

Podstawową różnicą między formami dwupłytowymi i trójpłytowymi jest sposób, w jaki forma oddziela się podczas otwierania i jak system kanałów jest zarządzany w stosunku do formowanej części. Poniższe ilustracje są dobrze wykorzystane do wyjaśnienia tych różnic strukturalnych, które zapewniają kontekst, w którym każdy typ formy funkcjonuje podczas cyklu formowania wtryskowego.
Architektura strukturalna
Architektura form dwupłytowych

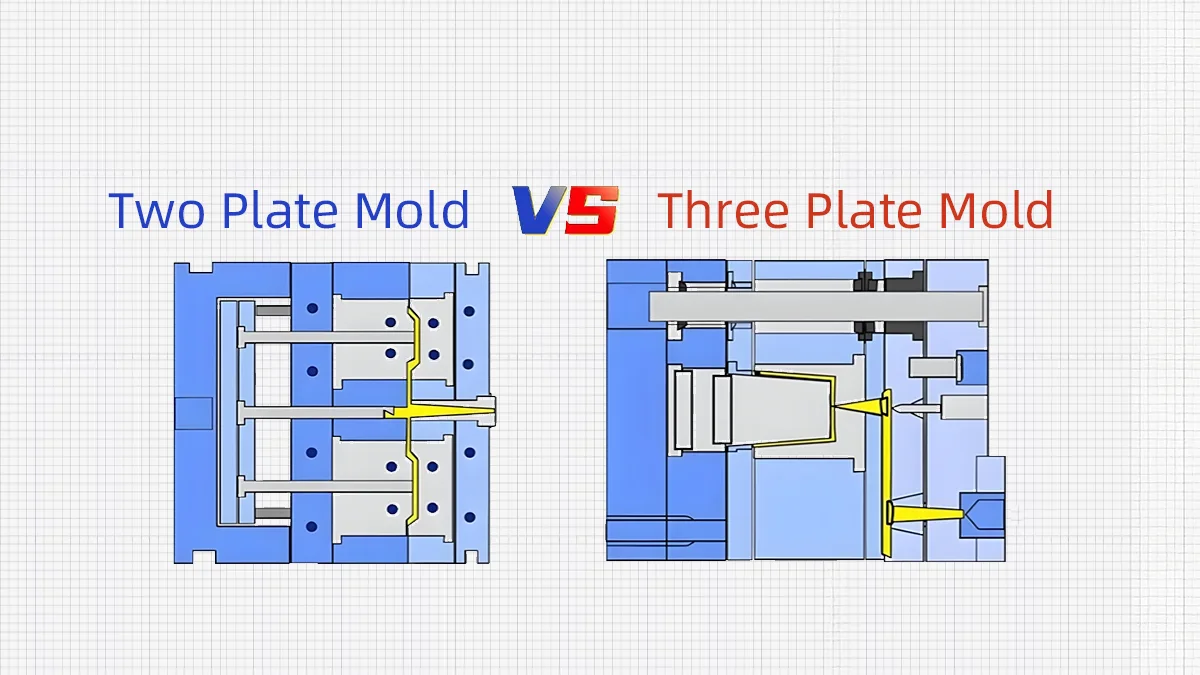
W formie dwupłytowej jedna linia podziału jest umieszczona pomiędzy stałą i ruchomą połówką. Podczas otwierania formy zarówno wypraska, jak i system kanałów pozostają po tej samej stronie, umożliwiając systemowi wypychaczy jednoczesne wypchnięcie ich na zewnątrz [1].
Wydajność mechaniczna formy dwupłytowej jest efektywna z inżynieryjnego punktu widzenia. Zastosowanie krótkich skoków otworu formy, optymalizacja użycia siły zacisku i prostota kinematyki są również cechami charakterystycznymi procesu formowania.
Architektura form trójpłytowych

Forma trzypłytowa jest dodawana z inną płytą, aby utworzyć dwie płaszczyzny podziału. Kolejność otwierania formy jest sekwencyjna w przypadku otwierania formy:
- Pierwszy otwór łączy płytę wnęki z systemem prowadnic.
- Drugi otwór kwalifikuje część ukształtowaną do samodzielnego wysunięcia.
W tej architekturze separacja kanałów jest procesem przeprowadzanym automatycznie bez dodatkowego wyposażenia. Dodatkowa płyta zwiększa jednak wysokość formy, początkowy skok formy i złożoność mechanizmu.

Projektowanie bramek i elastyczność bramkowania
Dwupłytowe wlewanie do formy
Dwie bramy formy płytowej są umieszczone tylko wzdłuż głównej linii podziału lub elementów pomocniczych, takich jak:
- Bramki krawędziowe
- Bramy podmorskie (tunelowe)
- Bramki wentylatora
Może być wymagana kosmetyczna obróbka końcowa lub zautomatyzowane usuwanie zgorzeliny, ponieważ wyrzucana część nie może zostać usunięta ze względu na to, że jest integralnym komponentem. Pozostałość po bramie jest jednym z czynników projektowych, szczególnie w przypadku części o krytycznym wyglądzie [2].
Trójpłytowe wlewanie do formy
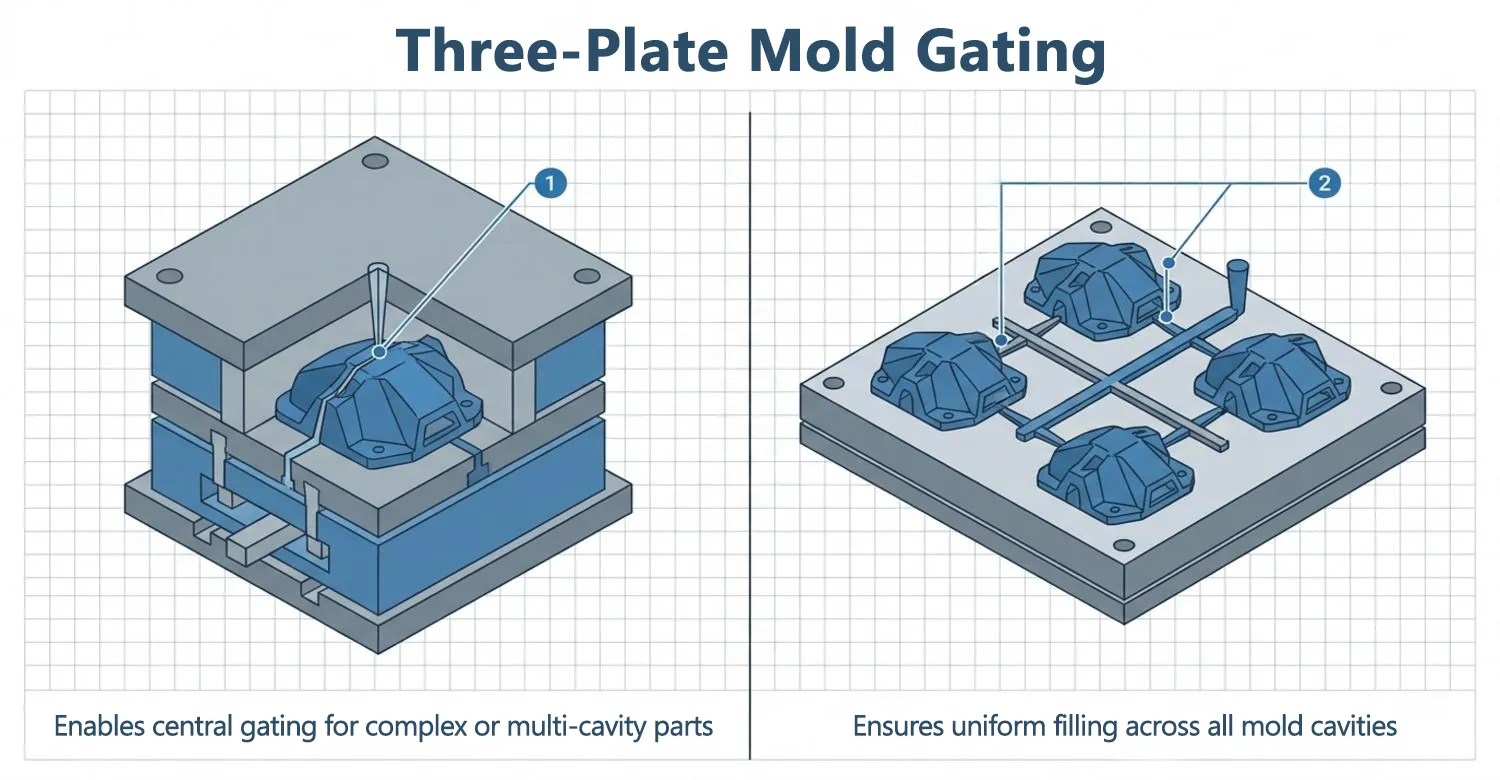
Formy trzypłytowe oferują opcję lokalizacji lub pozycjonowania wlewów punktowych lub bezpośrednich w dowolnym rzeczywistym miejscu, w dowolnym miejscu na powierzchni części. Jest to szczególnie przydatne w:
- Podobne sekcje przy środkowej bramie.
- Wielogniazdowe formy o zrównoważonym przepływie.
- Złożone kształty, które mają niewielki dostęp do bram.
Automatyczna dwukierunkowa separacja prowadnic zapewnia mniejszą ilość zanieczyszczonych pozostałości bramy i minimalizację operacji wtórnych.
Zachowanie biegaczy i rozdzielanie produktów
| Cecha | Forma dwupłytowa | Forma z trzema płytkami |
|---|---|---|
| Separacja biegaczy | Ręczny lub automatyczny downstream | Automatyczny podczas otwierania formy |
| Obsługa złomu | Wymaga wyłącznika | Samodzielne oddzielanie |
| Sekwencja otwierania formy | Pojedynczy etap | Wielostopniowy |
| Ryzyko uszkodzenia części | Wyższy, jeśli biegacz się zaplącze | Niższa ze względu na izolację |
Struktura kosztów i kompromisy ekonomiczne
Koszt oprzyrządowania
- Formy dwupłytowe wymagają mniejszej liczby płyt, mniejszej obróbki i mniejszej liczby elementów wymagających precyzyjnego wyrównania.
- Formy trzypłytowe wymagają większej dokładności obróbki, elementów prowadzących i czasu spędzonego na montażu form.
Koszt operacyjny
- Formy dwupłytowe wiążą się z dodatkowymi kosztami obsługi, z wyjątkiem form zautomatyzowanych.
- Formowanie trójpłytowe umożliwi redukcję kosztów robocizny, ale może zwiększyć częstotliwość konserwacji, ponieważ istnieje więcej ruchomych interfejsów.
Ekonomia cyklu życia
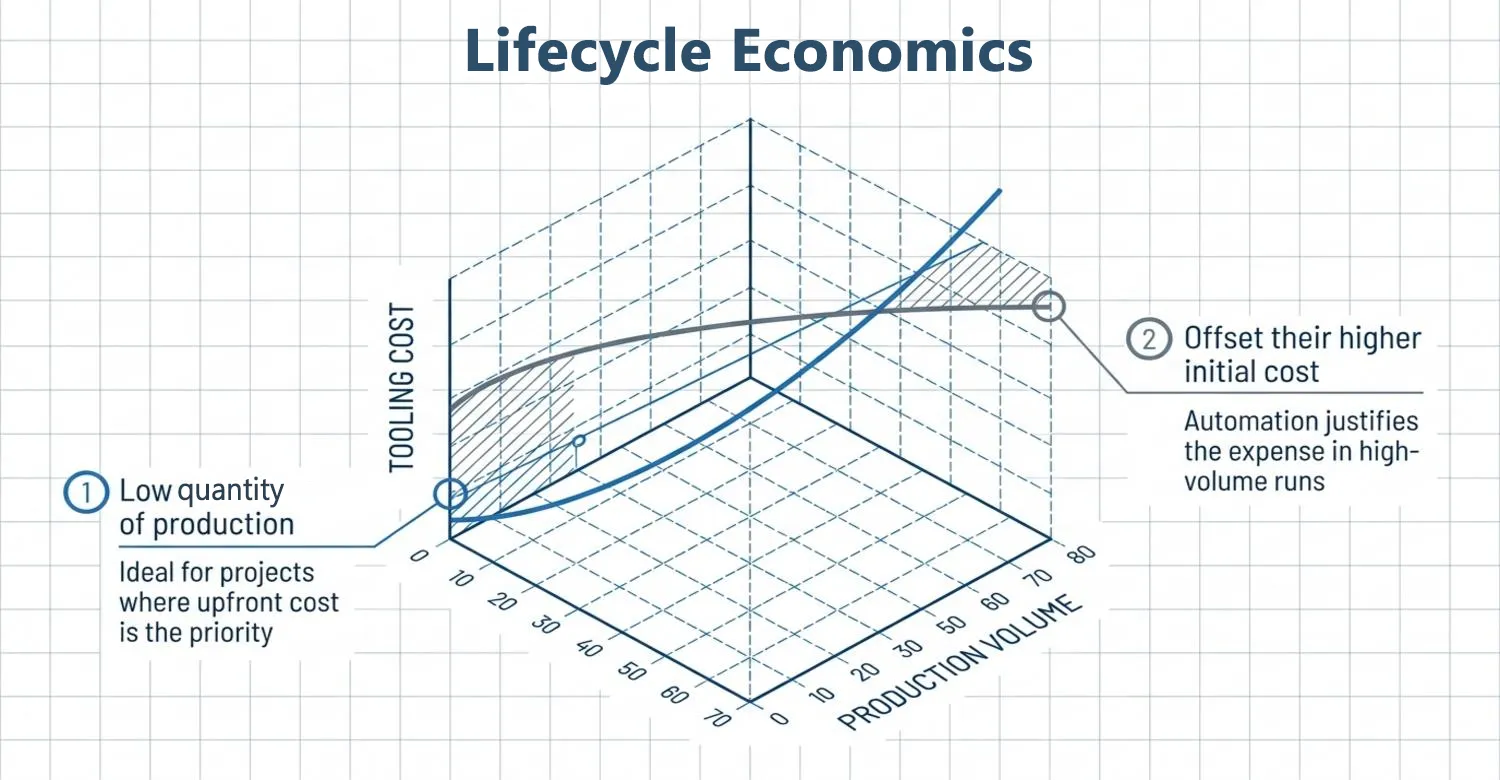
Formy dwupłytowe są prawie zawsze tańsze w przypadku małych ilości produkcji. Formy trzypłytowe mogą być stosowane przy dużych ilościach, aby zrównoważyć ich wyższy koszt początkowy poprzez wyeliminowanie ręcznego odgazowywania i promowanie jednolitości cyklu.
Scenariusze zastosowań i przemysłowe przypadki użycia
Zastosowania form dwupłytowych
- Proste obudowy i osłony
- Elementy o tolerancyjnych wymaganiach kosmetycznych.
- Bardzo małe lub średnie ilości produkcji.
- Integracja z gorącymi kanałami
Zastosowania form trójpłytowych
- Narzędzia wielogniazdowe z bramkowaniem zrównoważonym.
- Elementy, które były intensywnie zorientowane na powierzchnię.
- Produkcja na dużą skalę, która musi być zautomatyzowana.
- Wrażliwe systemy Cold-Runner są wrażliwe na zarządzanie złomem.
Związek z formami gorącokanałowymi
Z formy gorącokanałowe, Porównanie to ulega radykalnej zmianie. Systemy gorących kanałów całkowicie eliminują zimne kanały:
- Pozbądź się odpadów materiałowych.
- Skrócenie czasu cyklu
- Zwiększenie spójności temperatury topnienia.
W praktyce:
- Większość form gorącokanałowych to formy dwupłytowe, ponieważ nie wymagają one rozdzielania kanałów.
- Formy trzypłytowe są znane jako formy gorącokanałowe i są bardzo rzadkie i używane tylko w specjalnych formach wielopłytowych lub sekwencyjnych.
Gorące kanały są następnie skłonne do przenoszenia procesu decyzyjnego z form trójpłytowych, z wyjątkiem tego, że geometria wlewu jest czynnikiem determinującym.
Drzewo decyzyjne wyboru formy i logika oceny inżynierskiej
Decyzja między formą dwupłytową, trójpłytową lub gorącokanałową opiera się na systematycznym badaniu uwzględniającym cel projektu części w produkcji, wydajność produkcji, automatyzację i koszty długoterminowe. Proces decyzyjny, a nie rodzaj określanej formy, powinien być zdefiniowany w racjonalnym postępie decyzji inżynieryjnych, przy czym każda decyzja wyklucza potencjalne architektury form. Poniższe podrozdziały wyjaśniają tę logikę decyzji.
Krok 1: Wymagania dotyczące wyglądu produktu
Czynnikiem, który jest najbardziej znaczący i determinuje ostateczną decyzję w wyborze formy, jest często wygląd produktu, ponieważ ten pierwszy bezpośrednio ogranicza lokalizację bramy, rozmiar śladu bramy lub wymagania dotyczące wykończenia po formowaniu. Części z silnie widoczną częścią powierzchni, takie jak pokrywy elektroniki użytkowej, dekoracje wnętrz samochodów lub wygląd paneli, mogą często mieć rygorystyczne wymagania dotyczące znakowania bramy i płaskości. Te ostatnie sytuacje wymagają zastosowania architektur form, w których pozycja bram jest dokładna, a separacja kanałów jest precyzyjnie kontrolowana.
Formy trzypłytowe pozwalają na punktowe lub centralne umieszczenie bramek, które mogą być zlokalizowane poza ważnymi obszarami kosmetycznymi. W przypadkach, gdy wymagania kosmetyczne nie są zbyt duże lub gdy położenie bramy można ukryć na niewidocznej powierzchni, nadal można stosować formy dwupłytowe, które są opłacalne i wydajne w połączeniu z odpowiednio zróżnicowanymi bramami tunelowymi lub krawędziowymi [3].
Krok 2: Struktura produktu i dostępność bramy
Gdy tylko wymagania dotyczące wyglądu zostaną spełnione, należy rozważyć wewnętrzną strukturę produktu i dostępność jego bramy. Aby wypełnić złożone geometrie o różnych grubościach ścianek, różnych długościach przepływu lub różnych cechach funkcjonalnych, może być konieczne zastosowanie więcej niż jednej bramki [4]. Funkcja ta jest przydatna w formach wielogniazdowych, w których równowaga przepływu jest niezbędna dla zachowania spójności wymiarowej. I odwrotnie, produkty o prostej geometrii i przewidywalnym kierunku przepływu mogą być często bramkowane w jednym miejscu, a zatem może wystarczyć forma dwupłytowa.
Krok 3: Analiza wielkości produkcji i kosztów
Wielkość produkcji ma zasadnicze znaczenie dla określenia możliwości zrekompensowania wyższych inwestycji w oprzyrządowanie oszczędnościami operacyjnymi. W programach produkcji małoseryjnej, łatwość i mniejsze nakłady początkowe dwupłytowych form zimnokanałowych zwykle przyćmiewają zalety automatycznego oddzielania kanałów lub wysokiej elastyczności bramkowania. Jednak wraz ze wzrostem ilości produkcji, koszt materiału kanału, ilość pracy potrzebnej do usunięcia bramy i nieefektywność cykli stają się coraz bardziej krytyczne.
Formy dwupłytowe z gorącymi kanałami mogą być idealnym kompromisem przy średnich wielkościach produkcji, gdzie materiał nie jest wyrzucany, a ogólna wymagana struktura formy pozostaje stosunkowo prosta. W przypadku dużych programów (ponad setki tysięcy części rocznie), formy trzypłytowe lub w pełni zoptymalizowane gorące kanały mogą zapewnić długoterminowe korzyści kosztowe wynikające z mniejszej interwencji ręcznej, lepszej jednorodności czasu cyklu i umożliwienia wyższej automatyzacji.
Krok 4: Automatyzacja i strategia pracy
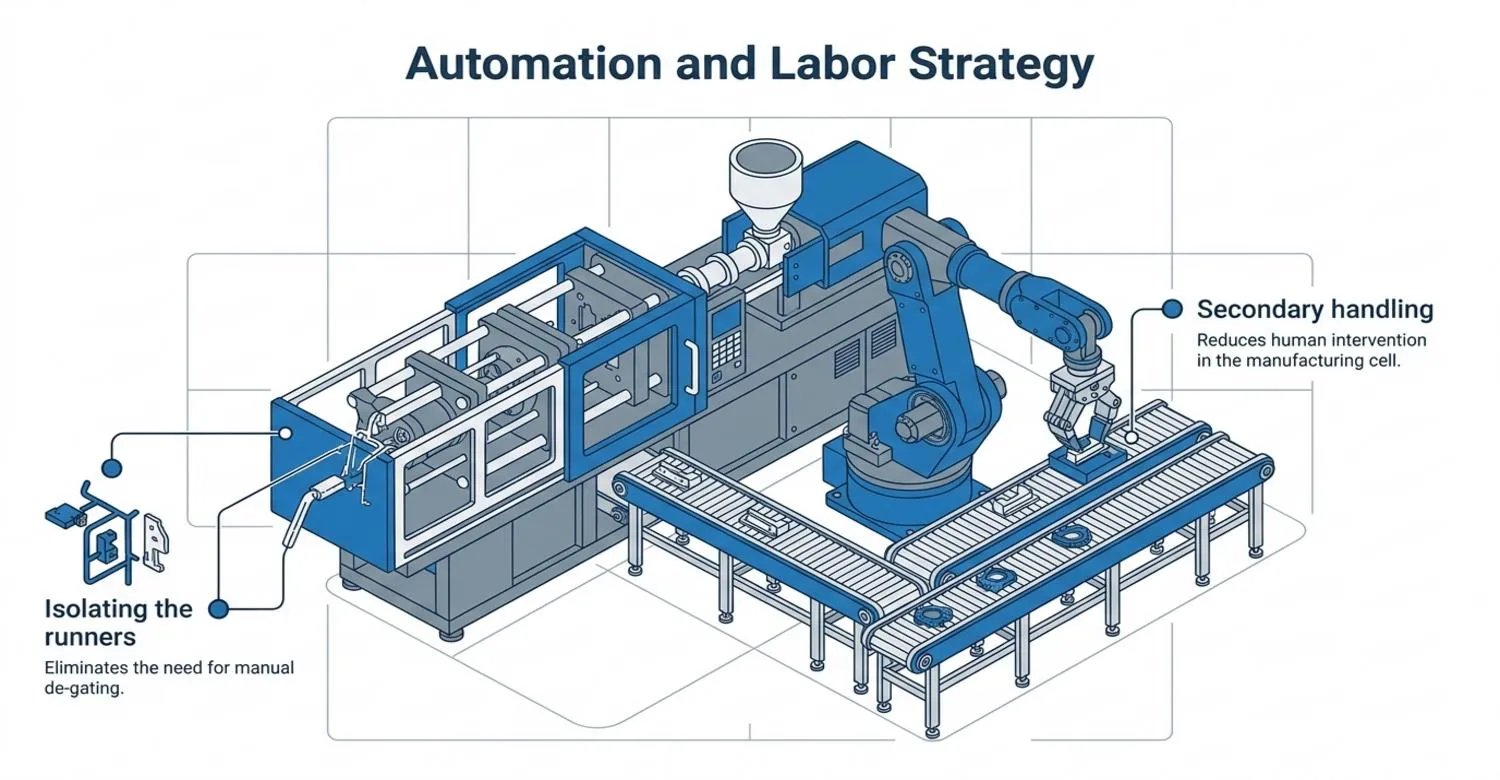
Wybór strategii automatyzacji stanowi istotne kryterium decyzyjne, które bezpośrednio determinuje wybór architektury formy. Procesy produkcyjne, które są bardziej zależne od pracy ręcznej, mogą pozwolić sobie na mocowanie prowadnic charakterystyczne dla form dwupłytowych, zwłaszcza gdy siła robocza jest tania lub ilości są małe. Zakłady, które dążą do osiągnięcia większej automatyzacji, takiej jak zrobotyzowana obsługa części i kontrola na linii produkcyjnej, zwykle mają przewagę w projektowaniu form, które upraszczają operacje na dalszym etapie.
Formy trzypłytowe naturalnie dobrze pasują do zautomatyzowanej produkcji, ponieważ izolują kanały w momencie otwierania formy, minimalizując użycie wtórnej obsługi [5]. Formy dwupłytowe mogą być korzystnie zaimplementowane w zautomatyzowanych gniazdach przy użyciu zrobotyzowanego odciągania, automatycznego odgazowywania i przenoszenia materiałów za pomocą przenośników. Wraz z wprowadzeniem systemów gorących kanałów, formy dwupłytowe są często wybierane, ponieważ usunięcie kanałów ułatwia automatyzację, a system minimalizuje również czas cyklu bez odpowiedniego wzrostu złożoności formy.
Krok 5: Długoterminowa strategia produkcji
Ostatnim etapem logiki oceny jest długoterminowa strategia wytwarzania produktu. Architektury form są łatwiejsze i tańsze w dostosowaniu do programów z wysokim oczekiwaniem zmienności projektu, przeprojektowań inżynieryjnych lub niepewnych charakterystyk popytu. Formy dwupłytowe są zwykle bardziej elastyczne w tym aspekcie, ponieważ modyfikacja lokalizacji wrót, geometrii lub kształtu prowadnic, a nawet projektu samej wnęki, może być łatwo wykonana przy ograniczonej lub żadnej przeróbce.
Systemy gorącokanałowe i formy trójpłytowe będą wymagały większych nakładów na modyfikacje, zwłaszcza w przypadku zmiany układu kolektora lub rozmieszczenia wlewów. W przypadku bardziej stabilnych produktów o długim cyklu życia produkcji, zwiększony koszt początkowy formy trójpłytowej lub gorącokanałowej może zostać zrekompensowany średnią wydajnością produkcji i niskimi kosztami eksploatacji w dłuższej perspektywie. Dostosowując wybór form zarówno do przewidywanej żywotności produktu, jak i jego stabilności, można zapewnić, że dokonane wybory oprzyrządowania będą w stanie sprostać krótkoterminowym wymaganiom produkcyjnym, a także długoterminowym celom firmy.
Ścieżki poprawy automatyzacji form dwupłytowych
Formy dwupłytowe są zautomatyzowane dzięki nowej technologii produkcji, pomimo mocowania prowadnic nieodłącznie związanych z tego typu formami. Mimo że formy dwupłytowe naturalnie wyrzucają uformowaną część wraz z systemem prowadnic, współczesne technologie automatyzacji umożliwiają takim formom osiągnięcie znacznej wydajności, jednorodności i oszczędności pracy. Formy dwupłytowe można przekształcić w wysoce zautomatyzowane narzędzia produkcyjne, które będą gotowe do pracy w wymagającym środowisku przemysłowym dzięki strategicznemu wprowadzeniu robotyki, zautomatyzowanego odgazowywania, kontroli jakości i gorących kanałów.
1. Zrobotyzowane oddzielanie części i prowadnic
W formach, które nie zapewniają naturalnej izolacji kanałów, powszechnie stosuje się zrobotyzowaną separację części i kanałów, aby przeciwdziałać temu niedociągnięciu. Typowa komórka produkcyjna ma sześcioosiowego robota, który usuwa uformowaną część i zespół prowadnicy po otwarciu formy, aby uzyskać równomierne usuwanie niezależnie od kształtu części lub orientacji formy. Robot umieszcza zespół w specjalnej stacji oddzielającej, gdzie prowadnica jest mechanicznie zatrzaskiwana lub odcinana, a następnie gotowa część jest przenoszona dalej.
2. Zautomatyzowane systemy usuwania bramek
Wydajność form dwupłytowych wzrasta dzięki zautomatyzowaniu systemów odgratowywania, które standaryzują usuwanie kanałów i ograniczają kontakt z człowiekiem. Systemy te obejmują procesy cięcia lub wycinania, które są kontrolowane przez położenie bramy, a także są zabezpieczone tak, aby resztki bramy miały podobny rozmiar w każdej partii produkcyjnej. W połączeniu ze zrobotyzowaną obsługą, zautomatyzowane usuwanie wyprasek jest rozszerzeniem samego cyklu formowania, a nie procesem niższego szczebla.
3. Automatyzacja jakości w formie i po jej zakończeniu
Automatyzacja jakości pozwala na pracę formy dwupłytowej z taką kontrolą procesu, jaka tradycyjnie była związana z bardziej złożonym oprzyrządowaniem. Czujniki znajdują się w formie i przesyłają dane w czasie rzeczywistym na temat ciśnienia i temperatury w gnieździe, pozwalając użytkownikowi zauważyć dryft procesu spowodowany zmianą materiału lub zużyciem sprzętu. Instalowane są również systemy kontroli, które zapewniają natychmiastowe wykrywanie wad wlewu, wypełnienia i wypychania.
4. Forma dwupłytowa + gorący kanał + robot: Wspólne rozwiązanie przemysłowe
Formy dwupłytowe w połączeniu z gorącymi kanałami i sterowaniem zrobotyzowanym są jednymi z najbardziej efektywnych i najpopularniejszych form we współczesnym formowaniu wtryskowym. Gorące kanały eliminują konieczność odgazowywania, zużycie materiału, a dwupłytowa struktura kontroluje złożoność oprzyrządowania. Automatyczne usuwanie części jest zapewniane przez roboty i może być zintegrowane z późniejszą automatyzacją.
Ostateczna perspektywa
Wybór między formami dwupłytowymi i trójpłytowymi nie jest kwestią doskonałości, ale kwestią inżynierii w odniesieniu do wymagań produktu, planu produkcji i wymagań ekonomicznych. Formy dwupłytowe są łatwe, elastyczne i mogą być używane z systemami gorącokanałowymi, a formy trójpłytowe są elastyczne w bramkowaniu z dodatkową zaletą automatyzacji systemów zimnokanałowych. Dzięki nowoczesnym technologiom automatyzacji różnica w wydajności między tymi dwoma rozwiązaniami stale się zmniejsza, co sprawia, że świadomy, oparty na danych wybór formy jest ważniejszy niż kiedykolwiek wcześniej.
Referencje
[1] Aco Mold. (2022, 22 lipca). Forma dwupłytowa i forma trójpłytowa. https://www.acomold.com/2-plate-mold-and-3-plate-mold.html
[2] Ye, R. (2026). 6 rodzajów bram do formowania wtryskowego i kiedy ich używać. https://www.3erp.com/blog/6-types-of-injection-molding-gate-when-to-use-them/
[3] Ace (2023, 7 listopada). Projektowanie form dwupłytowych: Wskazówki dotyczące optymalnej jakości produktu. https://www.ace-mold.com/two-plate-mould/
[4] Best Future (2025, 1 sierpnia). Zalety trójpłytowych form wtryskowych w produkcji złożonych części. https://www.plasticmoldfactory.com/news/advantages-of-three-plate-injection-molds-in-the-production-of-complex-parts
[5] Asia Tools. (2025, 11 listopada). Trzypłytowa struktura formy i przewodnik po procesie roboczym. https://www.asiatools.net/news/blog/three-plate-mold-structure-and-working-process-guide











