
Para além do porta-moldes mencionado anteriormente, outro fator crucial componente de molde de injeção é o sistema de alimentação.
O sistema de alimentação (sistema de alimentação), também conhecido como sistema de canais, direcciona o plástico fundido do bico da máquina de injeção para o cavidade do molde. O seu papel é assegurar um enchimento suave e ordenado da cavidade e transmitir a pressão de injeção para obter peças de plástico bem estruturadas durante o enchimento e a solidificação.
Geralmente, os moldes com sistemas de alimentação convencionais são também designados por moldes de canal frio, embora raramente o sejam explicitamente.
Componentes e funções do sistema de alimentação
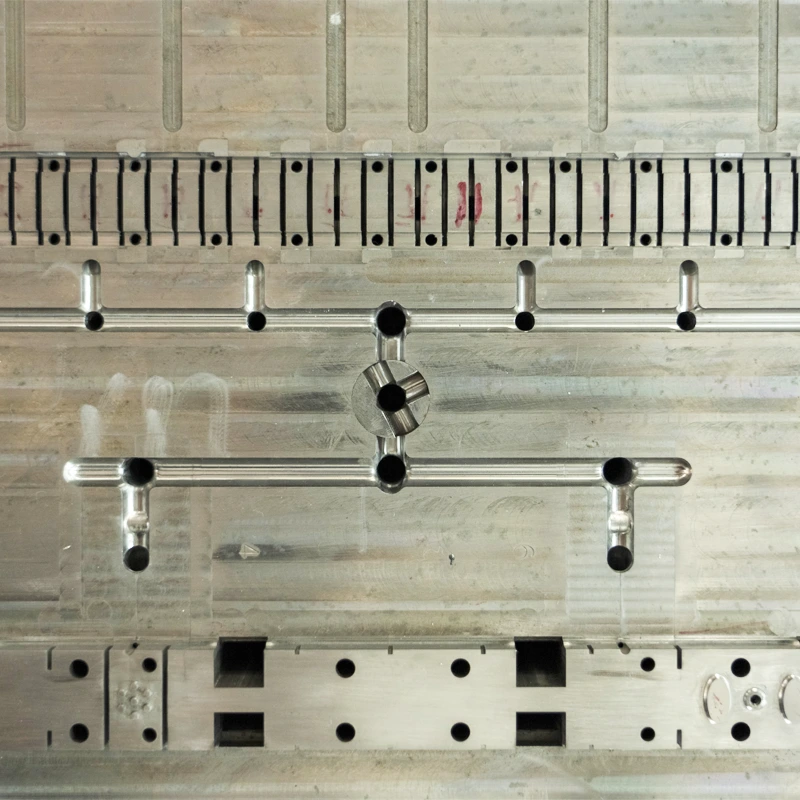
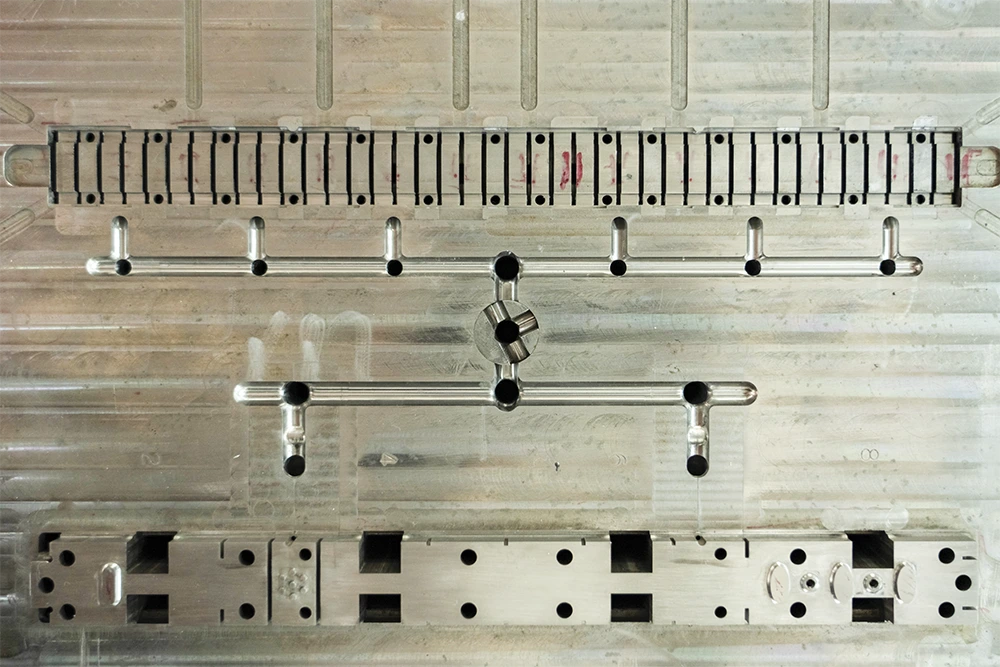
A conceção do sistema de canais tem um impacto significativo no aspeto, nas propriedades físicas, na precisão dimensional e no ciclo de moldagem do produto final. O sistema de alimentação consiste principalmente nas seguintes estruturas:

Tubo: É o canal inicial para onde o plástico fundido é direcionado a partir do bico da máquina de injeção. É responsável pelo transporte do plástico fundido para os canais.
Corredor e sub-corredor: Canais de transição que guiam a massa fundida e a distribuem por várias portas depois de a receberem do jito.
Portão: Canais curtos que aceleram o fluxo da massa fundida para a cavidade.
A bala fria é boa: Armazena material frio para evitar que este entre na cavidade e afecte a qualidade da peça moldada.
Princípios de conceção do sistema de alimentação
1. Assegurar a qualidade das peças de plástico
Evitar, tanto quanto possível, as marcas de soldadura. A presença de marcas de soldadura afecta principalmente o aspeto, tornando a superfície do produto pobre. A resistência também será fraca onde houver marcas de soldadura.
Evitar o empacotamento excessivo e a pressão de empacotamento insuficiente. Uma má conceção do sistema de injeção ou condições de funcionamento inadequadas podem resultar num tempo de enchimento excessivo ou numa pressão excessiva sobre o material fundido na cavidade. A sobreembalagem excessiva aumenta a densidade do produto, aumenta a tensão interna e conduz ao aparecimento de fulgor.
Evitar questões como tiro curto, flash, retenção de ar, linhas de soldadura, traços, jato, tensão residual, deformação, turno de base, etc.
Assegurar boas propriedades de aparência do produto, facilitar a remoção de portões durante o acabamento e garantir que as marcas dos portões não afectam a aparência e a aplicação das peças de plástico.

2. Eficiência da produção
Minimizar a necessidade de pós-processamento tanto quanto possível, encurtar o ciclo de moldagem e melhorar a eficiência da produção.
3. Materiais plásticos
Evitar a utilização de canais de fluxo demasiado longos ou demasiado pequenos para plásticos com elevada viscosidade ou rácios L/t curtos.
4. Remoção de resíduos de solidificação
Remoção conveniente e fiável dos resíduos de solidificação do sistema de alimentação.
Considerar posições de ejeção adequadas para evitar a deformação das peças moldadas quando ejectadas.
5. Material frio
Conceber poços de descarga de frio e ranhuras de transbordo adequados para evitar que o material frio entre diretamente na cavidade e afecte a qualidade do enchimento.
6. Enchimento de resíduos:
Minimizar e encurtar a secção transversal e o comprimento do sistema de alimentação para reduzir a utilização de plástico e o tamanho do molde.
7. Dissipação de calor e queda de pressão
Mantenha o percurso do fluxo curto e assegure uma área de secção transversal adequada.
Evite curvas no percurso do fluxo e mudanças súbitas na direção do fluxo (utilize cantos arredondados para mudar de direção).
A rugosidade da superfície deve ser baixa durante o processamento do percurso do fluxo.
A multi-gestão pode reduzir a queda de pressão e a pressão de injeção necessária, mas pode levar à formação de linhas de soldadura.
8. Conseguir, tanto quanto possível, um enchimento simultâneo
No caso de múltiplas cavidades num molde, assegurar que o material fundido que entra em cada cavidade possa chegar simultaneamente e que a pressão à entrada de cada cavidade seja igual.
Em conclusão
O sistema de alimentação é um aspeto crítico dos moldes de injeção. Para obter informações mais detalhadas sobre o jito, a corrediça e as comportas, siga as respectivas hiperligações neste artigo. Não hesite em contactar-nos em [email protected] para mais discussões técnicas ou se necessitar de serviços de fabrico de moldes ou de produção de peças, visite a nossa cotação de moldagem por injeção página.














