

Já falei anteriormente sobre o sistema de vazamento e a disposição das cavidades dos moldes de injeção. Entre elas, três estruturas cruciais do molde são o jito, corredore portão. Vou falar sobre cada um deles em três artigos separados. Os conhecimentos relativos aos sprues são relativamente limitados; este artigo irá enfatizar os princípios de design dos sprues.
A compreensão do jito é particularmente importante para projectistas de moldes e profissionais de moldagem e injeção. Os projectistas de produtos necessitam apenas de um conhecimento básico.
O que é um Sprue?
Para compreender melhor este conceito, vamos recapitular o sistema de vazamento dos moldes: é o canal de fluxo através do qual o plástico, injetado pelo bico da máquina de injeção, entra na cavidade. É composto pelo jito, canais, portas e poços frios. A sua principal função é assegurar um enchimento suave e ordenado da cavidade com plástico fundido, transferindo eficazmente a pressão de injeção durante o enchimento e a solidificação para obter peças de plástico bem estruturadas.

O jito marca a parte inicial da entrada do plástico em todo o sistema de vazamento. Estende-se desde o ponto de contacto com o bocal do molde até às corrediças. Esta secção é onde o plástico derretido flui pela primeira vez depois de entrar no molde.
Princípios de conceção do canal de entrada do molde
Vários modelos de sprues
Os sprues são fornecidos em várias formas de design, incluindo os tipos vertical, de inclinação simples e de inclinação dupla.
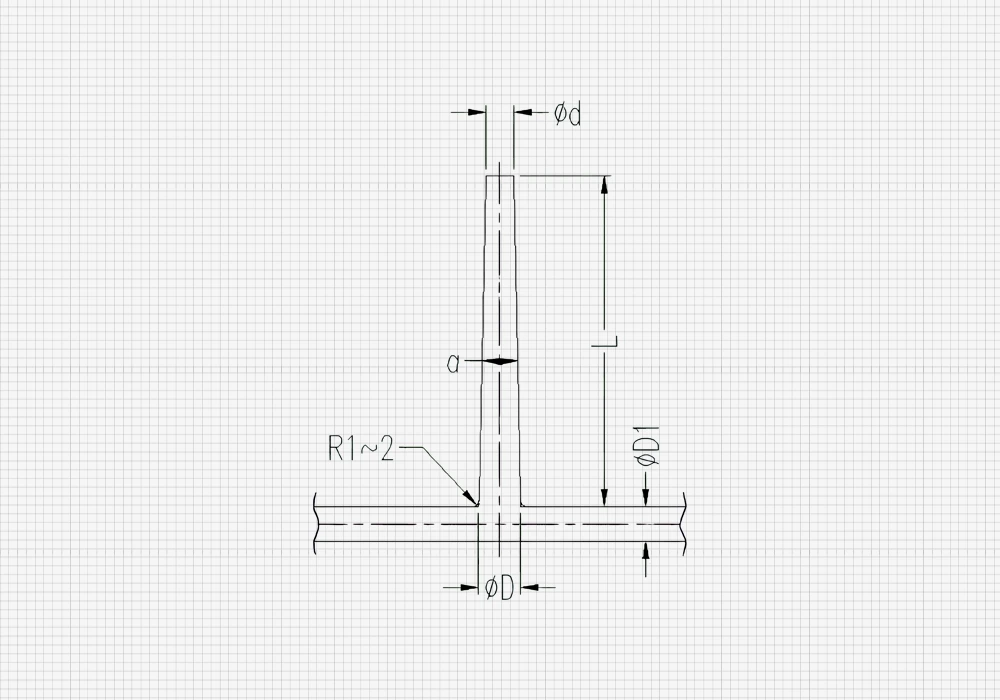
Conceção dos sprues verticais:
- O diâmetro na extremidade mais pequena (d) é o tamanho, normalmente 0,25 mm maior do que o diâmetro do bocal.
- O comprimento (L) depende da estrutura do molde, normalmente não excedendo 150 mm.
- O ângulo de conicidade (a) situa-se normalmente entre 2° e 4°.
- D > D1 + (1~2mm)
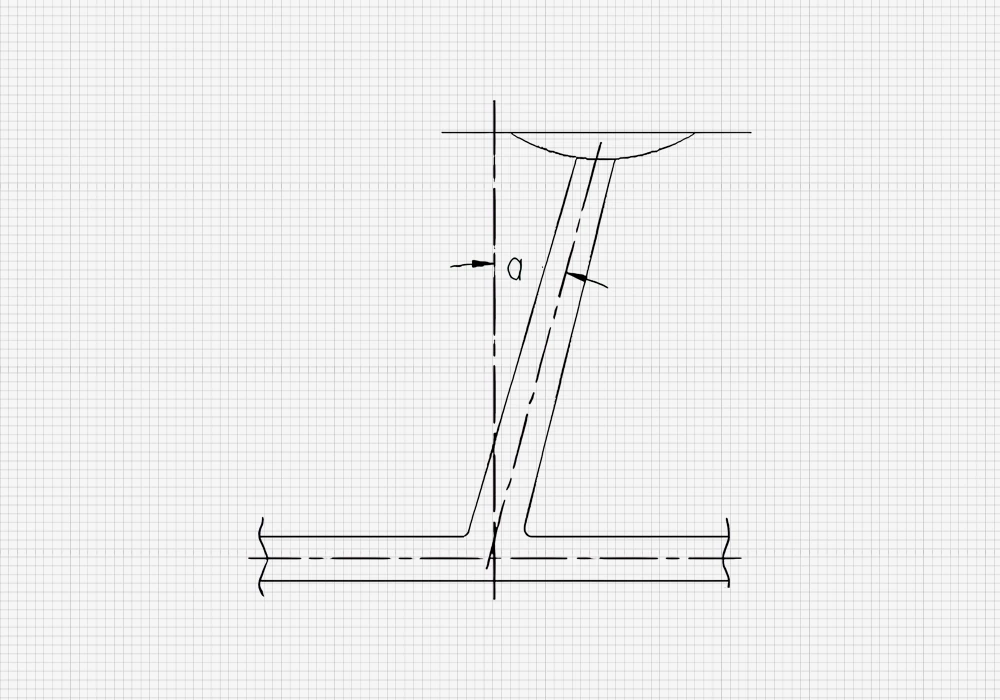
Conceção de sprues de inclinação simples:
- O ângulo de inclinação (a) depende das propriedades do plástico; para alguns plásticos, pode atingir 30°.
- Para outros, é normalmente até 20°, normalmente controlado entre 10° e 20° com base na experiência de conceção.
- Os outros parâmetros de conceção são semelhantes aos dos sprues verticais.
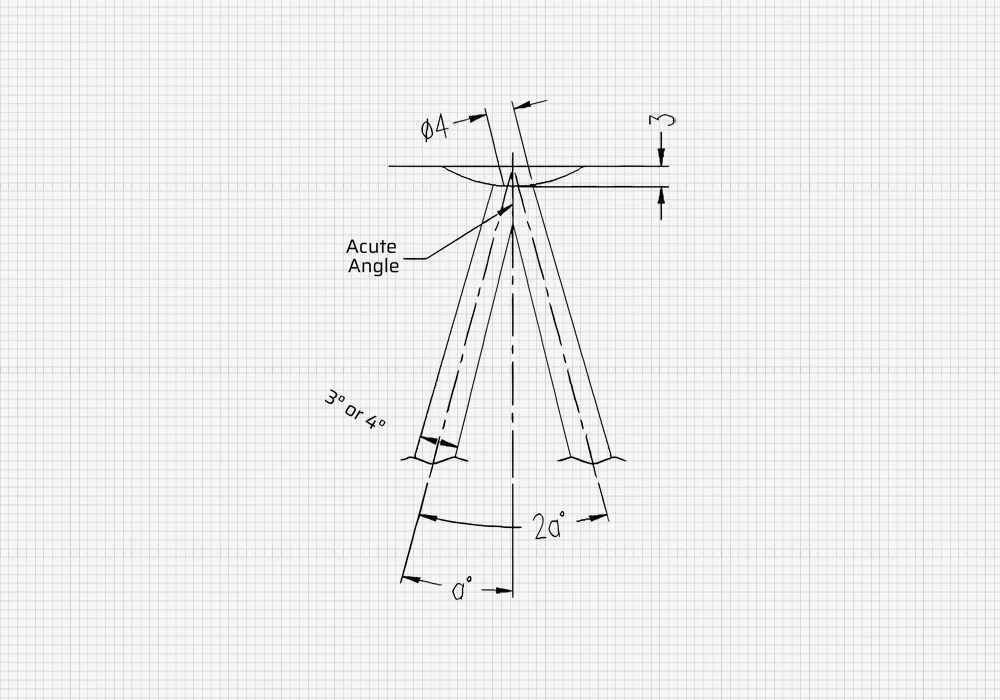
Conceção de sprues de dupla inclinação:
- Caracterizado por um amplo espaço de fluxo de plástico, preenchendo rapidamente grandes cavidades e simplificando a estrutura do molde.
- As arestas vivas na junção dos dois sprues facilitam a abertura do molde.
- Os outros parâmetros de conceção são os mesmos que para os sprues de inclinação simples.
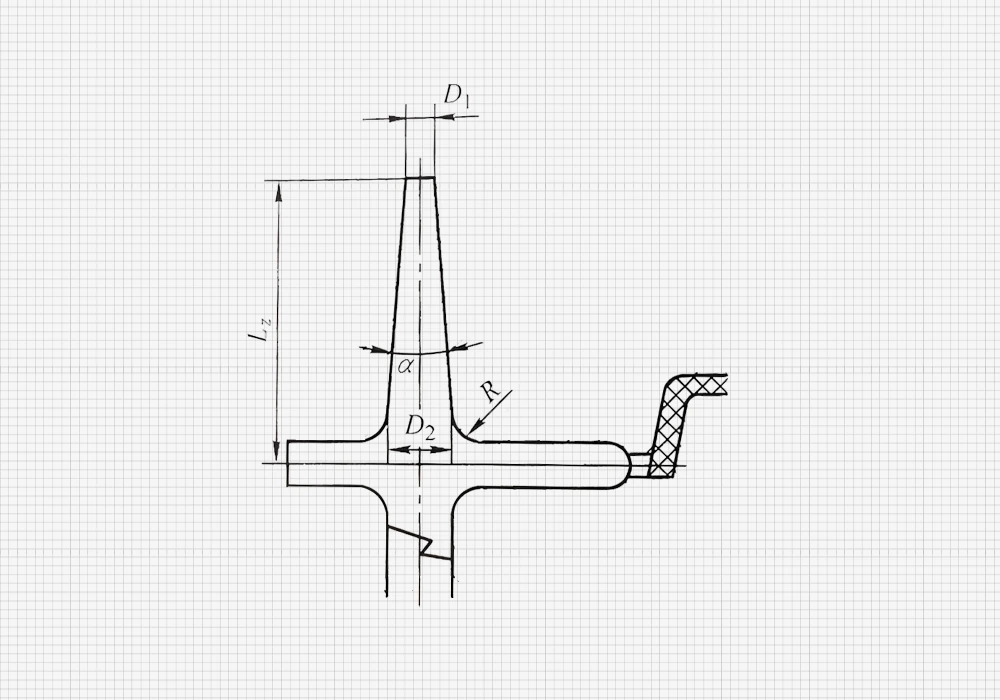
Forma do Sprue
Para facilitar a extração do material solidificado do jito, este é normalmente concebido de forma cónica com um ângulo de conicidade α que varia entre 2° e 4°. Para plásticos com fraca fluidez, α pode ser de 6° a 10°, com uma rugosidade da superfície da parede interna geralmente em torno de Ra 0,8 μm. Normalmente, o diâmetro de entrada varia entre 4 e 8 mm. Se o fluxo de fusão for bom e o produto for pequeno, preferimos um diâmetro menor; caso contrário, é melhor escolher um diâmetro maior.
| O diâmetro da entrada e da saída do jito | ||||||||||||||
| Volume de injeção da máquina de moldagem por injeção/g | 10 | 10 | 30 | 30 | 60 | 60 | 125 | 125 | 250 | 250 | 500 | 500 | 1000 | 1000 |
| O diâmetro da entrada e da saída do jito | D1 | D2 | D1 | D2 | D1 | D2 | D1 | D2 | D1 | D2 | D1 | D2 | D1 | D2 |
| PE, PS/mm | 3 | 4.5 | 3.5 | 5 | 4.5 | 6 | 4.5 | 6 | 4.5 | 6.5 | 5.5 | 7.5 | 5.5 | 8.5 |
| ABS, AS/mm | 3 | 4.5 | 3.5 | 5 | 4.5 | 6 | 4.5 | 6.5 | 4.5 | 7 | 5.5 | 8 | 5.5 | 8.5 |
| PSU, PC/mm | 3.5 | 5 | 4 | 5.5 | 5 | 6.5 | 5 | 7 | 5 | 7.5 | 6 | 8.5 | 6 | 9 |
Coordenação entre o bocal da máquina e o casquilho do canal de entrada
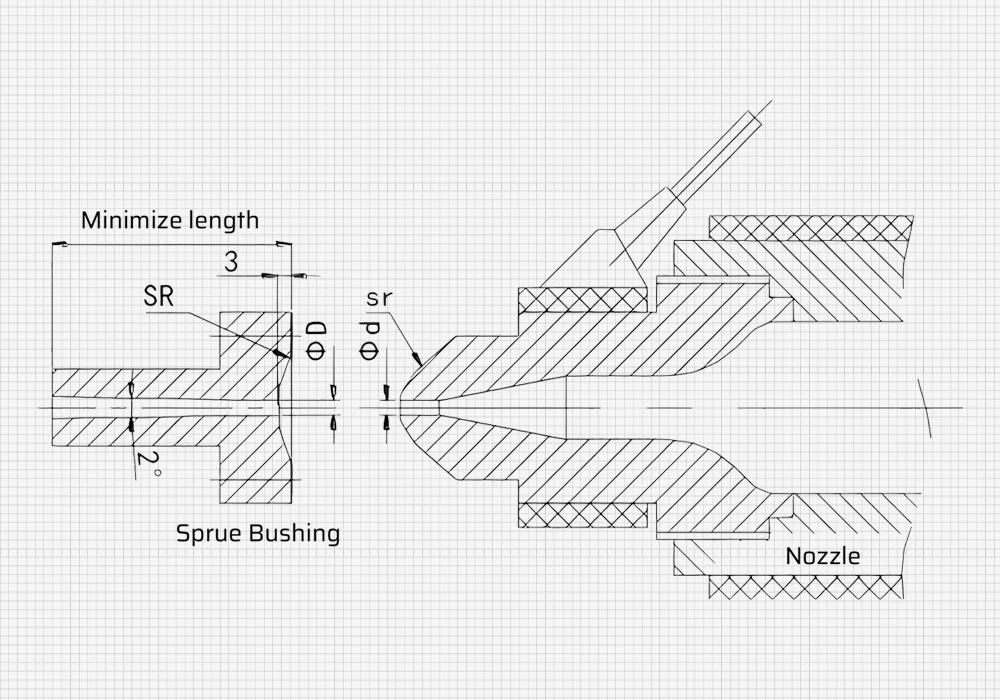
O SR esférico do casquilho do molde deve ser 1-2 mm maior do que o SR do bocal da máquina. Pode verificar o SR do bico da máquina em relação às suas especificações.
| Tonelagem da máquina de moldagem por injeção | <130t | <350t | >350t |
| Arco do bocal | Verificar as especificações da máquina de moldagem por injeção | ||
| Casquilho de canal de entrada | 12 | 14 | 23 |
Nota: Para moldes com canais quentes ou bicos prolongados, é necessário garantir a conformidade com estes regulamentos antes da compra.
Durante o projeto do molde, verifique o comprimento que o bico da máquina pode estender para dentro do molde. Qualquer necessidade de bicos mais compridos deve ser tratada de antemão.
Determinação do diâmetro do orifício do casquilho do jito
| Tonelagem da máquina de moldagem por injeção | ≤60t | ≤130t | ≤220t | 350t | 450t | ≥550t |
| ABS, HI-PS, POM, PE, PP, PA | 2.5 | 3 | 3.5 | 4.5 | 5.5 | |
| PC, PPS, PPE | 3 | 3.5 | 4 | 5 | 6 | |
O valor de D para o casquilho do jito deve ser 0,5 mm superior ao valor de d do bico da máquina.
Medidas para encurtar o jito:
(1) Nas estruturas de molde de duas placas, o casquilho do jito deve ser encastrado na placa A (excluindo requisitos especiais do cliente).
(2) Para estruturas de molde de três placas, se o comprimento do jito exceder 25 mm (incluindo 25 mm), é melhor utilizar um casquilho de jito maior.
(3) Para produtos com aparência e outros requisitos especiais, devem ser utilizados canais quentes.
Conclusão
O canal de entrada e o canal de saída são estruturas relativamente simples no sistema de alimentação. Seguir as directrizes de conceção acima referidas deverá evitar quaisquer problemas. Se encontrar algum problema na conceção do molde, sinta-se à vontade para deixar um comentário na secção abaixo. No próximo artigo, falaremos sobre as corrediças.














