

Defeitos de moldagem por injeção são problemas comuns que podem surgir durante o processo de moldagem por injeção. Entre eles, as marcas de afundamento na moldagem por injeção são um defeito muito comum.
Para os designers de produtos, designers estruturais e empresas de design, compreender as marcas de afundamento e outros defeitos de moldagem por injeção ajuda-os a melhorar os métodos de design e a inspecionar os produtos acabados ou as peças das fábricas de moldagem por injeção (consulte as normas de aceitação de peças moldadas por injeção).
Para as fábricas de moldes e as fábricas de moldagem por injeção, é fundamental analisar as marcas de afundamento na moldagem por injeção e resolver este defeito na perfeição. Todos os profissionais do sector dos moldes e da moldagem por injeção têm a responsabilidade e a obrigação de dominar plenamente todos os conhecimentos sobre defeitos de moldagem por injeção.

Abaixo está um gráfico de defeitos de moldagem por injeção comuns e informações detalhadas sobre eles. Os amigos interessados são bem-vindos a clicar para uma melhor compreensão:
| Compreender os diferentes defeitos de moldagem por injeção | ||||
|---|---|---|---|---|
| Flash | Tiro curto | Marca de pia | Deformação/Deformação | Marca de queimadura |
| Marca de Splay/Risco de Prata | Mancha escura/mancha preta | Marca de fluxo | Bolha | Linha de soldadura |
| Diferença de cor/Cor desigual | Marca do pino ejetor | |||
O que é uma marca de afundamento na moldagem por injeção?
Marcas de afundamento, marcas de retração ou depressões na superfície de peças de plástico são defeitos que ocorrem frequentemente e são muito difíceis de eliminar durante o processo de moldagem por injeção.

Danos causados por marcas de afundamento
As marcas de afundamento fazem com que a superfície das peças de plástico seja côncava e irregular, afectando gravemente o seu aspeto. As marcas de afundamento na moldagem por injeção que são demasiado óbvias não podem ser ocultadas pelo tratamento de superfície, e os tratamentos de superfície brilhantes irão mesmo ampliar os defeitos.
No caso de produtos de consumo, como máquinas de lavar roupa, frigoríficos e computadores portáteis, se os utilizadores finais virem numerosas marcas de afundamento na superfície, com superfícies irregulares e irregularidades côncavas, terão a perceção de que a qualidade do produto é má, afectando seriamente a imagem da marca.
Se o produto não se destina diretamente a utilizadores finais, mas sim a clientes empresariais, a existência de numerosas marcas de afundamento pode levá-los a considerar os engenheiros pouco profissionais e afetar a imagem da empresa.
Além disso, as marcas de afundamento podem também afetar as dimensões de áreas específicas das peças de plástico, afectando a montagem e a implementação funcional correspondente.
Em suma, as marcas de afundamento podem parecer insignificantes, mas os seus danos potenciais incluem a perda de utilizadores e clientes, bem como a afetação da montagem, etc., que não devem ser subestimados.
Porque é que ocorrem as marcas de afundamento?
O material plástico tem de ser derretido até ao estado fundido durante a moldagem por injeção, e o plástico fundido tem de encolher continuamente durante o processo de arrefecimento e solidificação. Se o espessura da peça de plástico é inconsistente ou o arrefecimento é desigual, podem ocorrer diferentes graus de contração.

Se a superfície exterior da peça de plástico não for suficientemente rígida para resistir à força de tração gerada pela contração interna, o material da superfície deslocar-se-á para dentro, resultando em marcas de afundamento na superfície sem compensação nos processos subsequentes. Se a superfície exterior da peça de plástico for suficientemente rígida, formar-se-ão vazios internamente.
Os factores específicos que contribuem para as marcas de afundamento nos produtos incluem os materiais plásticos, a conceção do produto, a estrutura do molde e os parâmetros do processo de moldagem por injeção, entre outros.
1. Factores materiais que contribuem para as marcas de afundamento do produto na moldagem por injeção
Quando a taxa de contração do material plástico é elevada, é mais provável que ocorram marcas de afundamento. A partir do Quadro 1, pode ver-se que, para o PC/ABS, quando a espessura da nervura de reforço é projectada para ser 50% da espessura básica da parede, a probabilidade de ocorrência de marcas de afundamento é relativamente baixa. Em contrapartida, no caso do PBT, as marcas de afundamento só são menos prováveis de ocorrer quando a espessura da nervura de reforço é projectada para 30% da espessura básica da parede. Isto significa que mesmo uma espessura ligeiramente maior da nervura de reforço aumenta muito a probabilidade de marcas de afundamento.
| Material plástico | Encolhimento mínimo | Menos encolhimento |
|---|---|---|
| PC | 50% | 66% |
| ABS | 40% | 60% |
| PC/ABS | 50% | 50% |
| PA | 30% | 40% |
| PA (reforçado com fibra de vidro) | 33% | 50% |
| PBT | 30% | 50% |
| PBT (reforçado com fibra de vidro) | 33% | 50% |
Para além da taxa de retração, outros factores materiais que contribuem para as marcas de afundamento em peças moldadas por injeção incluem
- Marcas de afundamento causadas por uma secagem inadequada do material.
- Marcas de afundamento causadas por partículas de material excessivamente grandes ou irregulares que resultam numa qualidade de fusão inferior.
Sugestões: Clique na hiperligação para obter informações mais detalhadas sobre retração do plástico.
2. Factores de conceção que contribuem para as marcas de afundamento do produto
No que diz respeito aos fenómenos de marcas de afundamento resultantes da conceção do produto, centrar-nos-emos na discussão da espessura da parede.
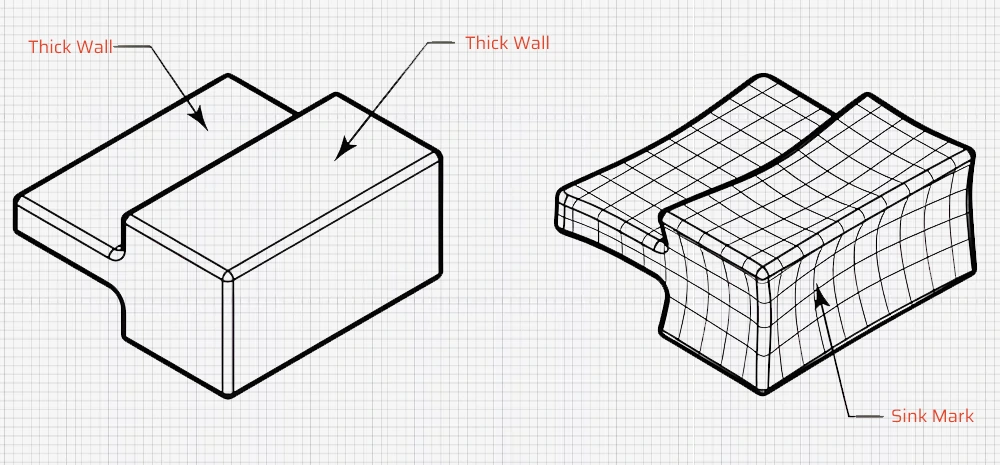
As áreas com espessura de parede localmente excessiva arrefecem mais lentamente do que as áreas com paredes mais finas. As áreas com paredes mais finas já arrefeceram e solidificaram, enquanto as áreas com paredes excessivamente espessas ainda não arrefeceram e solidificaram completamente. À medida que as áreas com paredes excessivamente espessas continuam a arrefecer e a solidificar, ocorre a marca de afundamento.
As áreas com espessura de parede localmente excessiva são mais prováveis de ocorrer na raiz de nervuras de reforço, raízes de pilares, ligações entre nervuras de reforçoAs ligações entre as nervuras de reforço e as paredes e as ligações entre os pilares e as paredes.
Além disso, a espessura irregular da parede resulta num arrefecimento mais rápido e numa menor contração em áreas de paredes finas, enquanto que um arrefecimento mais lento e uma maior contração ocorrem em áreas de paredes espessas, levando a marcas de afundamento.
Em resumo, a conceção inadequada que conduz a marcas de afundamento em peças moldadas por injeção é causada pelo seguinte
- Espessura irregular da parede devido a uma conceção desequilibrada do produto.
- Espessura excessiva de conceção de portões.
- Conceção inadequada da posição do osso sem ter em conta as normas de retração do material, resultando numa espessura excessiva e subsequente retração.
- Espessura excessiva das posições da coluna de parafusos não concebidas de acordo com os modelos normalizados de colunas de parafusos para produtos de plástico.
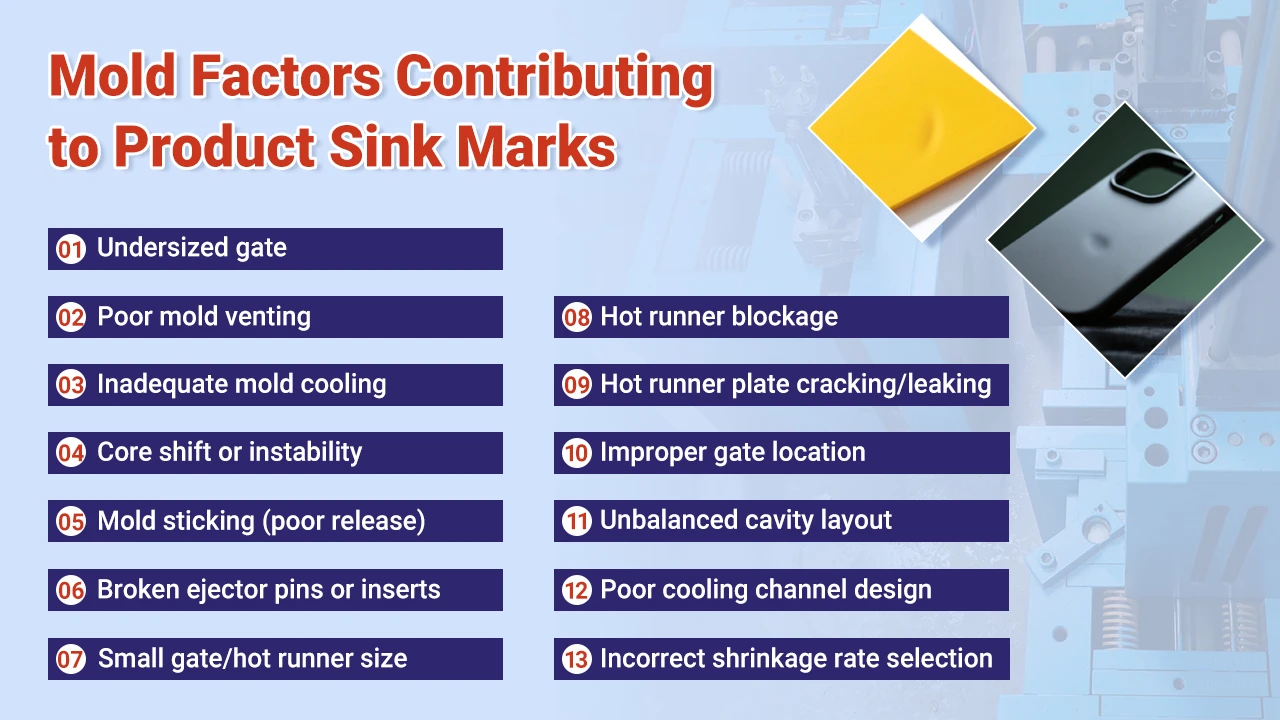
3. Factores de molde que contribuem para as marcas de afundamento do produto
As razões para as marcas de afundamento induzidas pelo molde na moldagem por injeção são mais complexas e incluem principalmente
- A pequena dimensão da entrada causa pressão insuficiente, especialmente em moldes para materiais de PC, materiais reforçados com fibra de vidro e materiais termicamente condutores.
- Uma má exaustão do bolor leva a que o ar fique retido.
- Um arrefecimento inadequado do molde provoca um calor excessivo e uma contração por sobreaquecimento.
- Deslocamento do núcleo do molde ou núcleo do molde instável causando injeção e extrusão distorcidas.
- As marcas de afundamento são causadas pela colagem de bolor.
- Agulhas partidas ou inserções de molde provocar uma espessura excessiva e a consequente contração.
- A pequena dimensão da porta do molde ou quente runner provoca um enchimento irregular.
- Bloqueio de objectos estranhos no canal quente, provocando um enchimento irregular.
- Fissuras e fugas na placa da câmara quente.
- A posição incorrecta da entrada não entra pela parte mais grossa, causando pressão insuficiente e consequentes marcas de afundamento.
- Disposição não razoável do produto, que provoca uma pressão de injeção insuficiente que atinge áreas distantes, resultando em retração. (Para uma disposição razoável do produto, consulte a conceção do fluxo do molde de injeção).
- A conceção incorrecta do canal de água de arrefecimento, com canais insuficientes, conduz a um excesso de temperatura do molde durante a produção.
- Seleção incorrecta dos valores de retração do material durante a conceção do molde.
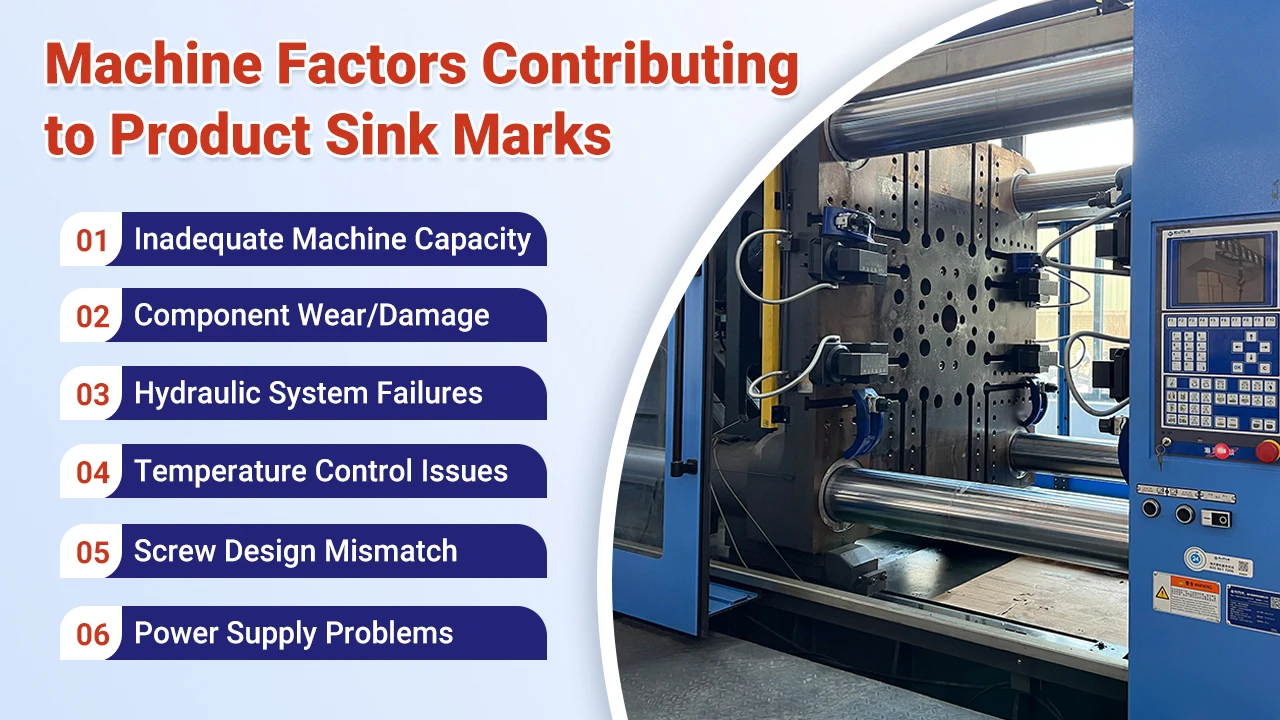
4. Factores da máquina que contribuem para as marcas de afundamento do produto
- As máquinas pequenas provocam uma pressão insuficiente.
- O desgaste de peças pequenas (por exemplo, componentes do tambor) ou a rutura de anéis de vedação/moldagem pode causar refluxo, contribuindo para o encolhimento do plástico.
- A fuga de óleo no cilindro de injeção provoca uma pressão instável e insuficiente.
- Danos nas lâminas da bomba de óleo causando pressão insuficiente.
- Temperatura anormal do cilindro com uma secção que não aquece, causando uma qualidade de fusão inferior e subsequentes marcas de afundamento.
- Efeito de arrefecimento deficiente da água de arrefecimento do barril, causando refluxo.
- Incompatibilidade entre o tipo de parafuso da máquina e o plástico, como a utilização de um parafuso normal para materiais de PC.
- Tensão de saída instável que provoca uma ação de injeção fraca.
Defeitos da marca de afundamento da moldagem por injeção
1. A prevenção é fundamental para os problemas de marcas de pia
Não espere que os defeitos da marca de afundamento ocorram efetivamente para os resolver apressadamente. Embora isso possa resolver o problema, também pode significar a modificação dos desenhos das peças de plástico, a modificação das portas do molde, dos canais, etc., o que não só aumenta os custos do produto como também prolonga os ciclos de desenvolvimento do produto.
É claro que existe uma maior possibilidade de que, devido a limitações estruturais e de molde ou a custos excessivos, não seja possível efetuar modificações e a questão só possa ser resolvida através de ajustes na máquina, que muitas vezes não conseguem resolver fundamentalmente o problema. O resultado final é um compromisso de todas as partes, aceitando o status quo da retração.
2. Atitude em relação à marca de afundamento: diferentes abordagens para diferentes peças de plástico
Geralmente, um produto inclui superfícies A, B, C e D.
- Superfície A: A superfície frontal do produto frequentemente vista pelos utilizadores.
- Superfície B: A superfície lateral do produto.
- Superfície C: A superfície inferior do produto.
- Superfície D: Superfície não externa do produto, como as superfícies internas e os componentes estruturais.
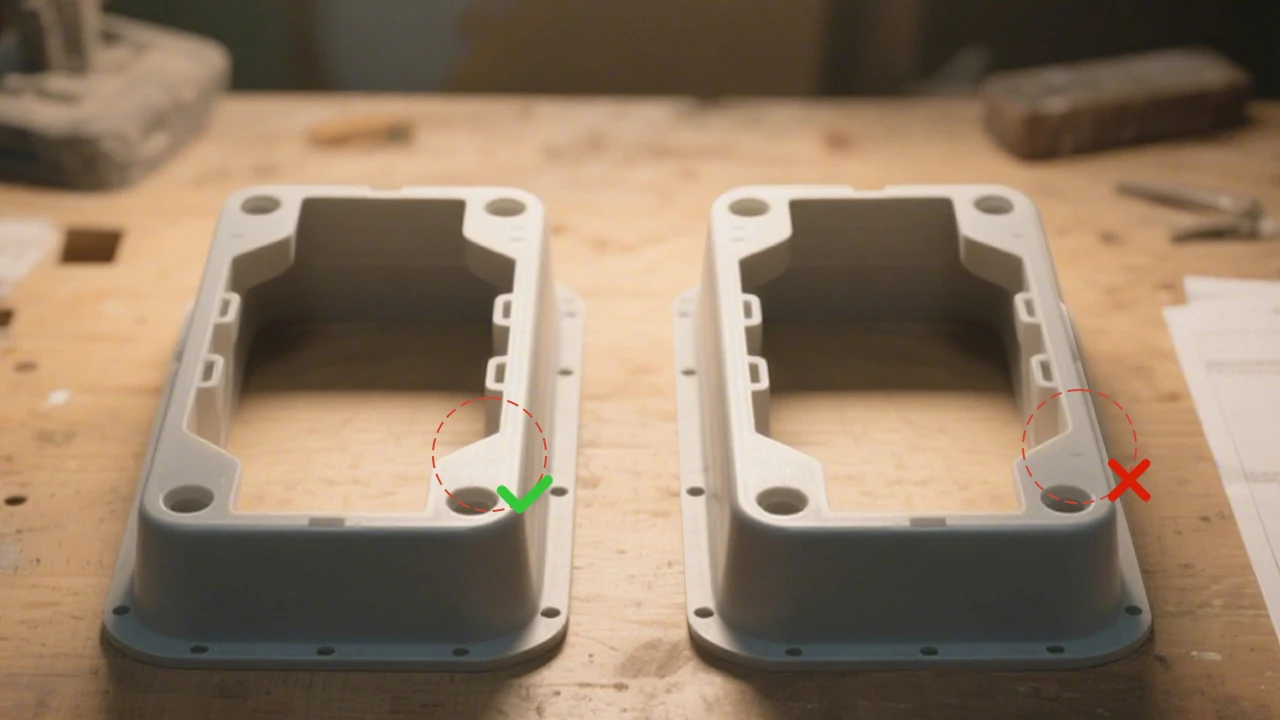
É evidente que as diferentes áreas das peças de plástico têm requisitos diferentes para a moldagem por injeção de marcas de dissipação. Por conseguinte, na conceção, não se pode adotar uma abordagem uniforme, especialmente quando existe um conflito entre a aparência e a resistência. Por exemplo, para aumentar a resistência de uma peça de plástico, a espessura das nervuras de reforço pode ser ligeiramente aumentada, ou podem ser adicionados filetes à base das nervuras de reforço. No entanto, isto conduz inevitavelmente a marcas de afundamento. Por conseguinte, para superfícies de aspeto crítico como a superfície A, a espessura das nervuras de reforço deve ser reduzida, ou os filetes podem mesmo ser omitidos por completo. No caso de componentes estruturais internos, a resistência é fundamental, pelo que a espessura das nervuras de reforço pode ter de ser ligeiramente aumentada, adicionando simultaneamente filetes à base.
3. Consideração global
A prevenção de problemas de marcas de afundamento exige uma análise abrangente. Abordar a questão a partir de uma única direção não pode evitar fundamentalmente os problemas de marcas de afundamento.
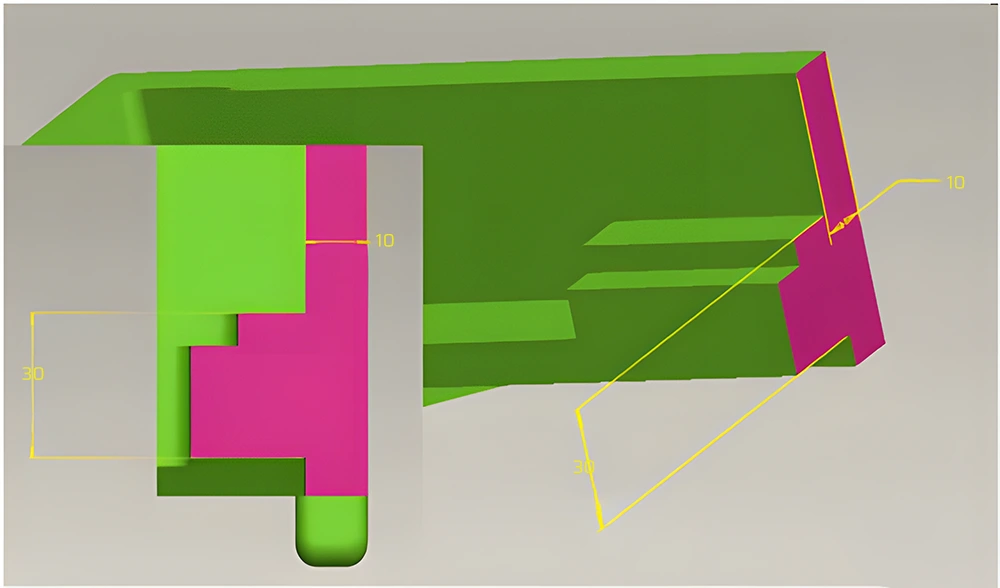
4. Começar pelo desenho da peça de plástico é a melhor solução
Embora os problemas da marca de afundamento possam ser resolvidos através de uma conceção posterior do molde e do ajuste dos parâmetros de moldagem por injeção, nem sempre é esse o caso. Uma coisa é certa: pode facilmente aumentar o custo das peças de plástico, o que deve ser evitado.
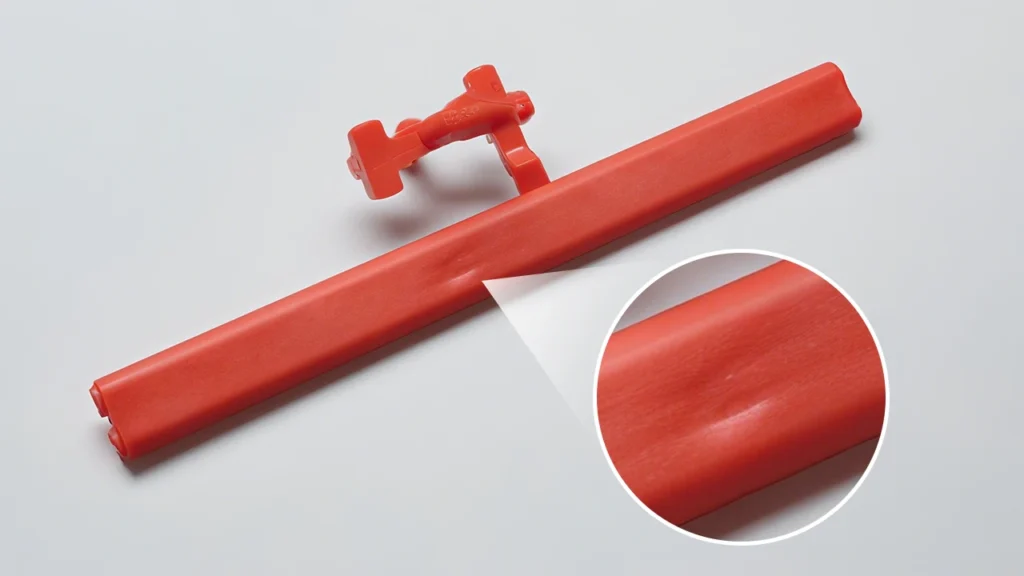
Por exemplo, no caso da placa guia de luz apresentada na figura, ocorreram marcas de afundamento durante a moldagem por injeção devido a uma conceção incorrecta da peça de plástico, com uma espessura de parede localmente excessiva. Para resolver o problema da marca de afundamento, o molde foi modificado para aumentar o diâmetro da porta e do canal, o que ajudou um pouco com a marca de afundamento, mas não significativamente. No entanto, isto resultou num canal ainda maior, aumentando ainda mais o ciclo de moldagem. A placa guia de luz pesa 0,6 gramas, enquanto o canal pesa 22,0 gramas, com um tempo de arrefecimento de aproximadamente 45 segundos. A produção com base nestes dados resultaria em custos de material e de processamento extremamente elevados.
5. Colaboração em equipa
A prevenção de defeitos de marca de afundamento depende da cooperação sincera entre engenheiros de conceção de produtos, engenheiros de moldes, engenheiros de moldagem por injeção, fornecedores de materiais plásticos e outros departamentos, bem como fornecedores.
Durante a conceção de peças de plástico, os engenheiros de conceção de produtos devem começar por procurar informações sobre as características dos materiais plásticos junto dos fornecedores de materiais plásticos, incluindo as características de contração. De um modo geral, os fornecedores de materiais plásticos possuem vastos conhecimentos e competências para resolver vários defeitos.
Durante a conceção de uma peça de plástico específica, os engenheiros de conceção de produtos têm de seguir regras e directrizes específicas para a conceção detalhada de peças de plástico, tais como o cumprimento das directrizes segundo as quais a espessura das nervuras de reforço não deve ser demasiado grande. Sempre que existam dúvidas ou incertezas sobre o projeto, os engenheiros de conceção de produtos devem procurar aconselhamento junto dos engenheiros de moldes, engenheiros de moldagem por injeção, fornecedores de materiais plásticos, etc., de forma atempada. E durante as revisões do projeto, convidar todas as partes a participar.
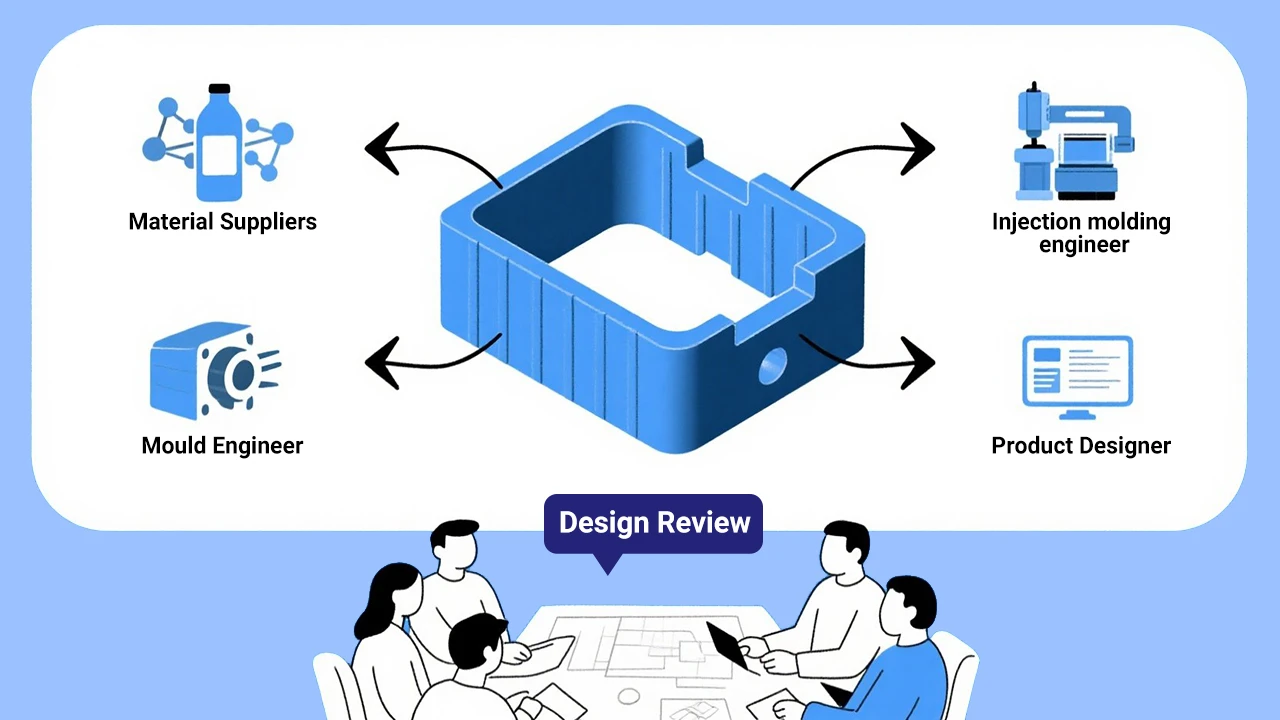
Uma vez que as peças de plástico são projectadas em software 3D, os engenheiros de design de produto devem definir com precisão os requisitos de aparência das peças de plástico em desenhos 2D, informando os engenheiros de moldes sobre os requisitos específicos da marca de dissipação. Desta forma, os engenheiros de moldes podem considerar a conceção da estrutura do molde com base nesta informação, incluindo o tamanho, a posição e o número de portas, o tamanho das corrediças e a estrutura dos canais de água de refrigeração.
Durante ensaios de moldesSe a marca de afundamento não for utilizada, todas as partes acima mencionadas devem resolver conjuntamente os potenciais problemas de marca de afundamento no local.
6. Utilização de software de análise do fluxo do molde
Na previsão e resolução de defeitos de marcas de afundamento, análise do fluxo do molde O software é uma ferramenta muito útil.
Com base em peças de plástico e projectos de moldes existentes, a utilização de software de análise do fluxo do molde (como o Moldflow) pode prever a magnitude da marca de afundamento. Se a marca de afundamento exceder os requisitos de aparência, pode ser solicitada a otimização do design da peça de plástico (por exemplo, esvaziando onde a parede é espessa) e do design do molde (por exemplo, ajustando a posição e o tamanho das portas).
Em resumo
A probabilidade de ocorrência de marcas de afundamento na moldagem por injeção é equivalente à do flash. A prevenção e a resolução de problemas de marcas de afundamento na moldagem por injeção requerem uma compreensão completa das caraterísticas de retração do material. Embora os dados da taxa de retração do material possam ser obtidos online, a taxa de retração real para o mesmo material utilizado em diferentes partes dos produtos pode variar.
A First Mold irá compilar uma tabela completa das "Taxas de retração reais de diferentes produtos de plástico" com base em anos de experiência na produção de moldes de injeção. Fique atento a esta informação.














