

射出成形金型工学の最も技術的な科学分野の一つは、ホットランナー金型設計です。ホットランナーでは、ポリマーは制御された熱状態で溶融し、射出ユニットとゲートの間のランナーによって封じ込められる。この構造形式は、基本的に金型の設計、ゲート計画、熱制御、およびその後の金型性能を変更します。ホットランナー金型の設計は、材料挙動、流動力学、熱制御、製造性設計を統合するという意味で、エンジニアリングのシステムレベルのアプローチを適切に適用する必要があります。.
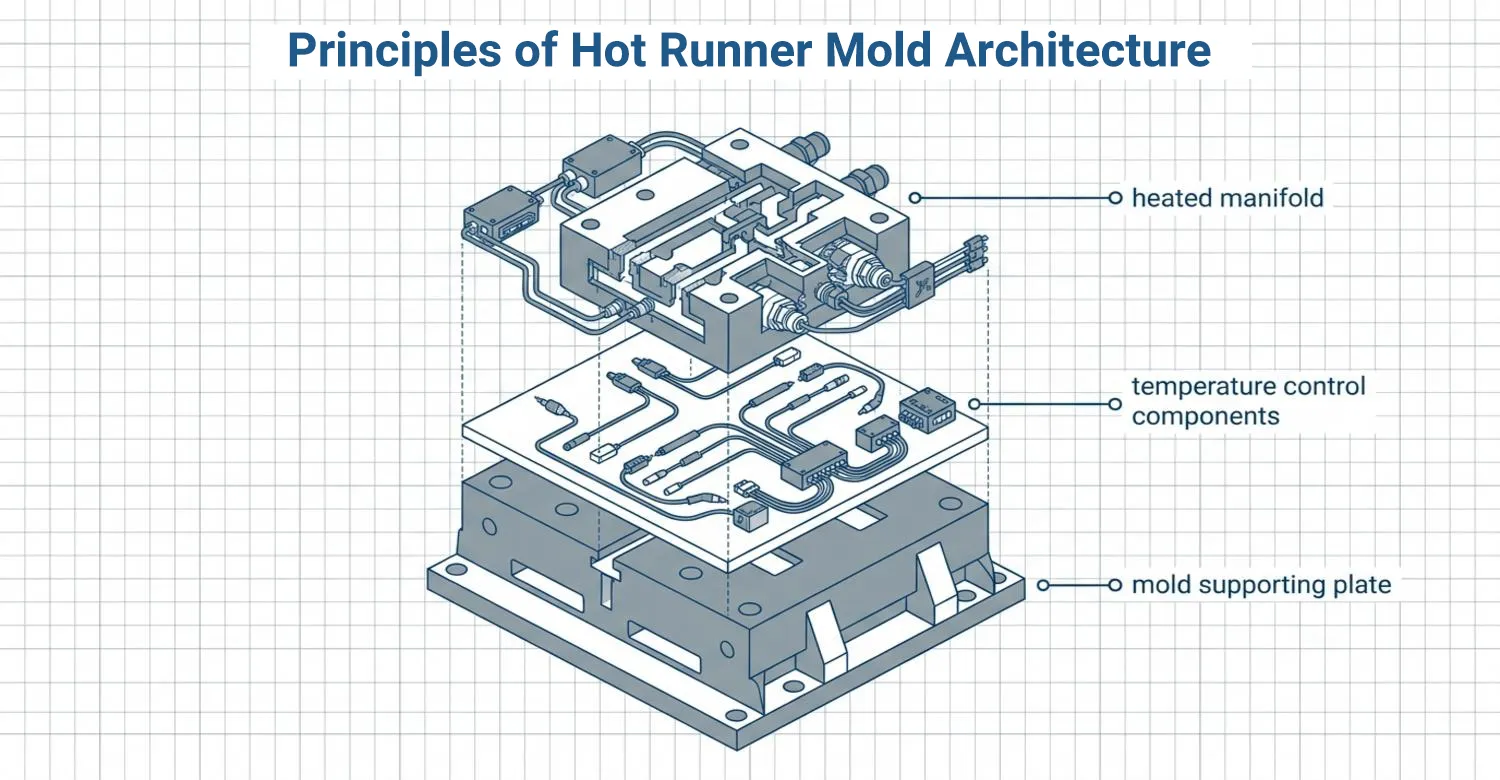
ホットランナー金型構造の原理
ノズル、加熱マニホールド、温度制御部品、金型支持プレートは、ホットランナーの主な構成部品です。これらはすべて、高温高圧の環境下で、何百万回もの成形サイクルの中で寸法的な柔軟性やずれを生じることなく、協力し合わなければなりません。 [1].
同じ部品重量、部品寸法、外観品質を得るためには、すべてのキャビティで流動バランスを取らなければならないため、マルチキャビティ・ホットランナー設計はさらに設計を複雑にする。左右非対称のレイアウトでは、ランナー形状やサーマルゾーニングの助けを借りて人工的にバランスを取る必要がありますが、左右対称のキャビティレイアウトでは、自然にバランスの取れたランナーシステムを実現することができます。.
マニホールド設計エンジニアリング
マニホールドはホットランナーシステムを分配面で支えるプラットフォームです。マニホールドの設計工学は、圧力損失、せん断発熱、および材料の滞留時間を最小限に抑えながら、すべてのノズルへの溶融物のスムーズな流れを実現することで機能する。流路の寸法、分岐の角度、および流路の距離は、すべてのキャビティでレオロジー条件が一定になるように設計されなければならない。 [2].
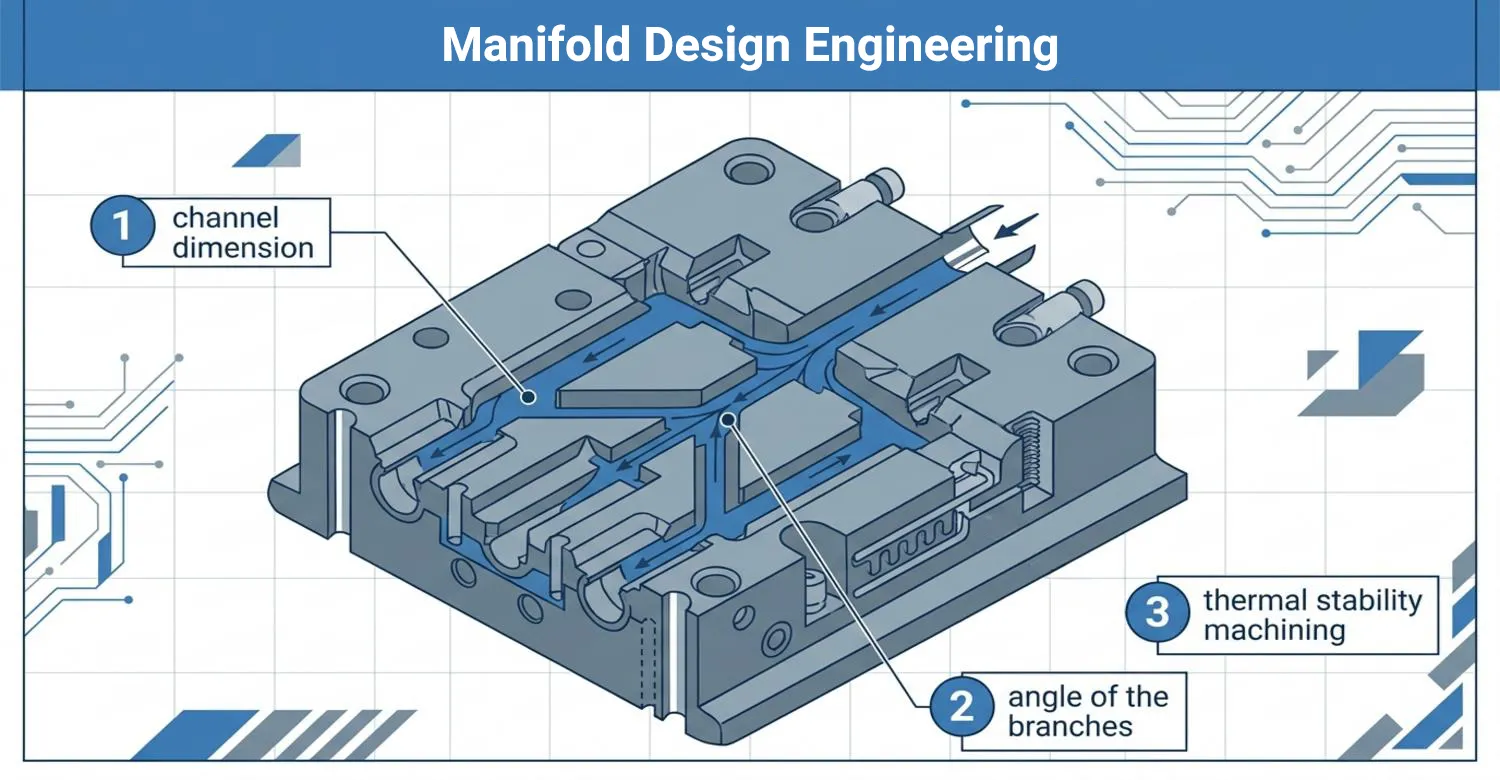
流量のバランス問題は、ホットランナーのマルチキャビティ金型設計の例では特に深刻である。製造されるバランスの取れたマニホールドは、精密な流路のサイジングと、場合によっては幾何学的な非対称性を克服するための局所的な温度調整によって成り立っており、高精度で熱安定性の高い機械加工が必要となる。.
熱流の均一性と長時間の信頼性は、通常、熱伝導率の高い工具鋼と熱疲労に対する耐熱性によってもたらされる。ヒーターと熱電対を組み合わせることで、適切な温度フィードバックが可能になります。.
ノズルとゲートのデザイン選択
ホットランナーシステムのゲート設計は、部品の品質、サイクルタイム、美観を左右する最も重要な変数の一つです。ホットランナー金型は、ポリマー、部品、厚さ、流路の長さ、美観に特化したゲート設計になるように構成する必要があります。バルブゲートはオープンゲートより複雑ですが、ゲートの開閉を正確に制御でき、例えば表面仕上げ、ゲートの残滓が少なく、シーケンシャルゲートなど充填方式の選択肢が広いという利点があります。.
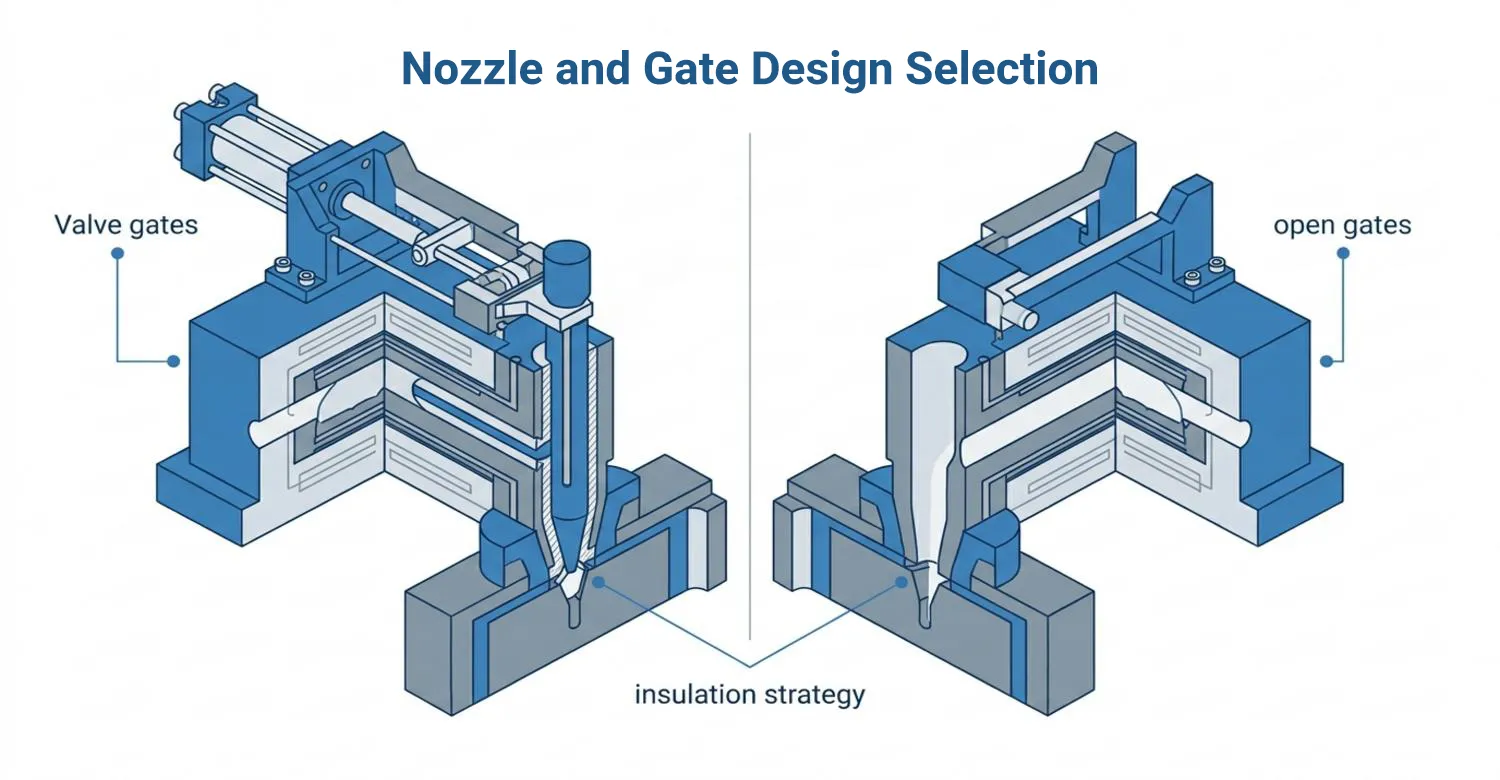
ノズルの設計は、マニホールドとゲート間の熱伝達が一定であることを保証するという意味で自由である。ゲート温度と応答性の安定性は、これらすべての要因に影響され、チップの形状、断熱戦略、接触圧力などが含まれます。 [3]. .医療部品のホットランナー金型設計のように高い精度が要求される場合、ゲートでのわずかな温度変化でも寸法や材料の劣化につながる可能性がある。そのため、ノズルとゲートシステムは独立した部品ではなく、一体として設計する必要がある。.
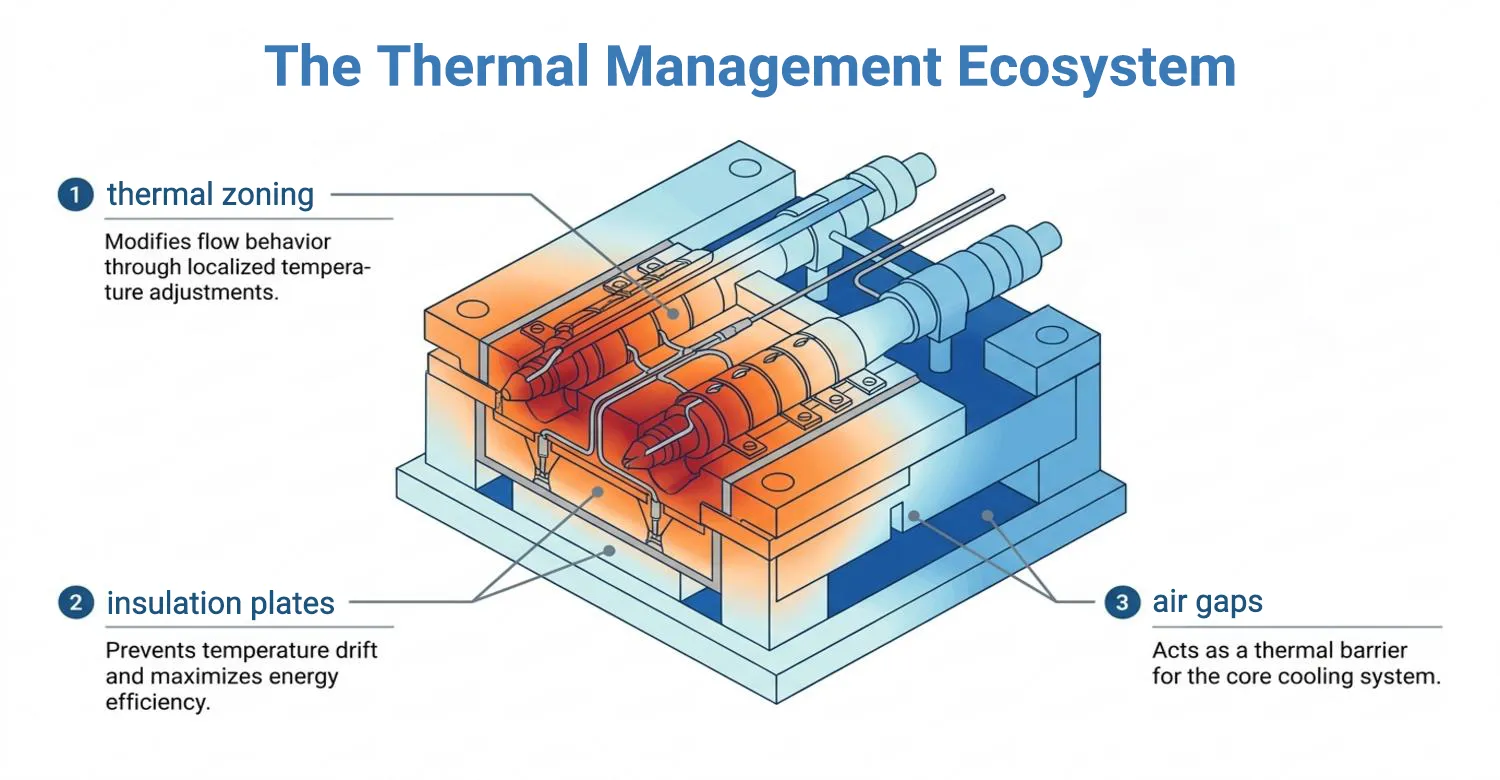
熱管理エコシステム
システムは、ポリマー溶融物をランナー内の溶融温度より高い温度に維持し、成形品の迅速かつ安定した冷却を実現しなければならない。このため、高度なヒーター、熱電対、断熱材、エアギャップ、冷却流路で構成される複雑な熱管理エコシステムが構築される。.
適切なサーマルゾーニングを使用した局所的な熱調整により、流動と材料挙動の均衡を修正します。制御されたエアスペースと断熱プレートにより、隣接するプレートへの熱損失の最小化、エネルギー効率の最大化、温度ドリフトの最小化が可能になります。一方、キャビティとコアの冷却システムは、成形品から熱を抽出することはできるが、ホットランナーシステムの熱安定性を妨げないように設計されなければならない。熱的隔離がないと、部品の重量が不均一になったり、サイクルが長引いたり、早期に空洞化したりします。.
複雑なアプリケーションのための高度な設計戦略
成形の使用要件が高まるにつれて、ホットランナー金型の設計は、反復性と再現性のある結果を保証するための高度な対策に依存します。シーケンシャルバルブゲーティングは通常、フローフロント制御、低いウェルドライン、内部応力を持つために、壁の薄い小型、大型、または化粧品部品に使用されます。特に、広い表面積と高い美観の要求があり、流れを制御する必要がある自動車用ホットランナー金型の設計に広く使用されています。.
自動車産業で使用されるホットランナーは、寸法や熱の変動がなく、連続的に作動する必要がある。 [4]. .同様に、ホットランナー金型設計の部品には、材料の純度、極めて狭い公差、法令遵守など、さらなる制約があります。医療用金型で採用されている解決策には、滞留時間の短縮、フローラインの研磨、材料の腐食や汚染の可能性を減らすための不必要な温度制御などがあります。.
設計におけるシミュレーションと解析
ホットランナーモールドの流動解析は、わずかなアンバランスが異種キャビティの品質に大きな変化をもたらす可能性のあるマルチキャビティモールドで特に役立っています。流動解析の他に、マニホールド内の温度分布や、熱膨張がシールやアライメントに与える影響を計算するために、熱シミュレーションや構造シミュレーションも行われます。このような解析により、エンジニアは、長期的な信頼性を損なう可能性のあるホットスポット、デッドゾーン、機械的ひずみを特定することができます。早い段階から設計プロセスにシミュレーションを導入することで、開発の可能性を減らし、試運転時間を短縮し、金型試験におけるファーストパス歩留まりを向上させることができます。.
製造性・保守性・長寿命設計(DFM/DFL)
ホットランナーシステムにおけるDFMは、部品形状に限定されるものではなく、金型アセンブリの残りの部分にも拡大されます。ホットランナーの製造可能性を考慮した設計(DFM)は、標準部品、製造可能性、精度、費用対効果の高い機械加工に重点を置いています。 [5]. .複雑すぎる設計は性能に付加価値を与えず、むしろリスク要因として作用し、リードタイムを増加させることは言うまでもない。.
寿命設計(DFL)は、メンテナンスの利便性、部品へのアクセス性、耐摩耗性、耐熱疲労性に重点を置いている。ヒーターと熱電対は、金型全体を粉々にすることなく簡単に交換でき、界面は熱サイクルを何度繰り返しても壊れないように覆われていなければなりません。大量生産におけるホットランナーのメンテナンスに関連するダウンタイム率は、非常にコストがかかる可能性があり、DFMとDFLの要素は、プロジェクト全般の成功にとってむしろ重要です。.
デザインプロセス:部品印刷から生産まで
ホットランナー金型の設計は、形状、公差、形状、機能要件を含む部品印刷の概要を読むことから始まります。この情報はキャビティレイアウト、ゲート戦略、ランナー構造に役立ちます。概念設計は、シミュレーションと設計レビューによって検証され、仮定を実証し、潜在的なリスクを特定します。.
設計が完了すると、それは具体的な装置となり、金型試験とプロセスの最適化を通じて微調整されます。厳格で反復可能な手順の下でのみ、ホットランナーシステムは、一定の品質と一貫したサイクルタイムを維持するために、実際の生産状況で意図した通りに機能することができる。.
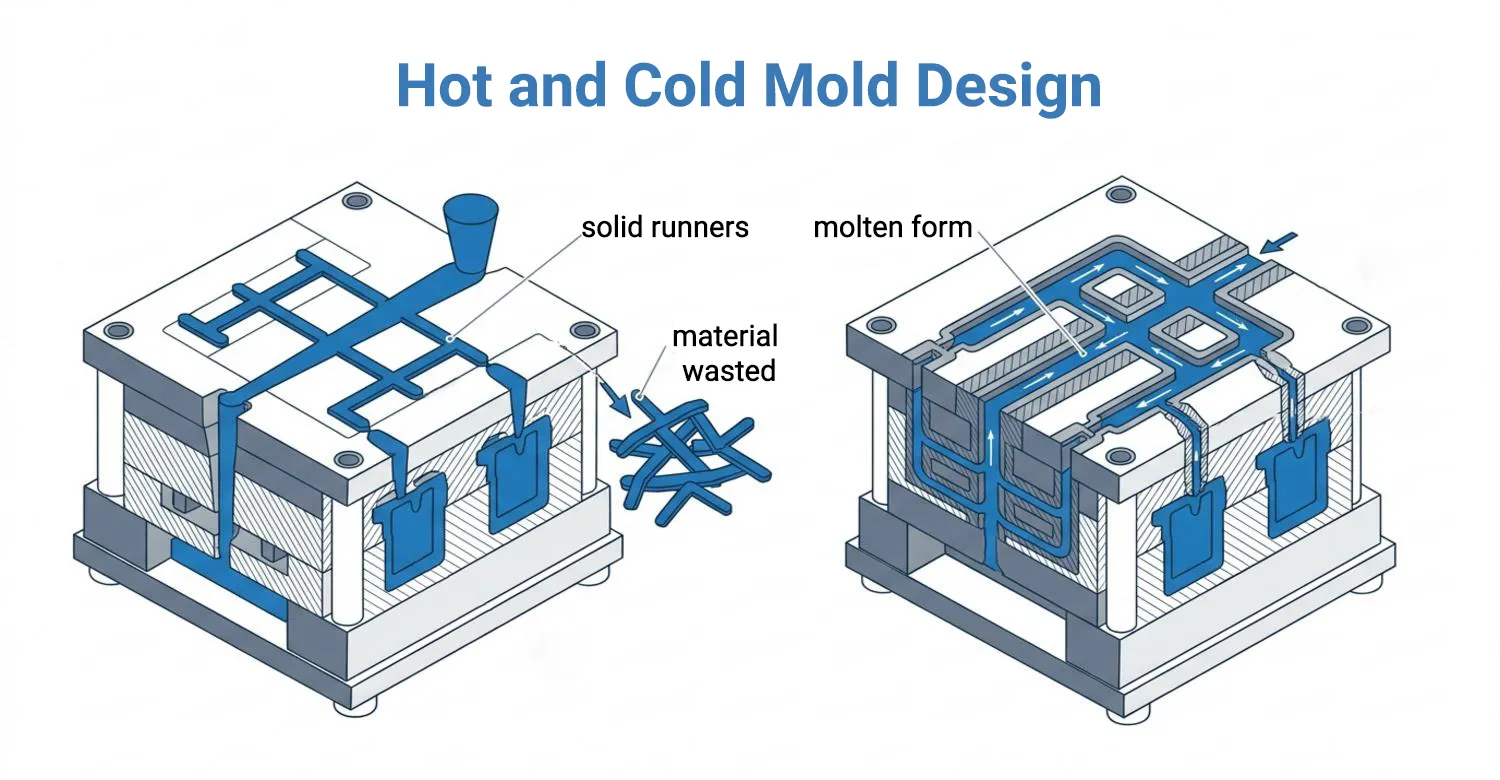
熱間金型設計と冷間金型設計の違い
冷間金型のランナーシステムは加熱されず、溶融状態のポリマーが成形品と一緒に固化する。固形ランナーは排出され、通常は再粉砕または廃棄されるため、冷間金型は機械的にそれほど難しくありません。一方、熱間金型の設計では、高温のマニホールドやノズルを利用して、ポリマーが溶融状態のまま高圧でゲートに押し込まれるようにするため、ランナーを固化させる必要がなく、大量の材料を無駄にすることもない。.
コア業務原則
冷間金型は、より基本的で堅牢な設計と技術であり、部品点数も少なく、熱制御の要件も少なくて済む。ランナーの寸法と配置は、特にマルチキャビティ金型では、材料の消費を抑えながら、適切な流動と活性を提供する方法で適切に構成する必要があります。エンジニアリングの複雑さを生むもう一つの領域は、熱間金型の設計であり、設計者は熱成長、温度の微調整、熱間と冷間の流れの分離に取り組まなければならない。この複雑さは、金型の初期費用を増加させるが、工程をより厳しく管理することを可能にし、大量生産の一貫性を向上させる。 [6].
設計の複雑さと初期コスト
部品の品質と作業効率への影響に見られる相違は、熱間金型と冷間金型の設計の特徴でもある。冷たい金型は、部品とランナーを冷却する必要があるため、サイクルタイムが長くなる可能性があります。一方、熱間金型は成形品を冷却するだけでよいため、サイクルタイムが短縮され、繰返し精度が向上し、パッキンやゲートのフリーズオフの制御が容易になります。バルブゲートのような高いゲーティングも、熱間金型システムでしか見られないもので、非常に要求の厳しいプロセスにおいて、より高い化粧品品質と流量制御を可能にします。.
部品の品質と生産効率への影響
最終的には、生産量、使用する材料のコスト、部品の複雑さ、要求される品質が、熱間金型と冷間金型の設計の決定を促します。 [7]. .冷間金型は、少量から中量のプログラムでは依然として効率的である。熱間金型設計が使用される理由は、通常、大量生産または高精度の圧力にあり、初期投資のコストを最小限に抑えるよりも、工程で無駄になる材料を減らし、サイクルを最小限に抑え、工程をより正確にするためである。前述のトレードオフにより、技術者は、金型設計の戦略に対する既存のアプローチの中から、技術的および商業的目標の両方の観点から最も適切なものを選択することができます。.
ホットランナーの設計ガイドラインと優れた生産性
優れたホットランナーの設計哲学は、長期的な観点から、システムを一緒に構築すること、手順の強さ、そして経済的な強さを目指しています。積極的な設計は、ランナーのレイアウト、ゲートの選択、熱制御、製造性の間の相関関係は、独立変数ではなく、相関変数であることを認識しています。設計においてこれらが相乗効果を発揮するとき、得られるのは、均一な加工、材料の無駄の削減、最高品質の部品をもたらす金型である。.
ホットランナーの金型設計は、それだけで最適化されることはなく、設計の所定の段階で全体設計が体系的に行われる。ホット・ランナーの流動解析はアーキテクチャー・プランニングを使って行われ、ホット・ランナーの詳細設計はDFMとより良いゲート・アプローチを使って知らされる。自動車製造や医療製造のような困難な分野に対するこのような全体的な認識こそが、最終的にエンジニアリングの厳密さをもたらし、製造を成功に導くのである。.
参考文献
[1] Tan, K. (2022, May 16). ホットランナーシステムの構造。. https://duytanmold.com/en/structure-of-hot-runner-system.html
[2] mhs (2025)。. ホットランナーの基本.
[3] プロヒート(2023年11月16日)。. ホットランナーノズルとは? https://www.proheatinc.com/blog/what-is-a-hot-runner-nozzle
[4] モールド・マスターズ(2025年)。. 自動車。. https://www.moldmasters.com/automotive
[5] バイオメリックス(2025年)。. 高品質成形品の鍵:適切なホットランナーシステム. https://biomerics.com/center-of-excellence/the-key-to-good-quality-molded-parts-a-proper-hot-runner-system/
[6] ナノプラス(2025年)。. コールドランナー対ホールドランナー成形システム。. https://nanomoldcoating.com/cold-runner-vs-hot-runner-molding-systems/
[7] Fictiv(2023年8月5日)。. ホットランナー金型とコールドランナー金型. https://www.fictiv.com/articles/hot-runner-vs-cold-runner-molds











