
Les brûlures ne sont pas fréquentes. défaut dans le moulage par injection. Par conséquent, de nombreux praticiens de l'industrie du moule et du moulage par injection ne sont pas très familiers avec ce phénomène. Bien que les marques de brûlure ne soient pas liées à la structure du produit, FirstMold demande aux concepteurs de produits, aux concepteurs de structures et aux concepteurs mécaniques d'acquérir une certaine compréhension de ce phénomène.
Si vous êtes intéressé par d'autres défauts de moulage par injection, n'hésitez pas à cliquer sur les liens du tableau ci-dessous pour en savoir plus.
| Comprendre les différents défauts du moulage par injection | ||||
|---|---|---|---|---|
| Flash | Coup court | Marque d'évier | Distorsion/Déformation | Marque de brûlure |
| Marque d'évasement / Trait d'argent | Tache foncée/Moucheture noire | Marque de débit | Bulle | Ligne de soudure |
| Différence de couleur/couleur inégale | Marque de la goupille d'éjection | |||
Qu'est-ce qu'une brûlure dans le moulage par injection ?
Les marques de brûlure sont des marques sombres ou noires qui se forment à l'extrémité de la trajectoire d'écoulement ou dans les zones de gaz piégés pendant le processus de moulage par injection en raison d'une mauvaise ventilation du moule ou d'une injection trop rapide, lorsque l'air à l'intérieur du moule n'a pas le temps de s'échapper et se réchauffe soudainement sous haute pression (dans les cas extrêmes, les températures peuvent atteindre jusqu'à 3 000 degrés). L'air comprimé surchauffé brûle la matière fondue.

Les traces de brûlures affectent-elles le produit ?
Les marques de brûlure sur les pièces moulées par injection peuvent affecter l'apparence et la qualité du produit. Les zones affectées peuvent présenter des couleurs et des textures différentes, comme devenir noires, jaunes ou rugueuses, ce qui peut réduire l'attrait esthétique du produit ; comme le montre l'image ci-dessous, l'apparence est considérablement affectée après l'apparition de marques de brûlure ;
Les marques de brûlure sur les pièces moulées par injection peuvent également affecter les performances et la fiabilité du produit. Les zones affectées peuvent modifier les propriétés physiques et chimiques des pièces moulées par injection, en réduisant par exemple leur solidité, leur résistance à la chaleur ou leur résistance à la corrosion, ce qui peut nuire à l'utilisabilité du produit ;
Les marques de brûlure sur les pièces moulées par injection peuvent également affecter l'efficacité de la production et le contrôle des coûts ; les problèmes de marques de brûlure peuvent conduire à la mise au rebut ou au retraitement des pièces moulées par injection, ce qui augmente les coûts de production.
Causes des brûlures
1. Facteurs liés à l'équipement
a) En raison d'un dysfonctionnement ou d'un endommagement des thermocouples, des systèmes de contrôle de la température et des systèmes de chauffage, provoquant une surchauffe localisée de la barrique,
b) Endommagement de la vis, de l'inverseur et de la bague de contrôle, entraînant une rétention de matière.
c) Mauvais ajustement entre la buse et la douille de coulée principale du moule, entraînant un cisaillement anormal.
d) Des écarts entre la vis et le fût, le desserrement des raccords filetés à l'intérieur du fût, provoquant la rétention de la matière fondue et sa décomposition à la suite d'un chauffage prolongé.
e) Des corps étrangers métalliques coincés dans les rainures des vis ou à l'avant du canon, provoquant une éjection anormale et une décomposition des matériaux.
2. Facteurs liés aux moisissures
a) Mauvaise ventilation du moule, compression adiabatique du plastique et combustion due à des réactions intenses avec l'oxygène à des températures et des pressions élevées.
b) La conception et l'emplacement des vannes doivent tenir compte de l'état de l'écoulement de la matière fondue et de la performance de l'aération du moule lors de la conception du moule.
c) Une ventilation insuffisante du moule ou un positionnement incorrect, ainsi que des vitesses de remplissage trop rapides, entraînent la production de gaz à haute température par l'air comprimé adiabatiquement à l'intérieur du moule, ce qui provoque la décomposition et la carbonisation de la résine.
d) Les trous d'aération du moule sont obstrués par des agents de démoulage et des impuretés à la surface du moule, ce qui entraîne une mauvaise aération.
3. Facteurs liés au processus de moulage
a) Rupture par fusion entraînant des brûlures
La rupture de la matière fondue peut se produire lorsque la matière fondue est injectée dans une grande cavité à des vitesses et des pressions élevées, ce qui entraîne des fractures transversales à la surface et la formation de cloques, en particulier lorsqu'une petite quantité de matière fondue est injectée dans une grande cavité.
Ce phénomène est dû à la déformation élastique du polymère fondu. Lorsque la matière fondue s'écoule dans le tonneau, la partie proche de la paroi du tonneau, confrontée à des frottements plus importants et à des vitesses d'écoulement plus lentes, est soumise à des contraintes importantes. Lors de l'éjection, cette contrainte se dissipe, mais la matière fondue centrale continue de s'écouler à grande vitesse, entraînant la matière fondue périphérique qui se déplace plus lentement. Il en résulte un réalignement rapide des vitesses d'écoulement et d'importantes fluctuations de contraintes dans la masse fondue. Si la contrainte dépasse la capacité de résistance de la matière fondue, il y a rupture de la matière fondue.
b) Impact de la vitesse d'injection
Lorsque la matière fondue est injectée dans la cavité à une vitesse lente, l'écoulement de la matière fondue est laminaire ; lorsque la matière fondue est injectée dans la cavité à une vitesse lente, l'écoulement de la matière fondue est laminaire. vitesse d'injection augmente jusqu'à un certain niveau, l'écoulement devient progressivement turbulent. En général, les pièces en plastique formées dans des conditions d'écoulement laminaire ont une surface plus lisse et plus brillante, alors que dans des conditions turbulentes, non seulement les cloques de surface sont plus susceptibles de se produire, mais des poches de gaz sont également plus susceptibles de se former à l'intérieur des pièces en plastique. Par conséquent, la vitesse d'injection ne doit pas être trop élevée et la matière fondue doit être contrôlée pour remplir le moule dans des conditions d'écoulement laminaire.
c) une température trop élevée de la matière fondue, qui peut entraîner la décomposition et la carbonisation de la matière fondue, ce qui provoque l'apparition de cloques à la surface des pièces en plastique.
d) Décomposition du matériau causée par des temps de séjour trop longs dans le fût lors de cycles prolongés.
4. Impact des matières premières
a) Teneur élevée en humidité et en substances volatiles dans les matières premières.
b) Indice de fusion élevé, bonne fluidité de la matière fondue, ce qui rend difficile l'expulsion des gaz.
c) Additifs plastiques, colorants contenant des substances volatiles et de l'humidité, ne résistant pas aux températures élevées entraînant une décomposition.
Mesures d'amélioration pour les brûlures
1. Des marques de brûlure apparaissent lors d'injections vides
a) Vérifier si la buse est bouchée.
b) Vérifier si la vis, la bague de contrôle, le barillet, etc. sont endommagés.
c) Vérifier le système de chauffage, les lignes de capteurs de température, les thermocouples, les anneaux de chauffage et les réglages de la température de plastification pour détecter toute anomalie.
d) Vérifier si la poudre de couleur de la matière première, le mélange-maître, etc., contiennent des substances facilement décomposables et envisager de remplacer les matériaux par d'autres afin d'éliminer le problème.
e) Vérifier si la contre-pression est trop élevée, si la vitesse de rotation du stockage est trop élevée ou si le temps de préplastification est trop long, ce qui entraîne la décomposition et la carbonisation de la matière première.
2. Marques de brûlure dans le moule
a) Pour moules à canaux chauds, Vérifier que le canal chaud lui-même et le contrôle de la température ne présentent pas d'anomalies.
b) Pour les moules à canaux froids, vérifier que les canaux et les portes ne sont pas endommagés, etc.
3. Marques de brûlure sur le produit
a) Si des marques de brûlure apparaissent sur les bords du produit, il faut envisager d'augmenter la ventilation et de réduire la vitesse d'injection.
b) Si des marques de brûlure apparaissent au milieu du produit, il faut envisager de changer l'insert d'échappement ou d'ajouter une broche d'éjection d'échappement, et utiliser l'injection segmentée dans le processus, en réduisant la vitesse d'injection à l'endroit de la marque de brûlure.
c) Si des traces de brûlure apparaissent à l'extrémité du produit, nous recommandons de nettoyer les rainures d'aération du moule et de réduire la force de serrage.
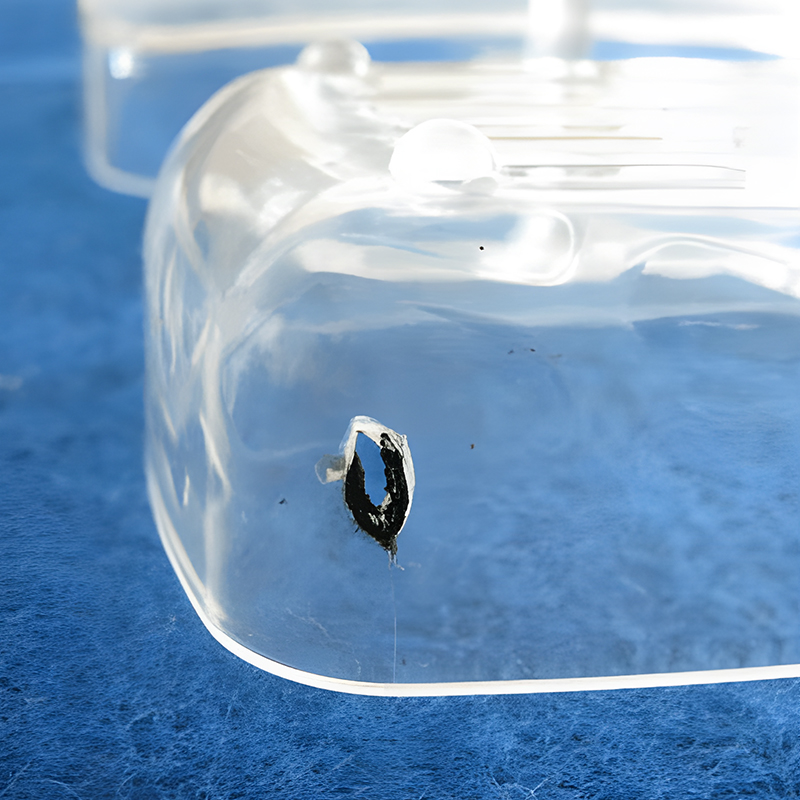
Analyse de cas sur les marques de brûlures

Présentation du produit
L'image ci-dessus montre un cas de marques de brûlure sur un produit. L'image de droite est un gros plan de l'image de gauche.
Le matériau utilisé est le PBT, un type de connecteur aux parois épaisses et à la surface d'apparence secondaire. En raison des exigences de haute qualité du client, les défauts de surface visibles sur le produit ne sont pas acceptables.
Les conditions de moulage sont les suivantes.
a. Température de moulage : 60~80℃.
b. Température du matériau : 240~260℃.
c. Vitesse d'injection en trois phases : première phase à 180 mm/s, deuxième phase à 135 mm/s, troisième phase à 40 mm/s.
d. Temps d'injection : 1,5~3s.
e. Pression d'injection : 1300~1500kgf/cm².
Questions relatives aux produits
L'image du produit montre de légères brûlures à l'intérieur du cercle rouge, ce que le client n'accepte pas.
Raisons et stratégies
(1) Analyse des causes
Au cours de la première essai de moisissureAprès l'analyse du modèle d'écoulement, une analyse du modèle d'écoulement a été effectuée, révélant que l'emplacement des marques de brûlure à la ligne de fusion finale du produit était principalement dû au fait que les gaz ne pouvaient pas s'échapper de la position marquée dans la cavité du moule, ce qui provoquait des marques de brûlure dues au gaz piégé.
(2) Stratégies de solutions
Étant donné que le produit et les structures du moule ont déjà été confirmés par le client et ne peuvent être modifiés, le problème ne peut être résolu qu'en ajustant les processus de ventilation du moule et de moulage par injection.
Élargir autant que possible les fentes d'aération dans la trajectoire du moule, la surface de séparation du moule et les broches d'éjection, en réduisant la quantité d'aération finale afin d'atténuer la gravité des marques de brûlure.
Adapter le processus de moulage par injection à l'injection en plusieurs étapes. En raison de l'épaisseur du produit, utiliser une vitesse faible, voire inférieure, au cours des deux dernières étapes de l'injection afin de réduire la gravité des brûlures.
Dernières paroles
Je suis Lee Young de FirstMold et je travaille avec diligence tous les jours. Sur la base de livres, de manuels et d'expériences pratiques en atelier, j'ai résumé de nombreux ensembles d'expériences de travail pour faciliter la référence et l'apprentissage. Pour ceux qui s'intéressent au moulage par injection, aux moules, à la conception structurelle des produits et à la conception des moules, il est important de lire, de pratiquer et d'essayer davantage, et de ne pas avoir peur de l'échec. J'espère que mon expérience pourra vous aider.














