
Het uitwerpsysteem is een cruciaal systeem in zowel matrijzen als spuitgieten. Een veelvoorkomend defect in het uitwerpproces is de uitwerpstreep. Vandaag geef ik een gedetailleerde inleiding over uitwerpsporen.
Als je geïnteresseerd bent in andere spuitgietfoutenKlik op de onderstaande link voor meer informatie.
| Defecten bij het spuitgieten begrijpen | ||||
|---|---|---|---|---|
| Flash | Kort schot | Gootsteen | Vervorming | Brandmerk |
| Spelmerk/Zilveren streep | Donkere vlek/Zwarte vlek | Vloeimarkering | Bubbel | Laslijn |
| Kleurverschil/ongelijke kleur | Markering uitwerppin | |||
Wat zijn uitwerpstrepen bij spuitgieten?
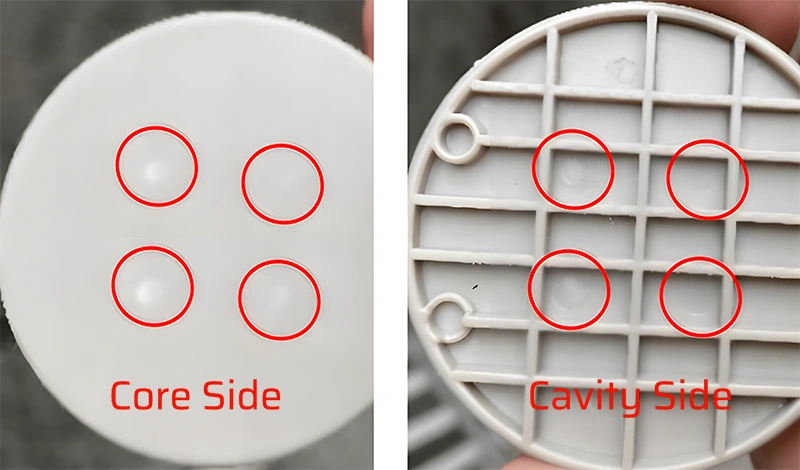
Uitwerpsporen (of ejector pin marks) komen meestal voor in kunststof spuitgietproducten. Ze worden veroorzaakt doordat ejectorpinnen van de matrijs op de onderdelen drukken en ze beschadigen tijdens het ontvormen, waardoor de beschadigde gebieden wit worden. Dit fenomeen verschijnt op het product als doffe of schaduwachtige vlekken op de plaats van de uitwerppennen en de overeenkomstige tegenoverliggende zijden.
De impact op de productkwaliteit komt voornamelijk tot uiting in de uiterlijke kwaliteit en de productprestaties.
Uiterlijke kwaliteit: Sporen van uitwerppennen kunnen het productoppervlak ongelijk maken, met zichtbare witte vlekken of vlekken, wat de algemene esthetiek van het product aantast.
Productprestaties: Uitwerpsporen kunnen de interne structuur van het product beschadigen, waardoor de sterkte en duurzaamheid worden aangetast. Ernstige markeringen op de uitwerppen kunnen leiden tot barsten, vervorming en andere problemen tijdens het gebruik, waardoor de levensduur van het product afneemt.
Dit defect is niet fataal of ernstig, maar als het zich voordoet op het buitenoppervlak, is het onaanvaardbaar voor klanten. Voor onderdelen die er niet uitzien, is het soms mogelijk om met klanten te onderhandelen en de producten te accepteren op basis van beperkte steekproefnormen of schriftelijke inspectiecriteria.
Oorzaken en oplossingen voor uitwerpspeldmarkeringen
Als er uitwerpsporen verschijnen, controleer dan eerst of de productwand te dun is om de uitwerpkracht te weerstaan. Beoordeel ook het materiaal en de externe omgeving om te bepalen of het defect consistent of cyclisch optreedt en pas de spuitgietparameters daarop aan. De belangrijkste factor voor de sporen van de uitwerppen tijdens het spuitgieten is de uitwerpsnelheid; een te hoge snelheid verhoogt de matrijshechting. Daarom is het verminderen van de matrijshechting een primaire overweging bij het aanpassen van het spuitgietproces. Controleer of er witvorming optreedt als er niet wordt uitgeworpen; als dat het geval is, komt dat door verkleving vóór het product. Als de hoofdoorzaak is bevestigd, kan een duidelijke tegenmaatregel worden overwogen.
1. Factor productontwerp

- Onredelijk ontwerp, meerdere ribposities, dunne wanddikte.
- Klein trekhoek
Oplossingen
- Streef naar een uniforme wanddikte op basis van industriestandaarden voor productontwerp.
- Vergroot de ontplooiingshoek.
2. Materiaalfactor
- Verkeerde selectie van grondstoffen of gebrek aan additieven zoals smeermiddelen. Afbeelding
- Verander materialen of voeg smeermiddelen toe.
3. Schimmelfactor
Loper:
Smalle runners, lange sprue of abrupte bochten in runners verhogen de stromingsweerstand en hebben invloed op de aanpassingen van de spuitgietparameters. Dit is een typische factor die leidt tot uitwerpsporen.
Oplossingen: Pas de plaatsing van de loopwagens aan of vergroot de loopwagens.
Poort:
Ongeschikte poortgrootte, vorm, locatie en aantal. Te kleine kleppen kunnen een te grote stromingsweerstand veroorzaken, waardoor oriëntatiebelasting ontstaat.
Oplossingen: Pas de positie en grootte van het hek aan.
Uitwerppen:
Onredelijk ontwerp van de uitwerppennen, zoals het type, de opstelling, de grootte, de locatie en het aantal uitwerppennen.
Oplossingen: Voeg uitwerppinnen toe of vervang ze door grotere.
Koeling van de holte:
Ongelijkmatige koeling in de vormholte.
Oplossingen: Aanpassen matrijstemperatuur.
Vacuüm:
Het product bevindt zich in een vacuümtoestand in de vormholte.
Oplossingen: Verhoog de ontluchting.
De gladheid van het matrijsoppervlak:
Onvoldoende polijsten van de matrijskern.
Oplossingen: Preciezer polijsten.
Trekhoek:
Onvoldoende trekhoek van de matrijskern.
Oplossingen: Vergroot de trekhoek.
Geleidbaarheidsverschillen
Geleidingsverschillen tussen de uitwerppen en de materialen van het gietstaal kunnen uitwerpsporen veroorzaken.
Oplossingen: Voeg 0,05 ~ 0,2 mm materiaal toe aan de positie van de uitwerppin om dit effect te verminderen. Dit helpt de plastic moleculaire kettingspanning te verminderen door een turbulente stroming bij de uitwerppin te creëren; oppervlaktestructurering op de uitwerppin kan ook helpen.
Casestudie van uitwerpsporen
Inleiding
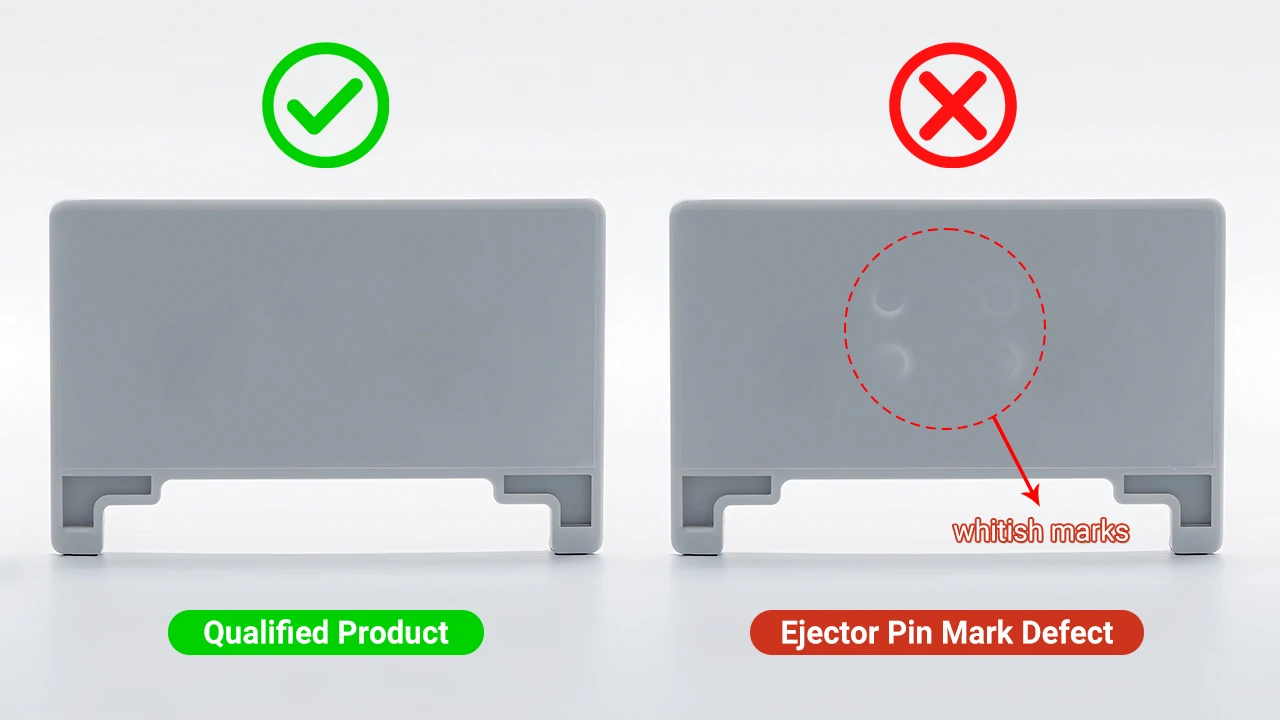
Auto's hebben meestal vier deurpanelen - links, rechts, voor en achter - die meestal gemaakt zijn van PP en aan hoge kwaliteitseisen moeten voldoen. De afbeelding rechts toont een defect uitwerpstiftmerk op een autodeurpaneel. De uitwerpstiftmarkering aan de achterkant komt overeen met een cirkelvormige uitwerpstaaf, die de esthetiek van het autodeurpaneel aantast en een onaanvaardbaar defect aan het uiterlijk is.

Projectparameters
| Productgegevens | Parameters voor spuitgieten | ||||
|---|---|---|---|---|---|
| Naam | Automotive deurpaneel | Injectiedruk | 40MPA | Houddruk | 18MPA |
| Materiaal | PP | Injectiemethode | Zijpoort | ||
| Kleur | Grijs | Gewicht | 1400g | ||
Mogelijke oorzaakanalyse en verbetermaatregelen
De belangrijkste reden voor defecten aan de uitwerpstiften is overmatige kracht door de uitwerpstiften, waardoor er zichtbare defecten ontstaan op de posities van de uitwerpstiften van het product. Veelvoorkomende verbeteringsmaatregelen zijn onder andere het optimaliseren van de matrijsstructuur en matrijsprocessen om de kracht die wordt uitgeoefend door de uitwerpstaven effectief te verminderen, waardoor de kans op uitwerpstiftmarkeringen afneemt. De oplossing voor dit geval houdt rekening met de volgende twee aspecten:
Vormstructuur:
Als de ontvormhoek van de mal klein is of het polijsteffect van de ribben slecht, verhoogt dit de weerstand van de onderdelen bij het ontvormen. De kracht die wordt uitgeoefend door de uitwerpstaven op de onderdelen neemt toe, wat leidt tot uitwerpsporen. De verbetermethode is om de polijsting van de ribben te verbeteren of de ontwerphoek van de onderdelen te vergroten.
Gietproces:
Als de houddruk te hoog is of de houdtijd te lang, worden de werkstukken overvuld. Op dat moment is de inkapselkracht van de werkstukken rond de matrijskern aanzienlijk, waardoor de uitwerpstangen een aanzienlijke uitwerpkracht uitoefenen op de werkstukken, wat uiteindelijk leidt tot uitwerpstiftmarkeringen of uitpuilingen. De verbetermethode bestaat erin de houddruk te verlagen of de houdtijd te verkorten.
Na-verbeteringseffect

Conclusie
Bij problemen met uitwerpstrepen is het nodig om het interne structurele ontwerp van het product, het matrijsontwerp en de optimalisatie van spuitgietprocessen te analyseren.
Het herkennen van spuitgietfouten zou een essentiële vaardigheid moeten zijn voor professioneel spuitgietpersoneel. Elk type spuitgietdefect heeft een ander ontstaansmechanisme en ook de methoden om problemen met de productkwaliteit op te lossen verschillen. Daarom leidt een verkeerde identificatie van productdefecten vaak tot een verkeerde aanpak om het probleem op te lossen. Het komt vaak voor dat spuitgietfabrieken spuitgietdefecten heel algemeen classificeren, voornamelijk omdat het personeel dat verantwoordelijk is voor de classificatie van productdefecten niet professioneel is en alleen maar codes toekent aan productdefecten, wat vaak misleidend is voor het procespersoneel.
FirstMold is al meer dan tien jaar gespecialiseerd in spuitgieten en de productie van matrijzen, met veel experts in het team die al meer dan 20 jaar in de branche werken. Door voortdurende oefening en innovatief leren kunnen ze perfect omgaan met verschillende spuitgietfouten. Als u de dienst van de vormproductie of productiediensten spuitgietenje bent welkom om een spuitgiet offerte.














