

塑料产品壁厚是塑料产品结构设计中经常讨论和考虑的一个关键结构特征。它表示塑料零件外壁和内壁之间的厚度值。壁厚是决定产品整体厚度的基本参数,通常在结构设计过程中指定。
在模具设计和注塑成型过程中,了解壁厚特性对于塑料制品的结构设计至关重要,因为它在使用广泛使用的注塑成型方法生产塑料制品时发挥着重要作用。
外壳部分的外壁起着外皮的作用,而内壁则起着结构骨架的作用。我们可以对外壁进行表面处理,以达到不同的外观效果。部件内部的其他结构,如筋腱、螺钉和扣环等,通过连接产生强度,并可在注塑成型时进行填充。在没有散热或装配等特殊要求的情况下,内外壁通常被设计为一个统一的整体,以提供足够的强度并保护内部零件。
对于通常用作轴承或连接支架的内部零件,对内外壁的严格要求较少。根据内壁或外壁的具体情况,我们可以制作出加强筋、螺钉或扣件等结构。不过,为了便于生产和制造,外壁的设计一般会尽量简单。如有必要,我们可以根据 吃水角 或在空腔中采用顶针或在芯中采用扣环等设计。
在外壳零件和内部零件中,壁厚在为顶针提供顶出表面、确保零件顺利从模具中顶出方面起着至关重要的作用。
塑料产品壁厚的设计原则
在塑料零件的结构设计中,壁厚是一个关键参数,是设计的基础。其他结构都是根据所选壁厚设计的。壁厚会对塑料零件的机械性能、成型性、外观和成本产生重大影响。因此,应根据这些因素仔细考虑和设计壁厚。
关于壁厚的含义,其中提到它应该有一个特定的值。如果只有一个值,则表明整个零件的壁厚均匀一致。但如果有多个值,则表明壁厚不均匀,零件的不同部分厚度不同。我们应努力理解壁厚设计的原则,以确保塑料零件的最佳性能和功能。
基于机械性能原理
正如前面关于壁厚的讨论,外壳和内部零件都必须具有足够的强度。在成型过程中承受脱模力的能力是需要考虑的关键因素。通常情况下,过薄的零件在顶出时容易变形。一般来说,增加壁厚可以提高零件的强度(壁厚每增加 10%,强度大约增加 33%)。但是,超过一定的壁厚范围会导致质量问题,例如 沉痕 和多孔性,从而降低了零件的强度,同时增加了重量。
因此,这会导致注塑成型周期延长,材料成本增加。仅仅依靠增加壁厚来强化塑料零件并不是最佳解决方案。相反,最好采用肋条、曲线、波纹表面和加强筋等几何特征来增强刚度。
在空间和其他因素不允许采用其他方法的情况下,零件的强度主要通过适当的壁厚来实现。在这种情况下,如果强度是一个重要的考虑因素,建议通过机械模拟来确定合适的壁厚,同时坚持可成形性的基本原则。
基于注塑成型原理
实际上,壁厚就是型芯和型腔形成的空腔的厚度。壁厚是在熔融树脂充满空腔并冷却形成部件时形成的。
1) 在注塑填充过程中,熔融树脂是如何流动的?
在注塑成型过程中,我们通常可以将塑料在模腔中的流动近似为层流。层流是指相邻液体层之间平滑、有序的运动,混合或湍流极少。根据流体力学原理,当液体层在剪切应力的影响下相对滑动时,就会产生层流。剪应力是导致材料变形并沿着与作用力平行的平面滑动的力,也称为切向应力。值得注意的是,虽然层流是一种常见的近似流动,但在某些情况下,例如在处理高流速或复杂几何形状时,流动行为可能会偏离层流而表现出湍流特性。

在注塑过程中,当熔融树脂流入模腔时,会与流道壁或模腔壁接触。与流道壁或模腔壁相邻的熔融树脂层冷却后开始凝固。这种凝固会对邻近的液态树脂层产生摩擦阻力。因此,离凝固壁最远的中间熔融树脂层通常速度最高。由于摩擦阻力和凝固过程,靠近流道壁或模具型腔壁的各层速度逐渐降低。在注塑成型过程中,经常可以观察到这种横跨流动前沿的速度分布,它有助于熔融树脂在填充阶段的整体流动行为。
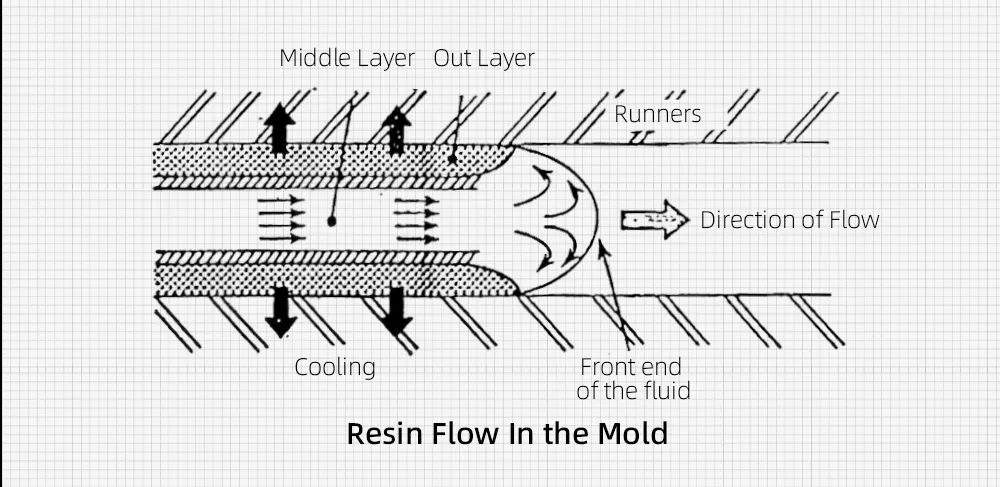
如图所示,中间层为流动层,外层为固化层。固化层会随着熔融树脂的冷却和固化而逐渐变厚。固化层的增厚减少了流动层的横截面积,从而增加了填充模腔的难度。
为了有效弥补这一缺陷,我们需要增加注塑压力,将熔融树脂推入模腔,完成填充过程。
因此,注塑件的壁厚会对注塑过程中的流动和填充阶段产生重大影响。确保壁厚不会太小至关重要,因为这会阻碍熔融树脂的流动和填充。因此,适当的壁厚对于成功注塑和正确成型零件至关重要。
(2) 塑料熔体的粘度对流动性也有很大影响
当外力(如剪切应力)作用在流体上时,流体各层会发生相对运动,从而产生内摩擦,这就是所谓的粘度。
动态粘度或粘度系数等参数可通过考虑流体受到的剪切应力以及由此产生的剪切速率来量化粘度。
熔体粘度是反映熔融塑料流动特性的重要特征。它衡量熔体的流动阻力。粘度越高,阻力越大,流动越困难。熔体粘度不仅取决于塑料的分子结构,还取决于温度、压力、剪切速率和添加剂等因素。这些因素都会影响注塑成型过程中熔融塑料的流动特性。
在实际应用中,我们通常使用熔融指数来表征塑料材料在加工过程中的流动性。熔融指数值越高,表明塑料材料的流动性越好,更容易流动和填充模腔。相反,熔融指数值越低,流动性越差,流动难度越大。
根据模具设计要求,我们可以将常用塑料的流动性分为三大类:
良好的流动性:PA(尼龙)、PE(聚乙烯)、PS(聚苯乙烯)、PP(聚丙烯)、CA(醋酸纤维素)和聚(4)甲基戊烯等塑料在注塑成型过程中具有良好的流动性。
中等流动性:聚苯乙烯系列树脂(如 ABS 和 AS)、PMMA(聚甲基丙烯酸甲酯)、POM(聚甲醛或缩醛)和 PPO(聚苯醚)具有中等流动性。
流动性差:PC(聚碳酸酯)、硬 PVC(聚氯乙烯)、PPO(聚苯醚)、PSF(聚砜)、PASF 和氟塑料等塑料在加工过程中流动性较差。
这些分类为根据注塑成型零件的复杂性和要求选择具有合适流动性特征的塑料提供了一般指导原则。
| 树脂 | 最小壁厚 | 小型塑料制品的推荐壁厚 | 中型塑料制品的建议壁厚 | 大型塑料制品的建议壁厚 |
|---|---|---|---|---|
| PA | 0.45 | 0.75 | 1.6 | 2.4~3.2 |
| PE | 0.6 | 1.25 | 1.6 | 2.4~3.2 |
| PS | 0.75 | 1.25 | 1.6 | 3.2~5.4 |
| HIPS | 0.75 | 1.25 | 1.6 | 3.2~5.4 |
| PMMA | 0.8 | 1.5 | 2.2 | 4~6.5 |
| 聚氯乙烯 | 1.15 | 1.6 | 1.8 | 3.2~5.8 |
| 聚丙烯 | 0.8 | 1.45 | 1.75 | 2.4~3.2 |
| 个人电脑 | 0.95 | 1.8 | 2.3 | 3~4.5 |
| PPO | 1.2 | 1.75 | 2.5 | 3.5~6.4 |
| 欧盟委员会 | 0.7 | 1.25 | 1.9 | 3.2~4.8 |
| POM | 0.8 | 1.4 | 1.6 | 3.2~5.4 |
| PSF | 0.95 | 1.8 | 2.3 | 3~4.5 |
| ABS | 0.75 | 1.5 | 2 | 3~3.5 |
塑料零件的壁厚可根据不同的材料和产品外形尺寸来选择。范围一般为 0.6 ~ 6.0mm,常用厚度一般在 1.5 ~ 3.0mm 之间。以下是不同材料的推荐壁厚值:(内部承重部件的壁厚可根据下表增加)
3) 通过流道厚度比计算壁厚
塑料的流动比率(L/T)是指流道长度(L)与壁厚(T)之比。它表示塑料注塑成型中流动距离与壁厚之间的关系。
L/T 比率越大,表明在给定壁厚的情况下,塑料熔体在模腔内的流动距离越远。反之,对于给定的理想流动路径,L/T 比率越大,壁厚就越小。因此,塑料的 L/T 比直接影响塑料制品中注塑点的数量和分布,以及可达到的壁厚。
各种因素(包括材料温度、模具温度、表面光洁度和其他条件)都会影响 L/T 比率的计算。所提供的数值只是一个近似值范围,会因具体情况而变化。虽然它可以作为一个实用的参考值,但由于注塑成型工艺的复杂性和可变性,精确计算可能具有挑战性。建议考虑这些因素,并向有经验的专业人员寻求指导,以准确确定具体情况下的壁厚。
| 树脂 | 长/宽比 |
|---|---|
| 低密度聚乙烯 | 270 |
| 高密度聚乙烯 | 230 |
| PE | 250 |
| 聚丙烯 | 250 |
| PS | 210 |
| ABS | 190 |
| 个人电脑 | 90 |
| PA | 170 |
| POM | 150 |
| PMMA | 130 |
| HPVC | 100 |
| SPVC | 100 |
计算开始
例如,如果我们有一个由 PC 材料制成的塑料零件,产品壁厚为 2mm,产品填充距离为 200mm,流道长度为 100mm,流道直径为 5mm,我们就可以计算出 L/T 比。
L/T(总计)= L1/T1(浇口)+ L2/T2(流道)+ L3/T3(产品)= 100/5 + 200/2 = 120。

在这种情况下,计算得出的长径比为 120,超过了 PC 材料的参考值 90。这表明在注塑过程中可能难以实现适当的填充。要解决这个问题,我们可能需要提高注塑速度和压力,或探索使用专门的高性能注塑设备。
改善 可塑性, 因此,可以通过改变浇口位置或使用多个浇口来减少产品填充距离。例如,如果产品填充距离减小到 100 毫米,新的长径比将变为 70,小于参考值。这将使注塑过程变得更容易。.
另外,调整产品壁厚也会影响 L/T 比值。如果我们将壁厚改为 3 毫米,新的 L/T 比值将为 87,更接近参考值,表明我们可以成功执行注塑成型工艺。
基于外观原则
壁厚对零件外观的影响具体如下。
(1) 壁厚不均匀:沉痕、偏斜等。
(2)壁厚过大:水槽痕迹、空隙等。
然而,许多产品结构设计师只是在试模后才发现缺陷。这时,他们通常依靠模具厂在注塑过程中调整注塑参数来解决问题。虽然这种方法相对较快,成本效益也较高,但有时只能保证有效。因此,在设计阶段之前进行全面的可制造性设计 (DFM) 分析至关重要。大约 70% 的注塑缺陷发生在结构和模具设计阶段。通过在早期阶段进行全面的 DFM 分析,我们可以主动发现并解决潜在的问题,从而改善制造效果,并最大限度地减少试验阶段后的修改需求。
基于成本原则
在注塑成型工艺的各个阶段中,冷却时间通常是影响产品整体成型周期最长、最关键的因素。
我们将熔融塑料注入模腔后,必须提供足够的冷却和凝固时间,然后才能打开模具并顶出零件。冷却时间受材料特性、零件几何形状、壁厚、模具设计和冷却系统效率的影响。
将零件壁厚增加到超出必要要求的程度会导致冷却时间延长。冷却时间的延长会严重影响成型周期,降低生产率,增加单个零件的成本。制造商需要考虑所需的零件质量、周期时间和生产效率,从而优化冷却时间。
设计人员和工程师需要在零件功能、结构完整性和冷却要求之间取得平衡,以尽量缩短冷却时间,同时确保最终产品的理想质量。这种优化有助于提高注塑成型工艺的生产率和成本效益。
综述
以上从机械性能、注塑成型性、外观和成本四个方面详细介绍了注塑件壁厚的设计原则。总之,设计壁厚的目的是满足所需的机械性能,通过最小化壁厚来优化加工性能,尽可能确保均匀性,并在必要时加入平滑渐进的过渡。














