
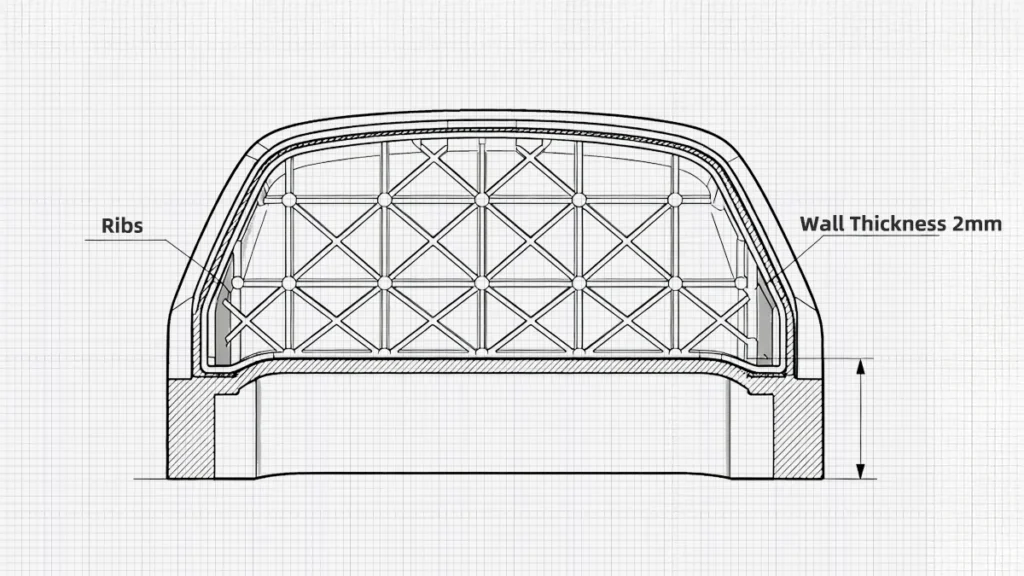
Żebra działają jak mini kolumny lub belki, które zapewniają wsparcie dla dużych, cienkościennych powierzchni. Dodają one sztywności, wytrzymałości i poprawiają nośność ścian lub płaskich powierzchni bez zwiększania ich grubości. całkowita grubość, Czas cyklu i koszty materiałowe części - jeśli są stosowane prawidłowo. Dodatkowo, konstrukcja żeber w formowaniu wtryskowym może zapobiec znak zlewu oraz wypaczenie. Niektóre z sytuacji, w których konieczne jest użycie żeber, obejmują:
- Pożądana jest optymalna wytrzymałość części z tworzywa sztucznego przy zachowaniu cienkich ścianek
- Część wytrzyma zginanie, skręcanie i nacisk
- Plastikowa część wymaga dodatkowej wytrzymałości bez zwiększania zużycia materiału i wagi
- Część jest duża i złożona
Producenci muszą celowo projektować i rozmieszczać żebra w oparciu o naprężenia, którym część lub produkt będzie poddawany w środowisku zastosowania. Aby lepiej docenić znaczenie konstrukcji żeber, należy przyjrzeć się roli, jaką odgrywają one w integralności strukturalnej.
Jak zoptymalizowana konstrukcja żeber w formowaniu wtryskowym wpływa na produkt
Konstrukcja żeber, ich wysokość i grubość mają kluczowe znaczenie dla wytrzymałości i jakości produktu lub części z tworzywa sztucznego. Wzmacniają one cienkie części bez zwiększania grubości ścianki. Producenci preferują stosowanie żeber w celu wzmocnienia swoich części, zamiast zwiększania grubości ścianek.
Grubsze ścianki mogą zwiększać ryzyko wad produkcyjnych, takich jak zapadnięcia i wypaczenia, które wpływają na jakość produktu. Ponadto grubsze części wymagają większej ilości materiałów, co zwiększa koszty produkcji i wagę części. Zoptymalizowana konstrukcja żeber pomaga osiągnąć następujące cele:
1. Zwiększenie sztywności strukturalnej
Cienkie ścianki są podatne na odkształcenia pod wpływem sił zewnętrznych. Jednak dzięki zoptymalizowanej konstrukcji żeber formowanych wtryskowo, ściana jest wzmocniona, aby wytrzymać naprężenia mechaniczne. Dodane żebra pod ścianami często mają charakter dekoracyjny. Jednak ich głównym celem jest rozproszenie naprężeń, aby nie koncentrowały się w jednym miejscu i nie prowadziły do uszkodzenia konstrukcji. Właściwy projekt żeber może poprawić trwałość konstrukcji.
2. Znaczenie w zapobieganiu defektom
Tworzywa sztuczne stosowane w formowaniu wtryskowym kurczą się podczas chłodzenia, co może prowadzić do wypaczeń. Szybkość kurczenia się będzie się różnić w zależności od konkretnego materiału. Polipropylen i polietylen kurczą się najbardziej w porównaniu do poliwęglanu i polistyrenu. Zoptymalizowana konstrukcja żeber w formowaniu wtryskowym zapewnia wsparcie i równomiernie rozprowadza wewnętrzny skurcz, aby utrzymać stabilność kształtu i zmniejszyć ślady zapadania się i wypaczenia.
3. Poprawa nośności
Dodanie odpowiednich żeber zwiększy odporność na ściskanie cienkich ścianek, zwiększając tym samym ilość obciążenia, które mogą wytrzymać bez deformacji. Jest to szczególnie ważne, gdy część musi wytrzymać zginanie, ściskanie lub rozciąganie. Dodanie żeber pomaga równomiernie rozłożyć nacisk na całą konstrukcję, zmniejszając ryzyko miejscowych uszkodzeń.
4. Redukcja kosztów materiałów
Ułamek materiału, który zostałby użyty do zwiększenia grubości ścianki, można wykorzystać do stworzenia żeber o odpowiedniej grubości i wysokości. Żebra zwiększają sztywność części bez zwiększania jej grubości. Ponieważ koszty materiału stanowią od 30 do 70% całkowitych kosztów produkcji, Zmniejszenie zużycia materiału bez wpływu na integralność części bezpośrednio obniży koszty produkcji.
5. Wydłużenie żywotności produktu
Zastosowanie zoptymalizowanej konstrukcji żeber w formowaniu wtryskowym opóźni powstawanie lub rozszerzanie się pęknięć. Robią to poprzez rozkładanie naprężeń, szczególnie w produktach narażonych na obciążenia dynamiczne. Zwiększona trwałość jest zawsze integralną częścią zadowolenia konsumentów.
Podstawowe zasady projektowania żeber w celu uniknięcia typowych awarii
Zacieki, wypaczenia i pęknięcia to jedne z najczęstszych wad konstrukcyjnych żeber do formowania wtryskowego. Ich obecność może wpływać na integralność produktu lub sprawić, że będzie on mniej estetyczny, co ostatecznie prowadzi do odrzucenia całej partii produktu. Jak powstają te usterki??
- Wypaczenia: Dzieje się tak, gdy grubość ścianki jest nierówna, co prowadzi do zróżnicowanego chłodzenia między grubymi i cienkimi sekcjami.
- Znaki zlewu: Dzieje się tak, gdy cienka przylegająca ścianka chłodzi się szybciej niż gruba część żebra, co prowadzi do widocznych wgłębień na powierzchni.
- Pękanie: Głównymi przyczynami tej wady są nadmierna grubość na przecięciach, gdzie żebra łączą się z główną ścianą lub koncentracja naprężeń w ostrych narożnikach.
Aby uniknąć awarii związanych z konstrukcją żeber podczas formowania wtryskowego, producenci muszą przestrzegać zestawu zasad dotyczących grubości żeber, wysokości, konstrukcji zaokrąglenia i kąt zanurzenia.
Grubość żeber
Zasadą jest, że grubość żeber powinna wynosić około 50 do 60% grubości sąsiedniej ściany, ale nie więcej. Utrzymanie tego stosunku grubości żeber do grubości ścianki pomaga zapobiegać wzorcom skurczu, pęcherzykom powietrza, śladom zapadania się i koncentracji naprężeń. Producenci stosujący grubsze żebra napotkają trudności z chłodzeniem.
Wysokość żebra
Wysokość żebra powinna być ograniczona do 2,5 do 3-krotności nominalnej grubości ścianki. Dłuższe żebra w formowaniu wtryskowym są trudniejsze do wyrzucenia i podatne na pękanie. Ponadto nadmierna grubość może prowadzić do pęknięć, zapadnięć i pustych przestrzeni. Producenci muszą zoptymalizować wysokość żeber, eksperymentując w celu znalezienia najniższej możliwej wysokości, przy której żebra będą nadal funkcjonalne.
Rozstaw żeber
Układanie żeber zbyt blisko siebie może powodować problemy z chłodzeniem i płynnością materiału, co nie tylko wydłuży czas cyklu, ale także spowoduje ryzyko zatopienia. Zasadniczo odległość między dwoma żebrami powinna wynosić od 2 do 3 razy więcej niż grubość nominalnej ścianki. Pozwoli to na równomierny przepływ materiału, równomierne chłodzenie i skróci czas cyklu.
Promień podstawy żebra
Zaokrąglenie podstawy żebra pomoże zminimalizować koncentrację naprężeń w części. Z reguły promień powinien wynosić około 0,25 do 0,5 grubości ścianki części, aby zwiększyć jej wytrzymałość. Unikaj ostrych narożników, które zwiększą koncentrację naprężeń, stosując fazki lub zaokrąglenia. Koncentracja naprężeń może prowadzić do pękania, spękania lub całkowitego uszkodzenia części.
Kąt zanurzenia żebra
Zbyt prosta konstrukcja żebra formowanego wtryskowo doprowadzi do defektu, w którym część przyklei się do formy podczas wyrzucania, co może spowodować uszkodzenie części. Aby tego uniknąć, po każdej stronie żebra dodaje się kąty pochylenia wynoszące od 0,5 do 1 stopnia.
Rozmieszczenie żeber
Lokalizacja żeber powinna być strategiczna i koncentrować się głównie na obszarach, w których wymagana jest wytrzymałość lub wzdłuż płaskich lub cienkich sekcji. Zapewni to nie tylko wsparcie strukturalne, ale także poprawi wydajność. Wybierz liczne mniejsze żebra zamiast mniejszej liczby większych.
Wytyczne dotyczące projektowania żeber w formowaniu wtryskowym w skrócie
| Grubość żeber | 50% do 60% o nominalnej grubości ścianki |
| Wysokość żebra | 2,5 do 3-krotność nominalnej grubości ścianki |
| Rozstaw żeber | 2 do 3 razy większa niż nominalna grubość ścianki |
| Promień podstawy żebra | 0,25 do 0,5-krotności nominalnej grubości ścianki |
| Kąt zanurzenia żebra | 0,5 do 1 stopnia z każdej strony |
| Rozmieszczenie żeber | Wzdłuż płaskich lub cienkich odcinków lub tam, gdzie wymagana jest wytrzymałość |
Wybór odpowiedniego materiału i procesu dla części wzmocnionych żebrami
Wybór materiału będzie miał bezpośredni wpływ na konstrukcję żeber podczas formowania wtryskowego. Na przykład, w przypadku stosowania sztywniejszych materiałów o wysokiej wytrzymałości, producenci mogą potrzebować mniejszej liczby żeber o mniejszej wysokości, aby osiągnąć pożądaną integralność strukturalną, w porównaniu do sytuacji, gdy używany materiał jest mniej sztywny.
Podobnie, przewodność cieplna materiału musi być brana pod uwagę ze względu na jej wpływ na chłodzenie - i związane z tym wady, jeśli nie jest odpowiednio zarządzana. To powiedziawszy, oto czynniki, które należy wziąć pod uwagę przy wyborze materiału.
- Sztywność i wytrzymałość materiału: Materiały o wyższej sztywności mogą pozwolić producentom na tworzenie mniejszej liczby lub cieńszych żeber przy zachowaniu tej samej integralności strukturalnej. W konsekwencji może to prowadzić do mniejszego zużycia materiału i niższej wagi.
- Przewodność cieplna: Przewodność cieplna materiału wpływa na czas chłodzenia. Właściwa konstrukcja żebra do formowania wtryskowego musi uwzględniać odpowiednie odstępy w materiałach o niskiej przewodności cieplnej, aby poprawić chłodzenie.
- Odporność na uderzenia: Gdy część musi wytrzymać silne uderzenia, wybrany materiał powinien mieć tę właściwość. Zastosowanie Akrylonitryl-butadien-styren (ABS) i niektóre poliwęglany pomogą zapobiec pękaniu i kruchości.
- Odporność na pełzanie: Jeśli część lub produkt będzie poddawany stałemu obciążeniu, zastosowanie wysokowydajnych polimerów, takich jak PTFE, PAI i PEEK, pomoże utrzymać integralność strukturalną i kształt części w czasie.
- Wpływ na środowisko: Podczas procesu wyboru materiału ważnym czynnikiem, który należy wziąć pod uwagę, jest środowisko, w którym część lub produkt będzie używany. Jeśli będzie on narażony na działanie słonej wody, promieniowania UV lub ekstremalnych temperatur, wybrany materiał powinien mieć właściwości odporne na te czynniki środowiskowe.
- Koszt: W przypadku produkcji wielkoseryjnej ważne jest, aby wziąć pod uwagę koszt materiału dla rentowności i konkurencyjności. Zawsze należy preferować tańszą alternatywę, która nie wpłynie negatywnie na integralność strukturalną i jakość.
Proces produkcji części wzmocnionych żebrami
Tak jak proces wyboru materiału musi być celowy, tak proces projektowania żeber w formowaniu wtryskowym musi uwzględniać unikalne właściwości wybranego materiału. Rozważania, które należy podjąć przy projektowaniu żeber, w oparciu o wybrany materiał, są następujące:
- Lepkość stopu: Podczas pracy z materiałami o wyższej lepkości, producent może potrzebować specjalistycznego sprzętu, aby zapewnić prawidłowe wypełnienie cienkich i złożonych geometrii żeber. Alternatywnie, producent może eksperymentować z możliwością zastosowania wyższej temperatury topnienia bez niszczenia integralności materiału.
- Materiał wzmocniony włóknami: Producenci stosujący tworzywa sztuczne wzmacniane włóknami muszą uwzględnić specjalne geometrie w projekcie żeber, aby zoptymalizować ułożenie włókien w celu uzyskania maksymalnej wytrzymałości.
- Znaki zlewu: Zbyt gruba konstrukcja żeber lub użycie materiałów o wysokiej lepkości stopu może prowadzić do wgłębień zwanych śladami zapadania się na powierzchni naprzeciwko żeber. Aby tego uniknąć, należy odpowiednio zarządzać stosunkiem żeber do ścianek.
- Branding: Chociaż nie jest to krytyczny czynnik produkcyjny, nadal ważne jest, aby wziąć pod uwagę, czy projekt żebra będzie zawierał specjalną grafikę lub logo, które również będą odgrywać rolę w wyborze materiału.
Wykorzystanie zaawansowanych technologii do optymalizacji wydajności żeber
Tradycyjne metody optymalizacji konstrukcji żeber w formowaniu wtryskowym polegały na próbach i błędach, co może być zarówno kosztowne, jak i czasochłonne. Niektóre z wyzwań napotykanych przy tradycyjnym projektowaniu żeber zostały przedstawione w poniższej tabeli.
| Wady konstrukcyjne żeber | Wpływ na część lub produkt |
|---|---|
| Nadmierne ożebrowanie | Wydłuża to czas cyklu, zużycie materiału i zwiększa ryzyko uszkodzenia podczas wyrzucania. |
| Nagłe przejście w grubości | Nagła zmiana z cienkich na grube sekcje może prowadzić do słabego wypełnienia i zwiększać ryzyko wad, takich jak wypaczenia i ślady zapadnięć. |
| Nieodpowiednie otwory wentylacyjne wokół żeber | Słabe otwory wentylacyjne wokół żeber prowadzą do nadmiernego ciśnienia wtrysku, co może prowadzić do zapadania się, śladów oparzeń i krótkich strzałów. |
Producenci często wykorzystują zaawansowane technologie do symulacji przepływu materiału w celu wyeliminowania wad konstrukcyjnych żeber. Dane z tych symulacji można wykorzystać do przewidywania zachowania żeber w różnych okolicznościach. Pomaga to również w doborze materiałów, znalezieniu odpowiednich projektów zapewniających wydajne przenoszenie ciepła, poprawie wytrzymałości strukturalnej oraz obniżeniu spadków ciśnienia i oporu powietrza. Poniżej przedstawiono niektóre z zaawansowanych technologii wykorzystywanych do optymalizacji wydajności żeber.
Symulacja obliczeniowa
Najlepszym przykładem symulacji obliczeniowej do projektowania żeber do formowania wtryskowego jest użycie obliczeniowa dynamika płynów (CFD). To potężne narzędzie inżynieryjne wykorzystuje wysokowydajne obliczenia do analizy zagadnień związanych z przepływem płynów (w tym cieczy i gazów) w różnych warunkach. Działa ono w oparciu o prawa zachowania masy, pędu i energii. Symulacja płynów w środowisku wirtualnym pozwala producentom przewidywać wydajność, wizualizować wzorce przepływu i optymalizować projekt części lub produktu.
Algorytmy optymalizacji
Są one wykorzystywane wraz z symulacją obliczeniową w celu znalezienia optymalnej konfiguracji i kształtu żeber. Algorytm genetyczny sortowania bez dominacji II (NSGA-II) jest jednym z popularnych narzędzi wykorzystywanych w projektowaniu żeber. W porównaniu do wcześniejszych algorytmów, NSGA-II jest szybszy i wykorzystuje podejście sortowania bez dominacji w celu zmniejszenia złożoności obliczeniowej.
Wytwarzanie przyrostowe
Zaawansowane techniki wytwarzania przyrostowego, takie jak druk 3D, umożliwiły producentom tworzenie skomplikowanych struktur żebrowych, które wcześniej były niemożliwe przy użyciu tradycyjnych metod formowania. Na przykład, wydrukowane w 3D Konforemne formy chłodzące zrównoważenie szybkości chłodzenia w złożonych konstrukcjach żeber w formowaniu wtryskowym, co może znacznie zapobiec wypaczeniom i śladom zapadnięć.
Optymalizacja topologii
Jest to kolejna metoda obliczeniowa oparta na teorii Solid Isotropic Material with Penalization Method (SIMP), która może być wykorzystywana do bezpośredniego projektowania i optymalizacji żeber pod kątem odpowiedniego wzmocnienia strukturalnego. Wykorzystuje ona algorytmy sztucznej inteligencji do optymalizacji kształtu przekroju poprzecznego żeber i ich rozmieszczenia w celu zminimalizowania zużycia materiału bez uszczerbku dla celów wydajnościowych.
Oprogramowanie do symulacji
Autodesk MoldFlow i Ansys Workbench to popularne oprogramowanie do symulacji przepływu. Producenci wykorzystują te narzędzia do oceny różnych projektów żeber w formowaniu wtryskowym, aby upewnić się, że wybrana konfiguracja idealnie pasuje do wymagań wydajnościowych określonego materiału. Dzięki mapie termicznej defektów MoldFlow, producenci mogą przewidywać i zapobiegać powstawaniu wad, takich jak linie spoin, wypaczenia i ślady zapadnięć.
Metamodelowanie
Metamodele Kringinga są wykorzystywane do analizy wrażliwości i optymalizacji systemu. Jest on stosowany w projektowaniu żeber do formowania wtryskowego w celu tworzenia szybszych i uproszczonych modeli predykcyjnych na podstawie danych CFD. Oszczędza to czas i pomaga przyspieszyć proces optymalizacji. Zastosowanie metamodeli pomaga obniżyć koszty obliczeniowe poprzez zastąpienie symulacji w pełnej skali statystycznie efektywnym modelem zastępczym.
Rozwiązywanie rzeczywistych problemów w krytycznych aplikacjach za pomocą Rib Design
CFD i różne inne techniki optymalizacji umożliwiły producentom projektowanie i optymalizację żeber do krytycznych zastosowań, takich jak żebra skrzydeł samolotów, z większą wydajnością i dokładnością. Optymalizacja żeber skrzydeł pomaga zwiększyć siłę nośną i zmniejszyć opór powietrza, zapewniając bardziej wydajną pracę samolotu. Inne krytyczne zastosowania zoptymalizowanego projektu żeber w formowaniu wtryskowym obejmują:
1. Poprawa transferu ciepła
Przegrzanie jest jednym z wyzwań stojących przed urządzeniami elektronicznymi. Aby systemy nadal działały optymalnie, producenci muszą znaleźć sposób na efektywne przenoszenie i rozpraszanie ciepła przez konstrukcję. W laptopach, na przykład, żebra są umieszczane w kanałach chłodzących, aby stworzyć turbulencje przepływu powietrza, które zwiększają transfer ciepła z radiatora.
Producenci wykorzystują również technologie w celu znalezienia odpowiednich kształtów żeber dla łopat turbin wiatrowych (np. w kształcie litery V, eliptycznych itp.) oraz konfiguracji, które zmaksymalizują odprowadzanie ciepła - zwłaszcza w środowiskach o wysokiej temperaturze - przy jednoczesnym zminimalizowaniu spadków ciśnienia.
2. Niższe zużycie energii
W samochodach cięższe części zwiększają ogólną masę pojazdu, co prowadzi do wyższego zużycia energii. Optymalizując konstrukcje żeber formowanych wtryskowo przy użyciu zaawansowanych technologii, producenci mogą tworzyć lżejsze i bardziej wydajne części, które przyczynią się do zwiększenia efektywności energetycznej samochodu poprzez obniżenie całkowitej masy pojazdu.
3. Ograniczanie ruchu paliwa w zbiornikach statków powietrznych
Rygorystyczny ruch paliwa w zbiornikach samolotu jest potencjalnie niebezpieczny. Ruch ten może prowadzić do gwałtownych przesunięć środka ciężkości, co może wpływać na stabilność samolotu. Może to również prowadzić do głodu paliwa podczas manewrów lub gromadzenia się ładunków elektrostatycznych, które mogą prowadzić do eksplozji lub pożaru. Aby temu zapobiec, zoptymalizowane żebra są dodawane do wewnętrznych przedziałów zbiorników samolotu, aby ograniczyć ruch paliwa i ustabilizować środek ciężkości paliwa w celu zapewnienia stabilności lotu.
4. Solarne podgrzewacze powietrza
Producenci słonecznych nagrzewnic powietrza wykorzystują żebra do tworzenia sztucznej chropowatości na płytach absorbera. Chropowatość ta poprawia transfer ciepła, zapewniając wydajne działanie słonecznego podgrzewacza powietrza.
Zawsze ważne jest, aby współpracować z profesjonalistami, takimi jak First Mold, którzy rozumieją wytyczne dotyczące projektowania żeber w formowaniu wtryskowym. Odpowiedni partner produkcyjny powinien dysponować zaawansowanymi technologiami, aby oferować oparte na danych porady dotyczące projektowania żeber, ich wysokości, rozmieszczenia i wyboru materiału w oparciu o oczekiwane właściwości strukturalne i zastosowanie środowiskowe pożądanego produktu lub części.














