
Czy jesteś początkującym producentem? Być może chcesz produkować plastikowe części domowe, medyczne lub samochodowe. Architektura form wtryskowych jest istotnym czynnikiem w planowaniu ekonomiki produkcji, wydajności i stabilności jakości. Forma jednogniazdowa lub wielogniazdowa będzie kwestią do rozważenia w krótkim okresie czasu. Nie jest to decyzja, którą należy podjąć w zakresie oprzyrządowania, ale decyzja o podjęciu strategicznej decyzji produkcyjnej, która ma wpływ na wydatki kapitałowe (CapEx), wydatki operacyjne (OpEX), narażenie na ryzyko i skalowalność.
Ten długi fragment może pomóc w zrozumieniu sposobu działania tych form, ich podobieństw i zastosowań.
Porównanie rdzeni form jednogniazdowych i wielogniazdowych

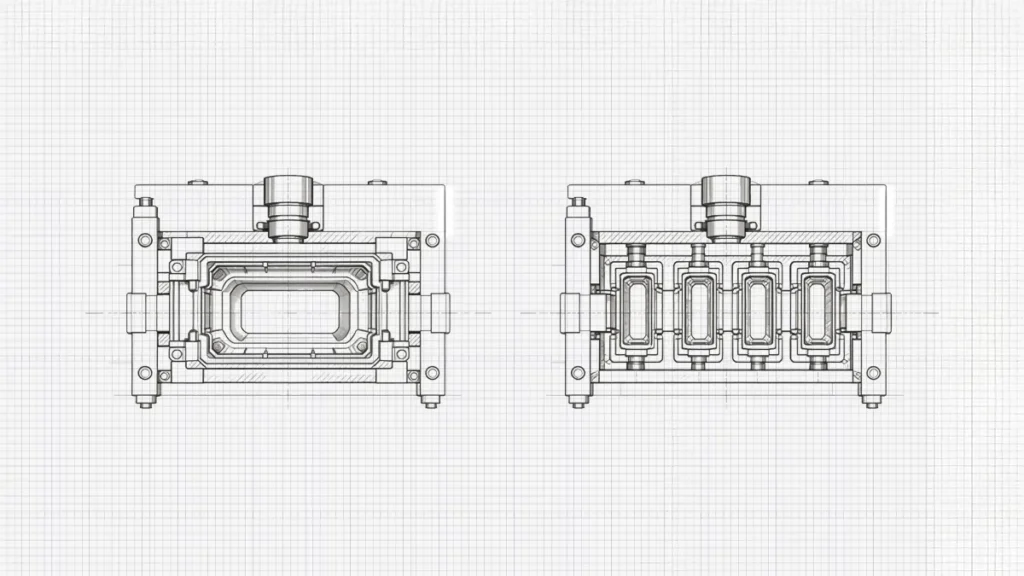
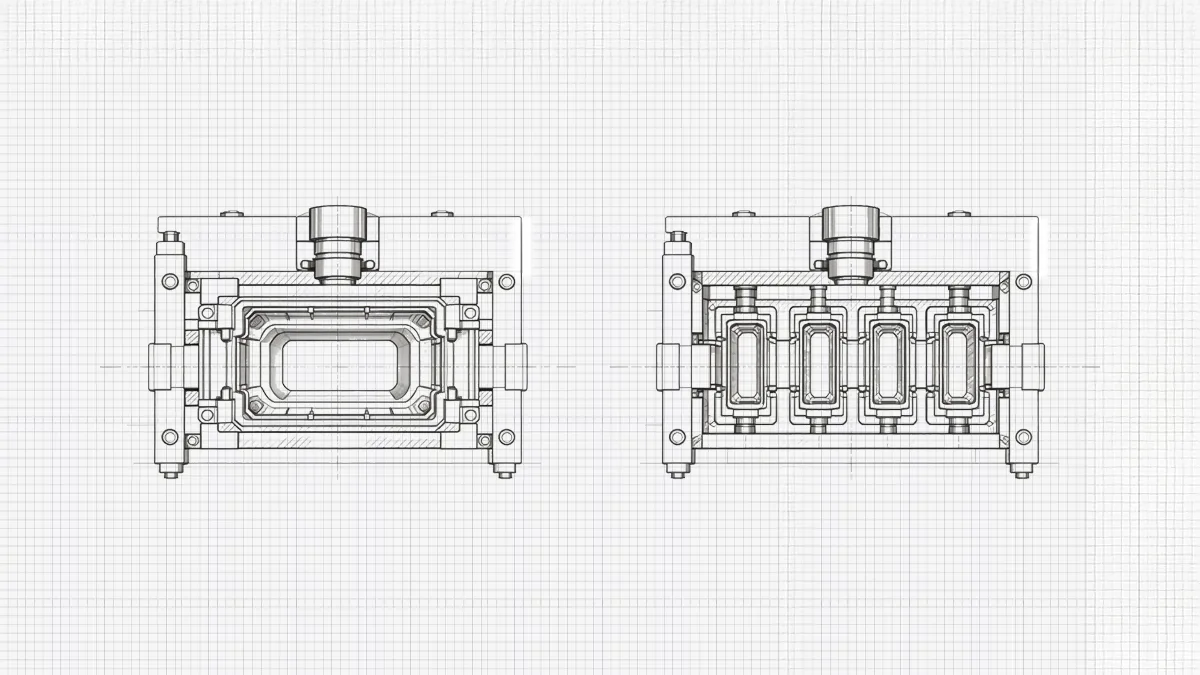
Forma jednogniazdowa: jedno gniazdo wytwarza jedną część na cykl wtrysku, upraszczając zachowanie przepływu i stabilizację procesu.
Forma wielogniazdowa: wiele identycznych gniazd produkuje kilka części na cykl, znacznie zwiększając przepustowość.
Porównanie rdzeni form jednogniazdowych i wielogniazdowych
Po pierwsze, możliwe jest umieszczenie tylko jednego odcisku geometrii części w formie z pojedynczą wnęką, tak aby w danym cyklu formowania wytwarzana była pojedyncza część. Jest to prosta konstrukcja w odniesieniu do procesów, przewidywalnych wzorów wypełnienia i łatwości rozwiązywania problemów. Dla porównania, forma wielogniazdowa ma wiele identycznych wycisków w jednej podstawie formy, co oznacza, że wiele części może być produkowanych jednocześnie w każdym cyklu [1]. Zmiana wydajności wraz z liczbą gniazd jest proporcjonalna do liczby gniazd, mimo że czas cyklu jest zazwyczaj porównywalny. Innymi słowy, każdy cykl ma większą liczbę części formowanych w formie wielogniazdowej.
Formy jednogniazdowe z konieczności ograniczają również przepustowość w odniesieniu do wydajności produkcji. Wykorzystanie maszyny jest również wysokie pod względem wydajności, ale liczba części produkowanych na godzinę jest niska. Formy wielogniazdowe szybko zwiększają produktywność bez takiej samej liczby maszynogodzin i dlatego są rozwiązaniem wybieranym w przypadku programów o dużej objętości.
Istnieje wysoki poziom rozbieżności w ekonomice jednostkowej. Formy jednogniazdowe są tańsze na początku pod względem oprzyrządowania, ale są droższe pod względem części, ponieważ czas maszynowy, robocizna i energia będą amortyzowane na część. Formy wielogniazdowe nie są opłacalne pod względem formowanie wtryskowe małych ilości ponieważ mają skomplikowany proces obróbki, dedykowany system prowadnic, dedykowany system chłodzenia i wyważanie wnęki, ale są tańsze w skalowaniu.
Kontrola procesu i wyzwania techniczne
Formy wielogniazdowe stawiają wyższe wymagania w zakresie równomierności przepływu, jednorodności termicznej i dyspersji ciśnienia [2]. Brak równowagi może prowadzić do krótkich strzałów, błysków, różnic wymiarowych, zmian lub różnic w skurczu. W związku z tym liczba wgłębień zwiększa trudność kontroli procesu.
| Parametr | Forma jednogniazdowa | Forma wielokomorowa |
|---|---|---|
| Wyjście na cykl | 1 część | Wiele części |
| Koszt oprzyrządowania | Niższy | Wyższy |
| Koszt jednostkowy | Wyższy | Niższa skala |
| Złożoność procesu | Niski | Umiarkowany do wysokiego |
| Czas cyklu | Standard | Podobne |
| Wymóg bilansowania | Minimalny | Krytyczny |
| Najlepszy przypadek użycia | Prototypowanie, małe ilości | Produkcja masowa |
Podejście do wyboru formy i podejmowania decyzji
Jakie więc podejście powinno kierować modelem decyzyjnym przy wyborze formy? Zacznij od znalezienia równowagi między wykonalnością techniczną a uzasadnieniem finansowym. Największy wpływ na decyzję mają prognozy wielkości produkcji. Niski lub niepewny popyt sprzyja formom jednogniazdowym, ponieważ zmniejszają one ryzyko CapEx i pozwalają na szybkie zmiany w projekcie. Formy wielogniazdowe są ekonomicznie opłacalne w przypadku dużych rocznych wolumenów, ponieważ umożliwiają amortyzację oprzyrządowania przy znacznym koszcie jednostkowym [3].
Po drugie, należy ustalić ograniczenia możliwości maszyny dla każdej z form. Liczba wymaganych wgłębień będzie określona przez rozmiar wtrysku, wydajność ciśnienia wtrysku, szybkość plastyfikacji i wymagany tonaż zacisku. Przekroczenie limitów maszyny może skutkować krótkimi wtryskami lub nadmiernym ścinaniem.
Jakich materiałów będziesz używać? Systemy wielogniazdowe są trudniejsze do zrównoważenia z żywicami, które mają małe okna przetwarzania lub mają wysoką lepkość.
Jakie są wymagania jakościowe? Formy jednogniazdowe sprzyjają częściom o ścisłej kontroli wymiarów lub kosmetycznym wyglądzie na wczesnych etapach, zanim producenci ustabilizują proces i skalują produkcję.
Złożoność oprzyrządowania i ryzyko produkcyjne
Złożoność projektu i wyzwania inżynieryjne
Większość początkujących producentów jest zaskoczona faktem, że każda forma ma różną złożoność projektową. Wybierając formę jednogniazdową, inżynierowie muszą skupić się na jednym kierunku przepływu, jednym punkcie wlewowym i stosunkowo przewidywalnym systemie chłodzenia. Co więcej? Zachowanie przepływu polimeru, spadek ciśnienia i odpowietrzanie można symulować z mniejszą łatwością, ponieważ system ma niewiele współdziałających zmiennych. Cykle projektowe są szybsze, a poprawki korygujące podczas procesu są bardziej skondensowane.
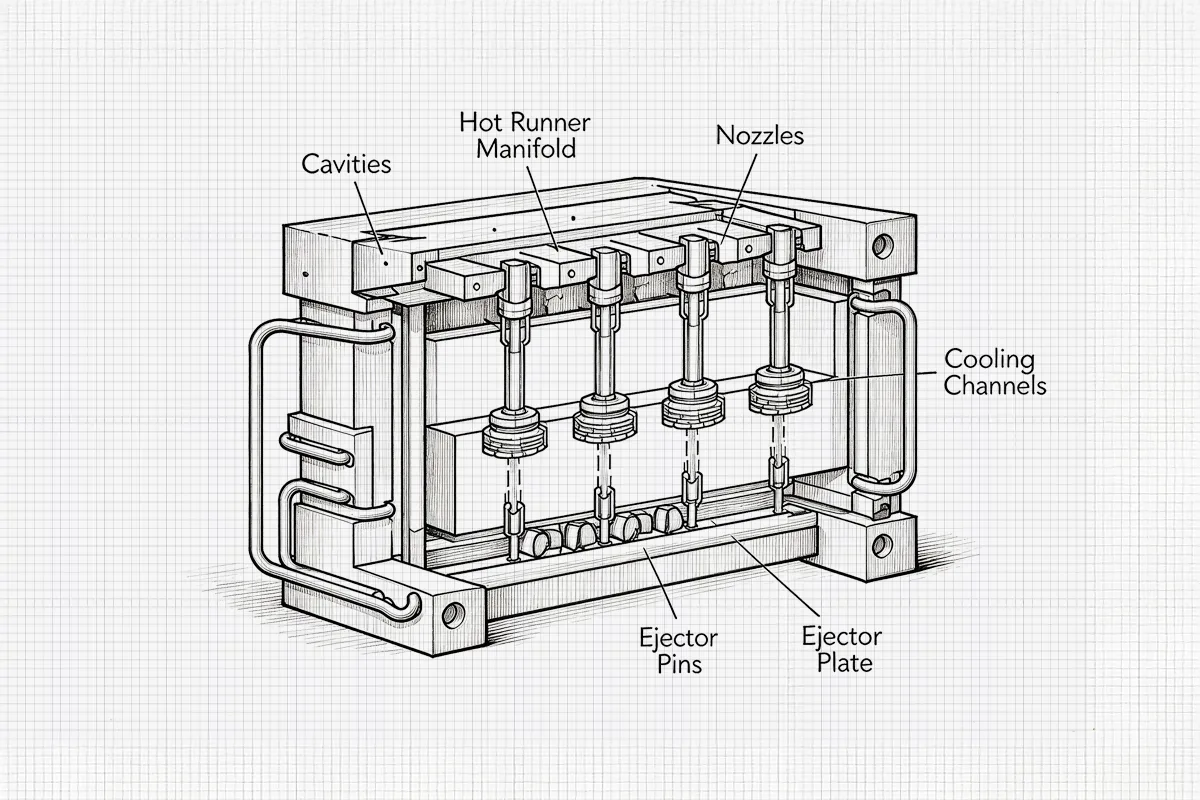
Jakie są komplikacje projektowe związane z formami wielokomorowymi? Takie formy wymagają inżynierii na poziomie systemu. Równowaga przepływu jest wąskim gardłem, które wymaga symetrycznych konstrukcji prowadnic i starannie zoptymalizowanych rozmiarów wrót, aby zapewnić równomierne wypełnienie wnęk. Subtelne różnice geometryczne powodują nierównowagę ciśnienia, która prowadzi do krótkich strzałów w niektórych wnękach i błysku w innych.
Projekt chłodzenia jest również wyzwaniem w przypadku form wielogniazdowych. Aby uzyskać jednorodność termiczną w sekwencji wnęk, konieczne jest dokładne rozłożenie obwodów chłodzących, które mogą mieć postać przegród, pęcherzyków powietrza lub konforemnych planów chłodzenia. Problemem inżynieryjnym nie jest już optymalizacja komponentu, ale raczej optymalizacja sieci wnęk, które są ze sobą połączone, gdzie dynamika przepływu, wymiany ciepła i kurczenia się musi być zgodna.
Precyzja produkcji i ryzyko budowy narzędzi
Z pewnością stopień ryzyka związanego z produkcją narzędzi jest proporcjonalny do wielkości wnęk. W przypadku formy jednogniazdowej odchylenia i tolerancje w obróbce dotyczą tylko jednego gniazda. Pozwala to skoncentrować się na korektach, upewniając się, że nie spowoduje to braku równowagi w systemie. Dostrajanie wymiarów - regulacje bezpieczne dla stali, polerowanie lub udoskonalanie bramy - jest stosunkowo proste.
Producenci, którzy chcieliby wykorzystać formy wielogniazdowe, muszą wziąć pod uwagę układanie tolerancji. Duże ilości wkładek wnękowych wymagają jednorodności do poziomu mikronów, a to wymaga wysokiej precyzji obróbki CNC, precyzji EDM i wysokiej metrologii. W przypadku niewielkich odchyleń wymiarowych we wnękach na maszynie, można je przekształcić w odchylenia części, które można zmierzyć. Należy również zachować wysoką jednorodność w obróbce prowadnic i wrót, ponieważ brak jednorodności może prowadzić do braku równowagi w wypełnieniu i rozkładzie ciśnienia pakowania. Konstrukcja form wielogniazdowych jest kosztowna, ponieważ wprowadzanie zmian korygujących w jednym gnieździe lub części prowadnicy może zmienić sytuację równowagi w całej formie. Integracja linii montażowej, wyrównanie linii montażowej i hermetyczne obwody chłodzenia są również dodatkowo skomplikowane, zwiększając ryzyko wystąpienia błędów montażowych, takich jak nieprawidłowo wyrównane linie podziału, nierównomierne odpowietrzanie lub nieefektywność termiczna.
Stabilność operacyjna i ryzyko cyklu życia
Początkujący producenci zakładają, że ryzyko produkcyjne kończy się po uruchomieniu formy. Jest jednak zupełnie inaczej. Czynnikiem, który definiuje się sam, jest stabilność operacyjna, szczególnie w przypadku narzędzi wielogniazdowych. Formy jednogniazdowe mają znacznie szersze zakresy procesowe i mogą tolerować dość szerokie zakresy temperatury topnienia, ciśnienia wtrysku lub lepkości materiału. Wady te mogą być z łatwością usuwane przez inżynierów, ponieważ znacznie łatwiej jest wyizolować ich przyczyny.
Podczas pracy z formami wielogniazdowymi inżynierowie muszą stosować bardziej rygorystyczne procesy kontroli form [4]. Jednym z takich przypadków jest to, że różnice między wnękami mogą być łatwo wprowadzane poprzez zmiany w reologii materiału, powtarzalności maszyny lub warunkach termicznych. Słabo działająca wnęka zmniejszy wydajność, przerwie cykle automatyzacji lub będzie wymagać wyłączenia wnęki, co będzie miało bezpośredni wpływ na przepustowość. Formy wielogniazdowe mają ogromne procesy konserwacyjne. Dodatkowe wkładki, bramy i obwody chłodzenia zwiększają liczbę punktów zużycia i awarii. Zasadą jest, że należy wdrożyć ścisłe harmonogramy konserwacji zapobiegawczej, aby uniknąć wystąpienia nieplanowanych przestojów, ponieważ może to okazać się kosztowne pod względem finansowym, ponieważ dotyczą one dużej wielkości produkcji.
Integracja automatyzacji i obsługa części
Dlaczego więc nowy producent miałby chcieć wprowadzić robotykę do formy? Oto kilka powodów;
- Przewidywalność procesów: Roboty są spójne, zmniejszając niepewność podczas cyklu wydobycia i obsługi.
- Poprawa wskaźnika OEE (ogólna wydajność sprzętu): Robot skróci czas przestojów i zmniejszy liczbę usterek, co zwiększy wydajność formy.
- Optymalizacja pracy: Operatorzy porzucają monotonię wydobycia na rzecz innych, lepszych zadań, takich jak monitorowanie procesu lub analiza jakości.
- Mniej odpadów i poprawek: Roboty mają kontrolowaną obsługę, co minimalizuje uszkodzenia, zanieczyszczenia i deformacje części [5].
- Lepsza identyfikowalność: Powiązana robotyka, która jest podłączona do MES lub SCADA, może śledzić produkcję i dokonywać optymalizacji opartej na danych.
- Skalowalność: Zautomatyzowane komórki można łatwiej skalować, jeśli chodzi o produkcję przy wyłączonym świetle lub skoki popytu.
Zastosowanie w formach jedno- i wielokomorowych
W przypadku formowania jednogniazdowego producenci wykorzystują roboty, starając się zapewnić jak największą wygodę i szybkość. Oprzyrządowanie końca ramienia (EOAT) jest przeznaczone do chwytania jednego elementu o niskiej złożoności strukturalnej, zwykle przy użyciu podstawowego kubka próżniowego lub chwytaka mechanicznego. Ścieżki ruchu robota są małe i przewidywalne i mogą być łatwo zsynchronizowane z otwieraniem i wyrzucaniem form. Gwałtowne zmiany obciążenia użytkowego i stabilności dynamicznej nie stanowią istotnego problemu, ponieważ robot może wchodzić w interakcje tylko z jedną częścią na cykl.
Formy wielogniazdowe zasadniczo zmieniają te priorytety projektowe. Punkty pobierania muszą być liczne na EOAT, a w niektórych przypadkach wymagane jest również mechaniczne utrzymanie obwodów próżniowych, aby zapewnić ich bezpieczną obsługę. Sztywność staje się poważnym problemem, ponieważ nawet niewielkie odchylenie może prowadzić do przesunięcia chwytaków we względnym położeniu wnęk. Inżynierowie będą musieli wziąć pod uwagę rozkład obciążenia użytkowego, bezwładność i tłumienie drgań, zwłaszcza w szybkich komórkach automatyki. Proces programowania robotów również staje się o wiele bardziej złożony i uwzględnia ścisłą koordynację kolejności otwierania form, rozłożone w czasie zachowanie wyrzucania i czas wyciągania.
Wyzwania związane z rozwiązywaniem problemów w narzędziach wielogniazdowych
Diagnozowanie zmienności między wnękami
Zaletą form jednogniazdowych jest łatwość liniowego rozwiązywania problemów. Niektóre przyczyny, które można zidentyfikować jako ciśnienie wtrysku, lokalny brak równowagi chłodzenia i wydajność odpowietrzania, można prześledzić do pierwotnych przyczyn wad, takich jak błysk, zlewy lub krótkie strzały [6]. Działania naprawcze są zazwyczaj bezpośrednie i ograniczone.
Formy wielogniazdowe są niejednoznaczne pod względem diagnostyki. Na przykład wady mogą pojawiać się selektywnie - niektóre wnęki wytwarzają krótkie strzały, podczas gdy inne migają, lub dryft wymiarowy wpływający tylko na określone regiony narzędzia. Do inżynierów należy oddzielenie nierównowagi systemowej od wad wnęki. Wymagane są takie techniki, jak badania krótkich strzałów, monitorowanie ciśnienia we wnęce i analiza zmian statystycznych.
Współzależności między przepływem, temperaturą i wentylacją
Problem operacyjny form wielogniazdowych polega na tym, że zmienne procesowe oddziałują na siebie, powodując wady i nie występuje pojedyncza awaria. Przykładem tego może być brak równowagi w przepływie spowodowany niewielkim odchyleniem geometrii prowadnic lub nierównomierną erozją wlewów, co prowadzi do asymetrycznych wzorów wypełnienia. Alternatywnie, różny skurcz może wynikać z nierównowagi termicznej prowadzącej do wypaczenia lub nieproporcjonalnego rozmiaru wgłębień.
Jak więc rozwiązać te problemy? Zasadą, którą należy stosować przy podejmowaniu działań naprawczych, jest myślenie systemowe. Nadmierne wtryskiwanie będzie w stanie usunąć oparzenia w jednej z wnęk i spowodować zapłon w drugiej. Alternatywnie, wymiary w centralnym wgłębieniu i powodowanie zlewów w pozycjach peryferyjnych można ustabilizować, wprowadzając modyfikacje ciśnienia pakowania. Obowiązkiem inżynierów jest zatem przyjrzenie się profilom ciśnienia jako całości w odniesieniu do wydajności obwodu chłodzenia i wydajności odpowietrzania. Rozważ zaawansowaną diagnostykę - w tym obrazowanie termiczne, analizę przepływu chłodzenia i wykrywanie ciśnienia we wnęce - aby ograniczyć zgadywanie i skrócić cykle rozwiązywania.
Zużycie, konserwacja i postępujące usterki
Czy jesteś świadomy faktu, że degradacja mechaniczna wprowadza kolejny wymiar złożoności rozwiązywania problemów? W takim przypadku zatarcie sworznia wypychacza lub niewspółosiowość wkładek można zawęzić do kilku wgłębień, ukrywając przyczyny źródłowe. W przypadku form o dużym zagłębieniu, czasochłonność pobierania i sprawdzania każdej pojedynczej wkładki zwiększa czas i ryzyko związane z przestojem procesu produkcyjnego.
Stopniowe usterki są trudne do opanowania. Możliwy jest otwór, który początkowo uwalnia części, które mogą być zadowalające, ale w miarę ich zużywania stają się poza tolerancją. Należy zorganizować proaktywną konserwację i testy na poziomie środków, aby zidentyfikować okresową niestabilność jakości. Przewidywany producent form wtryskowych musi zatem zdawać sobie sprawę, że skuteczne rozwiązywanie problemów obejmuje nie tylko umiejętności techniczne, ale także nawykowe standardy kontroli, uzasadnienie wcześniejszych procedur historycznych i przewidywane działania konserwacyjne [7].
Zaawansowane aplikacje i rozszerzenia przypadków
Biorąc pod uwagę, że wybrałeś formę jednogniazdową, w którym momencie powinieneś zmienić formę na wielogniazdową? Ok, skalowanie przemysłowe jest jednym z kluczowych czynników. Ze względu na opłacalność operacji, na początkowym etapie rozwoju produktu, wschodzący producenci koncentrują się na walidacji, kwalifikacjach wymiarowych i testach rynkowych. Gdy wielkość produkcji uzasadnia inwestycję, zwielokrotnienie wnęk odblokowuje znaczny wzrost wydajności.
Inną opcją jest przekształcenie w formę rodzinną. Jest to wyspecjalizowany rodzaj oprzyrządowania wielogniazdowego, w którym różne, ale powiązane części są formowane w jednym cyklu. Jest to skuteczna strategia w przypadku zespołów, które muszą mieć jednakową wielkość produkcji, takich jak nasadki i elementy ustalające. Jednak formy rodzinne wprowadzają dodatkową złożoność ze względu na różne długości przepływu, ciśnienia napełniania i zachowanie skurczowe we wnękach.
Wnioski
Wybór, czy użyć formy jedno- czy wielokomorowej, jest złożoną decyzją w przypadku początkującego producenta. Muszą oni rozważyć swoje cele produkcyjne w odniesieniu do ekonomicznej i technicznej złożoności obsługi jednego lub drugiego systemu. Forma jednogniazdowa byłaby odpowiednia dla każdego producenta o niskich wolumenach, który nie posiada zasobów ludzkich do projektowania, obsługi i konserwacji form wielogniazdowych. Z drugiej strony, formy wielogniazdowe i rodzinne zapewniają możliwość masowej produkcji i wymagają specjalnych umiejętności.
Tak więc, masz to - podjęcie decyzji nie powinno być wyzwaniem; prawda?
Referencje
[1] Aco Mold. (2023, 19 października). Forma wnękowa: Narzędzia jedno- i wielownękowe dla wydajnej produkcji. https://www.acomold.com/cavity-mold-single-vs-multi-cavity-tools.html
[2] Pivot Precision. (2024, 11 lipca). Formy jedno- lub wielownękowe: Co jest odpowiednie dla Ciebie? https://pivotprecision.com/blog/single-cavity-or-multi-cavity-molds-whats-right-for-you/
[3] Jianzhu. (2025, 30 maja). Wybór odpowiedniej formy wtryskowej: Pojedyncza, wielokomorowa czy rodzinna forma wtryskowa? https://www.swcpu.com/blog/single-cavity-vs-multi-cavity-molds/
[4] Wilson, D. (2025). Wielownękowe formowanie wtryskowe zapewniające większą wydajność produkcji. https://www.fictiv.com/articles/multi-cavity-injection-molds
[5] Thriam Group (2025). Rewolucja w formowaniu wtryskowym dzięki robotyce. https://thriam.com/robotics-in-injection-moulding
[6] Avient (2025). Formowanie wtryskowe: Rozwiązywanie problemów. https://es.avient.com/resource-center/knowledge-base/article/injection-molding-troubleshooting
[7] Kenvox (2024, 12 listopada). Typowe problemy i rozwiązania w formowaniu wtryskowym. https://kenvox.com/common-problems-and-solutions-in-injection-molding/














