ヒートシンクは熱管理に使われる部品である。機械の発熱部品が過熱するのを防ぎます。高性能ヒートシンクの製造には、銅、アルミニウム、鋼鉄が使用されます。.
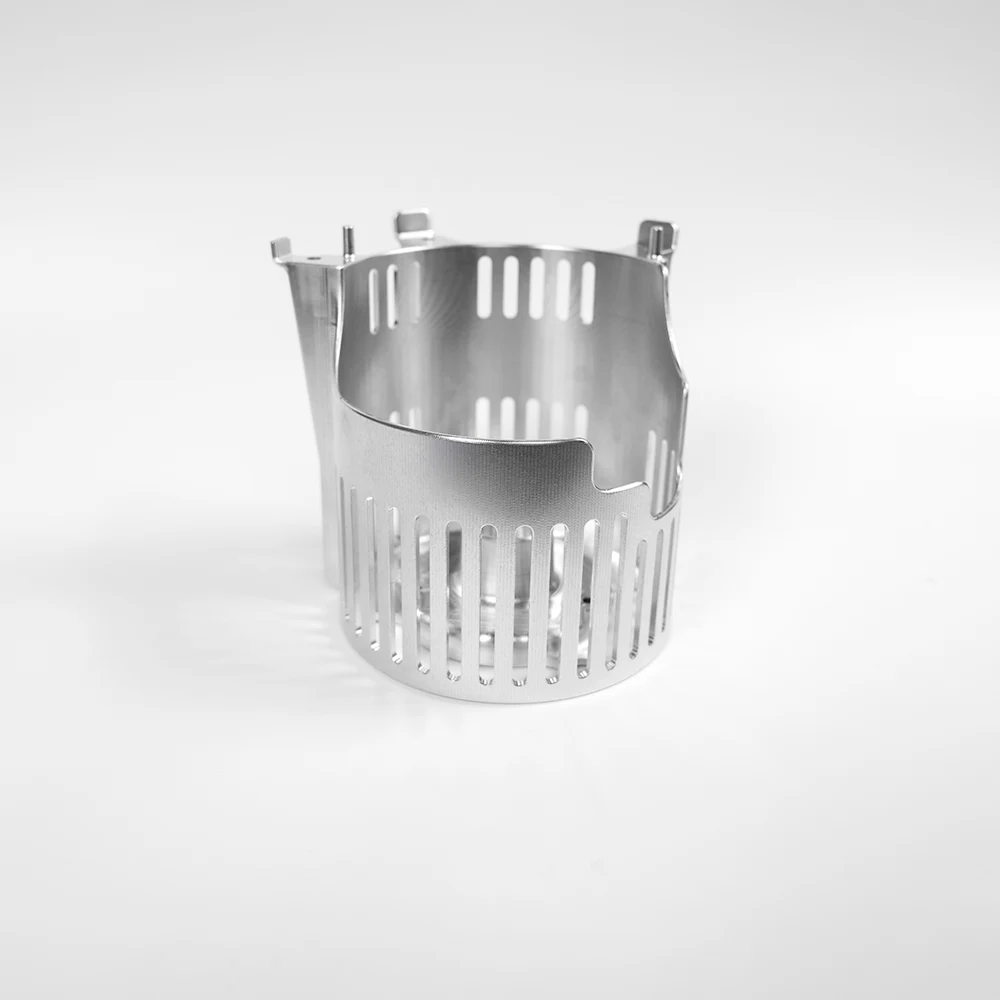
通気鋼板ヒートシンク加工とは、鋼板に穴を開け、金属を通して空気の流れを可能にすることで、対流による熱伝達を改善する加工です。ステンレス製ヒートシンクは、主に以下のような厳しい環境で使用されます:
- 高温環境 - ステンレス鋼は、構造上の完全性を損なうことなく、アルミニウムよりも高温によく耐える。.
- 腐食性物質のある環境 - 化学物質や湿気によってアルミニウムが損傷するような環境では、ステンレス鋼を代替品として使用することができます。.
- 産業用パワーエレクトロニクス - ステンレス・ヒートシンクは、DC-DCブリック、モーター・コントローラー、電気溶接機など、動作中に高温になる大電力アプリケーションで使用されます。.
- 構造的役割 - ステンレス・ヒートシンクは、冷却とケーシングの構造部品という2つの役割を果たすこともできる。.
クライアント要件
あるヒートシンクメーカーがファーストモールドにヒートシンクのラピッドプロトタイピングを依頼した。クライアントは、冷却だけでなく、構造的な役割も果たすことになっているため、プロジェクトの材料はスチールであることを明らかにした。.
プロジェクトの設計図を確認する最初の話し合いで、顧客はヒートシンクの試作品の公差を0.01mm以下にするよう説明した。彼らによると、このプロジェクトは高性能アプリケーションのためのものだった。.
“「最大限の熱効率、バッチ間の一貫した性能、信頼性の高い構造実装のためには、高い公差が必要なのです」と顧客は説明する。.
ディスカッションの後、First MoldのプロジェクトマネージャーであるBowen Huangは、クライアントを工場内に案内し、先進的な機械の一部を紹介し、First Moldがプロジェクトを効果的に処理する能力を再確認させた。.
“「私たちは、ラピッドプロトタイピングのために、業界で最も先進的な5軸CNCマシンをいくつか持っています。「当社のエンジニア・チームは、CNC加工において100年以上の経験があります。私たちの豊富な経験を披露できるようなプロジェクトを引き受けるのは、いつも喜ばしいことです。”
課題と解決策
スチールを使用したヒートシンク加工には、主に材料の性質から、独特の課題があります。スチールは熱伝導率が低く、加工硬化率が高いため、機械加工が難しくなります。スチール製ヒートシンク製造の主な課題には、以下のようなものがあります:
- 工具の過度の摩耗: 鋼は研磨性が高く硬いため、工具の摩耗を早める。工具が過度に磨耗すると、工具のコストと工具交換のダウンタイムが増加する。これは加工時間を長くします。.
- 振動は構造の安定性に影響を与える可能性がある: 高い切削力は振動につながり、薄くてデリケートな構造物の変形や表面仕上げの不良につながる可能性がある。.
- 高い熱応力による反り: 鋼材は切削中、熱を放散するのではなく、熱を保持する。適切に冷却されなければ、この熱の集中は加工物の反りにつながる。.
- チップ管理が難しい: 鋼材加工では、大量の熱間切屑が発生する。適切に制御されないと、工具を損傷し、仕上げ面粗さが悪くなる可能性があります。.
スチール製ヒートシンクの加工を成功させるために、ファーストモールドのエンジニアはこれらのユニークな課題を克服する方法を見つけなければなりませんでした。.
鋼の加工硬化と低熱伝導性の克服
鋼の高い靭性と強度は、加工に高い切削力を必要とする。しかし、切削力を上げると振動が発生します。振動とは別に、切削中に表面が急速に硬化し、その後の切削が困難になることがあります。これは切削工具の摩耗を早めます。.
また、鋼の熱伝導率が低いということは、CNCマシニングによるヒートシンク製造の際、切削面で発生した熱が放散されず、チッピングによって運ばれないことを意味する。熱は切削工具の先端付近に集中し、摩耗や破損を加速させる。.
First Moldが使用する5軸CNCマシンは、切削面に高圧(1,000psi以上)でクーラントを噴射する4つのノズル・クーラント・システムを特別に装備している。これらのクーラントシステムは、切削チップから発生する熱を効果的に放散させるだけでなく、ヒートシンク原型の表面の変形を防ぐために切粉を破壊して除去します。.
曲げられた鋼鉄脱熱器プロトタイプの表面の機械化
ヒートシンクの設計図が曲面であったため、特殊な加工が要求されました。平面はシンプルなツールパスが可能ですが、曲面は特殊なツールパスが必要になります。曲面鋼の加工における主な課題は以下の通りです:
- 複雑なCAMプログラミング 曲面鋼を使用したヒートシンクの製造には、変化する輪郭に沿って工具の向きや送り速度を制御する高度なソフトウェアの使用が必要です。.
- 多軸機の必要性: 曲面は、正確な仕上げパスを持つ複雑な、マルチモーションを必要とします。First Moldの5軸CNCマシンは、エラーを引き起こす可能性のあるワークピースの絶え間ない手動での再配置を排除するのに役立ちます。.
ファーストモールドのエンジニアチームは、高速CNCマシンが円形の螺旋状のツールパスを使用してスロットを切削する戦略であるトロコイドミルを使用しました。半径方向の噛み合いと軸方向の深さを維持することで、この動作は切削力、熱、振動を低減します。これにより、材料除去の高速化と工具寿命の延長が可能になる。この技術は、ヒートシンクの試作時間の短縮にも役立ちます。.
ヒートシンク加工効率の最適化
高い材料靭性、低速度、特殊な工具の組み合わせにより、鋼の加工工程は時間と手間がかかる。.
これらの欠点を克服するため、ファーストモールドのエンジニアチームは、製造可能性のための設計(DFM)の原則を導入しました。例えば、耐熱性の高いコーティング工具を使用し、正のすくい角で切削力を低減しました。.
加工時の剛性を高めるため、フィンの厚みをわずかに増やし、フィンの深さを制限した。また、CAMプログラミングに特殊なツールパスを導入し、振動や歪みを最小限に抑えるために高剛性マシンを使用した。.
ヒートシンク製造プロジェクトにおける0.01mm公差維持の重要性
ヒートシンクの加工中、ファーストモールドのエンジニアはCAMプログラミングに細心の注意を払い、0.01mmの公差要件を達成しました。望ましい公差を達成することは、以下のような理由から非常に重要でした:
- 精密な取り付け: 適切な精度を達成することで、ネジと取り付け面の穴が完全に一致します。これにより、部品に構造的なストレスがかかるのを防ぎます。.
- 構造の完全性を高める: 0.01mmの公差により、ヒートシンク原型は構造的な支持体としても機能します。スチールは強度が高いため、熱性能を損なうことなく、高圧、高温、高振動の環境でも使用できます。.
- バッチ間で一貫したパフォーマンス: 大量のヒートシンクを製造する場合、0.01mmの公差を維持することで、すべての製品が同じ性能を発揮できるようになります。これは、医療画像や航空宇宙などの特殊産業にとって極めて重要です。.
クライアントがファーストモールドのソリューションで得たもの
スチールを使用したヒートシンクの試作品は、予定より1週間早く納品され、クライアントは非常に感謝していました。革新的な加工技術を使用することで、First Moldは、クライアントが以前に会った他の機械工が提示した見積もりよりも良い予算でプロトタイプを加工することができました。.
“「ヒートシンクのプロトタイプの設計図に対する精度を検査した後、クライアントはこう言った。「プロトタイプを受け取るのに、あと1週間もかかるとは思っていませんでした」。.
ファーストモールドと提携することで、クライアントは、必要なときにオンデマンドでスケーリングを支援する信頼できるサプライヤーを確保した。「私たちは常に、クライアントの成功と幸福を第一に考えています。.
よくあるご質問
鋼は硬い材料であるため、より大きな加工力を必要とする。しかし、力を強くすると、工具の摩耗や破損が急速に進み、振動が大きくなり、薄くて繊細な部品が変形してしまいます。.
スチールヒートシンクの加工をより効率的にする方法には、耐熱性の高い超硬工具やコーティング工具を使用することなどがある。また、製造工程に高圧クーラントシステムを追加し、ツールパスを最適化する。.
この顧客は、私たちのプロモーション活動にとても協力的で、ワークピースのCNCフライス加工工程のビデオを見せることを提案してくれた。
