
الأنودة عبارة عن تخميل كهروكيميائي يستخدم لتكثيف طلاء الأكسيد الطبيعي على سطح المعدن، وغالبًا ما يكون الألومنيوم. في عملية أنودة الألومنيوم، يعمل المعدن كأنود في خلية إلكتروليتية توضع غالباً في إلكتروليت حمضي، ويتم تشغيل الأكسدة بواسطة تيار كهربائي متحكم به. وينتج عن ذلك طبقة سميكة وممتزة من الأكسيد - معظمها أكسيد الألومنيوم - والتي تكون جزءًا من الركيزة وليست طلاءً.
تعمل عملية الأنودة على تحسين العديد من ميزات الأداء الحيوية. فهي تعزز من صلابة السطح ومقاومة التآكل، مما يجعلها مفيدة في القوالب والرقصات التي تتعرض للتلامس الميكانيكي المتكرر. تتمتع أجزاء الألومنيوم المؤكسد في الأدوات المصبوبة بالحقن بخصائص تحرير أفضل وأقل تآكلًا. يمكن تصميم الأسطح المؤكسدة بأكسيد الألومنيوم وظيفيًا لتكون معزولة كهربائيًا أو موصلة للكهرباء، وهو أمر مطلوب في العلب الإلكترونية والمشتتات الحرارية. يؤدي التأكسد إلى مقاومة التآكل والنظافة في الإعدادات الطبية والمواد الملامسة للأغذية. أما من الناحية الجمالية، فإن طبقة الأكسيد المسامية قادرة على استيعاب الأصباغ وبالتالي لديها مجموعة كبيرة من الألوان والتشطيبات الدائمة.

ما هي المواد التي يمكن طلاءها بأكسيد الألومنيوم أو لا يمكن طلاؤها بأكسيد الألومنيوم؟
المواد المؤكسدة الأكثر شيوعًا هي الألومنيوم وسبائكه، لأن لديها ميلًا طبيعيًا نحو تكوين أكاسيد [1]. تشمل السبائك النموذجية التي تتفاعل مع أنودة الألومنيوم 6061 و6063 و7075، مع اختلاف التشطيب النهائي بناءً على عناصر السبائك، بما في ذلك السيليكون أو النحاس. يمكن للأنودة الخاصة من التيتانيوم والمغنيسيوم أن تخلق طبقة أكسيد خاصة، إما وظيفية أو زخرفية.
إن عدم قدرة المعادن مثل الفولاذ والنحاس والنحاس الأصفر والنحاس الأصفر على أنودة المعادن بالمعنى التقليدي يرجع إلى أنها لا تطور طبقات أكسيد واقية مستقرة في البيئات الأنودية. على الرغم من أنها قد تتحمل معالجات سطحية أخرى، مثل الطلاء الكهربائي أو التخميل الكهربائي، إلا أن عمليات أنودة المعادن الفعلية تقتصر في الغالب على الألومنيوم والتيتانيوم والمغنيسيوم وبعض المعادن التفاعلية الأخرى.
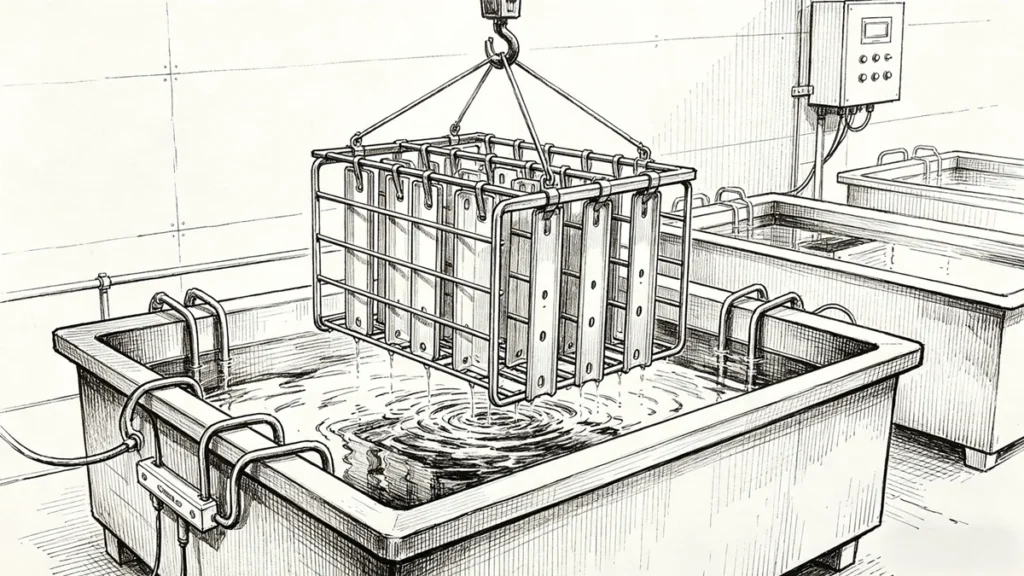
تدفق عملية الأنودة القياسية
يحافظ إجراء الأنودة المنتظم على معدل ثابت لنمو الأكسيد وسطح ممتاز. ويبدأ الأمر بالمعالجة المسبقة، والتي تتضمن تنظيف المعدن بمحاليل قلوية أو مذيبات للتخلص من الزيوت والأوساخ وبقايا التصنيع. ثم يتم حفرها، مما يعطي طبقة سطحية رقيقة، ثم يتم نزع الصبغة لإضفاء لمسة نهائية غير لامعة موحدة، وأخيراً تتم عملية الأنودة لإزالة أي عناصر متبقية من السبائك التي يمكن أن تعطل عملية الأنودة.
تتم عملية الأنودة الأساسية عن طريق وضع الجزء في حمام إلكتروليت وإضافة تيار مباشر. تتفاعل ذرات الألومنيوم مع أيونات الأكسجين التي يتم إطلاقها عند الأنود لإنتاج أكسيد الألومنيوم. كثافة التيار ودرجة الحرارة والوقت هي بعض معلمات العملية التي تتحكم في سمك وبنية طبقة الأكسيد هذه.
يمكن صبغ طبقة الأكسيد المسامية، بعد عملية الأنودة، في حالة الحاجة إلى تلوينها. الختم هو الخطوة الأخيرة ويستخدم الماء الساخن أو البخار الذي يرطب طبقة الأكسيد ويغلق مسامها. هذه العملية مهمة في جعلها مقاومة للتآكل وتثبيت أي لون يتم تطبيقه.
الأنواع الخمسة الرئيسية لعمليات الأنودة الخمسة
أنودة حمض الكبريتيك
أكثر أنواع أنودة الألومنيوم شيوعًا هي أنودة حمض الكبريتيك. وهو يؤدي إلى سطح أكسيد مسامي رقيق إلى حد ما، وهو مثالي لعمليات الصباغة والزينة. وهو شائع في الإلكترونيات الاستهلاكية والعناصر المعمارية والمكونات الصناعية العامة. وتتمثل فوائده في أنه فعال من حيث التكلفة ومتعدد الاستخدامات، ولكنه يتميز بمقاومة تآكل معتدلة للطلاءات الأكثر صلابة.
الطلاء بأكسيد الألمنيوم الصلب
يستخدم النوع الثالث من الطلاء بأكسيد الألومنيوم (يُشار إليه أيضًا بالأنودة الصلبة) درجات حرارة منخفضة وكثافة تيار متزايدة. ويشكل ذلك طبقة خشنة عالية الكثافة مغطاة بالأكسيد تكون شديدة الصلابة ومقاومة للتآكل [2]. ويُستخدم عادةً في الأجزاء الفضائية وقطع غيار السيارات والأدوات عالية التآكل. ومع ذلك، فهو أيضًا أكثر تكلفة وقد يؤدي إلى تشطيبات أغمق وأخف وزنًا.
أنودة حمض الكروميك
وتشكل أنودة حمض الكروميك طبقة أكسيد أرق تتميز بمقاومة أفضل للتآكل وتقليل تشوه الأبعاد. وهو شائع في التطبيقات الفضائية حيث تكون مقاومة الإجهاد أمرًا بالغ الأهمية. وهو ليس مناسباً للاستخدام في سياق الزخرفة ويرتبط بمشاكل بيئية بسبب وجود الكروم سداسي التكافؤ.
أنودة حمض الأكساليك
أنودة حمض الأكساليك هي عملية أقل شيوعًا توفر سطحًا أكثر مقاومة للتآكل وأكثر صلابة من أنودة حمض الكبريتيك. وفي بعض الحالات، يتم استخدامها في التطبيقات الصناعية التي تحتاج إلى زيادة المتانة. وهذه العملية أكثر تعقيداً وأقل شيوعاً.
أنودة خاصة للتيتانيوم والمغنيسيوم
تختلف أنودة التيتانيوم تمامًا عن أنودة الألومنيوم. فبدلًا من تشكيل طبقة سميكة من الحماية، فإنها تشكل طبقات رقيقة من الأكاسيد التي تنتج ألوانًا متداخلة بدون صبغات. ويجد ذلك تطبيقًا واسعًا في الغرسات الطبية والتطبيقات التزيينية. تهتم عملية أنودة المغنيسيوم بتعزيز مقاومة التآكل لأن المغنيسيوم تفاعلي للغاية ويتحلل بسهولة.
معلمات العملية الرئيسية التي تؤثر على الجودة
تُحدد العلاقة الوثيقة بين المتغيرات الكيميائية والكهربائية والمعدنية أداء الأنودة واتساقها. وتحتاج هذه المتغيرات إلى ضوابط دقيقة في الطلاء الصناعي بأكسيد الألومنيوم بأكسيد الألومنيوم، خاصةً في الأعمال عالية المواصفات مثل قطع غيار الطائرات وأدوات التشكيل والحاويات الإلكترونية.
تركيبة الإلكتروليت
أحد العوامل التي لها أكبر تأثير على عملية الأنودة هو تركيبة الإلكتروليت. عند الطلاء بالأكسدة بحمض الكبريتيك، يستخدم المصنعون تركيزاً يتراوح بين 150 و220 جم/لتر، على الرغم من أنه يمكن استخدام تركيزات أعلى من الحمض، مما يؤدي إلى طبقات أرق وأكثر مسامية. ومن المرجح أن تؤدي التركيزات الأقل إلى الحصول على طبقات أكثر سمكًا، على الرغم من أنها قد تكون أقل اتساقًا. تعمل الأحماض العضوية أو عوامل الترطيب على استقرار العملية وتحسين تشطيب السطح. كما أن التحكم في التلوث أمر بالغ الأهمية؛ يجب التحقق من كمية الألومنيوم المذاب في الحمام لأن الكثير منها يمكن أن يقلل من جودة الطلاء ويؤدي إلى عيوب مثل الحرق أو التنقر.
تركيبة المواد وتأثيرات السبائك
تضيف تركيبة المواد بعدًا آخر من التعقيد. فعناصر السبائك تعطي سبائك الألومنيوم المختلفة تفاعلات مختلفة مع الأنودة [3]. ومن الأمثلة على ذلك أن السبائك في السلسلة 6000 (Al-Mg-Si) بشكل عام تُشكِّل طبقات أكسيد متجانسة وجذابة، والتي يمكن أن تكون مؤكسدة بطريقة زخرفية. وعلى العكس من ذلك، قد تنتج السبائك من السلسلة 2000 (Al-Cu) تشطيبات داكنة وأقل مقاومة للتآكل بسبب محتوى النحاس، وقد تنتج سبائك الصب عالية السيليكون تلوينًا غير متساوٍ وسلامة طلاء منخفضة. كما يتأثر السطح المؤكسد النهائي أيضًا بالبنية الحبيبية والمعالجة الحرارية السابقة والتشطيبات النهائية المصنعة آليًا.
التحريك وتداول المحلول
يمكن إهمال التقليب ودوران المحلول في حمام الإلكتروليت، وهي ضرورية لضمان وجود توزيع متساوٍ للأيونات ودرجة الحرارة. قد يكون التقليب ضعيفًا، مما يتسبب في تدرجات حرارة موضعية وبالتالي سمك طلاء غير منتظم أو عيوب. وبالمثل، توفر التركيبات الجيدة والتلامس الكهربائي توزيعًا موحدًا للتيار عبر قطعة العمل، خاصةً عندما يكون شكل الأجزاء أو الاختلافات المقطعية معقدة.
وقت الأنودة وتحسين العملية
وأخيرًا، يعد الوقت عامل تحكم يتفاعل مع العوامل الأخرى. فكلما طالت فترات الطلاء بأكسيد الألومنيوم كلما أصبح الأكسيد أكثر سمكًا، ولكن بعد حد معين، يتوازن الذوبان والنمو، مما يعيق المزيد من النمو. وبمرور الوقت، قد يؤدي ذلك أيضًا إلى انخفاض جودة الطلاء، إما من خلال الإفراط في النقش أو توسيع المسام. وبالتالي، فإن تحسين العملية يستلزم مفاضلة بين الوقت والكثافة الحالية ودرجة الحرارة وكيمياء الإلكتروليت للحصول على الخصائص المرغوبة للطلاء.
ما هي مزايا أنودة الألومنيوم؟
توفّر أنودة الألومنيوم مجموعة من الخصائص الميكانيكية والكيميائية والجمالية التي جعلت من استخدامها كمعالجة سطحية مفضلة في مجموعة متنوعة من الصناعات. ويُعد تطوير طلاء يكون جزءًا من المادة الأساسية إحدى نقاط قوته الرئيسية. لا يتقشر أكسيد الأنوديك أو ينفصل كما تفعل الدهانات أو الطبقات المطلية بالكهرباء، وبالتالي فهو أكثر متانة في البيئات القاسية.
من الناحية الميكانيكية، توفر الطبقات المؤكسدة (خاصةً تلك التي يتم تشكيلها بأكسدة صلبة) مزايا كبيرة في صلابة السطح ومقاومة التآكل. وهذا الأمر مفيد بشكل خاص في مكونات الأدوات مثل القوالب والرقصات، حيث يؤدي التلامس والاحتكاك المتكرر إلى تدهور الألومنيوم غير المعالج [4]. كما تتميز طبقة الأكسيد أيضًا بمقاومة عالية للتآكل، خاصةً عندما تكون محكمة الإغلاق، ومن ثم فهي تستخدم في العالم الخارجي والبحري.
فائدة قوية أخرى هي الوظيفة. يمكن أن تتم المعالجة الثانوية للهيكل المسامي للطبقة الأنودية عن طريق الصباغة أو الختم أو التشريب غير المتساوي بمواد التشحيم. ويسمح ذلك بتخصيص العزل الكهربائي أو الإدارة الحرارية أو التشطيبات الزخرفية. في مجال الإلكترونيات، يتميز الألومنيوم المؤكسد بكونه عازلًا للكهرباء وموصلًا للحرارة في آن واحد، وهي خاصية يصعب إظهارها مع معظم أنواع الطلاء الأخرى.
تتميز المواد المؤكسدة بجماليتها وصلابة سطحها ومقاومتها للتآكل.
ما هي عيوب أنودة الألومنيوم؟
هناك عيوب معينة للأنودة. ويُعد اقتصارها على معادن معينة أحد القيود المتأصلة فيها. على الرغم من أن عملية أنودة الألومنيوم عملية فعالة، إلا أنه لا يمكن تطبيقها على الفولاذ أو سبائك النحاس أو معظم المعادن الهندسية الأخرى. ويحد من استخدامها في تجميعات المواد المختلطة.
كما أن الطلاء هش إلى حد ما بالمقارنة مع المعدن الأساسي، على الرغم من صلابته. قد تتشقق طبقة الأكسيد في حالة الصدمات العالية أو التشوه الشديد، مما قد يقوّض الجودة الجمالية والوقائية. وهذا يجعل الأسطح المطلية بالأكسيد غير مناسبة في حالات الصدمات الميكانيكية العالية أو الانثناء.
يمكن أن تكون العوامل المقيدة أيضًا تعقيد العملية والتكلفة. فمن الضروري التحكم في العديد من المعلمات بدقة (مثل كيمياء الإلكتروليت ودرجة الحرارة والمدخلات الكهربائية) للحصول على نتائج متسقة وعالية الجودة. وتتطلب عملية الطلاء بأكسيد الألومنيوم الصلب، على وجه الخصوص، معدات متخصصة وأنظمة تبريد تستهلك الكثير من الطاقة، مما يرفع تكلفة التشغيل.
اعتمادًا على طبيعة عملية الأنودة المطبقة، قد تكون هناك مشاكل بيئية وتنظيمية. تعد أنودة حمض الكروميك مثالاً على عملية تستخدم مواد كيميائية خطرة يجب التعامل معها والتخلص منها ومتابعتها بدقة. يجب التعامل مع معالجة النفايات واستهلاك المياه في أنظمة حامض الكبريتيك بشكل جيد لضمان تحقيق المتطلبات البيئية.
معايير وطرق فحص الجودة والتفتيش على الجودة
فحص الجودة تُعد عملية الأنودة عملية مهمة للغاية تضمن أن يكون الطلاء النهائي المؤكسد عمليًا وجذابًا في آن واحد. ونظرًا لأن عملية الطلاء بأكسيد الألومنيوم قد تُستخدم في الأجهزة عالية الأداء مثل الأجزاء الفضائية والأدوات عالية الدقة والحاويات الإلكترونية، يجب أن يكون الفحص صارمًا وموحدًا.
قياس سماكة الطلاء
أحد مقاييس الجودة الرئيسية هو سُمك الطلاء الذي يقاس بأدوات التيار الدوامي غير المدمرة. هذه الأجهزة شائعة في إعدادات الإنتاج لأنها سريعة ودقيقة. ولمزيد من الفحص، يمكن استخدام الفحص المجهري المقطعي المستعرض، والذي يتضمن تركيب جزء من المكوّن المؤكسد وتلميعه وفحصه تحت المجهر لقياس سُمك طبقة الأكسيد مباشرةً وتقييم بنيته. واعتماداً على الاستخدام، تكون السماكة مطلوبة، وعادةً ما تتراوح سماكة الأكسيد المزخرف بين 5-25 ميكرون، أما الأكسيد الصلب فيتراوح بين 25-100 ميكرون أو أكثر.
اختبار صلابة السطح
وثمة معلمة مهمة أخرى هي صلابة السطح، خاصة في التطبيقات المقاومة للتآكل. يتم تحديد القوة الميكانيكية للطبقة المؤكسدة عن طريق اختبارات الصلابة الدقيقة، إما اختبارات فيكرز أو اختبارات صلابة نوب. تعطي هذه الاختبارات فكرة عن مقاومة الطلاء للتآكل والتشوه، وهو أمر ذو قيمة خاصة في حالات المكونات ذات التلامس الميكانيكي المتكرر.
تقييم جودة الختم
تعتبر جودة الختم مسألة مهمة لها تأثير مباشر على مقاومة التآكل والمتانة. يتم تقييم فعالية الختم بعدة طرق. اختبار صبغة البقع الصبغية، حيث يتم وضع صبغة على السطح المؤكسد، سيؤدي إلى ظهور أي إغلاق غير مكتمل للمسامات مع امتصاص الصبغة في السطح. أما الإجراء الشائع الآخر فهو اختبار القبول، الذي يُستخدم لاختبار خصائص الطبقة المؤكسدة لتقييم مدى فعالية إغلاق المسام. كما تُجرى أيضاً اختبارات الغمر بالماء المغلي حيث يتم تعريض المكون للماء الساخن ثم يتم فحصه من حيث صفات السطح.
التحقق من الالتصاق
إن اختبار الالتصاق ليس بنفس الأهمية كما هو الحال في العملية القائمة على الطلاء، ولكن يمكن إجراؤه للتحقق من سلامة طبقة الأكسيد. ونظرًا لأن الطبقة المؤكسدة جزء من المادة الأساسية، فإن اختبارات الالتصاق ليست ضرورية في كثير من الأحيان، ولكن يمكن استخدام الوسائل الميكانيكية، مثل اختبار الخدش، في ضمان الجودة، خاصةً للأجزاء الحرجة.
فحص المظهر الخارجي
يعد فحص المظهر الخارجي على السطح عنصرًا مهمًا في استخدام الجماليات. ويمكن إجراء الفحص البصري في ظل ظروف إضاءة خاضعة للتحكم لتحديد مدى اتساق الألوان، والتشطيب السطحي، ودرجة اللمعان، وحدوث عيوب مثل الخطوط أو الحروق. في عملية الأنودة الملونة، يمكن استخدام أجهزة قياس الطيف الضوئي لتحديد اتساق اللون في دفعات الإنتاج بشكل كمي والتأكد من أن الدفعات المعالجة تلتزم بمواصفات التصميم الصارمة.
مراقبة العمليات ومعايير الصناعة
تتضمن أنظمة الجودة الحديثة مراقبة العمليات والتوثيق وإمكانية التتبع. يتم تسجيل تركيبة الإلكتروليت، وسجلات درجة الحرارة، ومخططات كثافة التيار، ووقت المعالجة لكل دفعة في سجلات الإنتاج. تقنيات مراقبة العمليات الإحصائية المستخدمة عادةً للتحقق من التباين وتوفير مخرجات موحدة. تتضمن المعايير الدولية مثل المواصفات القياسية الدولية مثل المواصفة القياسية الدولية ISO 7599 الخاصة بالطلاء بأكسيد الألومنيوم الزخرفي والمواصفة القياسية الدولية ISO 10074 الخاصة بالطلاء بأكسيد الألومنيوم الصلب مواصفات تفصيلية فيما يتعلق بخصائص الطلاء والاختبار ومعايير القبول.
العيوب الشائعة وعلاجها
قد تحدث العيوب أيضًا أثناء عملية الأنودة بسبب التنظيف غير المناسب أو التوزيع غير المتساوي للتيار أو الاختيار غير المناسب للسبائك [5]. يمكن تخفيف درجات الحرارة المتزايدة المحلية والأسطح الخشنة للحرق عن طريق تقليل كثافة التيار أو تعزيز التقليب. وقد يكون سبب عدم المساواة في التلوين هو سوء إعداد السطح أو عدم انتظام السبائك، ويمكن التغلب على هذه المشاكل بتحسين التحكم في المعالجة المسبقة.
قد يؤدي تلوث المنحل بالكهرباء أو الختم غير السليم إلى حدوث تنقر وعيوب تآكل. تعد الصيانة المتكررة للحمام وإجراءات الختم المناسبة من التدابير العلاجية الهامة. يرتبط التلطيخ والترقع بالتلامس الكهربائي غير المتسق أو سوء تصميم الأرفف.
الأنودة مقابل المعالجات السطحية الأخرى
تتناقض الأنودة مع الطلاء الكهربائي والطلاء بالرش والطلاء بالرش والنترة. وهي تتفوق على الطلاء الكهربائي من حيث تعديل الركيزة بدلاً من ترسيب طبقة منفصلة من المعدن مما يؤدي إلى زيادة الالتصاق وطول العمر. يتسم طلاء الرذاذ بالمرونة فيما يتعلق باختيار المواد، ولكنه ليس صلبًا أو مقاومًا للتآكل مثل الأسطح المؤكسدة.
تعمل عملية النيترة، التي يتم تطبيقها عادةً على الفولاذ، على تحسين صلابة السطح عن طريق نشر النيتروجين، ولكن ليس مع الألومنيوم. تُستخدم تقنية الأنودة عند التعامل مع أجزاء الألومنيوم التي تحتاج إلى أن تكون مقاومة للتآكل، ومقاومة معتدلة للتآكل، وتحسينات جمالية. وهي ليست مناسبة عندما تكون هناك حاجة إلى صلابة شديدة أو طلاء سميك أو عندما يتعين تطبيقها على المعادن غير المتفاعلة.
يعتمد اختيار الأنودة في الممارسة الصناعية على توافق المواد مع متطلبات الأداء والتكلفة. وفي حالة الأنظمة المصنوعة من الألومنيوم، لا تزال أنودة الألومنيوم أحد أكثر الحلول الهندسية السطحية فعالية وشمولية التي يمكن اعتمادها.
المراجع
[1] فيلينج، أ. (2021، 02 مارس/آذار). أنودة الألومنيوم. https://fractory.com/aluminium-anodising/
[2] بروتولابس (2026). ما هي الأنودة وكيف تعمل؟ https://www.hubs.com/knowledge-base/what-is-anodizing/
[3] أونيل، ب. (2025، ديسمبر/كانون الأول). شرح عملية الأنودة. https://www.wevolver.com/article/the-anodizing-process-explained
[4] جيوميك (2026). عملية أنودة الألومنيوم وفوائدها. https://geomiq.com/blog/aluminium-anodising-process-and-benefits/
[5] HLH Rapid (2025). شرح عملية الأنودة. https://hlhrapid.com/knowledge/the-anodizing-process-explained/











