

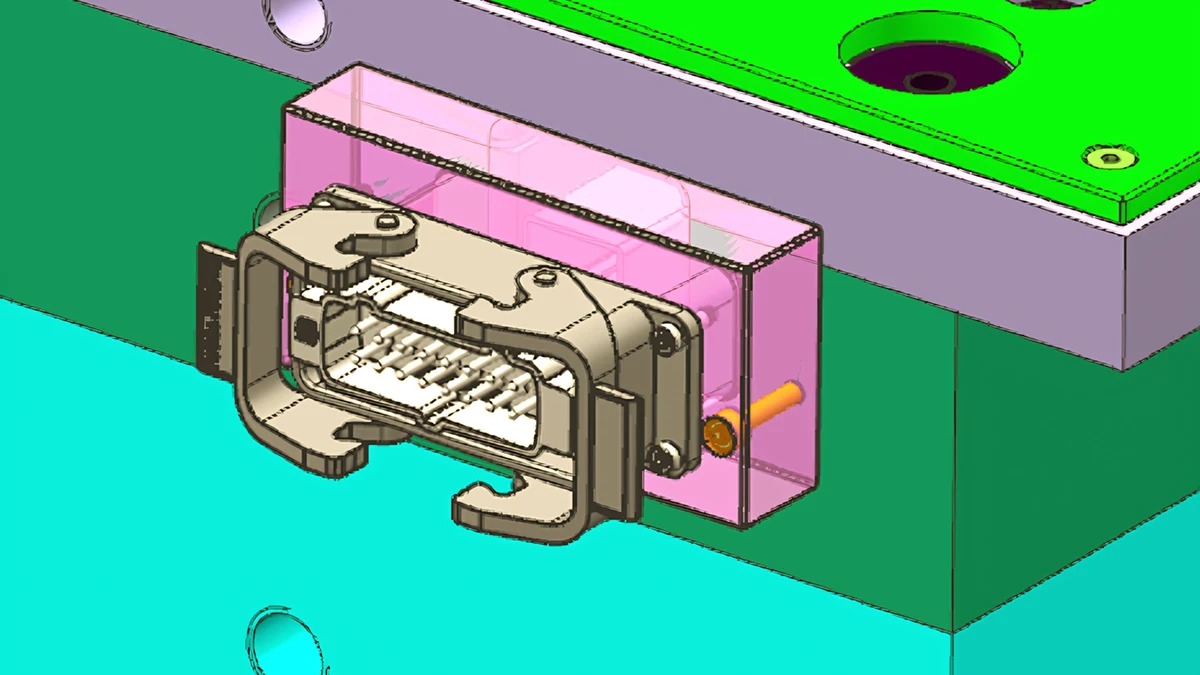
Uma das disciplinas científicas mais técnicas da engenharia de moldes de injeção é a conceção de moldes de canal quente. Num molde de canal quente, o polímero funde-se num estado térmico controlado e é contido pelos canais entre a unidade de injeção e a porta. Esta forma de arquitetura altera basicamente a conceção dos moldes, o plano de canais, o controlo térmico e o subsequente desempenho do molde. A conceção de um molde de canal quente deve aplicar adequadamente a abordagem de engenharia ao nível dos sistemas, no sentido em que integra o comportamento dos materiais, a mecânica do fluxo, o controlo térmico e a conceção da capacidade de fabrico.
Princípios da Arquitetura de Moldes de Câmara Quente
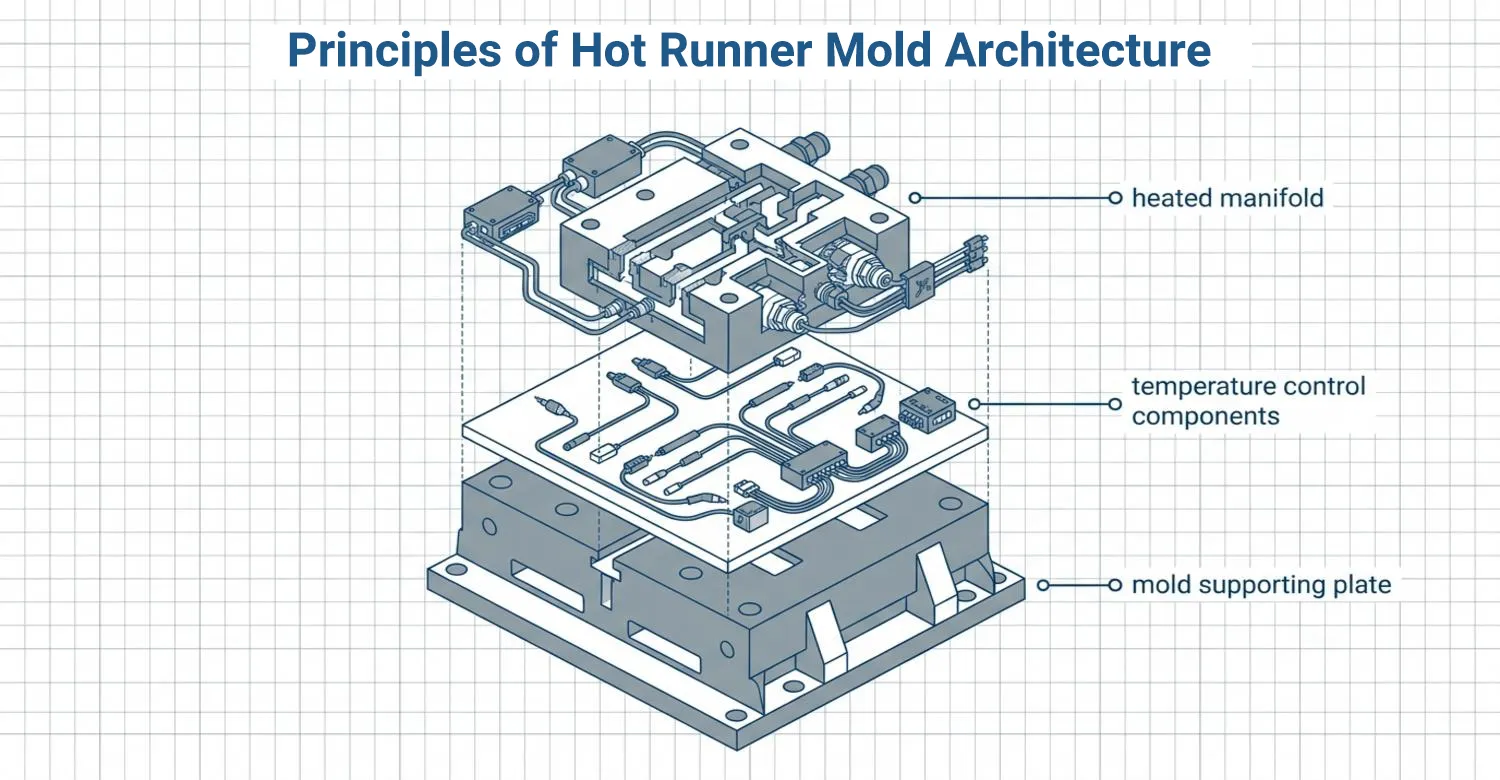
Os bicos, o coletor aquecido, os componentes de controlo da temperatura e a placa de suporte do molde são os principais componentes arquitectónicos da câmara quente. Todos eles têm de cooperar entre si sob alta temperatura e pressão no ambiente sem criar qualquer inflexibilidade dimensional e desalinhamento em milhões de ciclos de moldagem [1].
A conceção de canais quentes com múltiplas cavidades complica ainda mais o projeto, uma vez que deve haver um equilíbrio do fluxo em todas as cavidades para obter o mesmo peso, dimensão e qualidade cosmética da peça. As disposições simétricas das cavidades podem permitir um sistema de canais naturalmente equilibrado, ao contrário das disposições assimétricas que requerem um equilíbrio artificial com a ajuda da geometria do canal e da zonagem térmica.
Engenharia de conceção de colectores
O coletor é uma plataforma de suporte do sistema de canais quentes em termos de distribuição. A engenharia de projeto do coletor trabalha com a realização de um fluxo suave de fusão em todos os bicos com perdas mínimas de pressão, aquecimento por cisalhamento e tempo de residência do material. A conceção da dimensão do canal, o ângulo dos ramos e as distâncias dos caminhos de fluxo devem ser concebidos de forma a que as condições reológicas sejam constantes em todas as cavidades [2].
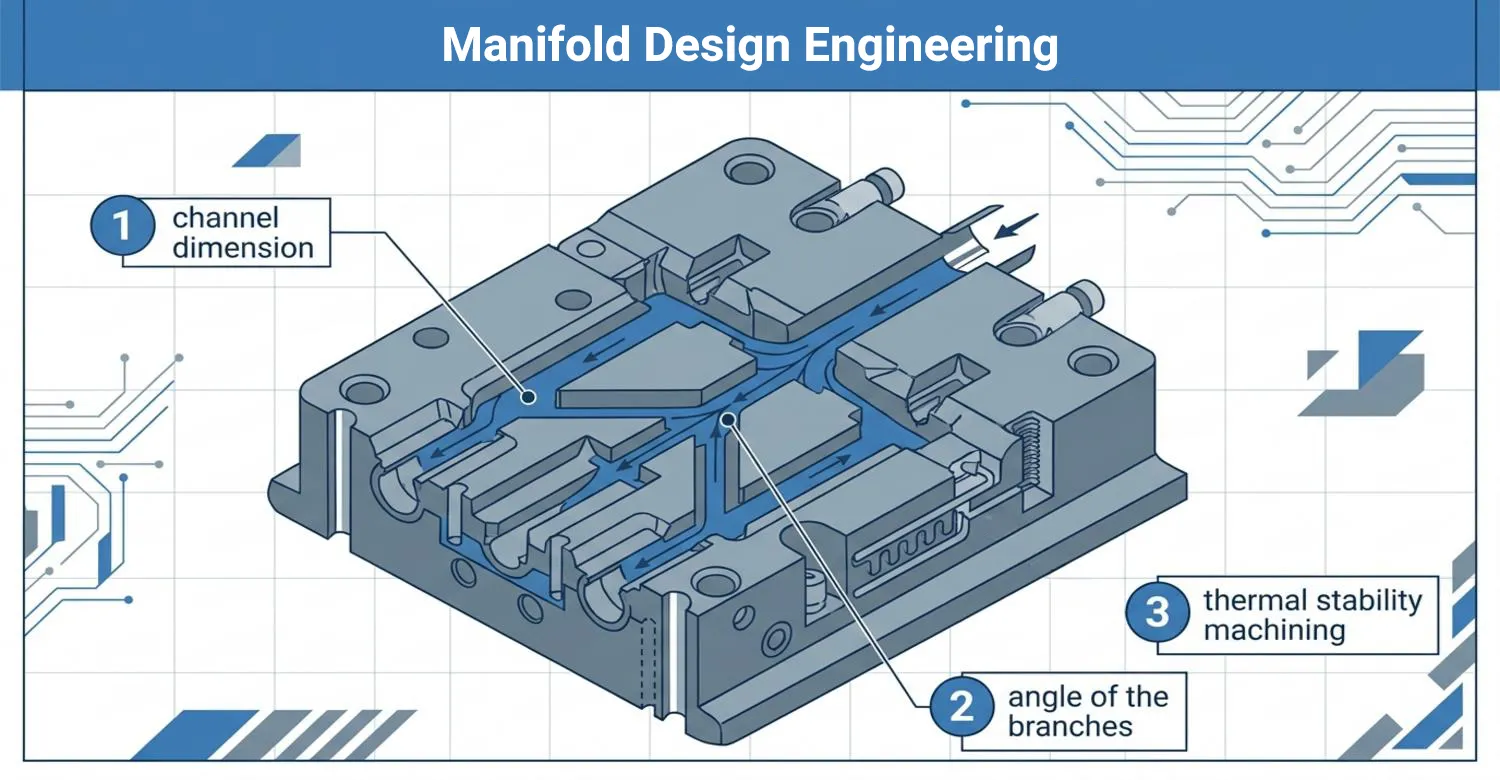
O problema do equilíbrio do caudal é particularmente grave no exemplo da conceção de moldes multi-cavidades para canais quentes. Os colectores equilibrados fabricados baseiam-se no dimensionamento preciso dos canais e, em alguns casos, na regulação localizada da temperatura para ultrapassar a assimetria geométrica, necessitando de maquinação de alta precisão e estabilidade térmica.
A uniformidade do fluxo de calor e a fiabilidade a longo prazo são normalmente proporcionadas por aços para ferramentas de elevada condutividade térmica e resistência à fadiga térmica. A combinação de aquecedores e termopares deve permitir um feedback adequado da temperatura.
Seleção do design do bocal e do portão
O design da porta do sistema de canal quente é uma das variáveis mais importantes que influenciam a qualidade das peças, o tempo de ciclo e o aspeto estético. Os moldes de canal quente devem ser configurados para terem designs de porta que sejam específicos para o polímero, as peças, a espessura, o comprimento do fluxo e a estética. Os portões de válvula são mais complicados do que os portões abertos, mas oferecem a vantagem de um controlo preciso sobre a abertura e o fecho do portão, por exemplo, sobre o acabamento da superfície, menos vestígios de portão e escolhas mais amplas de esquemas de enchimento, como o portão sequencial.
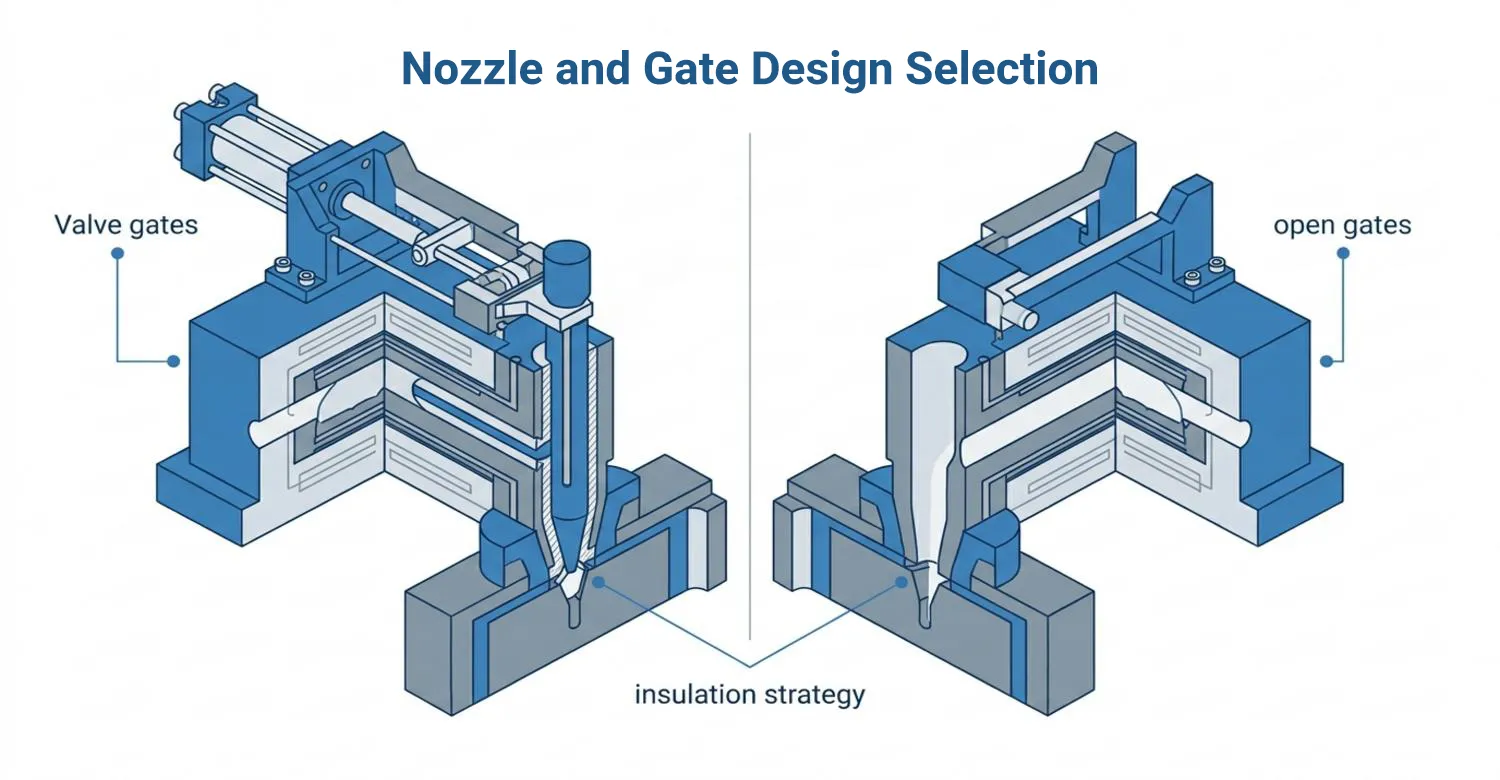
A conceção do bocal é livre no sentido de assegurar que a transferência térmica entre o coletor e a porta é constante. A estabilidade da temperatura da porta e a capacidade de resposta são afectadas por todos estes factores e incluem a geometria da ponta, a estratégia de isolamento e a pressão de contacto [3]. Quando é necessária uma elevada precisão, como no projeto de moldes de canal quente para peças médicas, mesmo a mais pequena alteração de temperatura na porta pode levar à degradação da dimensão ou do material. Este facto obrigaria a que os sistemas de bicos e de portas fossem concebidos como uma entidade e não como componentes independentes.
O ecossistema de gestão térmica
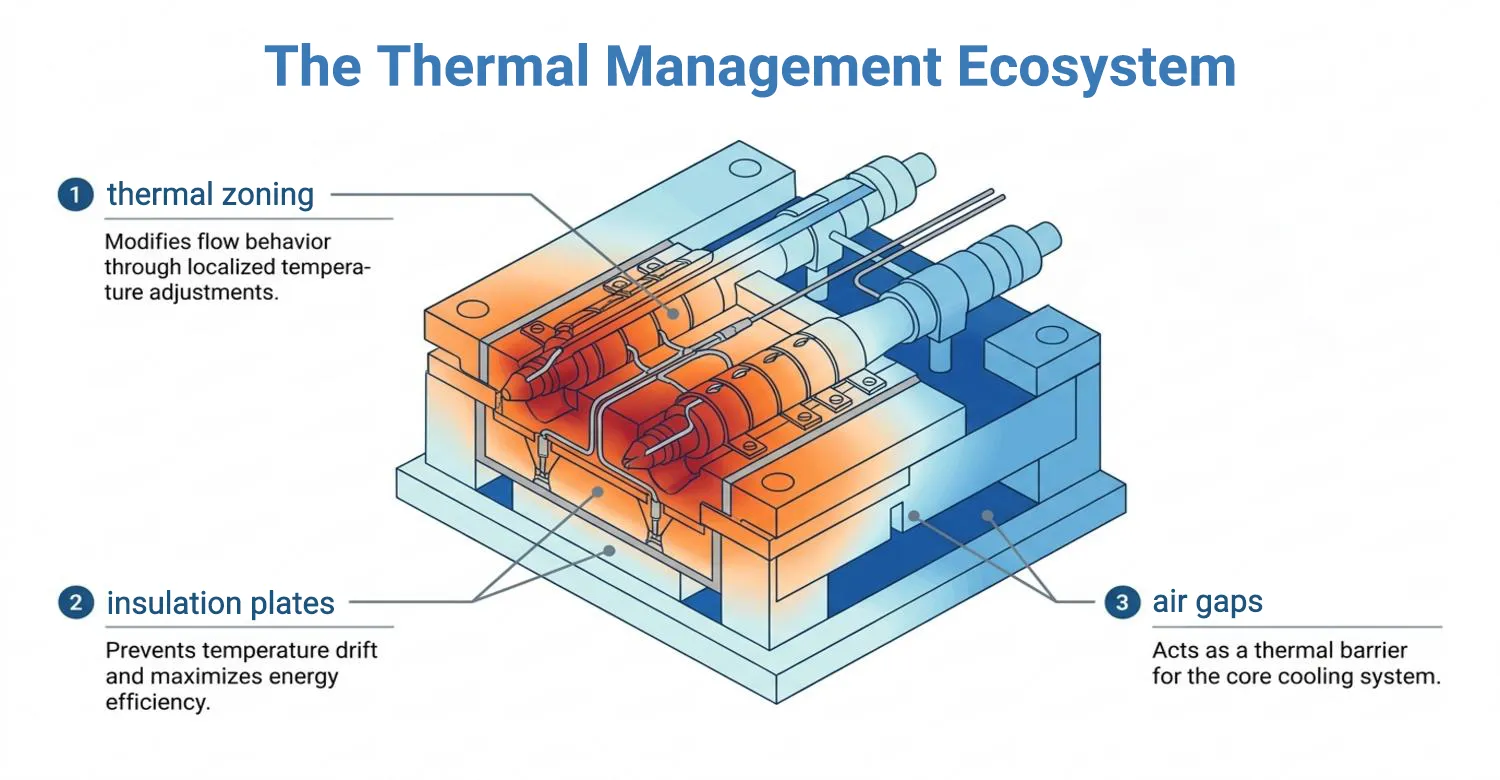
O sistema deve manter o polímero fundido a uma temperatura superior à sua temperatura de fusão no canal e também melhorar o arrefecimento rápido e consistente da peça moldada. Isto cria um ecossistema complexo de gestão térmica que inclui aquecedores sofisticados, termopares, isolamentos, intervalos de ar e canais de arrefecimento.
O ajuste térmico local utilizando o zoneamento térmico adequado fornece ajustes térmicos locais para modificar o fluxo e o equilíbrio do comportamento do material. Através do controlo do espaço de ar e das placas de isolamento, é possível minimizar a perda de calor para as placas vizinhas, obter a máxima eficiência energética e minimizar o desvio de temperatura. Entretanto, o sistema de arrefecimento da cavidade e do núcleo deve ser concebido de forma a ser capaz de extrair calor da peça moldada, mas sem interferir com a estabilidade térmica do sistema de canais quentes. A ausência de isolamento térmico pode ser descrita como pesos irregulares das peças, ciclos prolongados e esgotamento inoportuno.
Estratégias de conceção avançadas para aplicações complexas
À medida que os requisitos de utilização da moldagem aumentam, a conceção do molde de canal quente depende de medidas avançadas para garantir resultados repetitivos e reprodutíveis. A abertura sequencial de válvulas é normalmente utilizada em peças pequenas, grandes ou cosméticas com paredes finas, para controlar a frente de fluxo, reduzir as linhas de soldadura e a tensão interna. É particularmente utilizada no design automóvel de moldes de canal quente, onde as áreas de superfície extensas e os elevados requisitos estéticos exigem que o fluxo seja controlado.
Os canais quentes utilizados na indústria automóvel devem funcionar em modo contínuo, sem flutuações dimensionais e térmicas [4]. Da mesma forma, as peças que têm um design de molde de canal quente apresentam um conjunto adicional de limitações de pureza de um material, tolerâncias extremamente estreitas e conformidade legal. Algumas das soluções utilizadas pelos moldes médicos são tempos de residência reduzidos, linha de fluxo polida e controlo desnecessário da temperatura, de modo a reduzir a probabilidade de corrosão e contaminação do material.
Simulação e análise na conceção
A análise do fluxo do molde de canal quente tem sido particularmente útil em moldes de múltiplas cavidades, onde o mais pequeno desequilíbrio pode resultar em alterações significativas na qualidade de cavidades diferentes. Para além da análise do fluxo, são também utilizadas simulações térmicas e estruturais para calcular a distribuição da temperatura no coletor, bem como a influência da expansão térmica na vedação e no alinhamento. Estas análises podem ajudar os engenheiros a identificar potenciais pontos quentes, zonas mortas ou tensões mecânicas que podem comprometer a fiabilidade a longo prazo. Ao introduzir a simulação no processo de conceção na fase inicial, a probabilidade de desenvolvimento é reduzida, os tempos de colocação em funcionamento são reduzidos e o rendimento da primeira passagem é melhorado nos ensaios de moldes.
Conceção para a capacidade de fabrico, manutenção e longevidade (DFM/DFL)
O DFM em sistemas de canais quentes não se restringe à geometria da peça e é alargado ao resto do conjunto do molde. O design para a manufacturabilidade (DFM) de canais quentes centra-se em componentes padrão, manufacturabilidade, precisão e maquinação rentável [5]. As concepções demasiado complexas não acrescentam valor ao desempenho, mas funcionam antes como um fator de risco, para não falar do aumento do prazo de execução.
O design para a vida (DFL) centra-se na conveniência da manutenção, na acessibilidade das peças, no desgaste e na resistência à fadiga térmica. O aquecedor e os termopares devem ser fáceis de substituir sem partir todo o molde em pedaços, e as interfaces devem ser cobertas de forma a poderem ser submetidas a ciclos térmicos inúmeras vezes sem se partirem. As taxas de inatividade associadas à manutenção de canais quentes em grandes volumes de produção podem ser extremamente dispendiosas, e os factores DFM e DFL são bastante significativos para o sucesso de um projeto em geral.
Processo de design: Da impressão da peça à produção
O projeto de moldes de canal quente começa com uma leitura geral da impressão da peça que envolve geometria, tolerâncias, forma e requisitos funcionais. Esta informação é útil para a disposição das cavidades, estratégia de canais e arquitetura do canal. Os projectos conceptuais são verificados através de simulação e revisão do projeto para demonstrar os pressupostos e identificar os riscos potenciais.
Uma vez concluída a conceção, esta é transformada num dispositivo tangível e afinada através de ensaios de moldes e otimização de processos. Apenas sob um procedimento rigoroso e repetível, o sistema de canal quente poderá funcionar como pretendido em situações de produção reais, de modo a manter uma qualidade constante e um tempo de ciclo consistente.
A diferença entre a conceção de moldes a quente e a frio
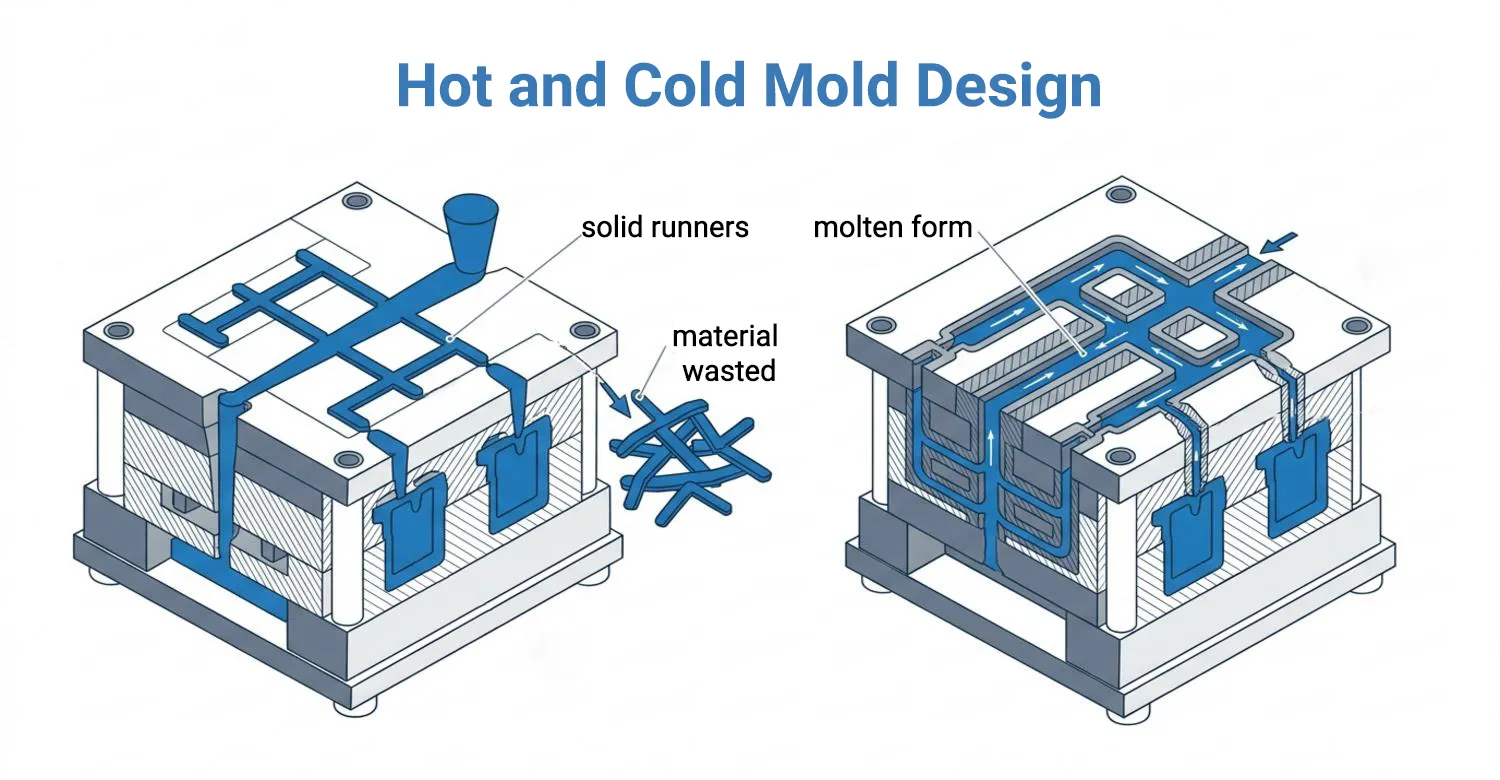
O sistema de canais do molde a frio não é aquecido, e o polímero em estado fundido solidifica-se juntamente com a peça que está a ser moldada. Os canais sólidos são ejectados e são normalmente moídos de novo ou eliminados, pelo que os moldes a frio não são tão difíceis de construir mecanicamente. A conceção de moldes quentes, por outro lado, utiliza colectores e bocais quentes para garantir que o polímero permanece na forma fundida à medida que é empurrado a alta pressão para a porta e elimina a necessidade de solidificar os canais, bem como deixa grandes quantidades de material desperdiçado.
Princípio operacional fundamental
Os moldes a frio são mais básicos e robustos na sua conceção e engenharia; são necessários menos componentes e menos requisitos de controlo térmico. As dimensões e a disposição das corrediças devem ser devidamente estruturadas de forma a oferecer um fluxo adequado, bem como um consumo moderado de material ativo, em especial nos moldes com múltiplas cavidades. Outra área que gera um ponto de complexidade de engenharia é o projeto do molde a quente, que obriga os projectistas a abordar o crescimento térmico, a graduação fina da temperatura e a separação entre o fluxo quente e o fluxo frio. Esta complexidade aumenta o custo inicial da ferramenta, mas permite um controlo mais rigoroso dos processos e proporciona uma melhor consistência à produção em grande volume [6].
Complexidade do projeto e custo inicial
A discrepância verificada no impacto sobre a qualidade das peças e a eficiência do trabalho também caracteriza a conceção de moldes quentes e frios. Os moldes a frio podem causar um tempo de ciclo mais longo devido à necessidade de arrefecer a peça e o canal. O tempo do ciclo também é minimizado devido à utilização de moldes quentes, bastando arrefecer a peça moldada, o que aumenta a repetibilidade e um maior controlo sobre o enchimento e o congelamento da comporta. A utilização de portas mais altas, como as portas de válvulas, também só se encontra nos sistemas de moldes quentes e permite uma melhor qualidade dos cosméticos e o controlo do fluxo em processos extremamente exigentes.
Impacto na qualidade das peças e na eficiência da produção
Em última análise, o volume de produção, o custo do material a ser utilizado, a complexidade da peça e a qualidade exigida levam à decisão de conceber um molde a quente ou a frio [7]. Os moldes frios permanecem eficientes em programas de baixo a médio volume. A razão pela qual o projeto de molde a quente é utilizado é normalmente em pressões de elevado volume ou de elevada precisão, em que se desperdiça menos material no processo, os ciclos são minimizados e o processo é mais preciso, em vez de minimizar o custo do investimento inicial. Os compromissos acima mencionados permitem aos engenheiros selecionar, entre as abordagens existentes para a estratégia de conceção de moldes, aquela que seria mais adequada em termos de objectivos técnicos e comerciais.
Diretrizes de conceção de canais quentes e excelência na produção
Uma excelente filosofia de conceção de canais quentes tem como objetivo a construção conjunta do sistema, a força do procedimento e a força financeira a longo prazo. Os projectos activos compreendem que a correlação entre a disposição dos canais, a escolha das comportas, o controlo térmico e a capacidade de fabrico não é uma variável independente, mas sim uma variável correlacionada. Quando estas são sinergizadas no projeto, o que se obtém é um molde que proporciona um processamento uniforme, reduz o desperdício de material e peças da mais alta qualidade.
A conceção do molde do canal quente nunca é optimizada por si só, mas toda a conceção é realizada sistematicamente numa determinada fase do projeto. Uma vez que a análise do fluxo dos canais quentes seria realizada utilizando o planeamento arquitetónico e que o pormenor dos canais quentes seria informado utilizando o DFM e uma melhor abordagem de gating, cada uma das decisões será informada pela outra. Esta perceção holística dos sectores difíceis, como a produção automóvel e médica, é o que, em última análise, resultaria num rigor de engenharia que tornaria a produção um sucesso.
Referências
[1] Tan, K. (2022, 16 de maio). Estrutura do sistema de canal quente. https://duytanmold.com/en/structure-of-hot-runner-system.html
[2] MHS (2025). Fundamentos do Hot Runner.
[3] Proheat (2023, 16 de novembro). O que é um bocal de câmara quente? https://www.proheatinc.com/blog/what-is-a-hot-runner-nozzle
[4] Mestres de moldes (2025). Automóvel. https://www.moldmasters.com/automotive
[5] Biomerics (2025). A chave para peças moldadas de boa qualidade: Sistema de câmara quente adequado. https://biomerics.com/center-of-excellence/the-key-to-good-quality-molded-parts-a-proper-hot-runner-system/
[6] Nanoplas (2025). Sistemas de moldagem de canais frios versus sistemas de moldagem de canais de espera. https://nanomoldcoating.com/cold-runner-vs-hot-runner-molding-systems/
[7] Fictiv (2023, 5 de agosto). Moldes de canal quente versus moldes de canal frio. https://www.fictiv.com/articles/hot-runner-vs-cold-runner-molds











