
Bevestigingsmiddelen zijn veelgebruikte componenten die in het dagelijks leven worden gebruikt. Vandaag geven we een gedetailleerde inleiding tot de classificaties, selecties en bevestigingsprocessen. Deze gids staat boordevol nuttige informatie en is het bewaren waard.

Definitie van Bevestigingsmiddelen
Bevestigingsmiddelen, op de markt ook wel standaardonderdelen genoemd, zijn een klasse mechanische onderdelen die worden gebruikt om twee of meer onderdelen (of componenten) stevig met elkaar te verbinden tot één geheel.
Schroeven zijn een spreekwoordelijke term voor bevestigingsmiddelen, maar ze zijn slechts één type bevestigingsmiddel.

De verschillen tussen de verschillende bevestigingsmiddelen zitten in hun vormen, afmetingen en materialen, waardoor ze kunnen voldoen aan verschillende toepassingsbehoeften. De primaire functie van bevestigingsmiddelen is het creëren van een mechanische verbinding die de positie en integriteit van componenten handhaaft.
Ze kunnen bijvoorbeeld twee of meer onderdelen met elkaar verbinden of onderdelen aan een structuur of oppervlak bevestigen. Bevestigingsmiddelen worden gekenmerkt door hun verscheidenheid, hoge mate van standaardisatie, serialisatie en generalisatie. In de techniek en productie zijn bevestigingsmiddelen onmisbaar voor het bouwen van alles, van eenvoudige meubels tot complexe machines, elektronische apparaten en schepen.
Soorten bevestigingsmiddelen
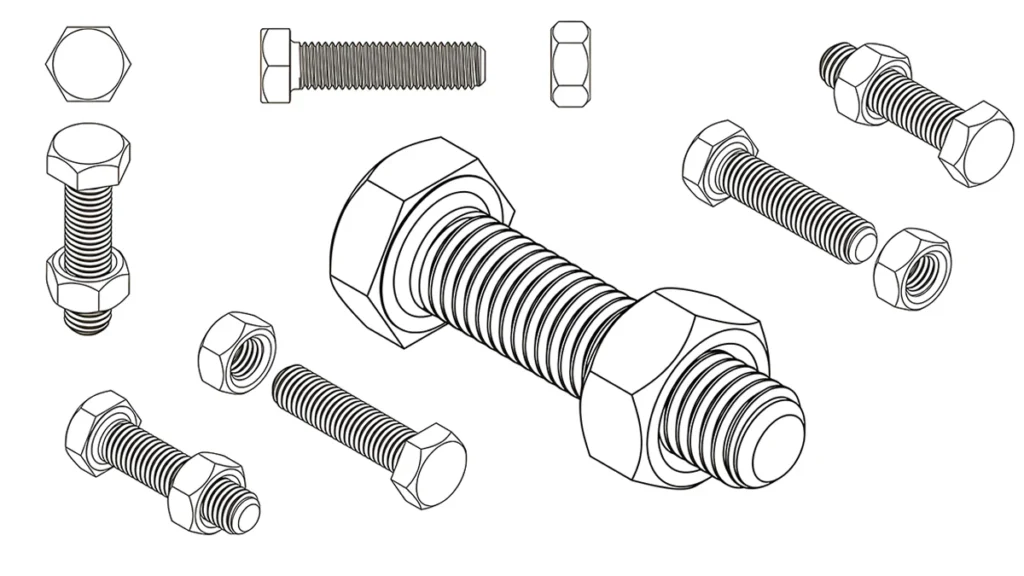
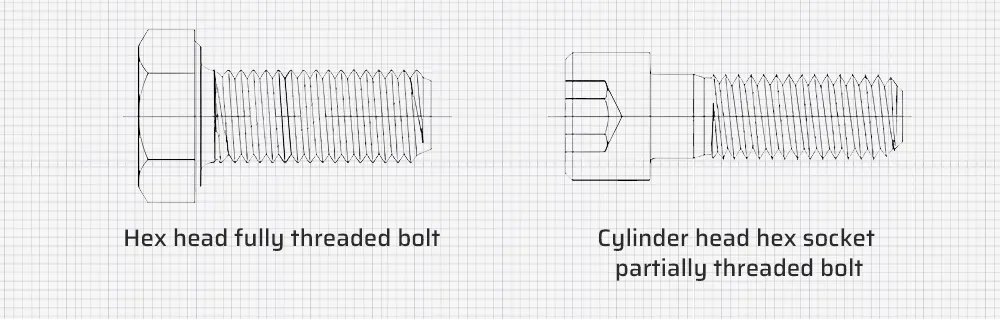
1. Bouten
Bouten bestaan uit een kop en een schroef (een cilindrisch lichaam met buitenschroefdraad) en worden samen met moeren gebruikt om twee delen met doorlopende gaten te bevestigen. Dit type verbinding wordt een boutverbinding genoemd. Door de moer van de bout te verwijderen, kunnen de twee delen worden gescheiden, waardoor boutverbindingen verwijderbaar zijn.

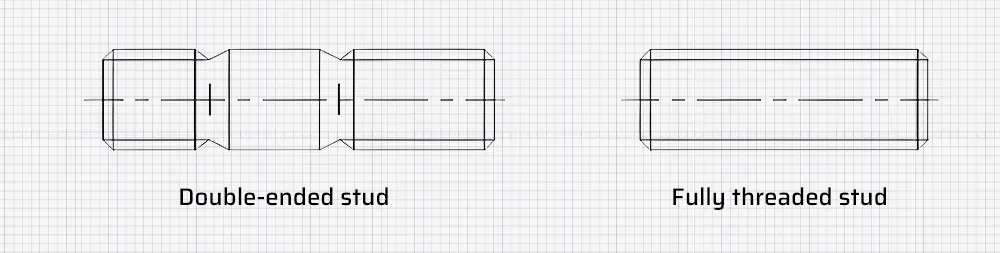
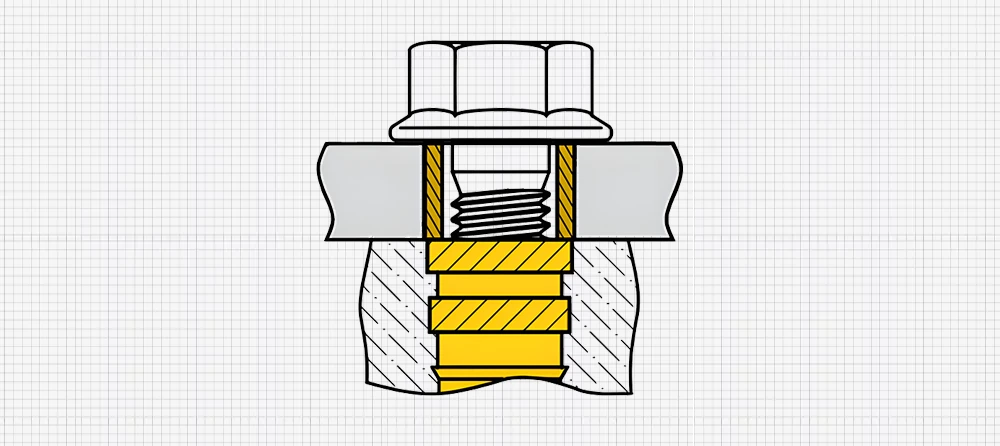
2. Studs
Een type bevestigingsmiddel zonder kop, met externe schroefdraad aan beide uiteinden. Het ene uiteinde moet in een onderdeel met een inwendig draadgat worden geschroefd, terwijl het andere uiteinde door een onderdeel met een doorvoergat gaat en vervolgens wordt vastgezet met een moer, waardoor een verwijderbare verbinding ontstaat die tapboutverbinding wordt genoemd. Stiftverbindingen worden vooral gebruikt als het verbonden onderdeel een grote dikte heeft, waardoor een compacte structuur nodig is, of als het onderdeel vaak gedemonteerd moet worden, waardoor boutverbindingen ongeschikt zijn.

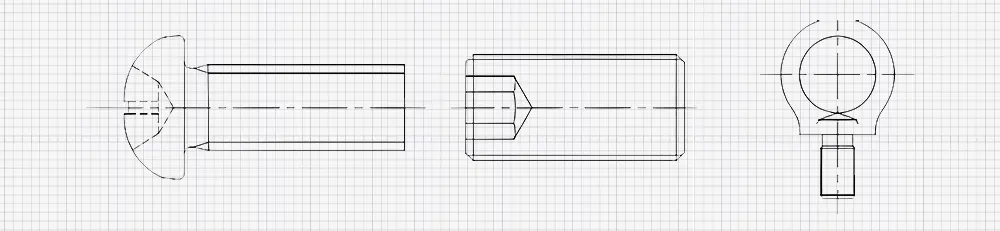
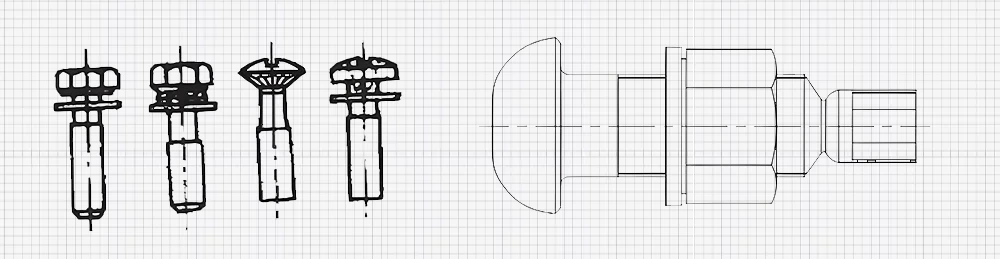
3. Schroeven
Deze bevestigingsmiddelen bestaan ook uit een kop en een schroef. Op basis van hun gebruik kunnen ze worden onderverdeeld in drie categorieën: machineschroeven, stelschroeven en schroeven voor speciale doeleinden. Machineschroeven worden gebruikt om onderdelen met binnendraad te bevestigen aan onderdelen met doorlopende gaten, zonder dat er moeren aan te pas komen (dit wordt een schroefverbinding genoemd en is ook verwijderbaar). Stelschroeven worden gebruikt om de relatieve positie van twee onderdelen vast te zetten. Schroeven voor speciale doeleinden, zoals oogbouten, worden gebruikt om onderdelen te heffen.

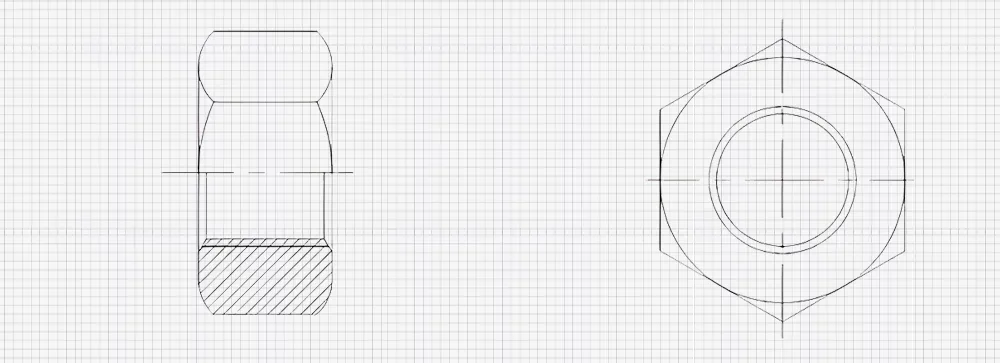
4. Noten
Moeren hebben gaten met inwendige schroefdraad en zijn meestal zeskantig van vorm, maar ze kunnen ook vierkant of cilindrisch zijn. Ze worden gebruikt in combinatie met bouten, tapeinden of machineschroeven om twee onderdelen stevig met elkaar te verbinden, zodat ze één geheel vormen.

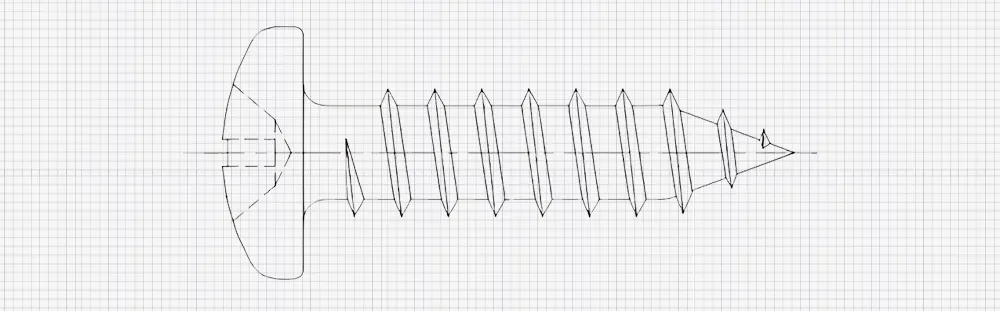
5. Zelftappende schroeven
Vergelijkbaar met machineschroeven, maar met schroefdraad speciaal ontworpen voor zelftappen. Ze worden gebruikt om twee dunne metalen onderdelen aan elkaar te bevestigen, zodat ze één geheel vormen. De onderdelen moeten voorgeboorde gaten hebben en door de hoge hardheid van deze schroeven kunnen ze direct in de onderdelen worden geschroefd, waardoor ze inwendige schroefdraad vormen. Dit type verbinding is ook verwijderbaar.

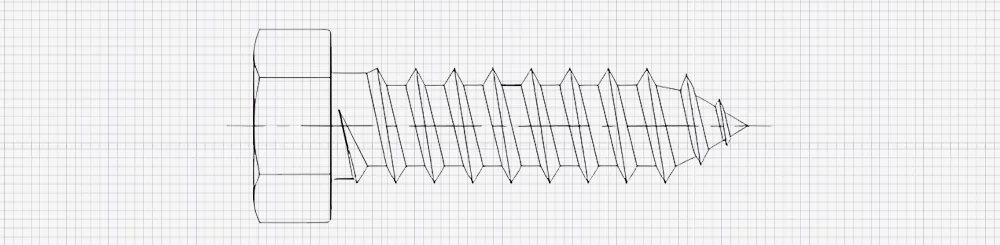
6. Houtschroeven
Gelijkaardig aan machineschroeven maar met schroefdraad ontworpen voor hout. Ze kunnen rechtstreeks in houten onderdelen (of componenten) worden geschroefd om een metalen (of niet-metalen) onderdeel met een doorgaand gat vast te maken aan een houten onderdeel. Dit type verbinding is ook verwijderbaar.

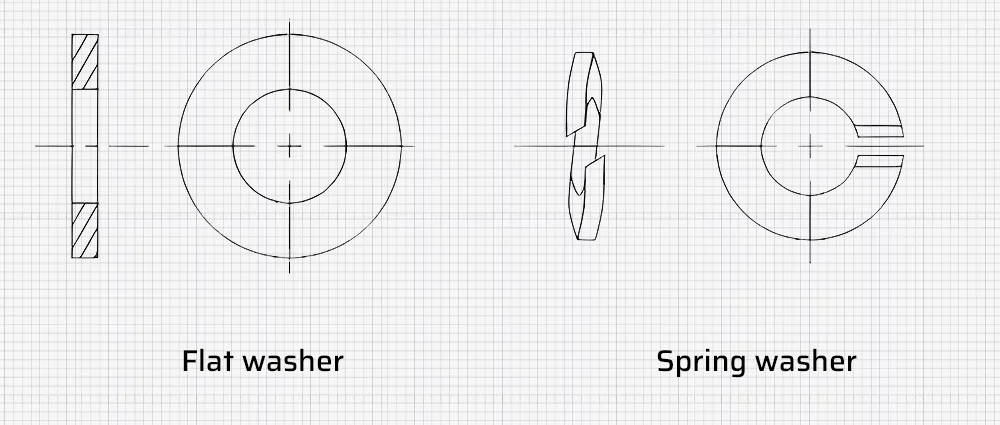
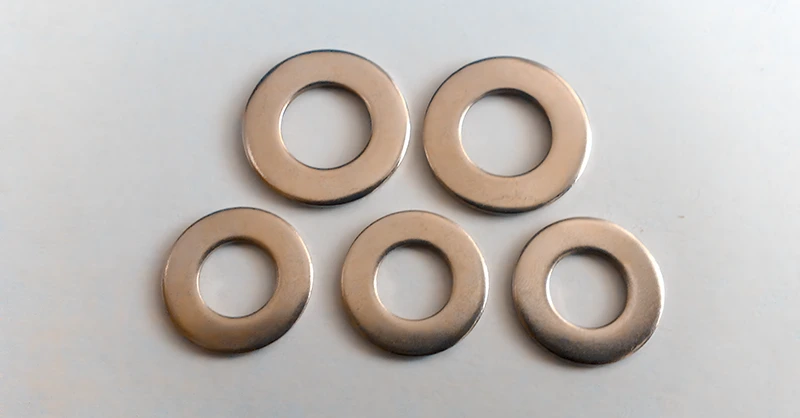
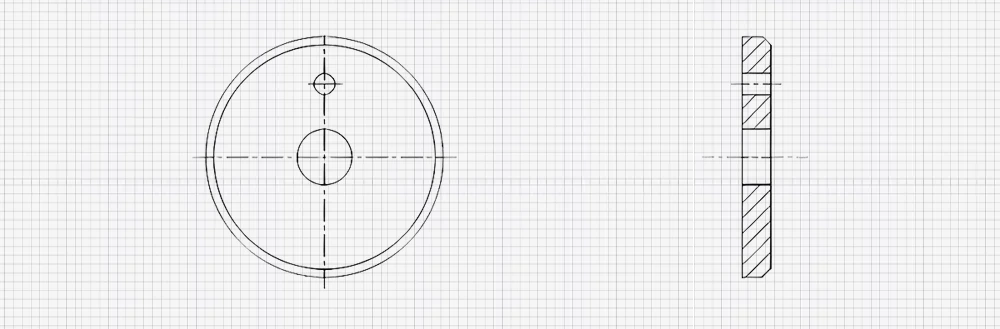
7. Sluitringen
Vlakke, ronde bevestigingen worden geplaatst tussen het dragende oppervlak van een bout, schroef of moer en het oppervlak van het verbonden onderdeel. Ze vergroten het contactoppervlak, verminderen de druk per oppervlakte-eenheid en beschermen het oppervlak van het verbonden onderdeel tegen beschadiging. Elastische sluitringen kunnen ook voorkomen dat moeren loskomen.
Tips: Meer informatie over "soorten sluitringen“.
8. Borgringen
Wordt gebruikt in de groeven van assen of gaten om te voorkomen dat onderdelen op assen of in gaten zijwaarts bewegen.

9. Pinnen
Ze worden voornamelijk gebruikt voor het positioneren van onderdelen, maar sommige kunnen ook onderdelen verbinden, vastzetten, kracht overbrengen of andere bevestigingsmiddelen vergrendelen.

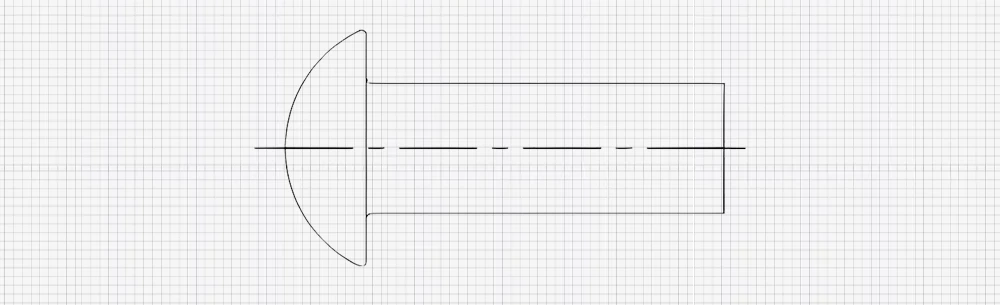
10. Klinknagels
Klinknagels bestaan uit een kop en een schacht en worden gebruikt om twee delen met doorlopende gaten aan elkaar te bevestigen, zodat ze één geheel vormen. Dit type verbinding wordt klinken genoemd en is niet te verwijderen. Om de verbonden delen te scheiden, moet de klinknagel worden vernietigd.
Tips: Klik voor meer informatie over "soorten klinknagels" en "verbindingsmethoden voor onderdelen“.

11. Samenstellingen en verbindingsets
Assemblages verwijzen naar een type bevestigingsmiddel dat in combinatie wordt geleverd, zoals een machineschroef (of bout, zelftappende schroef) in combinatie met een platte ring (of veerring, borgring). Verbindingsets verwijzen naar specifieke combinaties van bouten, moeren en sluitringen die samen worden geleverd, zoals verbindingsets met hoge sterkte zeskantbouten voor staalconstructies.
Toepassingskenmerken van verschillende soorten schroeven:
Uit de verscheidenheid aan beschikbare schroeven kunnen we hun toepassingskenmerken als volgt samenvatten:
1. Bouten, schroeven en tapeinden met moeren of draadgaten: Deze worden voornamelijk gebruikt voor verbindingen met een hoge sterkte die aanzienlijke belastingen kunnen dragen. Ze hebben eenvoudige en stabiele structuren.
2. Zelftappende schroeven met voorgeboorde gaten: Deze worden meestal gebruikt om lichte voorwerpen, zoals auto-interieurs en kleine elektrische onderdelen, op metalen platen te bevestigen.
3. Plastic bevestigingsmiddelen zoals clips en klemmen: Deze worden meestal gebruikt om kabelbomen en buizen met een kleine diameter in plaatmetaal te bevestigen.
4. Slangklemmen en ringklemmen: Deze worden vaak gebruikt in hydraulische systemen met lage druk, pneumatische systemen, koelleidingen, enz.

Selectie van bevestigingsmiddelen
Houd bij het kiezen van geschikte bevestigingsmiddelen uit de voorraad bevestigingsmiddelen niet alleen rekening met de bevestigingsprestaties, maar ook met montagegemak, onderhoudsgemak na verkoop, esthetische vereisten en kostenefficiëntie.
1. Specificaties en prestatieniveaus bepalen
De sterkte en wrijvingscoëfficiënt van elke bout zijn duidelijk gedefinieerd. De voorspanning die de bout kan leveren varieert afhankelijk van de koppelstrategie, maar de minimale voorspanning kan worden bepaald voor een bepaalde koppelstrategie.
Na het bepalen van de minimale voorspanning die vereist is voor het verbindingspunt, vergelijkt u welke boutspecificaties ten minste deze minimale voorspanning kunnen leveren en kiest u de voordeligste specificaties en prestatieklassen.
De algemene stappen zijn als volgt:
1. Bepaal het type verbinding: is het een trekbelasting, afschuifbelasting of een combinatie?
2. Bepaal de werklast van de verbindingsset op basis van het type verbinding.
3. Bereken de axiale en afschuifbelasting op de bout.
4. Bepaal de minimale klemkracht.
5. Controleer de oppervlaktedruk op de geklemde onderdelen om te voorkomen dat ze geplet worden.
6. Bepaal de juiste specificaties en prestatieklassen.
2. Selectie van hoofdtypen
De kopvormen van bevestigingsmiddelen variëren om te voldoen aan verschillende montageruimten, aanhaalniveaus en vereisten voor het uiterlijk van verbindingen. De belangrijkste functies van de kop zijn dragen en draaien en bij de keuze moet met deze factoren rekening worden gehouden.
| Diagram hoofdtype | Naam | Opmerkingen over het gebruik |
|---|---|---|
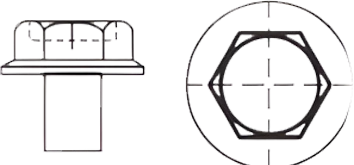 | Zeskantflens | Bouten met hoge sterkte moeten bij voorkeur zeskantbouten gebruiken, die het risico op verbrijzeling van de geklemde onderdelen verkleinen in vergelijking met zeskantbouten. |
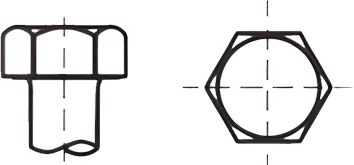 | Zeskantkop | Niet aanbevolen, meestal gebruikt met veerringen en platte ringen. |
 | Zeskantbout | Alleen geselecteerd voor bouten/schroeven met hoge sterkte en beperkte sleutelruimte. |
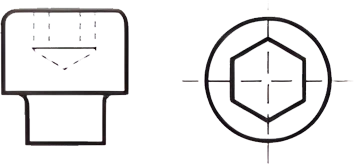
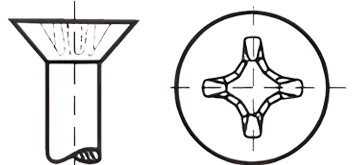 | Verzonken | Voornamelijk gebruikt in posities die vlakheid vereisen na bevestiging, zoals het bevestigen van slotbevestigingen op schuifdeuren. De afmetingen van verzonken gaten moeten strikt voldoen aan de nationale normen. |
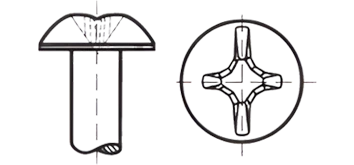 | Pan Hoofd | Wordt voornamelijk gebruikt voor vlakke lageroppervlakken waarvoor geen verzonken kop nodig is en is voordeliger dan verzonken koppen. |
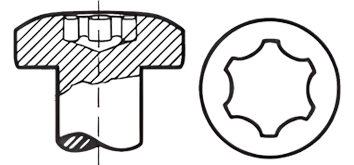 | Torx | Worden bij voorkeur gebruikt in plaats van kruiskoppen voor inwendig sleutelwerk, omdat ze minder snel wegglijden en bestand zijn tegen een hoger koppel. |
3. Selectie van oppervlaktebehandeling
1. Het principe voor het kiezen van de kleur van de bevestiger is deze af te stemmen op de vastgeklemde onderdelen. Gebruik bij niet-zichtbare onderdelen bij voorkeur een zilveren kleur.
2. Afhankelijk van de gebruikte onderdelen kunnen verschillende roestbestendige kwaliteiten worden gebruikt.
3. Voor mechanische prestatieklassen boven 8,8 wordt het gebruik van verzinken en passivering voor oppervlaktebehandeling. Over het algemeen worden niet-elektrolytische zinkvlokcoatings aanbevolen. Vermijd voor veerringen en andere bevestigingsmiddelen met een hardheid boven 350HV het gebruik van verzinken en passiveren om waterstofbrosheid te voorkomen.
4. Selectie van klasse compatibiliteit
In het algemeen moeten de mechanische prestaties van moeren als volgt overeenkomen met die van bouten, draadeinden of schroeven:
1. Grade 8 moeren passen bij 8.8 bouten, tapeinden of schroeven.
2. Moeren van graad 10 passen bij bouten, tapeinden of schroeven van graad 10.9.
3. Moeren van graad 12 passen bij bouten, tapbouten of schroeven van graad 12,9.
Over het algemeen kunnen moeren van een hogere kwaliteit moeren van een lagere kwaliteit vervangen. Zo kunnen bijvoorbeeld moeren van kwaliteitsklasse 10 moeren van kwaliteitsklasse 8 vervangen die passen bij bouten, tapeinden of schroeven van kwaliteitsklasse 8,8.
5. Selectie van bevestigingsprocessen
Voordat een bevestigingsproces wordt gekozen, moeten ontwerpers bepalen of het product gedemonteerd en onderhouden moet worden. Producten zoals brandmelders, afstandsbedieningen van tv's en draagbare informatieterminals moeten bijvoorbeeld door de consument gedemonteerd kunnen worden om de batterijen te vervangen. Producten zoals haardrogers en medische wegwerphulpmiddelen hoeven over het algemeen niet ontworpen te worden voor demontage of onderhoud. Bovendien kunnen sommige ontwerpers onderdelen specifiek zo ontwerpen dat ze bestand zijn tegen manipulatie, waardoor consumenten de producten niet gemakkelijk kunnen demonteren (bijv. elektronische producten).
Producten die verwijderbaar onderhoud vereisen
Schroeven, bouten en klikverbindingen (bijv. plastic clips) zijn de meest gebruikte bevestigingsmethoden in producten die verwijderbaar onderhoud vereisen. Bouten en schroeven zorgen voor klembelastingen, waardoor onderdelen in de assemblage worden samengedrukt. Als het draaimoment van bouten/schroeven hoger is dan het contactpunt tussen de kop en de contrasterende onderdelen, is aan de bevestigingseis voldaan. Vergeleken met snap-fit verbindingen bieden bouten en schroeven een betere retentie, terwijl snap-fit verbindingen meer vertrouwen op de sterkte van de kunststof onderdelen zelf.
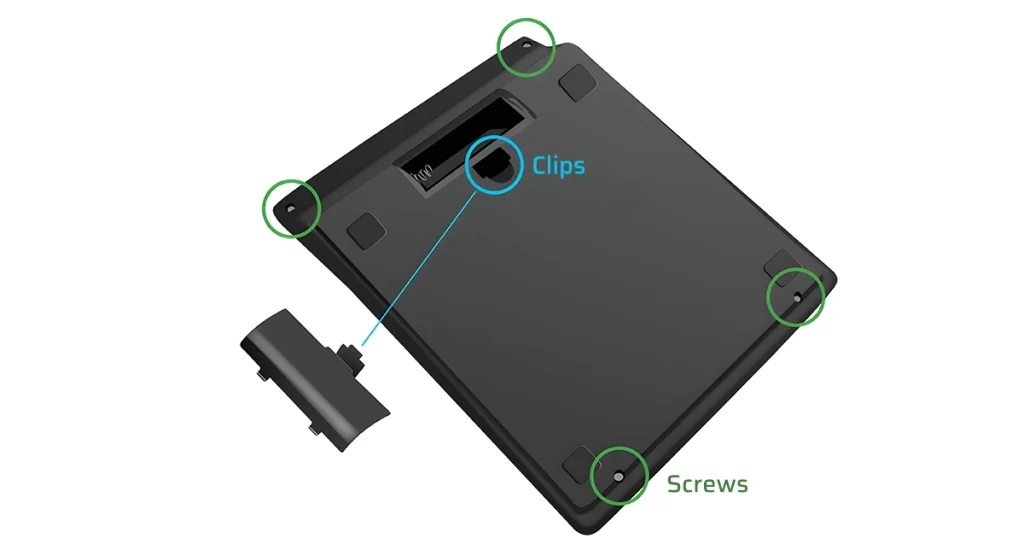
Snap-fit verbindingen zorgen voor retentie door meerdere onderdelen in elkaar te laten grijpen. Snap-fit verbindingen zorgen voor snelle assemblage en vereenvoudigen het algehele assemblageproces doordat er minder onderdelen op de stuklijst staan. Als er een minimale retentie nodig is in kunststof producten, hebben snapverbindingen meestal de voorkeur. Zoals de bovenstaande afbeelding laat zien, hebben de meeste zakrekenmachines klikverbindingen op het batterijdeksel om het vervangen van de batterij door consumenten te vergemakkelijken.
Tips: Klik voor meer informatie over "soorten snap-fits“.
Permanente producten
Vaste pennen, lijmen, schroeven, bouten en snap-fit verbindingen zijn veelgebruikte methoden om componenten permanent te bevestigen. Hoewel ontwerpers vaak niet specifiek eisen dat nieuwe producten verwijderbare onderhoudsontwerpen gebruiken, gebruiken veel producten nog steeds verwijderbare bevestigingsmiddelen zoals schroeven om de gebruikers vertrouwd te maken met het gebruik ervan. Zoals te zien is in de afbeelding hierboven, gebruiken de meeste zakrekenmachines schroeven om de plastic behuizingen met elkaar te verbinden, ook al hoeven consumenten de onderdelen niet te demonteren tijdens de levensduur van het product.
Vaste pennen en lijmen zijn de bevestigingsmethoden bij uitstek voor permanente onderdelen omdat ze een uitstekende retentie bieden voor kunststof materialen. Lijmen verbinden meerdere onderdelen aan elkaar en zorgen voor retentie, terwijl massieve pennen ervoor zorgen dat het basismateriaal vervormt, waardoor interferentie ontstaat en retentie wordt verkregen. Merk op dat massieve pennen met retentie-eigenschappen (bijv, kartelingweerhaken) zijn beter dan gewone pennen omdat ze grotere toleranties voor gaten mogelijk maken en de spanning op plastic onderdelen verminderen. De manipulatiebestendigheid helpt het risico op garantie, productschade of blootstelling aan omgevingsfactoren (bijv. vocht, deeltjes) te verminderen.
Bovendien vormen verwijderbare bevestigingsmiddelen voor onderhoud (bijv. schroeven) aanzienlijke veiligheidsrisico's (verstikkingsgevaar) in producten zoals kinderspeelgoed. Voor niet-verwijderbare onderhoudsitems wordt meestal de voorkeur gegeven aan vaste pennen en kleefstoffen.
Stevige spelden
Massieve pennen kunnen eenvoudig worden geïnstalleerd met een pers, handmatig of volautomatisch. Tijdens de installatie oefent de pers lineaire kracht uit om de pennen aan te drijven tot ze een vooraf bepaalde stopafstand bereiken. Voor onderdelen met meerdere pengaten kan een platenpers worden gebruikt om meerdere massieve pennen tegelijk te installeren. Daarom is de assemblagecyclus voor massieve pennen sneller dan voor schroeven of bouten. In vergelijking met andere bevestigingsmethoden hebben massieve pennen het laagste uitvalpercentage als de componenten correct bevestigd en georiënteerd zijn. De apparatuur die gebruikt wordt om massieve pennen te installeren vereist minimaal onderhoud.
Om esthetische redenen zijn sommige massieve pinnen verborgen in de uiteindelijke assemblage.
Lijmen
Lijmen kunnen worden aangebracht met handpistolen of geautomatiseerde doseerapparatuur. Meestal is een oppervlaktevoorbereiding van de basiscomponenten vereist. Het aanbrengen van lijm tijdens assemblage is vrij complex en vereist deskundige operators. Als er te weinig of te veel lijm op een onderdeel wordt aangebracht, kan dit storingen in het veld veroorzaken. Bovendien vereisen veel lijmen temperatuurregeling, drukregeling en/of menging met verschillende vloeistoffen voordat ze in contact komen met de basiscomponenten. Na het aanbrengen ondergaan lijmen een uithardingsproces dat in sommige gevallen meer dan 24 uur kan duren!
Lijmdoseerapparatuur vereist uitgebreid onderhoud en controle omdat lijmen problematisch kan zijn. Verontreinigingen kunnen verstopping van de apparatuur veroorzaken en veel lijmen hebben een beperkte houdbaarheid. Deze factoren verhogen de kosten en complexiteit van het assemblageproces en verminderen de beschikbaarheid van de machine. Door de vele variabelen zijn herhaalbaarheid en controle misschien wel de grootste uitdaging.
Schroeven
Nadat de schroeven in de gastcomponenten zijn geplaatst, kunnen ze worden geïnstalleerd met handmomentschroevendraaiers of vaste automatische schroevendraaiers. Beide types schroevendraaiers draaien de schroeven tot de opgegeven koppelwaarde. Het is belangrijk om te beseffen dat dit proces veel complexer is dan het installeren van massieve pennen. Fabrikanten kunnen problemen ondervinden bij het uitlijnen van de schroeven op het aandrijfbit en het vastzetten van de schroeven op hun plaats. Als schroeven niet volledig zijn uitgelijnd, kunnen ze het plastic van de gastheer strippen, wat kan leiden tot uitval van onderdelen. Een ander veel voorkomend probleem bij het installeren van schroeven rechtstreeks in kunststof is dat de schroeven na verloop van tijd los kunnen komen door plastic kruip of spanningsontspanning. Hoewel schroeven goedkoop, gemakkelijk verkrijgbaar en bekend zijn bij gebruikers, vormen ze een uitdaging tijdens de assemblage.
Bouten
Bouten werken hetzelfde als schroeven, behalve dat ze in moeren of metalen inzetstukken worden gedraaid in plaats van plastic houders. Van de bevestigingsmethoden die hier worden besproken, bieden bouten de hoogste retentie. In combinatie met moeren of inzetstukken met schroefdraad kunnen bouten onbeperkt gemonteerd en gedemonteerd worden zonder de kunststof te beschadigen. Voor een goede boutverbinding in kunststof onderdelen zijn drie afzonderlijke onderdelen nodig: de bout, een begrenzingshuls en een moer of inzetstuk met schroefdraad. Dit verhoogt de stuklijst en de complexiteit en kosten van het assemblageproces. Tenzij alternatieve bevestigingsmethoden de vereiste klembelasting niet kunnen leveren, moeten boutverbindingen worden vermeden.
Klikverbindingen
Snap-fit verbindingen worden meestal handmatig geassembleerd door de onderdelen op elkaar te drukken. Het assemblageproces kan aanzienlijk variëren op basis van het ontwerp van de in elkaar grijpende onderdelen. Sommige snap-fit verbindingen zijn ontworpen voor verwijderbaar onderhoud, terwijl andere permanent zijn. Door gebruik te maken van klikverbindingen kunnen fabrikanten het totale aantal onderdelen dat bij elke assemblage wordt gebruikt tot een minimum beperken. Deze aanpak verlaagt uiteindelijk de kosten, de voorraad en de hanteringsproblemen. In vergelijking met andere bevestigingsmethoden bieden snap-fit verbindingen echter de laagste retentie omdat ze vertrouwen op de sterkte van de kunststof onderdelen zelf. Snap-fit verbindingen hebben de voorkeur voor onderdelen die worden blootgesteld aan minimale belasting. Snap-fit verbindingen zijn echter gevoelig voor defecten en kunnen risico's inhouden voor de omgeving, zoals verstikkingsgevaar.
Bij het ontwerpen van kunststof behuizingen moeten ontwerpers rekening houden met prestaties, eenvoud, bevestigingskosten en assemblagekosten. Het wordt aanbevolen dat ontwerpingenieurs vroeg in de ontwerpfase samenwerken met productie-ingenieurs om het volledige assemblageproces in overweging te nemen. In de meeste gevallen wordt in het uiteindelijke nieuwe productontwerp geen rekening gehouden met de assemblagecyclus, het uitvalpercentage, de onderhoudskosten en het consumentengedrag gedurende de levensduur van het product.
Conclusie
Als belangrijke industriële componenten die verschillende onderdelen met elkaar verbinden, kan het belang van bevestigingsmiddelen in de industriële productie niet worden onderschat. Als bevestigingsmiddelen defect raken of losraken, kan dit leiden tot machine- of apparatuurstoringen, met uitvaltijd, productievertragingen, verliezen en veiligheidsrisico's tot gevolg. Daarom is het gebruik van hoogwaardige, betrouwbare bevestigingsmiddelen en correcte bevestigingsmethoden in industriële productie van cruciaal belang.











