أن تدرك الشركة المصنعة لقوالب الحقن المتوقعة أن استكشاف الأخطاء وإصلاحها بفعالية لا ينطوي فقط على القدرات الفنية، ولكن أيضًا معايير الفحص المعتادة، وتبرير إجراءات التاريخ السابق، وإجراءات الصيانة المتوقعة [7].
التطبيقات المتقدمة وتمديدات الحالة المتقدمة
بالنظر إلى أنك اخترت قالبًا ذا تجويف واحد، في أي مرحلة يجب عليك التغيير إلى قالب متعدد التجاويف؟ حسنًا، يعد التحجيم الصناعي أحد المحددات الرئيسية. نظرًا لفعالية عملياتها من حيث التكلفة، في مرحلة تطوير المنتج الأولية، يركز المصنعون الناشئون على التحقق من صحة القالب، والتأهيل من حيث الأبعاد، واختبار السوق. وبمجرد أن تبرر أحجام الإنتاج الاستثمار، فإن مضاعفة التجويفات تفتح مكاسب كبيرة في الكفاءة.
الخيار الآخر هو التحويل إلى قالب عائلي. وهو نوع متخصص من القوالب متعددة التجاويف، حيث يتم تشكيل الأجزاء غير المتشابهة ولكن ذات الصلة في دورة واحدة. هذه استراتيجية فعالة في حالات التجميعات التي يجب أن تمتلك أحجامًا متساوية من الإنتاج، مثل الأغطية والمثبتات. ومع ذلك، تقدم القوالب العائلية تعقيدًا إضافيًا بسبب اختلاف أطوال التدفق وضغوط التعبئة وسلوك الانكماش عبر التجاويف.
الخاتمة
يعد اختيار استخدام قالب واحد أو قوالب متعددة التجاويف قرارًا معقدًا في حالة المصنع الناشئ. يجب عليهم النظر في أهدافهم التصنيعية مقابل التعقيدات الاقتصادية والتقنية لتشغيل أي من النظامين. قد يكون القالب ذو التجويف الواحد مناسبًا لأي مُصنِّع ذو أحجام منخفضة لا يمتلك الموارد البشرية اللازمة لتصميم وتشغيل وصيانة القوالب متعددة التجاويف. من ناحية أخرى، توفر القوالب متعددة التجاويف والقوالب العائلية إمكانية الإنتاج بكميات كبيرة وتتطلب مهارات خاصة لاستخدامها.
إذن، ها أنت ذا - لا ينبغي أن يكون اتخاذ القرار صعبًا، أليس كذلك؟
المراجع
[1] أكو مولد. (2023، 19 أكتوبر). قالب التجويف: أدوات أحادية مقابل أدوات متعددة التجاويف للإنتاج الفعال. https://www.acomold.com/cavity-mold-single-vs-multi-cavity-tools.html
[2] الدقة المحورية. (2024، 11 يوليو). القوالب أحادية التجويف أو متعددة التجاويف: ما المناسب لك؟ https://pivotprecision.com/blog/single-cavity-or-multi-cavity-molds-whats-right-for-you/
[3] جيان تشو. (2025، 30 مايو). اختيار قالب الحقن المناسب: قالب فردي أم متعدد التجاويف أم عائلي؟ https://www.swcpu.com/blog/single-cavity-vs-multi-cavity-molds/
[4] ويلسون، د. (2025). قولبة الحقن متعدد التجاويف من أجل كفاءة إنتاجية أعلى حجمًا. https://www.fictiv.com/articles/multi-cavity-injection-molds
[5] مجموعة ثريام (2025). إحداث ثورة في القولبة بالحقن باستخدام الروبوتات. https://thriam.com/robotics-in-injection-moulding
[6] أفينت (2025). قولبة الحقن: استكشاف الأعطال وإصلاحها. https://es.avient.com/resource-center/knowledge-base/article/injection-molding-troubleshooting
[7] كينفوكس (2024، 12 نوفمبر). المشاكل والحلول الشائعة في القولبة بالحقن. https://kenvox.com/common-problems-and-solutions-in-injection-molding/











