

Una de las disciplinas científicas más técnicas de la ingeniería de moldes de inyección es el diseño de moldes de canal caliente. En un canal caliente, el polímero se funde en un estado térmico controlado y es contenido por los canales entre la unidad de inyección y la compuerta. Esta forma de arquitectura altera básicamente el diseño de los moldes, el plan de compuertas, el control térmico y el rendimiento posterior del molde. El diseño de un molde de canal caliente debe aplicar adecuadamente el enfoque de ingeniería a nivel de sistemas, en el sentido de que integra el comportamiento del material, la mecánica de flujo, el control térmico y el diseño de fabricabilidad.
Principios de la arquitectura de moldes de canal caliente
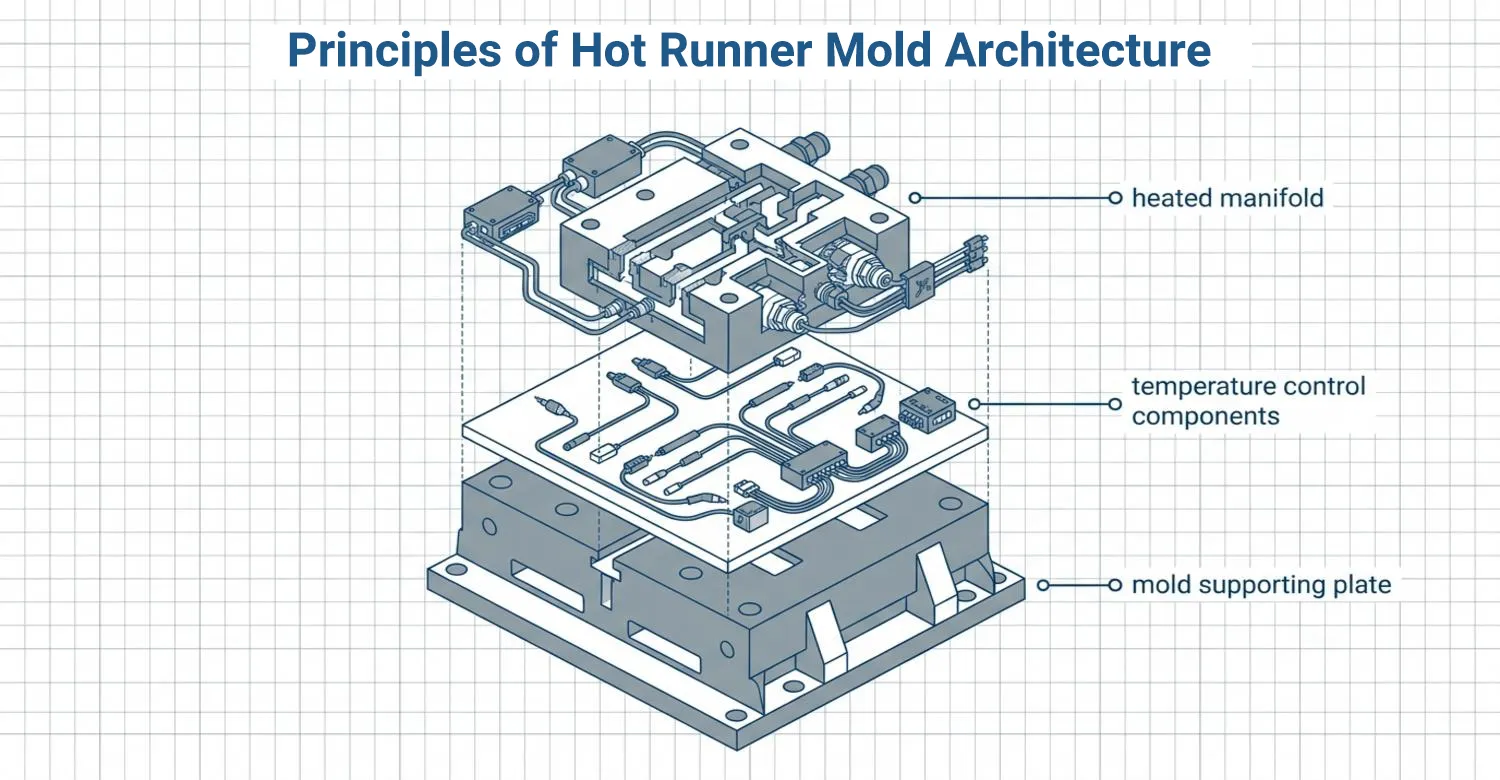
Las boquillas, el colector calentado, los componentes de control de temperatura y la placa de soporte del molde son los principales componentes arquitectónicos del canal caliente. Todos ellos deben cooperar juntos a alta temperatura y presión en el entorno sin crear ninguna inflexibilidad dimensional ni desalineación en millones de ciclos de moldeo. [1].
El diseño de canales calientes con múltiples cavidades complica aún más el diseño, ya que debe tener equilibrio de flujo en todas las cavidades para obtener el mismo peso de pieza, dimensión de pieza y calidad cosmética. Las disposiciones simétricas de las cavidades pueden permitir un sistema de canal equilibrado de forma natural, a diferencia de las disposiciones asimétricas que requieren un equilibrio artificial con la ayuda de la geometría del canal y la zonificación térmica.
Ingeniería de diseño de colectores
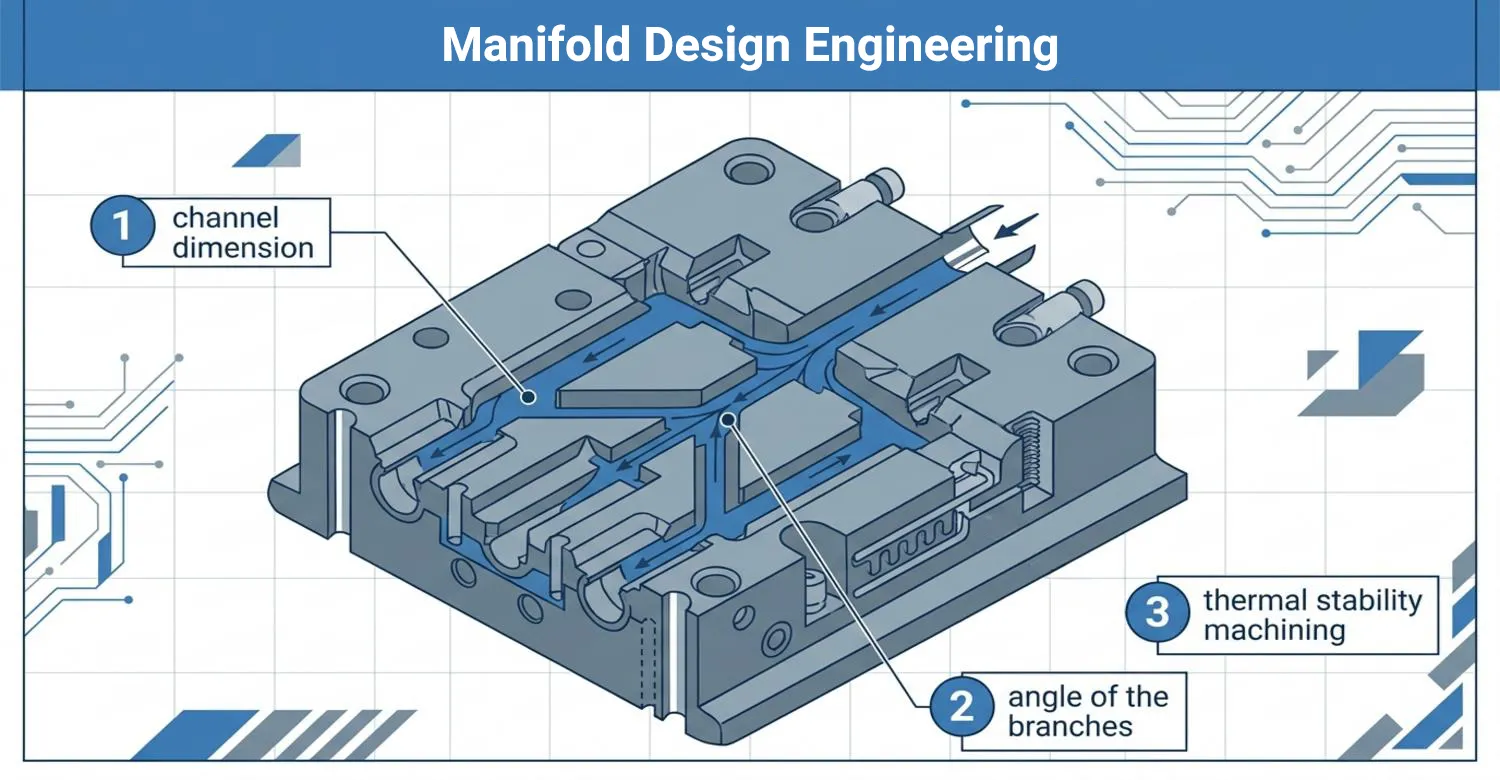
El colector es una plataforma de apoyo del sistema de canal caliente en términos de distribución. La ingeniería de diseño del colector trabaja con la realización de un flujo suave de la masa fundida en todas las boquillas con mínimas pérdidas de presión, calentamiento por cizallamiento y tiempo de residencia del material. El diseño de la dimensión del canal, el ángulo de las ramificaciones y las distancias de las vías de flujo deben diseñarse de forma que las condiciones reológicas sean constantes en todas las cavidades. [2].
El problema del equilibrio del flujo es especialmente agudo en el ejemplo del diseño de moldes multicavidad de canales calientes. Los colectores equilibrados fabricados se basan en el dimensionamiento preciso de los canales y, en algunos casos, en la regulación localizada de la temperatura para superar la asimetría geométrica, lo que requiere un mecanizado de alta precisión y estabilidad térmica.
La uniformidad en el flujo de calor y la fiabilidad a largo plazo suelen ofrecerlas los aceros para herramientas de alta conductividad térmica y resistencia a la fatiga térmica. La combinación de calentadores y termopares debería permitir una retroalimentación adecuada de la temperatura.
Selección del diseño de la boquilla y la compuerta
El diseño de la compuerta del sistema de canal caliente es una de las variables más importantes que influyen en la calidad de las piezas, el tiempo de ciclo y el aspecto estético. Los moldes de canal caliente deben configurarse para tener diseños de compuerta que sean específicos para el polímero, las piezas, el grosor, la longitud de flujo y la estética. Las compuertas de válvula son más complicadas que las compuertas abiertas, pero ofrecen la ventaja de un control preciso sobre la apertura y el cierre de la compuerta, por ejemplo, sobre el acabado de la superficie, menos vestigios de compuerta y más opciones de esquemas de llenado, como la compuerta secuencial.
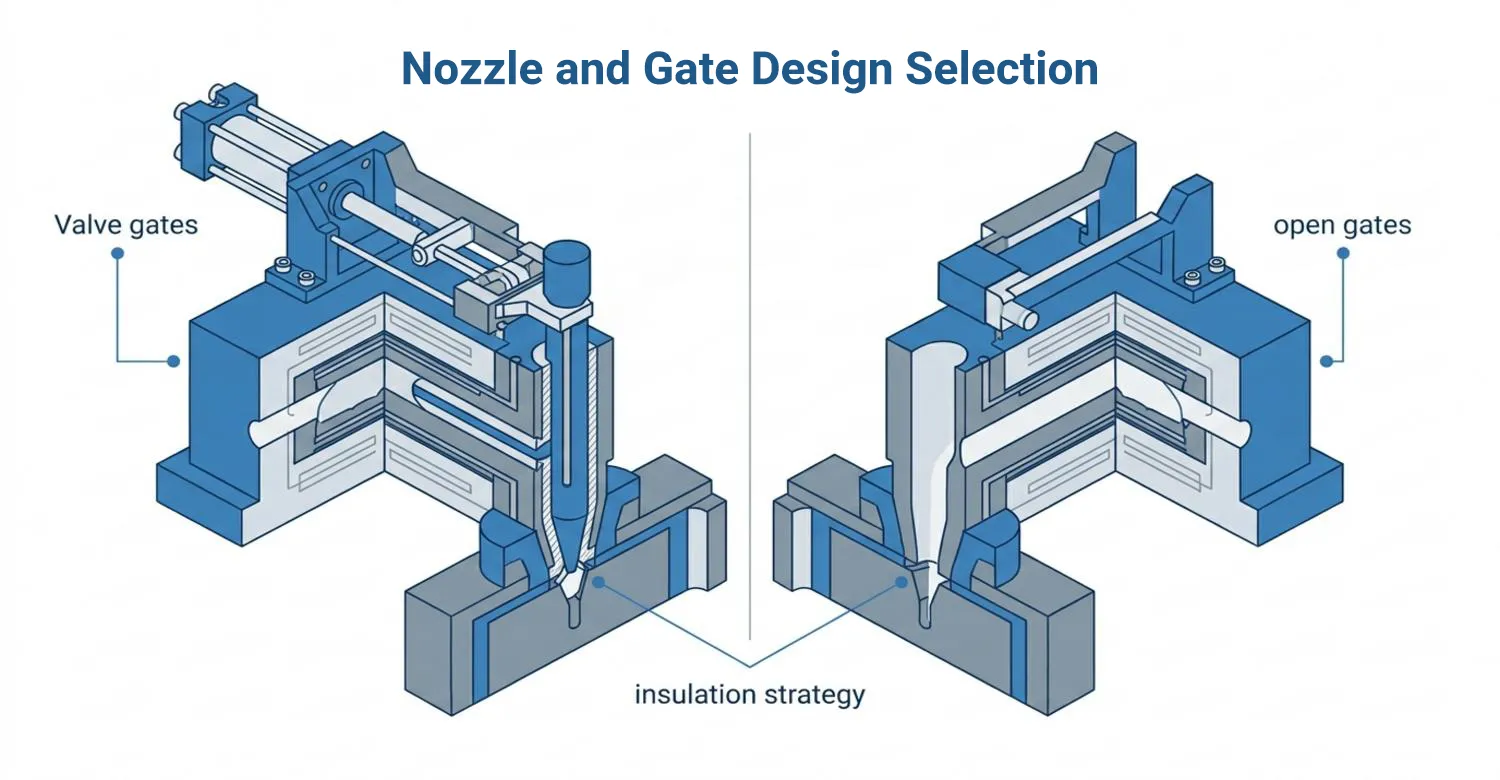
El diseño de la boquilla es libre en el sentido de que garantizará que la transferencia térmica entre el colector y la compuerta sea constante. La estabilidad de la temperatura de la compuerta y la capacidad de respuesta se ven afectadas por todos estos factores e incluyen la geometría de la punta, la estrategia de aislamiento y la presión de contacto [3]. Cuando es necesaria una gran precisión, como en el diseño de moldes de canal caliente para piezas médicas, incluso el más mínimo cambio de temperatura en la compuerta puede provocar una degradación de las dimensiones o del material. Esto obligaría a diseñar los sistemas de boquilla y compuerta como una entidad y no como componentes independientes.
Ecosistema de gestión térmica
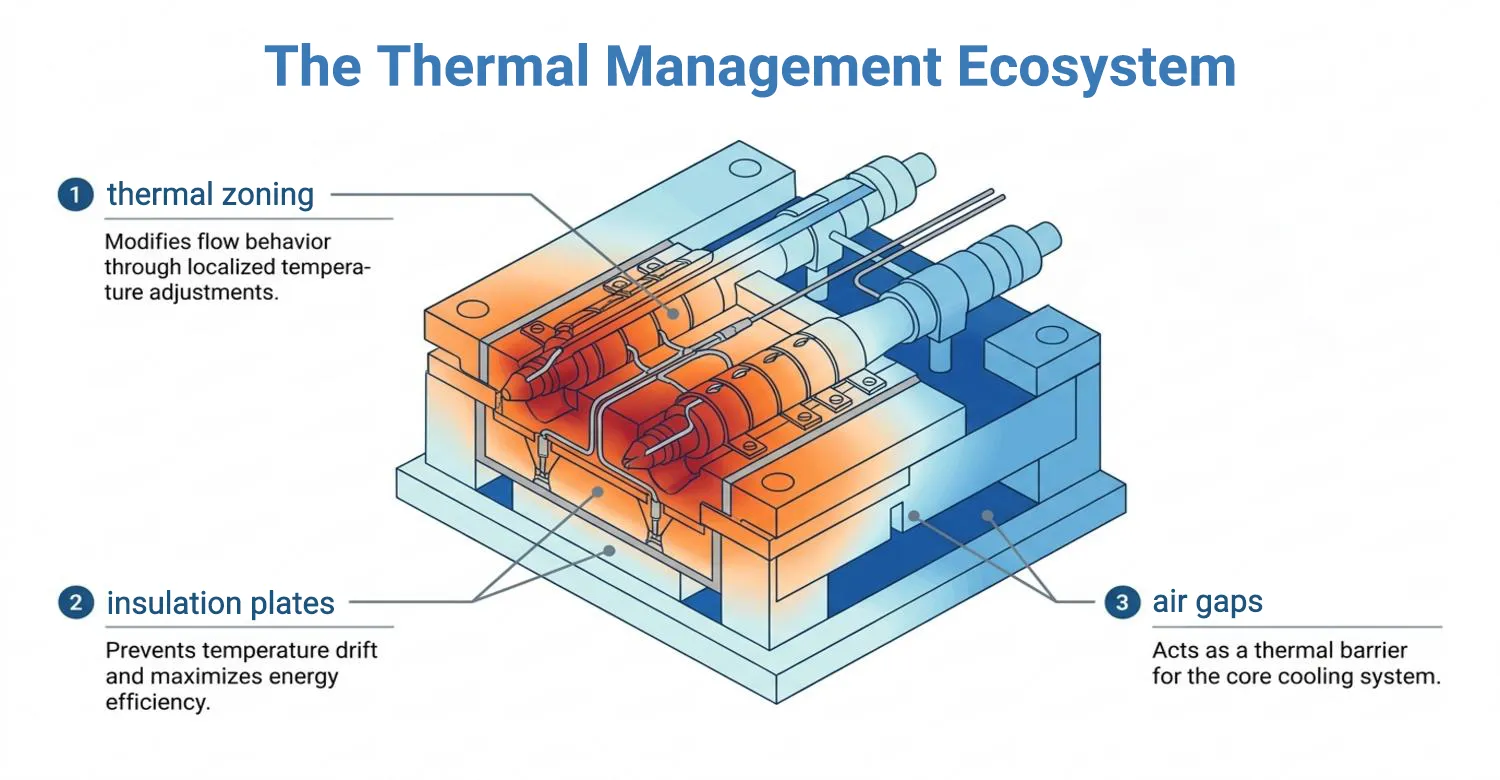
El sistema debe mantener el polímero fundido a una temperatura superior a su temperatura de fusión en el canal y también mejorar el enfriamiento rápido y constante de la pieza moldeada. Esto crea un complejo ecosistema de gestión térmica compuesto por sofisticados calentadores, termopares, aislamientos, espacios de aire y canales de refrigeración.
El ajuste térmico local mediante una zonificación térmica adecuada proporciona ajustes térmicos locales para modificar el equilibrio del flujo y el comportamiento del material. Mediante el control del espacio de aire y de las placas aislantes, es posible minimizar la pérdida de calor hacia las placas vecinas, maximizar la eficiencia energética y minimizar la desviación de la temperatura. Mientras tanto, el sistema de refrigeración de la cavidad y del núcleo debe diseñarse de forma que sea capaz de extraer el calor de la pieza moldeada pero sin interferir en la estabilidad térmica del sistema de canal caliente. La ausencia de aislamiento térmico puede describirse como grumos en el peso de las piezas, ciclos prolongados y agotamiento inoportuno.
Estrategias avanzadas de diseño para aplicaciones complejas
A medida que aumentan los requisitos de uso del moldeo, el diseño del molde de canal caliente depende de medidas avanzadas para garantizar resultados repetitivos y reproducibles. La inyección secuencial de válvulas suele utilizarse en piezas pequeñas, grandes o cosméticas con paredes finas para tener un control del frente de flujo, reducir las líneas de soldadura y la tensión interna. Su uso está especialmente extendido en el diseño de moldes de canal caliente para automoción, donde las grandes superficies y los elevados requisitos estéticos exigen controlar el flujo.
Los canales calientes utilizados en la industria del automóvil deben funcionar en modo continuo, sin fluctuaciones dimensionales ni térmicas. [4]. Del mismo modo, las piezas que tienen un diseño de molde de canal caliente presentan un conjunto de limitaciones adicionales de pureza de un material, tolerancias extremadamente estrechas y cumplimiento legal. Algunas de las soluciones empleadas por los moldes médicos son tiempos de residencia reducidos, línea de flujo pulida y control de temperatura innecesario para reducir la probabilidad de corrosión y contaminación del material.
Simulación y análisis en el diseño
El análisis del flujo en moldes de colada caliente ha sido especialmente útil en moldes de varias cavidades, en los que el más mínimo desequilibrio puede provocar cambios significativos en la calidad de cavidades distintas. Además del análisis de flujo, también se utilizan simulaciones térmicas y estructurales para calcular la distribución de la temperatura en el colector, así como la influencia de la expansión térmica en el sellado y la alineación. Estos análisis pueden ayudar a los ingenieros a identificar posibles puntos calientes, zonas muertas o tensiones mecánicas que pueden mermar la fiabilidad a largo plazo. Al introducir la simulación en el proceso de diseño en la fase más temprana, se disminuyen las posibilidades de desarrollo, se reducen los tiempos de puesta en marcha y se mejora el rendimiento de la primera pasada en las pruebas de molde.
Diseño para la fabricación, el mantenimiento y la longevidad (DFM/DFL)
El DFM en los sistemas de canal caliente no se limita a la geometría de la pieza, sino que se amplía al resto del conjunto del molde. El diseño para la fabricación (DFM) de canales calientes se centra en los componentes estándar, la fabricabilidad, la precisión y el mecanizado rentable. [5]. Los diseños demasiado complejos no añaden valor al rendimiento, sino que actúan como un factor de riesgo, por no mencionar que suponen un añadido al plazo de entrega.
El diseño para la vida útil (DFL) se centra en la comodidad del mantenimiento, la accesibilidad de las piezas, el desgaste y la resistencia a la fatiga térmica. El calentador y los termopares deben ser fáciles de sustituir sin destrozar todo el molde, y las interfaces deben cubrirse de forma que puedan someterse a ciclos térmicos numerosas veces sin romperse. Los tiempos de inactividad asociados al mantenimiento de los canales calientes en grandes volúmenes de producción pueden ser extremadamente costosos, y los factores DFM y DFL son bastante significativos para el éxito de un proyecto en general.
Proceso de diseño: De la impresión de piezas a la producción
El diseño de moldes de canal caliente comenzará con una lectura general de la impresión de la pieza que incluye la geometría, las tolerancias, la forma y los requisitos funcionales. Esta información es útil para la disposición de la cavidad, la estrategia de inyección y la arquitectura del canal. Los diseños conceptuales se verifican mediante simulación y revisión del diseño para demostrar los supuestos e identificar los riesgos potenciales.
Una vez completado el diseño, se transforma en un dispositivo tangible y se pone a punto mediante pruebas de molde y optimización del proceso. Solo con un procedimiento estricto y repetible, el sistema de canal caliente podrá funcionar como se pretende en situaciones reales de producción, con el fin de mantener una calidad constante y un tiempo de ciclo homogéneo.
La diferencia entre el diseño de moldes en frío y en caliente
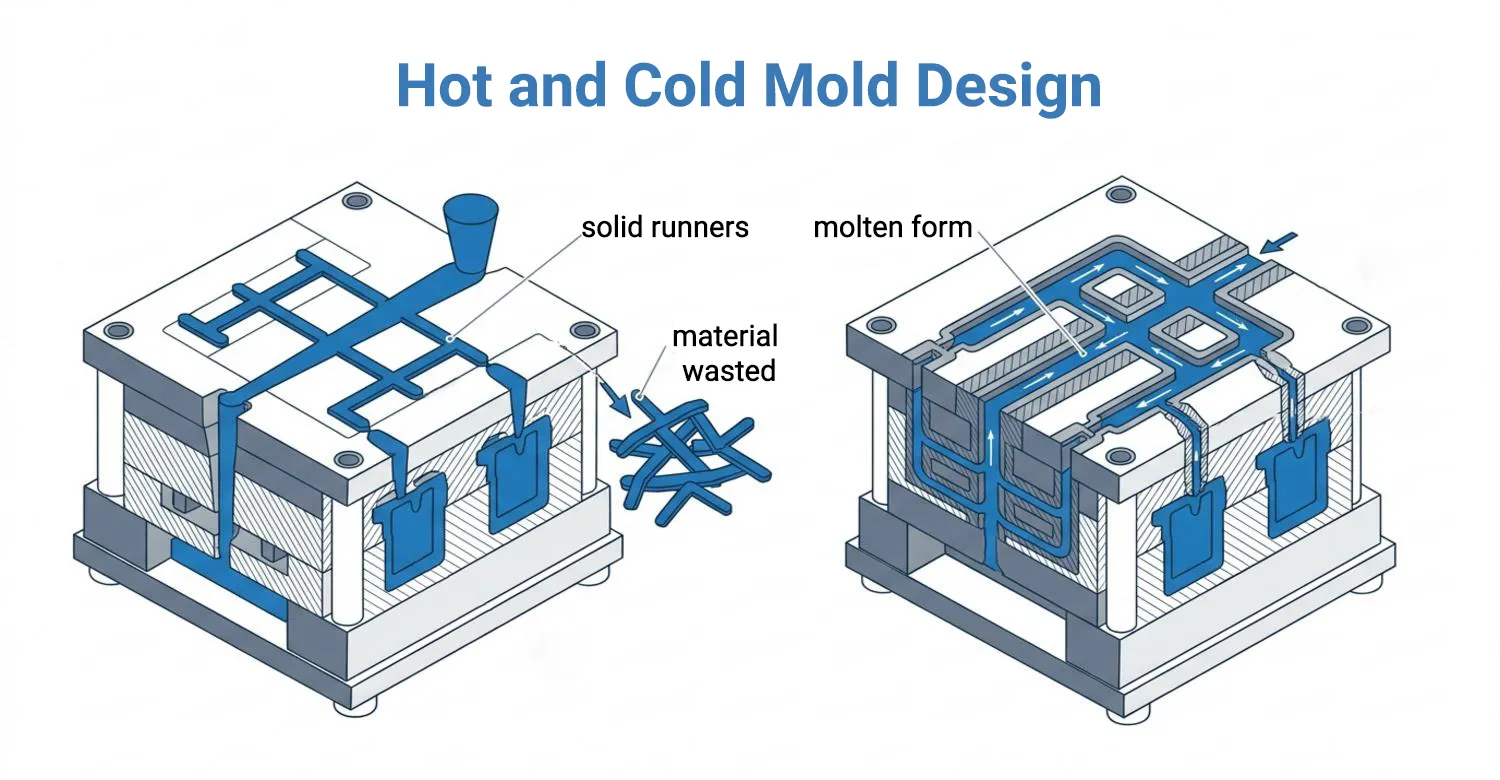
El sistema de canales del molde en frío no se calienta, y el polímero en estado fundido se solidifica junto con la pieza que se está moldeando. Los canales sólidos se expulsan y normalmente se rectifican o desechan, por lo que los moldes en frío no son tan difíciles de construir mecánicamente. El diseño de moldes en caliente, por otro lado, hace uso de colectores y boquillas calientes para asegurarse de que el polímero permanece en forma fundida mientras se empuja a alta presión hacia la compuerta y elimina la necesidad de solidificar los canales, además de dejar grandes cantidades de material desperdiciado.
Principio operativo básico
Los moldes en frío son más básicos y robustos en su diseño e ingeniería; requieren menos componentes y menos requisitos de control térmico. Las dimensiones y la disposición de los canales deben estructurarse adecuadamente de forma que ofrezcan un flujo adecuado, así como activo, con un consumo moderado de material, sobre todo en los moldes multicavidad. Otra área que genera un punto de complejidad de ingeniería es el diseño del molde caliente, que obliga a los diseñadores a abordar el crecimiento térmico, la gradación fina de la temperatura y la separación entre el flujo caliente y el frío. Esta complejidad aumenta el coste inicial de la herramienta, pero permite un control más estricto de los procesos y proporciona a la producción en grandes volúmenes una mayor consistencia. [6].
Complejidad del diseño y coste inicial
La discrepancia observada en el impacto sobre la calidad de las piezas y la eficacia del trabajo también caracteriza el diseño de moldes en caliente y en frío. Los moldes fríos pueden provocar una mayor duración del ciclo debido a la necesidad de enfriar la pieza y el canal. El tiempo empleado en el ciclo también se reduce al mínimo debido al uso de moldes calientes por el mero enfriamiento de la pieza moldeada, lo que mejora la repetibilidad y un mayor control sobre el empaquetado y la congelación de la compuerta. Las compuertas superiores, como las compuertas de válvula, también sólo se encuentran en los sistemas de molde caliente y permiten una mejor calidad de la cosmética y el control del flujo en procesos extremadamente exigentes.
Impacto en la calidad de las piezas y la eficiencia de la producción
En última instancia, el volumen de producción, el coste del material que se va a utilizar, la complejidad de la pieza y la calidad requerida impulsan la decisión de diseñar un molde en caliente o en frío. [7]. Los moldes en frío siguen siendo eficaces en programas de volumen bajo a medio. La razón por la que se utiliza el diseño de moldes en caliente suele estar en las presiones de gran volumen o alta precisión, en las que se desperdicia menos material en el proceso, se minimizan los ciclos y el proceso es más preciso, en lugar de minimizar el coste de la inversión inicial. Las compensaciones mencionadas permiten a los ingenieros seleccionar, entre los enfoques existentes para la estrategia de diseño de moldes, el más adecuado en función de los objetivos técnicos y comerciales.
Directrices de diseño de canales calientes y excelencia en la producción
Una excelente filosofía de diseño de canales calientes tiene como objetivo la construcción conjunta del sistema, la solidez del procedimiento y la solidez financiera a largo plazo. Los diseños activos se dan cuenta de que la correlación entre la disposición de los canales, la elección de las compuertas, el control térmico y la fabricabilidad no es una variable independiente, sino una variable correlacionada. Cuando se sinergizan en el diseño, lo que se obtiene es un molde que proporciona un procesamiento uniforme, menos desperdicios de material y piezas de la máxima calidad.
El diseño del molde de canal caliente nunca se optimiza por sí solo, sino que todo el diseño se lleva a cabo sistemáticamente en una fase determinada del diseño. Dado que el análisis del flujo de los canales calientes se realiza mediante la planificación arquitectónica y que el detallado de los canales calientes se realiza mediante DFM y un mejor enfoque de las compuertas, cada una de las decisiones se basa en la otra. Esta percepción holística de los sectores exigentes, como la automoción y la producción médica, es lo que, en última instancia, se traducirá en un rigor de ingeniería que hará que la producción sea un éxito.
Referencias
[1] Tan, K. (2022, 16 de mayo). Estructura del sistema de canal caliente. https://duytanmold.com/en/structure-of-hot-runner-system.html
[2] MHS (2025). Conceptos básicos del corredor caliente.
[3] Proheat (2023, 16 de noviembre). ¿Qué es una boquilla de canal caliente? https://www.proheatinc.com/blog/what-is-a-hot-runner-nozzle
[4] Maestros del Molde (2025). Automóvil. https://www.moldmasters.com/automotive
[5] Biomerics (2025). La clave para piezas moldeadas de buena calidad: Un Sistema de Canal Caliente Adecuado. https://biomerics.com/center-of-excellence/the-key-to-good-quality-molded-parts-a-proper-hot-runner-system/
[6] Nanoplas (2025). Sistemas de moldeo por canal frío frente a sistemas de moldeo por canal de retención. https://nanomoldcoating.com/cold-runner-vs-hot-runner-molding-systems/
[7] Fictiv (2023, 5 de agosto). Moldes de canal caliente frente a moldes de canal frío. https://www.fictiv.com/articles/hot-runner-vs-cold-runner-molds











