
Das Spritzgießen ist ein obligatorisches Verfahren bei der Herstellung von Kunststoffteilen. Die Frage, ob der Heiß- oder der Kaltkanal verwendet werden soll, ist eine der Optionen, mit denen die Hersteller konfrontiert werden, und diese Entscheidung wirkt sich direkt auf die Materialeffizienz und die Schönheit der Teile aus, Werkzeugkosten, Die Entscheidung für ein Kufensystem ist somit keine technische, sondern eine strategische Entscheidung. Die Entscheidung, welches Kanalsystem verwendet werden soll, ist also keine technische, sondern eine strategische Entscheidung. Der Artikel geht detailliert auf die Funktionsprinzipien von Kalt- und Heißkanalsystemen ein und gibt praktische Hinweise, wann der Einsatz eines der beiden Systeme sinnvoll ist.
Grundlegende Prinzipien und Mechanismen der Funktionsweise
Was ist ein Kaltkanalsystem?
Ein Kaltkanalsystem basiert auf dem Zwei- oder Drei-Platten-Verfahren, bei dem der geschmolzene Kunststoff durch den Anguss und das Kanalsystem in die Form gespritzt wird. Bei diesem System werden die Angusskanäle und der Anguss nicht beheizt. Nach Abschluss des Einspritz- und Verpackungsvorgangs erstarren Formteil und Anguss und werden getrennt. Der Anguss leitet die fließende Kunststoffschmelze, die aus der Einspritzdüse in die Form gepresst wird, und besteht aus einer Buchse, die an der Düse befestigt ist [1]. Um das Abfallaufkommen zu verringern und dennoch die Anforderungen an die vollständige Füllung des Hohlraums zu erfüllen, Kaltkanal-Angüsse werden mit einem kleineren Durchmesser hergestellt, der einen ausreichenden Packungsdruck ermöglicht. Der Angusskanal leitet den geschmolzenen Inhalt des Angusses zum Anschnitt, der die letzte und kleine Öffnung ist, durch die der Kunststoff in den Behälter fließt. Hohlraum of die Form.
Bei einer Zwei-Platten-Konstruktion befinden sich der Anguss, der Angusskanal, der Anschnitt und die Kavität auf der gleichen Seite des Werkzeugs. Bei einer Drei-Platten-Konstruktion trennt eine Anguss-Schiebeplatte den Anguss und das Formteil. Drei-Platten-Systeme sind teurer und haben längere Zyklen, werden aber normalerweise verwendet, wenn Ästhetik und Qualität wichtig sind. [2]. Typischerweise haben Kaltkanalsysteme keine Temperaturregelung, erzeugen viel Ausschuss, haben keine Automatisierungsoption, müssen nachgeschliffen werden und haben nur wenige Komponenten.
Was ist ein Heißkanalsystem?
Im Vergleich dazu verwendet ein Heißkanalsystem einen heißen Verteiler und Düsen, um geschmolzenen Kunststoff in den Formhohlraum zu drücken. Das Hauptmerkmal dieses Systems ist, dass kein kalter Anguss oder verfestigter Angusskanal benötigt wird. Heißkanalsysteme können verwendet werden, um die Mängel in Teilen sowie zur Verbesserung der Oberflächengüte [3]. Das System besteht aus einem beheizten Verteiler, in den der fließende Kunststoff geleitet wird, elektrischen Düsen, mit denen das Material in die Kavität eingespritzt wird, und Temperaturreglern, die unabhängige Heizbereiche steuern.
Je nach Bauteilanforderungen sind verschiedene Heißkanalkonstruktionen möglich. Heißspitzen- oder Punktanschnittsysteme werden normalerweise für kleine Teile verwendet und haben eine kleine Anschnittfläche. Angussverschlusssysteme hinterlassen eine Miniatur auf dem kleinsten Teil/Fließkanal. Der Mechanismus wird durch ein Nadelverschlusssystem gesteuert, das den Anschnitt mit minimalen oder gar keinen Rückständen öffnet und eine Durchflussregelung bietet. [4]. Vor allem diese Eigenschaften machen Nadelverschluss-Heißkanäle besonders geeignet für hochpräzise oder optisch anspruchsvolle Anwendungen.
Tipps: Vielleicht interessiert Sie auch ein spezieller Artikel mit einer umfassenderen Aufschlüsselung zusätzlicher Anschnittarten beim Spritzgießen und Heißkanalanwendung im Spritzgießverfahren.
Vergleichende Analyse von Kopf zu Kopf
Bei einem direkten Vergleich zwischen Heiß- und Kaltkanälen kann man feststellen, dass es mehrere Unterschiede in der Funktionsweise gibt. Bei Heißkanalsystemen gibt es nur minimalen Abfall, während bei Kaltkanalsystemen eine übermäßige Menge an Ausschuss anfällt. Heißkanalsysteme sind anfangs teurer in der Anschaffung, aber auf lange Sicht weniger kostspielig. Kaltkanalsysteme sind in der Regel anfangs kostengünstig, haben aber wiederkehrende Kosten für Abfall und Nachschleifen.
Die Heißkanalsysteme sind in der Regel für größere Produktionsmengen und komplexere Konstruktionen geeignet, erfordern aber auch einen höheren Wartungsaufwand. Die beliebteren Heißkanalsysteme eignen sich eher für kleine bis mittlere Produktionsmengen, während Kaltkanalsysteme einfacher zu warten sind. Die Betrachtung der Zykluszeit hängt von der jeweiligen Anwendung ab; die Gesamtzykluszeit kann jedoch durch Heißkanäle eingespart werden, da die Zeit für die Abkühlung der Kanäle eingespart wird; bei Kaltkanälen wird eine längere Zeit für die Abkühlung des Teils und des Kanals benötigt.
| Kriterien | Heißer Läufer | Cold Runner |
|---|---|---|
| Materialabfälle | Minimal | Hoch |
| Zykluszeit | Hoch | Niedrig |
| Vorabkosten | Hoch | Niedrig |
| Zykluszeit | Hoch | Niedrig |
| Entwurfskomplexität | Hoch | Mittel |
| Wartung | Hoch | Niedrig |
| Produktionsvolumen | Hoch | Mittel bis niedrig |
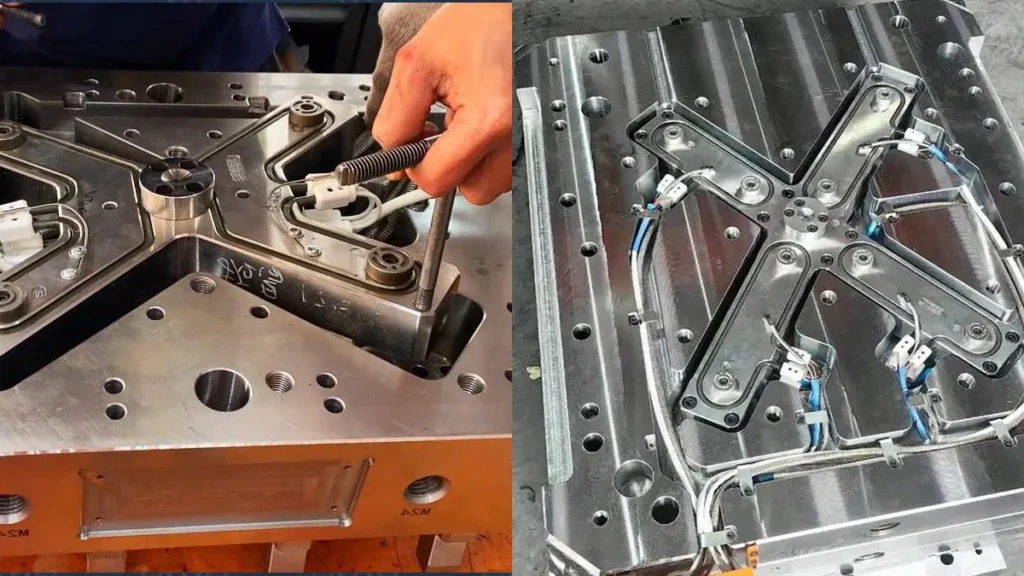
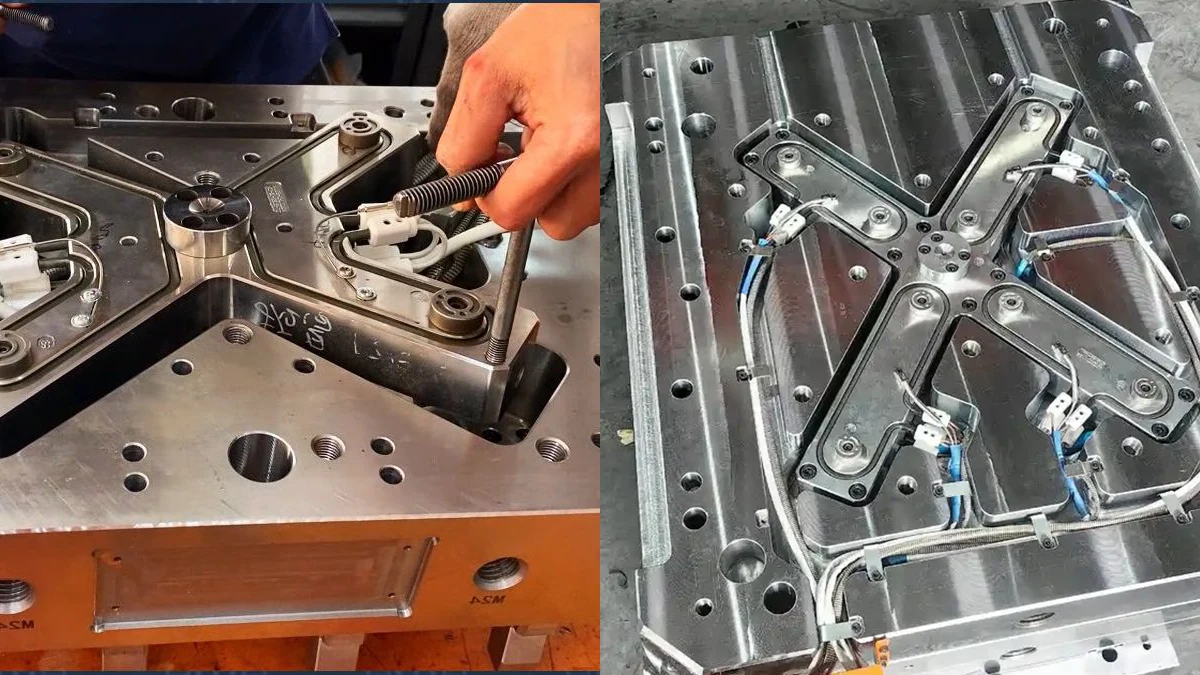
Kalt- und Heißkanalsysteme - Überblick und Nachteile.
Was sind die Vorzüge eines Kaltkanalsystems?
Kaltkanalsysteme haben eine Reihe von Vorteilen. Durch ihren Barebone-Charakter sind sie kosteneffizient in Bezug auf Werkzeug- und Betriebskosten und daher hilfreich bei der Inbetriebnahme, Kleinserienfertigung und Prototypenherstellung [5]. Kaltkanäle eignen sich auch für thermisch empfindliche Materialien, die bei hohen Temperaturen leicht verderben, da sie keinen Kontakt mit beheizten Verteilern haben. Darüber hinaus führt ihre mechanische Einfachheit zu einem geringeren Wartungsaufwand und technischen Risiko.
Was sind die Nachteile eines Kaltkanalsystems?
Kaltkanalsysteme haben jedoch gravierende Nachteile. Sie produzieren viel Abfall in Form von Materialien, was bei einer Großserienproduktion sehr kostspielig sein kann. Längere Zykluszeiten sind erforderlich, da der Anguss am Ende jedes Zyklus gekühlt und verfestigt werden muss. Einige sekundäre Prozesse, wie z. B. das Entfernen von Läufern, Nachschleifen und Entsorgen, könnten erforderlich sein und den Arbeitsaufwand noch weiter erhöhen. Darüber hinaus kann dies die Konsistenz von Teil zu Teil beeinflussen, wenn das Teil als die zu formende Komponente ausgestoßen wird.
Was sind die Vorzüge eines Heißkanalsystems?
Offensichtliche Vorteile von Heißkanalsystemen liegen in der Materialeffizienz, da in diesem Fall kaum Anguss anfällt. Dies macht sie besonders hilfreich bei sehr kostspieligen technischen Kunststoffkanälen. Heißkanalsysteme erhöhen die Zykluszeit, die Qualität des Teils und die Gesamteffizienz der Anlage, da die Notwendigkeit einer Kühlung des Kanals im Zyklus entfällt. [6]. Die vorbildliche Wiederholbarkeit der Schmelzetemperatur garantiert eine hohe Dimensionsstabilität und Oberflächengüte, bis geringe Einspritzkräfte die Werkzeugbelastung reduzieren und saubere Teile hinterlassen. Heißkanalsysteme können auch anspruchsvollere Formen verarbeiten, wie Familienformen, Mehrkavitätenformen und ermöglichen außerdem eine maximale Automatisierung durch den Wegfall von Kufen.
Was sind die Nachteile eines Heißkanalsystems?
Trotz dieser Vorteile gibt es bei Heißkanalsystemen auch Schwierigkeiten. Sie erfordern ein höheres Startkapital und technisches Know-how für die Konstruktion, die Installation und den Betrieb. Ein Konstruktions- oder thermischer Fehler kann zum Auftreten von Defekten oder Temperaturungleichgewichten führen. Es erfordert einen höheren Wartungsaufwand, der zu Ausfallzeiten führen kann, wenn er nicht gut gehandhabt wird. Darüber hinaus können nicht alle thermisch empfindlichen Polymere mit Heißkanälen verwendet werden, da sie bei hohen Temperaturen nicht abbaubar sind.
Technische Designkomplexität
Die Installation und Konstruktion der Heißkanalsysteme ist komplex. Die Hersteller müssen qualifizierte Fachleute damit beauftragen, Prototypen zu entwickeln, die den Werkstoffen, der Teilegeometrie und den Produktionsanforderungen entsprechen. Sie können nicht einfach auf Lösungen von der Stange zurückgreifen. Auch die Beheizung spielt eine wichtige Rolle. Um einen kontinuierlichen Fluss und die Qualität des Produkts zu gewährleisten, müssen Verteiler und Düsen gleichmäßig beheizt werden.
Auch die Wartungskosten und der Energieverbrauch sollten berücksichtigt werden, insbesondere bei Systemen, die lange Produktionszyklen durchlaufen. Die wichtigsten Elemente zur Minimierung von Ausfallzeiten sind qualitativ hochwertige Teile. Die Art des Anschnitts ist für die Ästhetik und die Funktion des Teils von Bedeutung, wobei sich Nadelverschlüsse eher für große oder mehrfach angespritzte Teile und Heißkanalsysteme eher für kleinere Teile eignen. Um die Zykluszeit zu minimieren, werden die Faktoren Heizen und Kühlen sowie Einspritzen ausgeglichen, um sicherzustellen, dass die unangemessen langen Produktionszyklen beseitigt werden.
Kaltkanalsysteme sollten angemessen dimensioniert sein, da entweder zu große oder zu kleine Systeme zu Ineffizienz, mangelndem Druck oder übermäßigem Abfall führen können. Die Kompatibilität der Materialien und die Temperatur sollten berücksichtigt werden, um eine Zersetzung des Polymers während der Verarbeitung zu verhindern. Das System sollte über ein angemessenes Mahlgutmanagement verfügen, da bei Kaltkanälen Abfälle anfallen. Die Ergebnisse der Angüsse sind in Bezug auf die Entlüftungszeit, die Zykluszeit und die Qualität der Anschnitte zu bewerten, insbesondere bei Teilen mit komplizierten Geometrien, so dass die Verwendung von Mehrfachanschnitten von Vorteil sein kann.
Die Analyse der Gesamtbetriebskosten (Cost of Ownership)
Obwohl die Heißkanalsysteme kurzfristig teurer sind, was die Werkzeuge und die Wartung angeht, werden die Gesamtbetriebskosten durch eine Vielzahl von Faktoren bestimmt. Heißkanalsysteme sind zeitsparende Werkzeuge, die den Materialverbrauch (z. B. Verschnitt) reduzieren, den Personalaufwand durch Automatisierung verringern und die Zykluszeit mit Hilfe einer hochwertigen Wärmeregelung verkürzen. Sie stellen außerdem qualitativ hochwertige Teile her, was sowohl bei der Herstellung von Prototypen als auch bei der kommerziellen Produktion wichtig ist. Obwohl Kaltkanalsysteme in der Anschaffung und im Unterhalt kostengünstiger sind, haben sie den Nachteil, dass sie Materialverluste, Nachschleifen, zusätzliches Personal und längere Zykluszeiten mit sich bringen. Daher sind Kaltkanäle auch bei der Produktion von Klein- oder Kleinserien billiger, aber bei der Produktion von Großserien und komplexen Teilen sind Heißkanäle auf lange Sicht billiger.
Materialspezifische Anleitungen
Die Auswahl der Werkstoffe hängt in hohem Maße von der Wahl des Verteilersystems ab. Polymere wie Polyethylen, Polystyrol und Polypropylen sind thermisch stabile Polymere, die sich besser für Heißkanalsysteme eignen, da sie längere Zeit bei hohen Temperaturen arbeiten können, ohne sich zu zersetzen. Andererseits sind hoch wärmeempfindliche Materialien wie flammhemmende Harze, ABS, POM, glasgefüllte Kunststoffe, PVC und bestimmte Spezialmaterialien in der Regel für Kaltkanalsysteme geeignet.
Wann werden Kaltkanäle und wann Heißkanäle verwendet?
Die Kaltkanäle eignen sich am besten für die Produktion kleiner bis mittlerer Stückzahlen, für die Herstellung von Prototypen, für häufige Material- oder Farbwechsel, für kostensensible Produktionen und für die Verwendung wärmeempfindlicher Kunststoffe. [7]. In der Großserienfertigung, bei hochleistungsfähigen oder teuren Werkstoffen, bei hoher Maßgenauigkeit, bei Mehrkavitäten- oder Familienwerkzeugen und bei hochautomatisierter Fertigung sind Heißkanalsysteme überlegen. Letztendlich müssen sich die Hersteller nicht für ein System entscheiden, denn jedes hat seine spezifischen Einsatzmöglichkeiten.
Der Entscheidungsfindungsrahmen.
Heiß- und Kaltkanalsysteme sind ein Kompromiss zwischen dem Produktionsvolumen, der Anfangsinvestition, der Komplexität des Designs und dem Reifegrad. Heißkanalsysteme werden für die Produktion hoher Stückzahlen und komplizierter Teileformen empfohlen, während Kaltkanalsysteme für Anwendungen mit geringem Budget und einfache Anwendungen geeignet sind. Heißkanalsysteme bieten zusätzliche Kontrolle, Automatisierungsmöglichkeiten und Konsistenz und lassen sich daher sehr gut in der hochtechnologischen Fertigung einsetzen.
Schlussfolgerung
Die Frage, welches System, das Heißkanalsystem oder das Kaltkanalsystem, besser ist, ist nicht allumfassend. Die Entscheidung basiert lediglich auf den Produktionsanforderungen, der Materialauswahl, der Komplexität der Teile und den langfristig anfallenden Kosten. Es wird auch vorgeschlagen, dass die Hersteller sich mit Fachleuten aus dem Werkzeug- und Formenbau beraten sollten, um ein dauerhaftes, energieeffizientes und zweckmäßiges Verteilersystem zu finden, das mit den betrieblichen Zielen übereinstimmt.
Referenzen
[1] Lechner, L. (2022, 12. Oktober). Grundlagen des Spritzgießens: Kaltkanalsysteme. https://www.echosupply.com/blog/injection-molding-basics-cold-runner-systems/
[2] Peng, F. (2022, 17. Oktober). Heißkanal vs. Kaltkanalspritzguss: Die wichtigsten Unterschiede, die Sie kennen müssen. https://www.rapiddirect.com/blog/hot-runner-vs-cold-runner-injection-mold/
[3] Naum, K. & Conninf, M. (2025, November 2025). Überblick über Heißkanal-Spritzgießsysteme. https://www.xometry.com/resources/injection-molding/overview-of-hot-running-injection-molding-system/
[4] NwmCadmin (2019, August 26). An Introduction to Hot Runner Systems In Injection Molding. https://rexplastics.com/plastic-injection-molding/introduction-hot-runner-systems-injection-molding/
[5] Richfields (2022, 9. August). Die 3 Vorteile von Kaltkanälen beim Spritzgießen. https://richfieldsplastics.com/blog/advantages-of-cold-runner-injection-molding/
[6] Hitcontrols (2025). Heißkanalsysteme: Vorteile und Nachteile. https://www.hitcontrols.com/hot-runner-system-advantages-and-disadvantages/
[7] Bozelli, J. (2024, 29. Dezember). Spritzgießen: Eine andere Art, mit Regenerat umzugehen. https://www.ptonline.com/articles/injection-molding-another-way-to-deal-with-regrind














