

In onze vorige discussies hebben we het concept van vormdelen als integraal onderdeel van het toevoersysteem. Laten we ons vandaag verdiepen in de volgende structuur van dit systeem - de mal runner en sub-runner. Net als de sprue zijn veel matrijsontwerpers zien vaak de structuur van runners en sub-runners over het hoofd vanwege hun vaste en relatief eenvoudige ontwerpnormen. Als je een eersteklas matrijsontwerper wilt worden en matrijzen van topkwaliteit wilt leveren die klanten tevreden stellen, beheers dan elk detail.
Wat is Runner en Sub-Runner?
Laten we zoals gewoonlijk eerst het hele toevoersysteem bekijken voor een beter begrip van dit artikel. Het toevoersysteem bestaat uit structuren die gesmolten kunststof overbrengen van het vat van de spuitgietmachine in de vormholte. Na het uitwerpen van gesmolten kunststof uit de spuitmond van de machine, passeert de gesmolten kunststof de sprue, runner, sub-runner, en poorten vult ten slotte de holte om plastic onderdelen te vormen.
De runner is dus de doorgang tussen de sprue en de gate, die dient als overgangsgedeelte waar de gesmolten kunststof van de sprue in de caviteit stroomt en die verantwoordelijk is voor het soepel omleiden van de smeltstroom. In mallen met meerdere caviteiten speelt het een rol bij het verdelen van de smelt over elke caviteit. Het is vermeldenswaard dat in mallen met één caviteit over het algemeen geen runners worden gebruikt, wat te maken heeft met de lay-out van de caviteit.

Ontwerprichtlijnen voor gietvormlopers
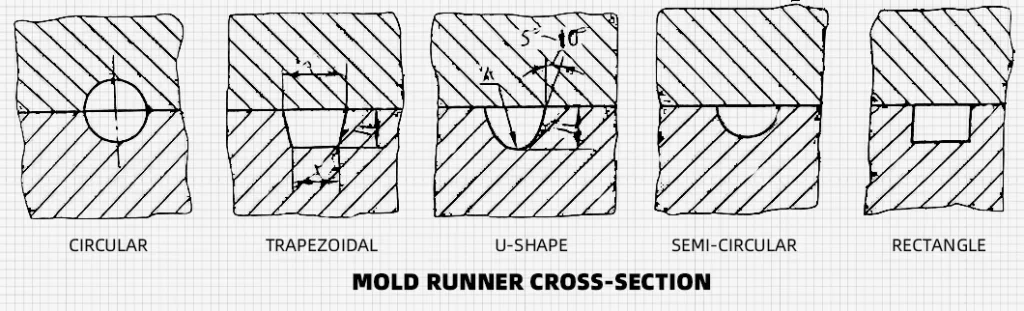
De vorm van de dwarsdoorsnede van de matrijsrunner
Rechthoekige doorsnede:
Rechthoekige runners zijn gebruikelijk. Ze bieden voordelen zoals eenvoudige productie, eenvoudig gereedschapontwerp en een uniforme stroomverdeling. De afmetingen van de rechthoekige doorsnede kunnen worden aangepast aan de specifieke vormvereisten van het onderdeel.
Trapeziumvormige doorsnede:
Trapeziumvormige runners zijn een andere optie bij het ontwerp van matrijsrunners. Deze vorm bevordert een betere doorstroming en vermindert de drukval, wat resulteert in een betere vulling van de matrijsholtes. Het bredere uiteinde van de trapezium is meestal verbonden met de sprue, terwijl het smallere uiteinde verbonden is met de gate.
Cirkelvormige doorsnede:
In sommige gevallen kunnen cirkelvormige runners de eerste keuze zijn. Deze runners bieden uitstekende stromingseigenschappen en zijn bijzonder geschikt voor onderdelen met complexe geometrieën of wanneer een gebalanceerde stroming vereist is. De diameter van de cirkelvormige doorsnede moet zorgvuldig bepaald worden om een optimale doorstroming te garanderen en drukverlies te minimaliseren.
Halfronde doorsnede:
Een halfronde loopwagen heeft een halfcirkelvormig profiel. Deze vorm bevordert een soepele materiaalstroom en helpt de drukval te minimaliseren. Hij wordt vaak gebruikt als een gebalanceerde stroming en minder drukverlies essentieel zijn. De diameter van de halfronde doorsnede moet de juiste grootte hebben om te voldoen aan de stroomvereisten van het specifieke spuitgietproces.
U-vormige dwarsdoorsnede:
Een U-vormige runner heeft een gebogen bodem en twee verticale wanden die de vorm van een "U" vormen. Dit ontwerp vergemakkelijkt een efficiënte materiaalstroom en maakt het mogelijk om het runnersysteem gemakkelijker te scheiden van het spuitgietproduct. De U-vormige doorsnede wordt vaak gebruikt als het runnersysteem gemakkelijk moet kunnen worden verwijderd of als de afdekking zich aan de onderkant van het onderdeel bevindt.
De keuze van de doorsnedevorm hangt af van factoren zoals materiaaleigenschappen, onderdeelontwerp, matrijslayout en productievereisten. Elke vorm heeft zijn voordelen en wordt gekozen op basis van de specifieke behoeften van het spuitgietproces.
De grootte van de Mold Runners en Sub-Runners
De vorm en grootte van de matrijsrunners hangen af van verschillende factoren, zoals het productontwerp, de matrijsconstructie en de specifieke vereisten van het spuitgietproces. Hoewel de productgrootte en wanddikte het runnerontwerp kunnen beïnvloeden, is het niet juist om te zeggen dat runners met een grotere doorsnede altijd efficiënter zijn om het vulproces te vergemakkelijken. Materiaalstromingsgedrag, productgeometrie, poortlocatie en procesparameters bepalen het optimale runnerontwerp.
Bovendien heeft de lengte van de loopwagen geen directe invloed op de viscositeit van de kunststof. De materiaaleigenschappen en verwerkingsomstandigheden bepalen voornamelijk de viscositeit.
| Materialen | Lopers Diameter (mm) |
| ABS / SAN(AS) | 4.8~9.5 |
| POM | 3.0~10 |
| ACRYLIC | 1.6~10 |
| CA | 1.6~11 |
| PA66 | 1.6~10 |
| PPO | 6.4~10 |
| PPS | 6.4~13 |
| PC | 4.8~10 |
| PE | 4.8~9.5 |
| PP | 1.6~10 |
Een goed ontworpen runner kan de algemene prestaties en efficiëntie van het spuitgietproces aanzienlijk beïnvloeden:
Schimmellopers en sublopers Arrangement
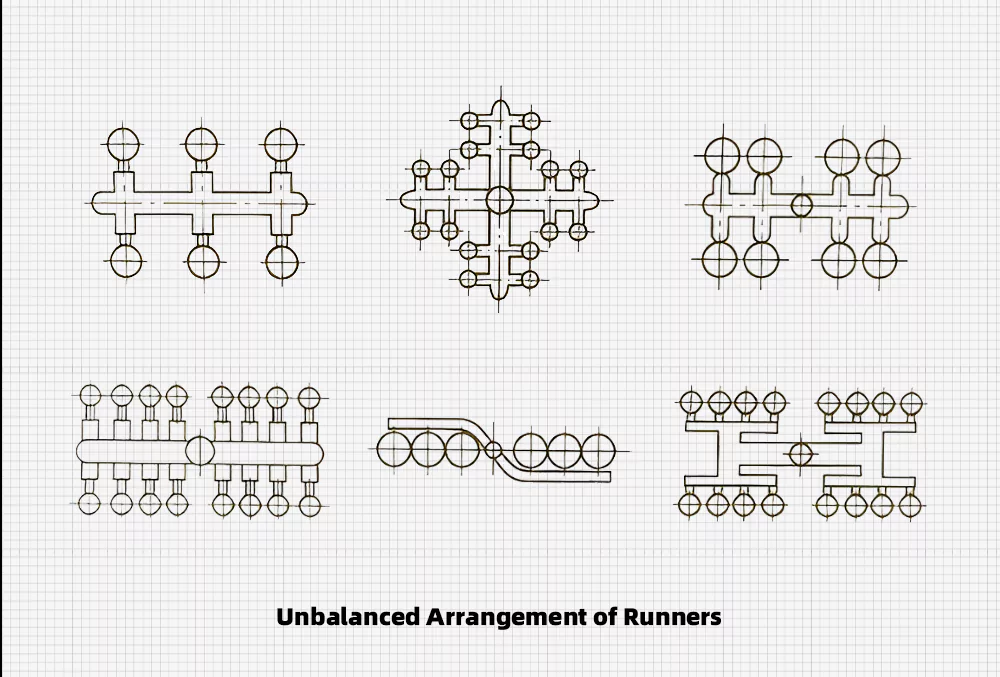
Er zijn twee soorten vorm runner arrangementen: gebalanceerd en ongebalanceerd. In een gebalanceerd runnersysteem zijn de lengte, vorm en doorsnede van de runners van de sprue naar elke caviteit zo ontworpen dat ze gelijk zijn. Dit zorgt voor een thermisch evenwicht en een evenwichtige kunststofstroming in elke holte, wat resulteert in een consistente productkwaliteit. Aan de andere kant zorgt een ongebalanceerd runnersysteem ervoor dat de kunststof elke caviteit op een ander tijdstip binnengaat, wat leidt tot variaties in het vulproces en mogelijk verschillende werkstukken oplevert. Systemen met ongebalanceerde runners kunnen echter voordelen bieden zoals compactere caviteiten, kleinere mallen en een kortere totale runnerlengte.
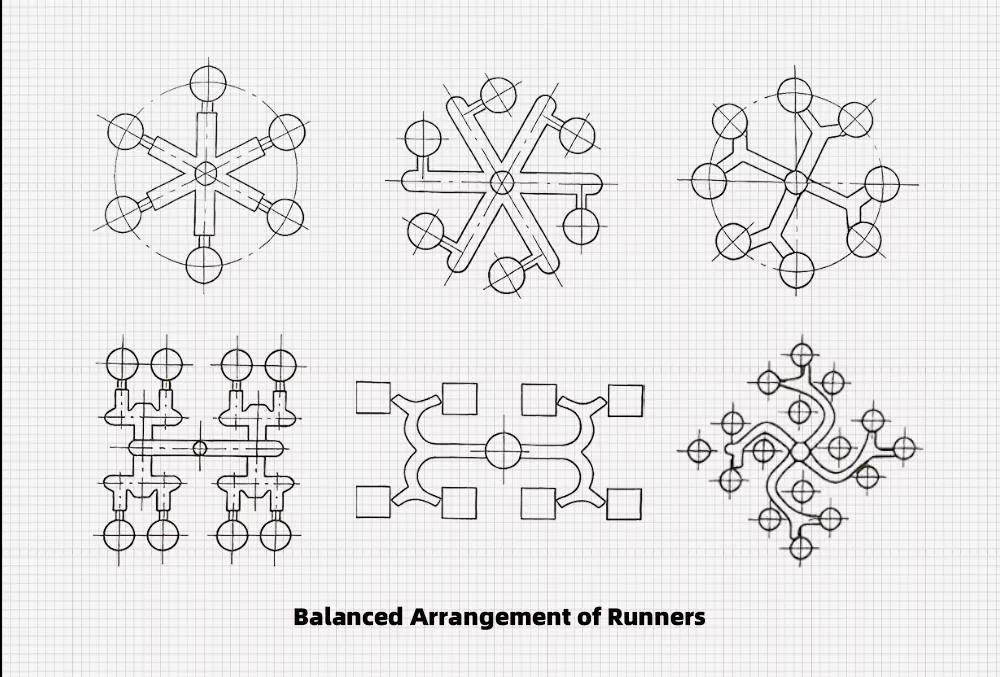
Of het runnersysteem nu gebalanceerd of ongebalanceerd is, het is belangrijk om ervoor te zorgen dat de caviteiten symmetrisch zijn met het middelpunt van de malbasis. Dit zorgt ervoor dat het geprojecteerde middelpunt van de caviteiten en runners uitgelijnd zijn met het middelpunt van de klemkracht van de injectiemachine. Hierdoor kunnen we extra kantelmomenten tijdens een injectie vermijden.
Een gebalanceerd runnersysteem is voordelig omdat het een consistente injectie en houddruk over alle caviteiten. Dit is vooral gunstig voor mallen met meerdere caviteiten waarbij uniformiteit in de productie van alle producten gewenst is.
Ontwerpprincipes van hardlopers en sub hardlopers
- Zorg ervoor dat de gesmolten kunststof snel de holte binnenkomt met de kortste afstand en minimaal warmtedrukverlies.
- Laat de smelt gelijktijdig vanuit verschillende poorten de caviteit binnenkomen onder identieke temperatuur- en drukcondities.
- Hoewel grotere doorsnedes het vormen vergemakkelijken en voor voldoende verpakkingsdruk zorgen, kun je met het oog op materiaalbesparing beter naar kleinere doorsnedes streven om het kunststofverbruik te minimaliseren, wat ook de koeltijd verkort.
- Om materiaal te besparen en koeling te bevorderen, moet je streven naar een minimale oppervlakte-volumeverhouding in hardlopers.
- De oppervlakteruwheid van de loopwagens mag niet te laag zijn om te voorkomen dat koud materiaal in de holte getrokken wordt; meestal is een Ra-waarde van 1,6 μm voldoende.
- Lopers en poorten zijn meestal verbonden met hellingen en bogen, waardoor het stromen en vullen van gesmolten kunststof wordt bevorderd en de stromingsweerstand wordt verminderd.
Is het nodig om de sub-loper te ontwerpen in het ontwerp van de matrijsrunner?
Een sub-loper wordt meestal gebruikt als de stroom gesmolten kunststof in verschillende richtingen moet worden verdeeld binnen de matrijsholte. Het kan helpen bij het vullen van complexe matrijzen of matrijzen met meerdere caviteiten door de stroom naar specifieke gebieden of onderdelen van het onderdeel te leiden.
In sommige gevallen kan een eenvoudig runnerontwerp zonder sub-runner echter volstaan om de gewenste matrijsvulling en productkwaliteit te bereiken. Of er al dan niet een subunner moet worden ingebouwd, hangt af van de specifieke vereisten van het productontwerp en het spuitgietproces.














