
الطباعة ثلاثية الأبعاد، التي يشار إليها تقنيًا باسم التصنيع الإضافي (AM)، هي منهجية إنتاج يتم فيها تصنيع الأجسام طبقة تلو الأخرى مباشرةً من نماذج رقمية ثلاثية الأبعاد. تختلف العمليات الإضافية عن عمليات الطرح، مثل التصنيع باستخدام الحاسب الآلي، حيث تتم إزالة المادة من كتلة صلبة. تقوم العملية ببساطة بترسيب المادة أو معالجتها في المكان المطلوب. ويسمح هذا الانعكاس في منطق التصنيع بأشكال هندسية معقدة وجداول زمنية أقل للتطوير ومخزونات إلكترونية وتصنيع محلي.

ما هي أنواع الطباعة ثلاثية الأبعاد؟
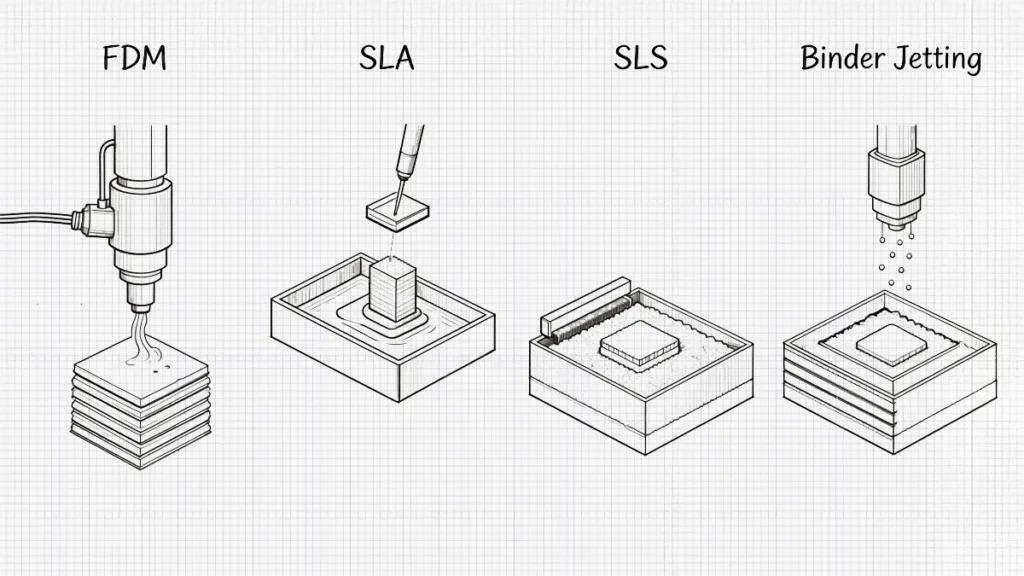
تصف عبارة “أنواع الطباعة ثلاثية الأبعاد” تقنيات الطباعة الأساسية التي تحكم كيفية ترسيب المواد أو تصلبها.
1. بثق المواد
أولاً، يعمل بثق المواد استنادًا إلى مفهوم تسخين خيوط اللدائن الحرارية ودفعها من خلال فوهة لإنشاء أجزاء في طبقة واحدة في كل مرة [1]. إن قدرتها على تحمل التكاليف وتوافرها ونظام المواد الواسع يجعلها مناسبة للمستهلكين والمبتدئين في السوق الاحترافية. تشمل المواد المستخدمة PLA وABS وPETG.
وهي تحظى بالتقدير لأنها تتميز بسرعة عملية وضع النماذج الأولية وتسمح باختبار الوظائف. ومع ذلك، يجب مراعاة خطوط الطبقات المرئية، والتفاوتات المتوسطة الأبعاد، والخصائص الميكانيكية متباينة الخواص عند وضع المواصفات على المكونات الحساسة للأداء.
فوائد وحدود بثق المواد
تناسب هذه التقنية معظم اللدائن الحرارية، ويمكن استخدام النماذج الأولية من مرحلة المفهوم إلى تصنيع المكونات الوظيفية. ويتميز بثق المواد بسهولة الاستخدام ومتطلبات الصيانة الأقل صرامة نسبيًا، لذا فهي الطريقة الأقل تعقيدًا في التصنيع المضاف بين الهواة والصناعة.
وتتمثل عيوبها الرئيسية في خطوط الطبقات التي يمكن ملاحظتها، وضعف دقة الأبعاد والخصائص الميكانيكية متباينة الخواص بسبب التصاق الطبقة. وغالبًا ما يتطلب تشطيب السطح بعد المعالجة، وقد تحتاج الأشكال الهندسية المعقدة إلى هياكل داعمة. قد يؤثر التشوه الحراري أيضًا على الدقة، خاصةً عند العمل مع البوليمرات عالية الحرارة.
2. البلمرة الضوئية في الحوض
وعلى النقيض من ذلك، يعتمد مفهوم البلمرة الضوئية في الحوض على التصلب الانتقائي لراتنج البوليمر الضوئي السائل بواسطة مصدر ضوء مكيّف. وقد وُصفت هذه التقنيات بأنها عالية الدقة والقدرة على تحديد الملامح الدقيقة والتشطيب السطحي الناعم، فضلاً عن كونها مناسبة للغاية لنماذج طب الأسنان وأنماط صب المجوهرات والأجهزة الميكروفلويديّة الدقيقة والنماذج الأولية ذات الملامح الدقيقة للغاية [2]. تتمثل المفاضلة في متطلبات معالجة الراتنج، وإجراءات ما بعد المعالجة، ومشكلة أن مواد البوليمر الضوئي القياسية هشة نسبيًا ما لم يستخدم المرء تركيبات خاصة.
فوائد البلمرة الضوئية في الحوض الضوئي وحدودها
تُعد تقنيات البلمرة الضوئية في الأحواض مثل الطباعة الحجرية المجسمة (SLA) والمعالجة الضوئية الرقمية (DLP) فعالة بشكل خاص في إنتاج أجسام ذات درجة عالية من الدقة والتشطيبات السطحية الملساء. تتناسب هذه الطرق مع التصاميم المعقدة والتفصيلية والعمليات التي تتطلب مستوى عالٍ من الدقة في الأبعاد، مثل نماذج طب الأسنان والنماذج الطبية والجمالية المتطورة.
إن المواد واحتياجات المناولة هي الأسباب الرئيسية التي تجعلها تنطوي على بعض العيوب. فالبلاستيك الحراري البوليمر الضوئي هش وحساس للأشعة فوق البنفسجية وليس قويًا مثل اللدائن الحرارية. وتتمثل العمليات التي تأتي في دورة العمل في مناولة الراتنج والتنظيف والمعالجة اللاحقة، مما يجعل العمليات صعبة وأكثر تكلفة مقارنةً بالراتنج القائم على البثق.
3. انصهار سرير المسحوق
يشمل اندماج قاع المسحوق التقنيات التي يتم فيها دمج جزيئات المسحوق الدقيقة بشكل انتقائي بواسطة الطاقة الحرارية. وعادةً ما يدمج الانصهار متعدد النفاثات (MJF) عوامل الصهر بالطاقة تحت الحمراء، في حين أن التلبيد الانتقائي بالليزر (SLS) يستخدم عادةً عند معالجة مساحيق البوليمر مثل النايلون PA12. يُستخدم التلبيد المباشر للمعادن بالليزر (DMLS) والتلبيد الانتقائي بالليزر (SLM) لتلبيد مساحيق المعادن مثل التيتانيوم والفولاذ المقاوم للصدأ والألومنيوم وسبائك النيكل الفائقة [3].
المسحوق في حد ذاته عبارة عن بنية دعم طبيعية، ونتيجة لذلك، فإن المسحوق في حد ذاته عبارة عن مسارات داخلية معقدة وهياكل شبكية. وتتمتع المكونات الناتجة بمستوى عالٍ من التشغيل الميكانيكي وتتميز عمليًا بتساوي الخواص الميكانيكية، وقد تم تطبيق هذه التقنية في تطبيقات الفضاء والسيارات والتطبيقات الطبية. ومع ذلك، فإن أوجه القصور الرئيسية تتمثل في التكلفة العالية للمعدات، والتحدي المتمثل في التعامل مع المسحوق، وضرورة وجود بيئة محكومة.
فوائد ومحددات اندماج قاع المسحوق في قاع المسحوق
تمكّن تقنيات دمج قاع المسحوق من إنتاج ميزات داخلية معقدة وعناصر الأجزاء الصلبة في معظم الحالات دون استخدام هياكل داعمة في أنظمة البوليمر. وهذا يجعلها مناسبة للمهام الهندسية الصعبة.
تشمل العيوب التكلفة العالية للمعدات، والمناولة المعقدة للمساحيق، والتشغيل كثيف الطاقة. وعادةً ما تتم معالجة خشونة السطح بعد المعالجة ويؤثر الإجهاد الحراري على سلامة الجزء.
4. نفث المواد
يعمل نفث المواد على ترسيب قطرات مجهرية من البوليمر الضوئي على منصة بناء، تليها المعالجة الفورية بالأشعة فوق البنفسجية. في هذه العملية، يمكن طباعة مواد متعددة ذات خواص ميكانيكية أو ألوان أو عتامة مختلفة في وقت واحد. تنتج هذه التقنية أجزاء عالية الجودة بجودة سطح رائعة ودقة أبعاد عالية.
فوائد ومحدودية نفث المواد
يعتبر نفث المواد أكثر دقة مع التفاصيل الدقيقة من العمليات الأخرى ويمكن تطبيقه في أوضاع متعددة المواد مع ترسيب ومعالجة قطرات صغيرة من البوليمر الضوئي. وهي تستخدم بشكل خاص في النماذج الأولية الواقعية والألوان الكاملة والمكونات التي قد تتطلب خصائص مواد مختلفة في بناء واحد.
هذه التكنولوجيا باهظة التكلفة من حيث الآلات عالية التكلفة، وكذلك المواد المسجلة الملكية. لا توفر البوليمرات الضوئية المطبوعة متانة ميكانيكية ومقاومة للحرارة على المدى الطويل. يمكن أن تؤدي الحساسية لظروف العمل واحتياجات الصيانة إلى زيادة التكلفة الإجمالية للإنتاج.
5. النفث الموثق
وأخيرًا، ينقل النفث الموثق بشكل انتقائي وسيط ربط سائل على طبقة المسحوق بشكل انتقائي، مما يربط جزيئات عملية الطباعة دون استخدام حرارة كبيرة في العملية. ويتطلب الأمر مزيدًا من المعالجة أو التلبيد أو التغلغل للوصول إلى القوة النهائية. ويسمح هذا العزل للتشكيل والتكثيف بسرعة بناء أعلى وتقليل التشوه الحراري.
يتم صبها في قوالب رملية، وفي قطعة معدنية ملبدة، وفي نماذج كاملة الألوان من الحجر الرملي. وهناك اعتبارات هندسية أخرى تتمثل في متطلبات المعالجة الثانوية وقوة الحالة الخضراء المنخفضة، وهي أيضاً ذات أهمية حاسمة.
فوائد نفث المادة الرابطة وحدودها
وقد تم الإبلاغ عن أن النفث الموثق يمتلك قدرة طباعة عالية السرعة وقابلية التوسع والقدرة على معالجة المعادن والسيراميك والرمل. ويؤدي الحد الأدنى من الطاقة الحرارية أو عدم وجود طاقة حرارية إلى إجهاد متبقي للأجزاء تحت الطباعة، وبالتالي فعالة في الأجزاء الكبيرة وقوالب الصب وإنتاج مكونات معدنية فعالة من حيث التكلفة بعد التلبيد.
وتتمحور حدودها حول هشاشة الأجزاء الخضراء وضرورة المعالجة اللاحقة المكثفة، مثل التلبيد أو التغلغل. ويؤدي انكماش الأبعاد أثناء التكثيف إلى تعقيد الدقة، وقد لا تتطابق الخصائص الميكانيكية النهائية دائمًا مع تلك التي يتم تحقيقها من خلال عمليات المعادن المصهورة بالكامل.
ما هي أنواع الطابعات ثلاثية الأبعاد؟
1. الطابعات ثلاثية الأبعاد الاستهلاكية
الطابعات ثلاثية الأبعاد الاستهلاكية هي المكان الذي تبدأ فيه معظم الرحلات إلى التصنيع المضاف. فالآلات متوفرة ورخيصة وسهلة التركيب، ويمكن وضعها في المنازل والمدارس ومساحات التصنيع [4]. التقنية الأقرب ارتباطًا بهذه الطابعات هي بثق المواد، والتي يشار إليها باسم FDM أو FFF. وتتمتع هذه الأنظمة بالقدرة على صنع جسم ما من خلال ذوبان اللدائن الحرارية ووضعها في طبقات. والمواد الأكثر شيوعًا هي PLA وPETG وABS، لأنها مواد مستقرة ومتاحة بسهولة ومتسامحة نسبيًا في الطباعة.
يمكن أيضًا استخدام البلمرة الضوئية في الحوض الضوئي في الطابعات ثلاثية الأبعاد على مستوى المستهلك. تعالج طابعات سطح المكتب (SLA و MSLA) راتنجاتها السائلة باستخدام الأشعة فوق البنفسجية، ويمكنها طباعة تفاصيل دقيقة للغاية، في حين أن بثق الخيوط عادةً ما يحد من الدقة إلى بضعة أعشار من الميكرومتر. وهو ما يجعلها ممتازة للمنمنمات والتماثيل والكثير من النماذج الأولية التفصيلية. ومع ذلك، تنطوي طباعة الراتنج على إجراءات أكثر تعقيدًا للغسيل والمعالجة اللاحقة وإجراءات أكثر صرامة للسلامة والتعامل.
الفوائد والقيود
يكمن جمال الطابعات الاستهلاكية في أنها غير مكلفة وذات قابلية استخدام واسعة. ويمكن تكرارها بسرعة وتجربتها بشكل خلاق وتسمح بوضع نماذج أولية بسيطة وظيفية دون الحاجة إلى إنفاق المال على المعدات الصناعية. وعادةً لا تمثل الصيانة والمعايرة مهمة صعبة في العادة، ولكنها قد تستغرق وقتاً طويلاً من المستخدم.
وتنعكس نقاط ضعفها في حقيقة أنها تتطلب دقة دقيقة أو قابلة للتكرار أو تعمل بشكل جيد مع المواد. يمكن أن تزحف التفاوتات في الأبعاد، وتحتاج اللمسة النهائية للسطح إلى معالجة لاحقة، وتميل القوة الميكانيكية إلى الاختلاف اعتمادًا على اتجاه الطباعة. على الرغم من أن هذه الماكينات مثالية فيما يتعلق بالتعلم والخدمة الخفيفة، إلا أن الموثوقية على مستوى الإنتاج ليست عادةً من سمات هذه الماكينات.
2. الطابعات ثلاثية الأبعاد للمستهلكين
الطابعات ثلاثية الأبعاد للمستهلكين هي طابعات ثلاثية الأبعاد للهواة مع قدرات احترافية. وهي تتواجد عادةً في استوديوهات التصميم، وفي الأقسام الهندسية، وفي شركات التصنيع الصغيرة. وعلى الرغم من أن بثق المواد لا يزال يمثل تقنية كبيرة في هذا الجانب، إلا أن الآلات أكثر تقدماً بكثير. وتسمح خصائص مثل الغرف المسخنة المغلقة، ومراقبة الفتيل، والفوهات المقواة، ودرجة الحرارة المعززة للأطراف الساخنة بمعالجة البوليمرات الهندسية، بما في ذلك النايلون والبولي كربونات والـ TPU [5].
يوفر نظام البلمرة الضوئية على مستوى المستهلكين لأنظمة البلمرة الضوئية في الحوض أنظمة بصرية مثالية ومعايرة دقيقة ومعايرة دقيقة ومقاطع راتنج مدققة. سيؤدي ذلك إلى دقة أبعاد أفضل وإمكانية التنبؤ بخصائص المواد. يتم تطبيق هذه الطابعات في الغالب في مجالات مثل طب الأسنان وتصميم المنتجات والصب حيث تكون الدقة والحواف الحادة مطلوبة.
في أنظمة انصهار قاع مسحوق البوليمر المدمجة، تم الإعلان عن بعض الأنظمة الاستهلاكية الأكثر تقدمًا من الناحية التكنولوجية، بما في ذلك SLS. وتسمح هذه الطابعات بإنتاج مكونات قوية ومتساوية الخواص دون أي نوع من الدعم، وأصبح من الممكن الآن إنتاج مجموعات وظيفية قصيرة المدى.
الفوائد والقيود
توفر الطابعات الاحترافية زيادة كبيرة في الموثوقية والاتساق ومرونة المواد. ينخفض عدد الأعطال في المطبوعات، ويزداد التفاوت المسموح به، وتكون الآلات مناسبة للاستخدام الاحترافي طوال الوقت. وهي تمثل استثماراً مجدياً لأنها تسمح بالتجربة وسير العمل المدر للدخل.
تستلزم هذه المقايضات تكاليف اقتناء أعلى، وتعقيدات أكبر في الصيانة، ومتطلبات بيئية صارمة. هناك متطلبات مناولة المسحوق والتهوية عند استخدام تقنيات مثل SLS. على الرغم من أن الطابعات ممتازة للإنتاج في وقت صغير وفي النماذج الأولية على المستوى الوظيفي، إلا أنها قد لا توفر هياكل إنتاجية وإصدار شهادات، كما هو الحال في الصناعات عالية التنظيم.
3. طابعات صناعية ثلاثية الأبعاد
تم تطوير الطابعات الصناعية ثلاثية الأبعاد لتعمل في بيئة الأعمال حيث لا يمكن المساس بشروط التصنيع من حيث التكرار وإمكانية التتبع والأداء [6]. هذه الأنظمة أكبر حجمًا وأكثر قوة وضمن عمليات العمل المدارة بعمق. تكون تقنيات دمج قاع المسحوق رائعة بشكل خاص عند استخدامها مع هذه الماكينات. يمكن لماكينات SLS وMJF البوليمرية تصنيع مكونات ذات خواص ميكانيكية عالية ومتساوية الخواص تقريبًا للاستخدام النهائي. تُستخدم ماكينات DMLS وSLM لدمج قاع المسحوق المعدني بتقنية DMLS وSLM لتصنيع الأجزاء المعدنية الكثيفة المستخدمة في مجال الفضاء والأدوات والأجهزة الطبية.
كما تُعد أنظمة الترسيب بالطاقة الموجهة ركيزة أخرى من ركائز التصنيع الصناعي المضاف. فهي تتفوق في إصلاح الأجزاء المعدنية عالية القيمة، وإنتاج الهياكل الكبيرة، وتمكين إنتاج إعدادات الإنتاج الهجينة التي تجمع بين الترسيب الإضافي والتصنيع باستخدام الحاسب الآلي.
يلعب نفث المواد أيضًا دورًا في هذا المستوى، خاصةً عندما تكون القدرة على استخدام مواد متعددة ودقة الألوان وواقعية السطح مهمة. كما توجد أنظمة بثق المواد الصناعية أيضًا، خاصةً بالنسبة للبوليمرات عالية الأداء مثل PEEK وPEI التي تتطلب غرفًا ساخنة وتنظيمًا حراريًا دقيقًا.
الفوائد والقيود
توفر الطابعات الصناعية قابلية عالية للتكرار وأداء المواد وقابلية التوسع. يتم ترميزها كبرامج تشغيل تلقائية مع مراقبة في الوقت الحقيقي، وغالبًا ما يتم استخدام قواعد بيانات المواد المعتمدة. التصنيع الإضافي هو آلية تصنيع يمكن الاعتماد عليها في مثل هذه الإعدادات.
القيود المالية والتشغيلية هي العيوب الرئيسية. فالاستثمار الرأسمالي ثقيل، وشروط التركيب صارمة، والموظفون المؤهلون ضروريون. وتشمل التعقيدات الأخرى سير العمل بعد المعالجة وإجراءات ضمان الجودة واعتماد المواد. يتم تبرير هذه الماكينات عندما يكون الأداء أو التخصيص أو الحرية الهندسية أكثر قيمة من قيود التصنيع التقليدية.
الخاتمة
أصبحت الطباعة ثلاثية الأبعاد تقنية إنتاج استراتيجية تؤثر على التصميم الهندسي وسلسلة التوريد واقتصاديات الإنتاج. ويسمح فهم الأنواع المختلفة للطباعة ثلاثية الأبعاد والطابعات وأنظمة المواد للمصممين والمهندسين باتخاذ القرارات الصحيحة التي تساعد على إضافة قيمة لأهداف التصنيع وغاياته.
المراجع
[1] معهد اللحام. (2025). ما هو بثق المواد؟ (دليل كامل). https://www.twi-global.com/technical-knowledge/faqs/what-is-material-extrusion
[2] بيلينغ. (2025، 25 أبريل/نيسان). ما هي البلمرة الضوئية في الحوض: العملية والتطبيقات والمواد والتكلفة. https://www.raise3d.com/blog/vat-photopolymerization-3d-printing/
[3] تصميم المنتجات الهندسية (2024، 8 يونيو 2024). انصهار قاع المسحوق - SLS وDMLS وEBM وMJF. https://engineeringproductdesign.com/knowledge-base/powder-bed-fusion/
[4] الوهم ثلاثي الأبعاد (2018، 15 أغسطس 2018) الطابعات ثلاثية الأبعاد الصناعية مقابل الطابعات ثلاثية الأبعاد الاستهلاكية. https://3dchimera.com/blogs/connecting-the-dots/industrial-vs-consumer-3d-printer
[5] مجلة 3D Mag (2026، 28 يناير). فهم الطابعات ثلاثية الأبعاد للمستهلكين: حلول سطح المكتب المتقدمة وشبه الاحترافية. https://www.3dmag.com/3d-wikipedia/prosumer-3d-printers-advanced-desktop-semi-professional/
[6] 3D Gence (2026). 9 ميزات للطابعة الصناعية ثلاثية الأبعاد. https://3dgence.com/3dnews/industrial-3d-printers/











