
除了 模座 前面提到的另一个关键问题是 注塑模组件 是进料系统。
供料系统(进料系统)又称流道系统,将熔融塑料从注塑机的喷嘴导入注塑模具。 模腔.其作用是确保顺利有序地填充型腔,并在填充和凝固过程中传递注射压力,以获得结构良好的塑料零件。
一般来说,采用传统进料系统的模具也被称为冷流道模具,但很少有明确的叫法。
供料系统的组件和功能
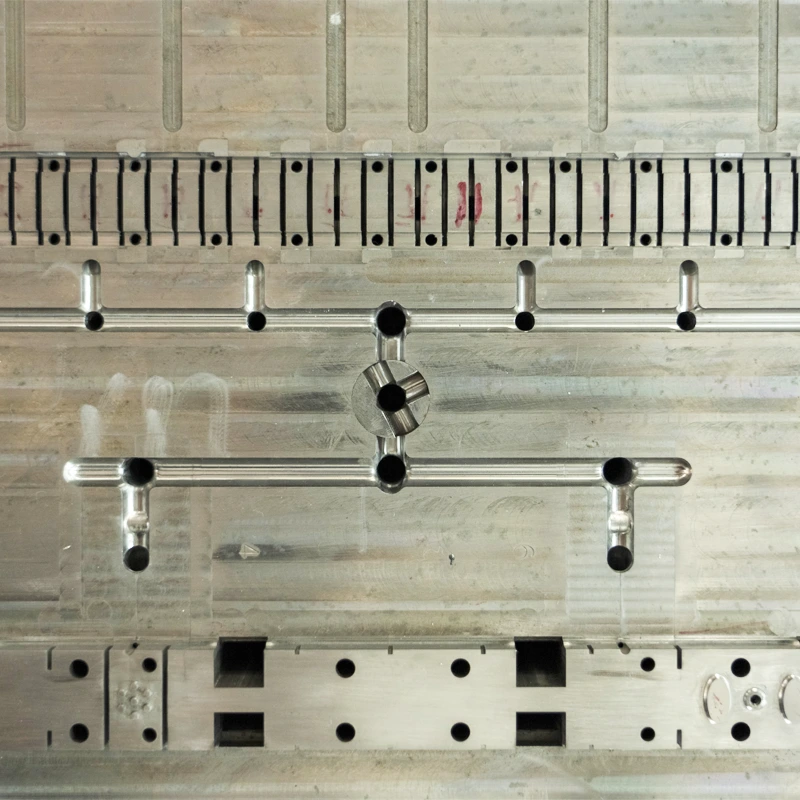
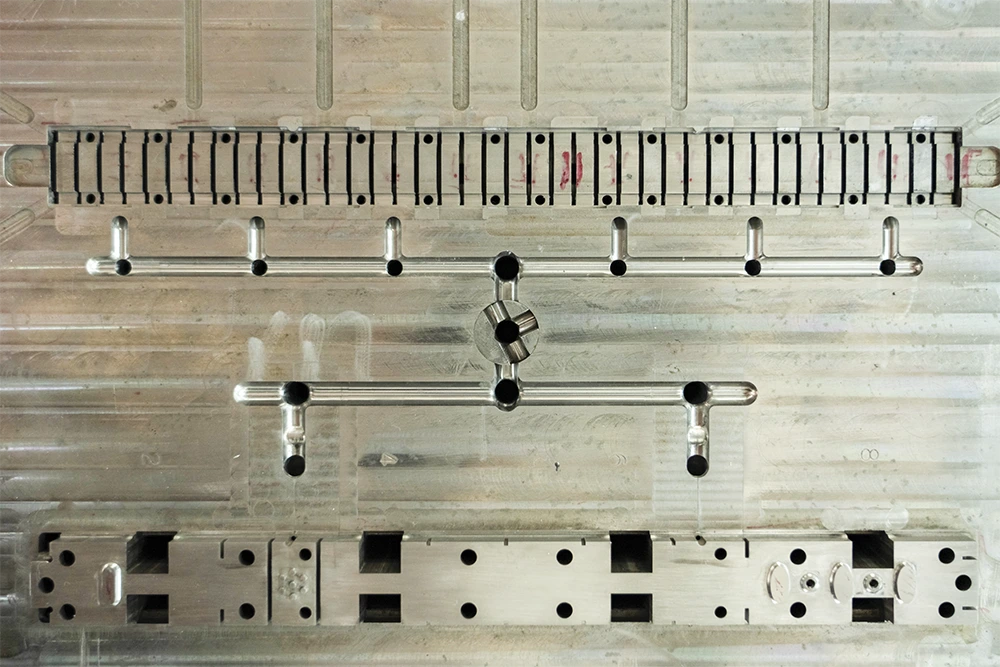
流道系统的设计对最终产品的外观、物理性能、尺寸精度和成型周期有重大影响。供料系统主要包括以下结构:

浇口: 熔融塑料从注塑机喷嘴流出的最初通道。它负责将塑料熔体输送到流道。
选手和副选手: 过渡通道用于引导熔体,并在从浇口接收熔体后将其分配到各个浇口。
大门: 短通道可加速熔体流入型腔。
冷蛞蝓井: 储存冷材料,防止其进入模腔,影响成型部件的质量。
进料系统的设计原则
1.确保塑料部件的质量
尽量避免焊痕。焊痕的存在主要影响外观,使产品表面不美观。出现焊痕的地方强度也会变差。
避免过度包装和包装压力不足。注塑系统设计不当或操作条件不当会导致填料时间过长或腔内熔融材料压力过大。过度包装会增加产品密度,增加内应力,导致闪蒸。
避免以下问题 短枪, 焕发空气阻隔、 焊缝痕迹、喷射、残余应力、 翘曲核心轮班等。
确保产品具有良好的外观特性,便于在精加工过程中去除浇口,并确保浇口痕迹不 影响塑料零件的外观和应用。

2.生产效率
尽可能减少对后处理的需求,缩短成型周期,提高生产效率。
3.塑料材料
对于粘度高或长径比短的塑料,应避免使用过长或过短的流道。
4.清除凝固残渣
方便可靠地清除进料系统中的凝固残渣。
考虑适当的顶出位置,以避免顶出时成型零件变形。
5.冷材料
设计适当的冷料井和溢流槽,防止冷料直接进入空腔,影响灌装质量。
6.填充废物:
尽量减少和缩短进料系统的横截面和长度,以减少塑料用量和模具尺寸。
7.散热和压降
保持较短的流道,并确保足够的横截面积。
避免流道弯曲和流向突然改变(使用圆角改变方向)。
在流道加工过程中,表面粗糙度要低。
多浇口可减少压降和所需的喷射压力,但可能导致焊缝。
8.尽可能实现同时灌装
如果一个模具中有多个型腔,应确保进入每个型腔的熔融材料能够同时到达,并且每个型腔入口处的压力相等。
总之
进料系统是注塑模具的关键环节。有关浇口、流道和浇口的更多详细信息,请点击本文中相应的超链接。请随时通过以下方式联系我们 [email protected] 如需进一步的技术讨论,或需要模具制造或零件生产服务,请访问我们的 注塑报价 page.














