
A consistência da cor tornou-se uma caraterística importante a ter em conta na produção de moldes de injeção. No entanto, os problemas de cor desigual ou de diferença de cor continuam a incomodar muitos fábricas de moldagem por injeção. Esta comum defeito de moldagem por injeção pode ser causada por uma variedade de razões.
Este artigo apresenta de forma exaustiva as causas das diferenças de cor e as soluções. Se estiver interessado noutros defeitos de moldagem por injeção, clique na ligação abaixo para saber mais.
| Compreender os diferentes defeitos de moldagem por injeção | ||||
|---|---|---|---|---|
| Flash | Tiro curto | Marca de pia | Deformação/Deformação | Marca de queimadura |
| Marca de Splay/Risco de Prata | Mancha escura/mancha preta | Marca de fluxo | Bolha | Linha de soldadura |
| Diferença de cor/Cor desigual | Marca do pino ejetor | |||
O que é a cor irregular ou a diferença de cor na moldagem por injeção?
A cor irregular refere-se à irregularidade da cor da superfície das peças moldadas por injeção, caracterizada por variações de profundidade e tonalidade, incluindo cores misturadas e descoloração. Este fenómeno comum defeito na moldagem por injeção pode levar a taxas de refugo significativas para lotes de peças moldadas devido a diferenças de cor entre componentes.
Deteção e avaliação da diferença de cor na moldagem por injeção
Inspeção visual:
1. Para a determinação da variação de cor do produto, o inspetor não deve ter problemas de visão (como daltonismo ou daltonismo). Caso contrário, deve ser utilizado um colorímetro para determinar a aceitabilidade da diferença de cor.
2. Geralmente, as diferenças de cor dentro de 0,50 (em relação à tabela de cores) são difíceis de detetar pelo olho humano. No entanto, quando a diferença de cor entre duas peças se desvia do quadro de cores em 0,5, sendo uma amarelada e a outra esbranquiçada. A diferença de cor torna-se percetível, especialmente quando se produzem peças correspondentes onde o controlo é crucial.
3. As cores irregulares medidas pelos colorímetros podem diferir significativamente do que o olho humano percepciona. As diferenças de cor medidas por máquinas podem exceder os níveis visualmente aceitáveis. Nesses casos, o princípio geral de controlo envolve a comparação com uma amostra. Se a diferença de cor não for percetível e as peças puderem ser combinadas, prossiga com a produção. Se a correspondência não for possível ou se a diferença de cor ultrapassar os padrões e for visivelmente percetível, as peças são consideradas não-conformes. Em alternativa, são recomendadas acções correctivas.
4. A iluminação ou o ambiente circundante afectam grandemente a observação da cor. Geralmente, não é aconselhável avaliar as diferenças de cor na máquina de produção. Isto deve-se ao impacto significativo da iluminação da máquina.
Inspeção com colorímetro:
Para controlar rigorosamente a qualidade da aparência dos produtos, pode ser utilizado um colorímetro. A determinação por um colorímetro centra-se principalmente no valor △E correspondente à gama de diferença de cor:
| △E representa a diferença total de cor | |
|---|---|
| Gama △E | Diferença de cor (tolerância) |
| △E*0~0.25 | Muito pequena ou nenhuma; Correspondência ideal |
| △E*0.25~0.5 | Menor; correspondência aceitável |
| △E*0.5~1.0 | Ligeira a moderada; aceitável em algumas aplicações |
| △E*1.0~2.0 | Moderado; aceitável em aplicações específicas |
| △E*2.0~4.0 | Significativo; aceitável em aplicações específicas |
| Superior a △E*4.0 | Muito grande; inaceitável na maioria das aplicações |
Qual é a gama padrão internacional para as diferenças de cor?
As diferenças de cor incluem variações de brilho e tonalidade. Os métodos tradicionais de avaliação das diferenças de cor baseiam-se na observação visual direta. O mau resultado é que pode variar devido às condições de observação e às capacidades humanas de perceção da cor. Para facilitar a medição das diferenças de cor, os sistemas baseados na Comissão Internacional de Iluminação (CIE) foram desenvolvidos e aperfeiçoados padrões de cor, fontes de luz padrão e o sistema de excitação tricromática espetral. Este método quantifica a discriminação visual da cor utilizando os valores tristimulares XYZ. Os utilizadores podem medir a diferença de cor entre um padrão e uma amostra utilizando um colorímetro, que apresenta:
△E diferença total de cor △E = [(△L)^2 + (△a)^2 + (△b)^2]^(1/2)
△L = L_amostra - L_padrão (diferença de luminosidade)
△a = a_amostra - a_padrão (diferença vermelho/verde)
△b = b_amostra - b_padrão (diferença amarelo/azul)
L+ indica uma deslocação para o branco, △e L- indica uma deslocação para o preto
△a+ indica uma deslocação para o vermelho, △a- indica uma deslocação para o verde
△b+ indica uma deslocação para o amarelo, △b- indica uma deslocação para o azul
As diferentes indústrias têm requisitos diferentes para gamas aceitáveis de variação de cor. No entanto, não existe atualmente uma norma internacional para as gamas de diferença de cor. Estas são normalmente negociadas entre fabricantes e clientes.
Intervalos normais de tolerância de variação de cor:
| Gama △E | Diferença de cor Descrição |
|---|---|
| 0 - 0.25△E | Muito pequena ou nenhuma, correspondência ideal |
| 0.25 - 0.5△E | Correspondência ligeira e aceitável |
| 0.5 - 1.0△E | Ligeira a moderada, aceitável em algumas aplicações |
| 1.0 - 2.0△E | Moderado, aceitável em aplicações específicas |
| 2.0 - 4.0△E | Significativo, aceitável em aplicações específicas |
| Acima de 4.0△E | Muito grande, inaceitável na maioria das aplicações |
Causas de cor desigual/diferença de cor em peças moldadas
1. Fator material
(1) O elevado teor de voláteis nas matérias-primas, a contaminação com materiais estranhos ou a má secagem podem afetar o desempenho do processamento dos materiais.
(2) A distribuição desigual das fibras de enchimento nos materiais moldados pode levar à exposição das fibras na superfície. Isto afecta o aspeto das peças moldadas.
(3) As fracas propriedades de cristalização da resina podem afetar a transparência das peças moldadas, levando a uma coloração desigual da superfície.
(4) Os materiais de poliestireno de alto impacto e ABS podem desenvolver descoloração por tensão devido a tensões internas após a moldagem.
(5) Testar a estabilidade térmica das resinas das matérias-primas; no caso de materiais com fraca estabilidade térmica, considerar a sua substituição.
(6) Reforçar a inspeção das matérias-primas aquando da sua receção, a fim de garantir que cumprem os requisitos de desempenho.
2. Controlo da qualidade dos corantes (pós corantes, masterbatches) Factores
(1) O desempenho dos corantes afecta diretamente a qualidade da cor das peças moldadas. Se a dispersibilidade, a estabilidade térmica e a morfologia das partículas do corante não cumprirem os requisitos do processo, é impossível produzir peças com boa cor.
(2) Alguns corantes em forma de flocos podem formar arranjos direccionais quando misturados na massa fundida durante a moldagem, causando uma coloração irregular na superfície das peças moldadas.
(3) Quando os corantes são misturados a seco com as matérias-primas e aderem à superfície das partículas do material, podem não se dispersar bem depois de entrarem no barril, dando origem a uma coloração desigual.
(4) Se os corantes ou aditivos tiverem uma fraca estabilidade térmica, podem decompor-se facilmente quando aquecidos no cilindro, levando à descoloração das peças moldadas.
(5) Os corantes podem facilmente ser transportados pelo ar e depositar-se na tremonha e noutras partes da máquina de moldagem por injeção, contaminando a máquina e o molde e causando uma coloração irregular na superfície das peças moldadas. Se o equipamento de moldagem por injeção e os moldes estiverem contaminados por corantes, é necessária uma limpeza completa da tremonha, do cilindro e da cavidade do molde.
(6) Ao selecionar os corantes, estes devem ser analisados com base nas condições do processo e nos requisitos de cor das peças moldadas, especialmente indicadores importantes como a resistência ao calor e a dispersibilidade, que devem cumprir os requisitos do processo.
(7) A maior parte das fábricas de moldagem por injeção não produzem elas próprias masterbatches de plástico ou masterbatches de cor; o controlo dos masterbatches de plástico ou masterbatches de cor na gestão da produção e na inspeção das matérias-primas deve ser reforçado.
(8) Antes de os masterbatches entrarem na fábrica e antes da produção de lotes, devem ser efectuados testes de cor direta, comparando-os com a placa de cores fornecida pelo cliente e com os masterbatches utilizados em lotes anteriores e actuais.
Utilizar máquinas de masterbatch para adicionar masterbatches de cor
Atualmente, muitas empresas utilizam máquinas de masterbatch de cores para adicionar masterbatches de cores, o que tem ajudado muito no controlo das diferenças de cor. Ao utilizar uma máquina de masterbatch de cores, é importante ter em atenção o seguinte:
a) Determinar a quantidade de masterbatch a adicionar através de experiências e, em seguida, ajustar a velocidade da rosca da máquina de masterbatch de cor para corresponder ao tempo de plastificação, assegurando que a adição do masterbatch é concluída no final do tempo de plastificação.
b) Quando se utiliza uma máquina de masterbatch de cores, deve ter-se em atenção que a saída da máquina é pequena e pode tornar-se imprecisa na distribuição de partículas de material após um período de utilização, ou mesmo causar paragens de produção. Por conseguinte, devemos limpar regularmente o parafuso da máquina de masterbatch de cores.
3. Factores de equipamento
(1) Durante a produção, podem ocorrer variações de cor devido a danos num anel de aquecimento ou à perda de controlo na secção de controlo do aquecimento, provocando fortes flutuações de temperatura no barril e resultando em diferenças de cor devido a uma plastificação deficiente ou à decomposição do material. Os métodos para determinar as diferenças de cor causadas por estes factores envolvem geralmente uma plastificação desigual quando um anel de aquecimento está danificado e descolorido, e uma descoloração grave ou mesmo uma carbonização quando a secção de controlo do aquecimento está fora de controlo. A inspeção regular da secção de aquecimento é essencial durante a produção. Entretanto, devemos proceder à substituição e reparação atempadas se ocorrerem danos ou perda de controlo para reduzir estes tipos de problemas de variação de cor.
(2) Se houver material fundido carbonizado acumulado no cilindro ou no bocal, o cilindro e o bocal devem ser cuidadosamente limpos.
4. Factores do processo de moldagem
(1) Ao ajustar os parâmetros do processo de moldagem por injeção por outras razões que não a variação de cor, tente não alterar a temperatura de plastificação, a contrapressão, o ciclo de injeção ou a quantidade de masterbatch de cor adicionado. Se forem necessários ajustes, observar o impacto das alterações dos parâmetros do processo na coloração e, se for detectada variação de cor, reverter imediatamente as alterações.
(2) Evitar a utilização de velocidades de injeção e contrapressões na moldagem por injeção para evitar fortes efeitos de cisalhamento. Estes podem causar decomposição térmica e variação de cor.
(3) Definir temperaturas razoáveis para cada secção de aquecimento do tambor, especialmente o bocal e a secção adjacente ao bocal.
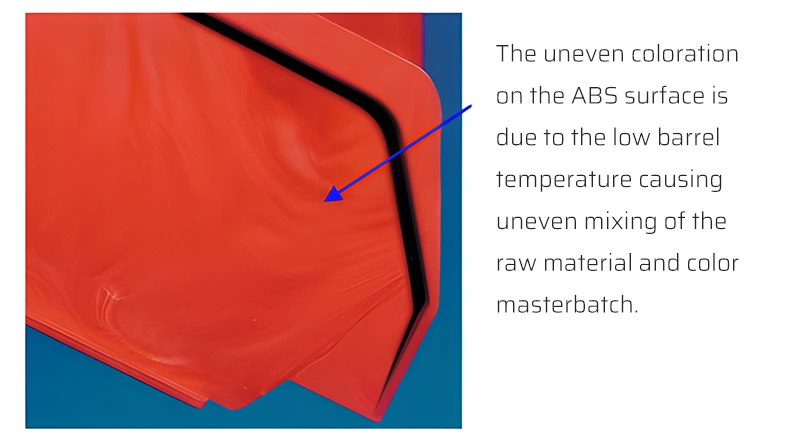
(4) Uma plastificação deficiente, ou seja, a incapacidade de a massa fundida se fundir uniformemente, pode também causar uma coloração irregular do produto.
5. Factores de mofo
(1) Os agentes desmoldantes e os resíduos da fricção de pinos e orifícios misturados na massa fundida podem causar descoloração da superfície. Devemos manter a cavidade do molde limpa antes da moldagem por injeção.
(2) A ventilação deficiente do molde pode ser resolvida reduzindo a força de aperto, reposicionando a porta e colocando orifícios de ventilação no último local de enchimento.
(3) Temperatura do molde tem um impacto significativo na cristalinidade da massa fundida durante o arrefecimento. O arrefecimento uniforme do molde é essencial, especialmente quando se moldam plásticos cristalinos como a poliamida. Se a temperatura do molde for baixa, a massa fundida cristaliza lentamente, resultando num aspeto de superfície transparente; se a temperatura do molde for alta, a massa fundida cristaliza rapidamente, resultando num aspeto semi-transparente ou leitoso. A coloração da superfície das peças moldadas pode ser controlada através do ajuste das temperaturas do molde e da massa fundida.
Soluções para cores irregulares
1. Factores relacionados com as matérias-primas:
(1) Controlar as matérias-primas e reforçar a inspeção dos diferentes lotes.
(2) Secar cuidadosamente as matérias-primas, assegurando parâmetros de secagem consistentes para cada ciclo.
(3) Inspecionar os corantes para eliminar o impacto das matérias-primas e dos corantes.
(4) Utilizar lubrificantes voláteis e agentes de libertação de moldes em quantidades adequadas.
(5) Ajustar adequadamente os corantes para diferentes matérias-primas quando as cores dos produtos são as mesmas.
(6) Ajustar os corantes em conformidade para produtos com requisitos de superfície variáveis causados por texturas inconsistentes. Este procedimento minimiza as diferenças de cor visual que são percepcionadas pelo olho devido a condições de luz variáveis.
2. Factores de molde
(1) Aumentar a ventilação do molde para evitar uma ventilação deficiente e a queima do produto.
(2) Ajustar o sistema de fecho do molde.
(3) Aumentar facilmente a ventilação em ângulos mortos no molde.
(4) Conceber os canais de água do molde de forma razoável e conceber canais de água em locais profundos da cavidade.
3. Factores do processo de moldagem
(1) Reduzir a pressão de injeção e a contrapressão de pré-plastificação do parafuso para evitar o sobreaquecimento do corte
(2) Compreender o impacto da temperatura do cilindro e da quantidade de corante nas alterações de cor do produto e determinar o padrão de alterações através de testes de cor.
(3) Velocidade de injeção demasiado elevada, reduzir a velocidade de injeção: utilizar injeção em várias fases: rápida-lenta.
(4) Para evitar a variação da cor, evitar o sobreaquecimento e a decomposição locais. Regular rigorosamente as temperaturas em cada secção de aquecimento do barril, concentrando-se no bocal e nas áreas próximas.
4. Factores da máquina de moldagem por injeção
(1) Assegurar a limpeza da oficina de moldagem por injeção, da máquina de injeção e do molde.
(2) Inspecionar regularmente os componentes de aquecimento durante a produção e substituir ou reparar prontamente os elementos danificados ou fora de controlo para reduzir a probabilidade de variação da cor.
(3) Escolher máquinas de injeção com especificações adequadas para resolver questões como os ângulos mortos do material.
(4) Ajustar a velocidade de plastificação do parafuso adequada.
Palavras finais
Na era atual da inteligência, automação e tecnologia, a FirstMold apela a todos os seus pares e clientes para que utilizem colorímetros para inspecções de diferenças de cor. Estabelecimento de uma base científica normas de aceitação desempenhará um papel crucial na promoção do progresso e da melhoria de toda a indústria de moldes de injeção.














