

模具的质量往往直接影响工件的质量和生产效率。在模具加工工作流程中,在形状加工步骤之后,还有光滑加工和镜面加工,统称为零件表面打磨和抛光。抛光质量影响模具的质量和寿命,进而决定产品的质量。
了解抛光的原理和过程,选择合适的抛光方法和产品,可以提高模具质量和寿命,从而提高产品质量和加工效率。


常见的模具抛光方法
1.物理抛光

模具的物理抛光通常是使用油石、羊毛轮和砂纸等工具,使材料表面产生塑性变形,去除突起物,使表面光滑。这一过程一般由人工完成。对于有高质量要求的表面,我们可以采用超精细抛光方法。超精细抛光使用特殊的研磨工具,在含有磨料的浆液中,将其压在工件表面并高速旋转。这种方法的表面粗糙度可达 Ra0.008 μm。
目前,模具的物理抛光是模具制造商使用最广泛的抛光方法。
1).模具抛光的常用工具和规格
- 常用的模具抛光工具包括砂纸、油石、羊毛毡轮、抛光膏、合金锉刀、金刚石磨针、竹片、纤维油石和旋转抛光机。
- 砂纸150#、180#、320#、400#、600#、800#、1000#、1200#、1500#
- 油石120#、220#、400#、600#
- 羊毛毡轮:圆柱形、圆锥形、长方形,带尖头
- 抛光膏:1#(白色)、3#(黄色)、6#(橙色)、9#(绿色)、15#(蓝色)、25#(棕色)、35#(红色)、60#(紫色)
- 文件:方形、圆形、扁形、三角形及其他形状
- 金刚石磨针:柄部一般为 3/32 或 1/8,有圆波形、圆柱形、长直筒形和长锥形可供选择
- 竹片:适合操作员和模具形状的各种形状,用于在打磨过程中压砂纸,以达到所需的表面粗糙度
- 纤维油石:200#(黑色)、400#(蓝色)、600#(白色)、800#(红色)
2).抛光工艺
01.粗磨
经过精磨等工序后、 EDM和 打磨我们可以使用转速为 35000-40000 r/min 的旋转抛光机对表面进行抛光。然后进行手工油石打磨,使用煤油作为润滑剂或冷却剂。使用顺序为 180# → 240# → 320# → 400# → 600# → 800# → 1000#。
02.半精加工抛光
半精加工抛光主要使用砂纸和煤油。砂纸的使用顺序为 400# → 600# → 800# → 1000# → 1200# → 1500#。请注意,#1500 砂纸只适用于硬化模具钢(52HRC 以上),不适用于预硬化钢,因为它可能会损坏表面,无法达到预期的抛光效果。
03.精细抛光
精抛光主要使用金刚石抛光膏。如果使用混合了金刚石研磨粉或研磨膏的抛光布轮,典型的抛光顺序为 9μm (1800#) → 6μm (3000#) → 3μm (8000#)。9μm 的金刚石抛光膏和抛光布轮可以去除 1200# 和 1500# 砂纸留下的发丝划痕。然后依次使用毛毡和金刚石抛光膏继续抛光:1μm (14000#) → 1/2μm (60000#) → 1/4μm (100000#)。
04.抛光环境
抛光过程应在两个独立的区域完成:一个用于粗磨,另一个用于精磨。重要的是要在两个阶段之间彻底清洁工件,以去除上一个步骤中的任何磨粒。使用油石至 1200# 砂纸完成粗抛光后,应将工件移至无尘室进行抛光,以确保没有灰尘颗粒附着在模具表面。在无尘抛光室内完成精度要求在 1μm 以上(包括 1μm)的抛光工序。要进行更精确的抛光,必须要有绝对清洁的环境,因为灰尘、烟雾、头皮屑和唾液都会破坏高精度的抛光表面。
完成抛光工序后,应防止工件表面沾染灰尘。抛光停止后,应仔细清除所有抛光剂和润滑剂,确保表面清洁,并在工件表面喷涂一层模具防锈涂层。
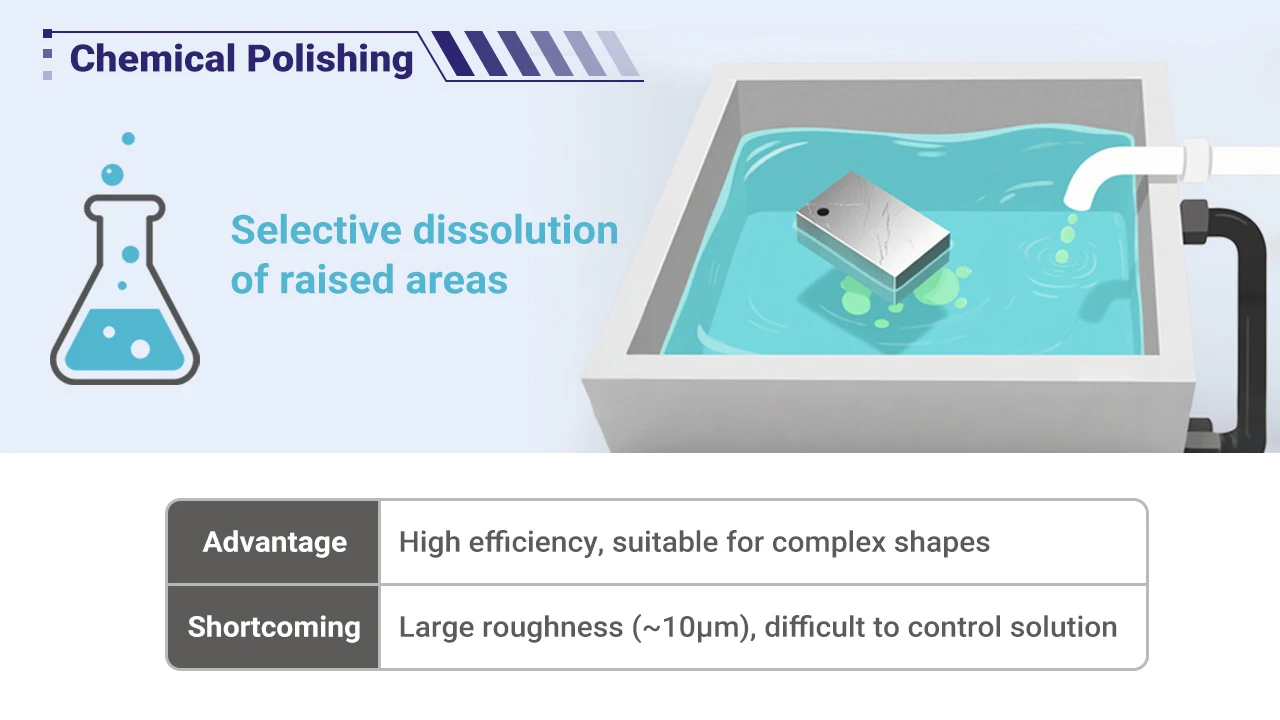
2.化学抛光
化学抛光是将材料浸入化学介质中,使表面的微小突起优先于凹陷区域溶解,从而获得光滑的表面。这种方法的主要优点是不需要复杂的设备,可以抛光形状复杂的工件,还可以同时抛光多个工件,效率很高。化学抛光的核心挑战在于抛光液的制备。通过化学抛光获得的表面粗糙度一般在几十微米范围内。
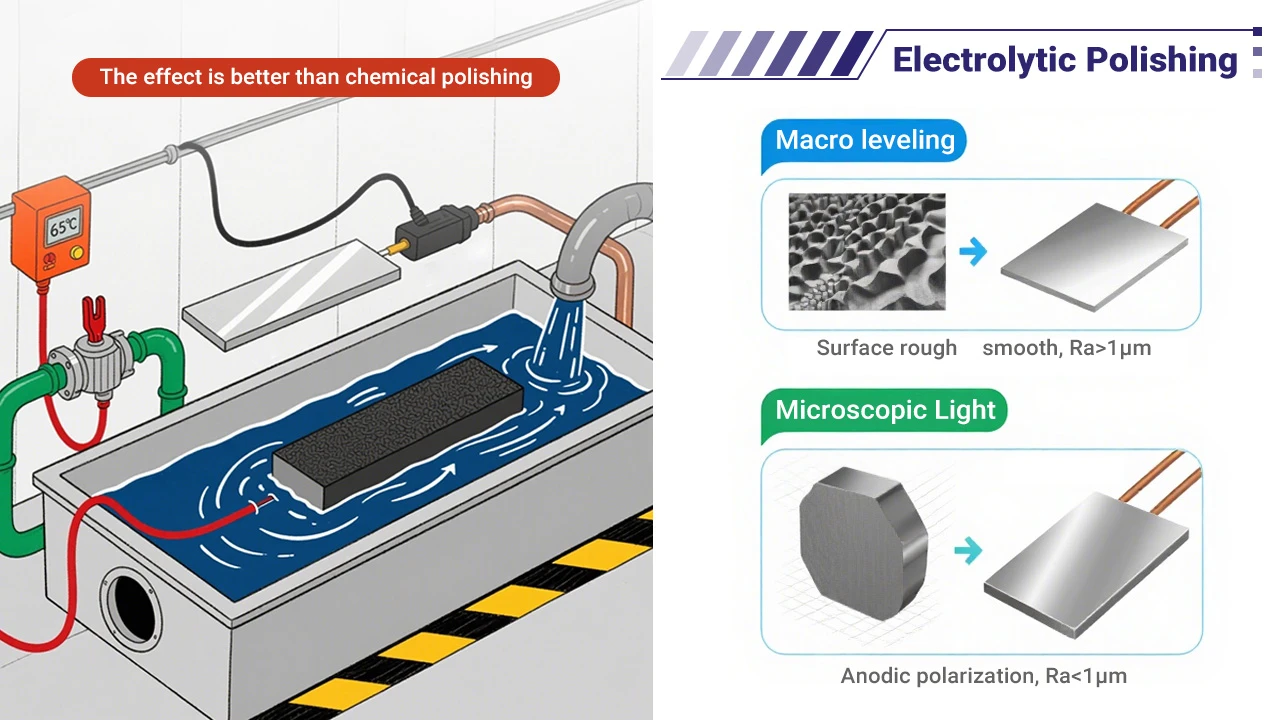
3.电解抛光
电解抛光的基本原理与化学抛光相似,材料表面的微小突起会选择性地溶解,从而形成光滑的表面。与化学抛光相比,它可以消除阴极反应的影响,效果更好。电解抛光工艺包括两个步骤:
- 宏观平整: 溶解产物扩散到电解液中,降低了材料表面的几何粗糙度(Ra > 1μm)。
- 微观层面: 阳极极化提高了表面亮度,Ra < 1μm。
4.超声波抛光
在超声波抛光中,我们将工件置于磨料悬浮液中,并将其置于超声波场中。超声波振动使磨料对工件表面进行抛光。超声波加工产生的宏观力最小,可防止工件变形,但其工具和设置可能具有挑战性。超声波加工可与化学或电化学方法相结合。通过超声波振动搅拌溶液,工件表面的溶解产物被清除,从而确保表面附近的均匀腐蚀或电解。超声波在液体中的空化效应还能抑制腐蚀过程,促进表面增亮。

5.流体抛光
流体抛光利用高速流动的液体携带磨料对工件表面进行抛光。常见的方法包括磨料喷射加工、液体喷射加工和流体动态研磨。在流体动态研磨中,含有磨料颗粒的液压驱动介质在工件表面快速来回流动。介质通常由特殊化合物(类似聚合物的物质)与碳化硅粉末等磨料混合而成。
不同类型抛光的注意事项
1.砂纸和油石打磨模具的注意事项
- 对于硬度较高的模具表面,只能使用干净柔软的油石磨具。
- 在打磨过程中更换砂纸粒度时,必须清洁工件和操作员的双手,以避免将粗砂粒带到下一个更细的打磨阶段。
- 在每次打磨过程中,应以不同的 45° 角使用砂纸,直到上一次打磨的划痕消除为止。在消除前一个砂粒的划痕后,将打磨时间延长 25%,然后再换用下一个更细的砂粒。
- 改变磨削方向有助于避免在工件上形成波浪形或不平整的表面。
2.金刚石抛光的注意事项
在进行金刚石抛光时,压力必须尽可能小,尤其是在抛光预硬钢材和使用精细抛光膏时。在使用 8000# 抛光膏时,通常的压力为 100-200g/cm² ,但要精确保持这一压力是很困难的。为方便起见,可在木条上制作一个又细又窄的手柄,或切割部分竹条,使其更有弹性。这有助于控制抛光压力,确保模具表面压力不会过高。使用金刚石抛光时,不仅工作面要干净,工人的手也必须非常干净。

3.抛光塑料模具的注意事项
塑料模具的抛光与其他行业所需的表面抛光截然不同。严格来说,塑料模具抛光应称为镜面抛光。它不仅对抛光有很高的要求,而且对表面的平整度、光滑度和几何精度也有很高的要求。
镜面抛光标准分为四个等级:
- A0 = Ra0.008μm
- A1 = Ra0.016μm
- A3 = Ra0.032μm
- A4 = Ra0.063μm
电解抛光和流体抛光等方法难以精确控制零件的几何精度,而化学抛光、超声波抛光和磁性研磨抛光所达到的表面质量也无法满足要求。因此,机械抛光仍是精密模具镜面抛光的主要方法。

4.抛光时的注意事项:

1).开始加工新的模腔时,首先要检查工件表面,并用煤油清洗干净,以确保油石表面不会受到污染,从而失去切削功能。
2).打磨粗糙纹理时,应从难到易,特别是先打磨难以触及的角落和较深区域,然后再打磨侧面和大平面。
3).如果我们需要将多个零件一起抛光,则应先打磨单个零件上的粗糙纹理或放电加工痕迹,然后将所有零件组装在一起并抛光至光滑表面。
4).对于较大的平面或侧面,在用油石去除粗糙纹理后,用一块平整的钢板进行透光测试,检查是否存在不平整或负穿透缺陷。负气流会导致脱模困难或零件划痕。
5).为防止磨出负气流或保护某些配合面,可在边缘贴上锯片或砂纸进行保护,以达到理想的效果。
6).打磨模具平面时,来回移动油石手柄,尽量保持手柄平整,角度不要超过 25°;角度过大可能会强行在工件上造成粗糙的划痕。
7).如果使用铜片或竹片压砂纸打磨工件表面,应确保砂纸尺寸不超过工具面积,以避免打磨意外区域。
8).避免使用磨床修复分型面,因为砂轮头会留下粗糙的波浪形表面。如有必要,必须调整砂轮头以达到同心平衡。
9).磨具的形状应与模具的表面形状紧密配合,以确保工件在磨削过程中不会变形。
如何解决抛光中的常见问题

1.过度抛光
日常抛光中遇到的最大问题是 "过度抛光",即抛光时间越长,模具的表面质量越差。过度抛光表现为两种现象:"桔皮 "和 "点蚀"。过度抛光通常发生在机械抛光过程中。
2.工件上出现 "橘皮 "的原因
不规则的粗糙表面被称为 "桔皮"。造成桔皮的原因很多,最常见的是模具表面过热或过度渗碳。抛光压力过大和抛光时间过长是产生桔皮的主要原因。例如,抛光轮产生的热量很容易导致桔皮现象。硬度较高的钢材可以承受较大的抛光压力,而相对较软的钢材则容易抛光过度。研究表明,过度抛光的时间随钢的硬度而变化。
3.消除工件 "橘皮 "现象的措施
当发现表面质量不佳时,很多人会增加抛光压力和延长抛光时间,这往往会使表面质量恶化。
可采用以下方法进行补救:
- 用比之前稍粗的磨料去除缺陷表面,然后用比之前更轻的压力重新打磨。
- 在低于回火温度 25°C 的温度下进行应力消除。抛光前,使用最细的砂粒进行打磨,直到达到理想效果,然后用较轻的压力进行抛光。
4.工件表面 "点蚀 "的原因
钢中的非金属杂质,通常是硬而脆的氧化物,在抛光过程中被从钢表面拉出,形成微坑或点蚀。造成点蚀的主要因素有
1) 抛光压力过大,抛光时间过长。
2) 钢材纯度不够,硬杂质含量高。
3) 模具表面生锈。
4) 黑色表皮材料未清除。
5.消除工件点蚀的措施
- 用比以前稍粗的磨料仔细地重新打磨表面。在进行抛光之前,使用柔软而锋利的油石进行最后一步打磨。
- 当磨粒尺寸小于 1 毫米时,避免使用最软的抛光工具。
- 使用最短的抛光时间和最轻的抛光压力。
结论
模具制造中的型腔抛光是一个关键步骤。它影响模具的质量和寿命,并决定最终产品的质量。了解抛光的原理和过程,选择适当的抛光方法,可以提高模具质量和寿命,从而提高产品质量。














