
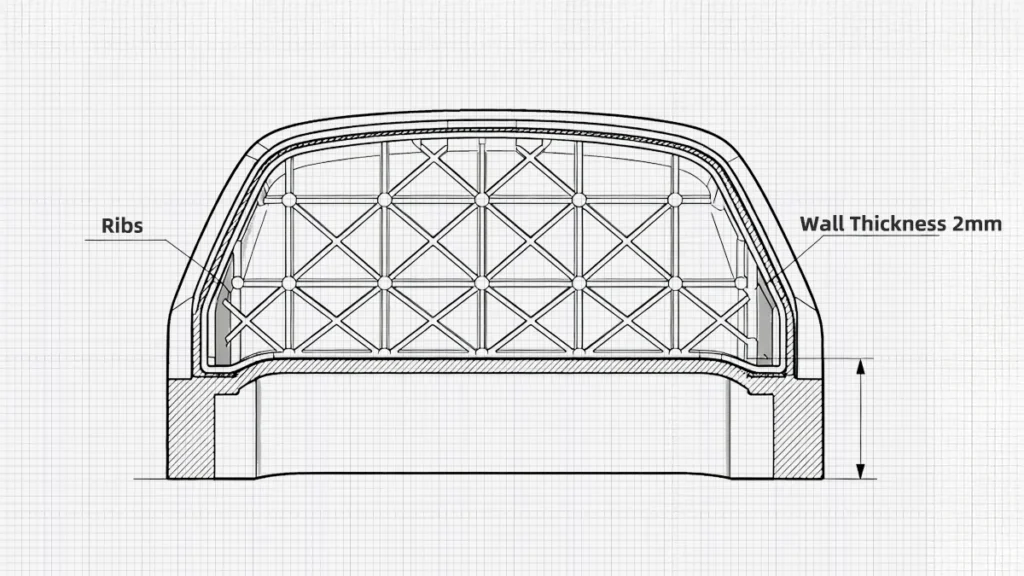
Le nervature agiscono come mini-colonne o travi che forniscono supporto a superfici ampie e con pareti sottili. Aggiungono rigidità e resistenza e migliorano la capacità di carico delle pareti o delle superfici piane senza aumentare il peso delle pareti. spessore complessivo, Se applicata correttamente, la progettazione delle nervature nello stampaggio a iniezione può evitare che il pezzo venga sottoposto a un trattamento di tipo meccanico. Inoltre, la progettazione delle nervature nello stampaggio a iniezione può evitare che marchio del lavandino e deformazione. Alcuni dei casi in cui è necessario l'uso delle costole sono i seguenti:
- Si desidera una resistenza ottimale nella parte in plastica, pur mantenendo pareti sottili.
- Il componente è in grado di resistere alla flessione, alla torsione e alla pressione.
- La parte in plastica richiede una maggiore resistenza senza aumentare l'uso e il peso del materiale.
- La parte è grande e complessa
I produttori devono scegliere intenzionalmente la progettazione e il posizionamento delle nervature in base alle sollecitazioni a cui il pezzo o il prodotto saranno sottoposti nell'ambiente di applicazione. Per comprendere meglio l'importanza della progettazione delle nervature, è importante esaminare il ruolo che esse svolgono nell'integrità strutturale.
Come la progettazione ottimizzata delle nervature nello stampaggio a iniezione influisce sul prodotto
Il design, l'altezza e lo spessore delle nervature sono fondamentali per la resistenza e la qualità di un prodotto o di un pezzo in plastica. Rafforzano i pezzi sottili senza aumentare lo spessore delle pareti. I produttori preferiscono utilizzare le nervature per rafforzare i loro pezzi piuttosto che aumentare lo spessore delle pareti.
Le pareti più spesse possono aumentare il rischio di difetti di produzione, come le macchie e le deformazioni, che si ripercuotono sulla qualità del prodotto. Inoltre, i pezzi più spessi richiedono più materiali, con conseguente aumento dei costi di produzione e del peso dei pezzi. La progettazione ottimizzata delle nervature aiuta a raggiungere i seguenti obiettivi:
1. Migliorare la rigidità strutturale
Le pareti sottili sono soggette a deformazioni dovute a forze esterne. Tuttavia, grazie a un design ottimizzato delle nervature stampate a iniezione, la parete viene rafforzata per resistere alle sollecitazioni meccaniche. Le nervature aggiunte sotto le pareti sembrano spesso di natura decorativa. Tuttavia, il loro scopo principale è quello di disperdere le sollecitazioni in modo che non si concentrino in un punto e portino a un cedimento strutturale. Una corretta progettazione delle nervature può migliorare la durata della struttura.
2. Importanza nella prevenzione dei difetti
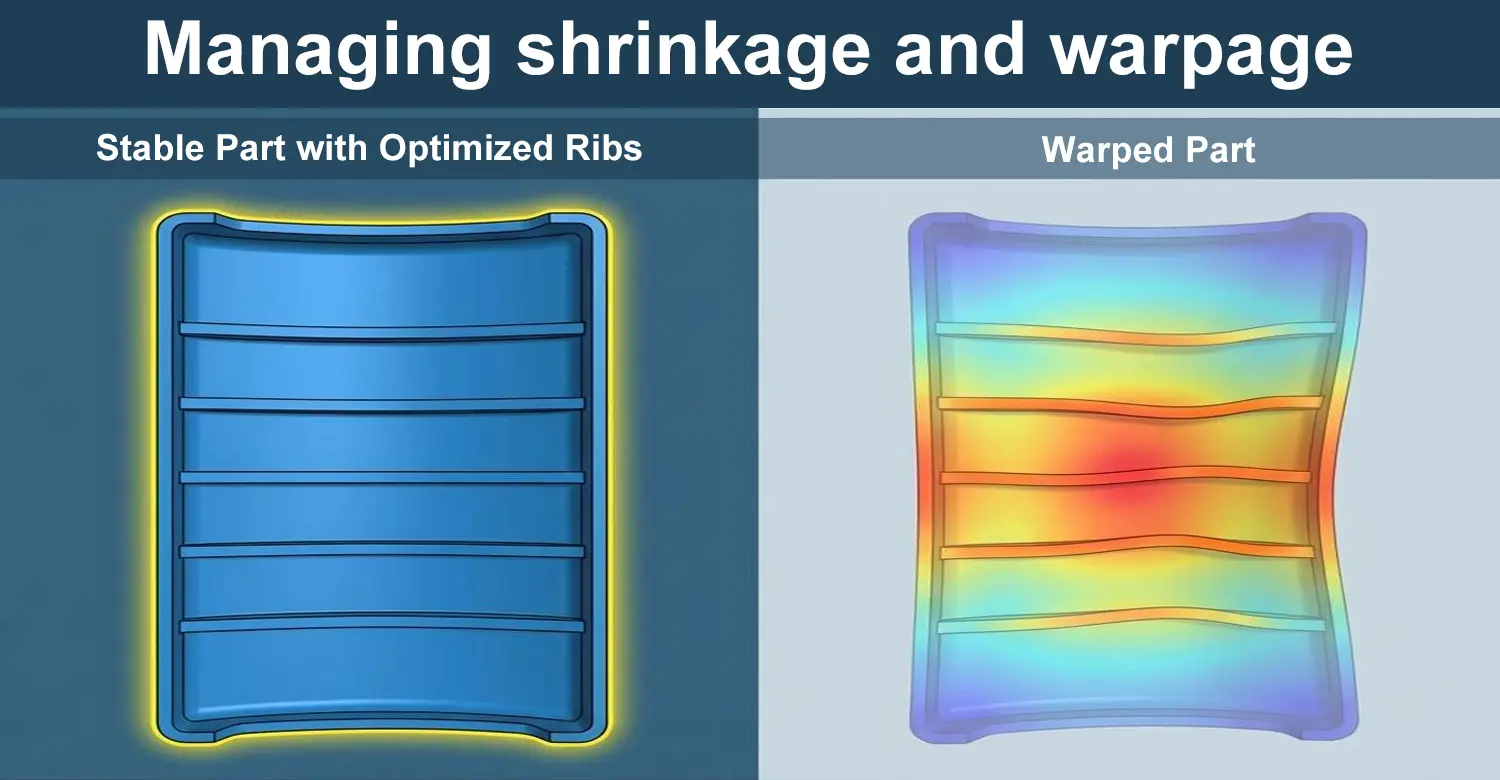
I materiali plastici utilizzati nello stampaggio a iniezione si restringono quando si raffreddano, il che può portare a deformazioni. Il tasso di ritiro varia a seconda del materiale specifico. Il polipropilene e il polietilene subiscono la contrazione maggiore rispetto al policarbonato e al polistirene. Il design ottimizzato delle nervature nello stampaggio a iniezione fornisce supporto e distribuisce uniformemente il ritiro interno per mantenere la stabilità della forma e ridurre i segni di affossamento e la deformazione.
3. Migliorare la capacità di carico
L'aggiunta di nervature appropriate aumenta la resistenza alla compressione delle pareti sottili, aumentando così la quantità di carico che possono sopportare senza deformarsi. Ciò è particolarmente importante quando un pezzo deve resistere alla flessione, alla compressione o alla tensione. L'aggiunta di nervature aiuta a distribuire uniformemente la pressione su tutta la struttura, riducendo il rischio di danni localizzati.
4. Riduzione dei costi dei materiali
Una frazione del materiale che sarebbe stato utilizzato per aumentare lo spessore della parete può essere impiegata per creare nervature di spessore e altezza adeguati. Le nervature rendono il pezzo più rigido senza aumentare lo spessore. Poiché il costo del materiale rappresentano dal 30 al 70% dei costi di produzione totali, Riducendo l'uso di materiale senza compromettere l'integrità del pezzo, si riducono direttamente i costi di produzione.
5. Prolungare la vita del prodotto
L'uso di un design ottimizzato delle nervature nello stampaggio a iniezione ritarda la formazione o l'espansione delle cricche. Ciò avviene distribuendo le sollecitazioni, soprattutto nei prodotti esposti a carichi dinamici. Il miglioramento della durata è sempre parte integrante della soddisfazione del consumatore.
Regole essenziali di progettazione delle costole per evitare i guasti più comuni
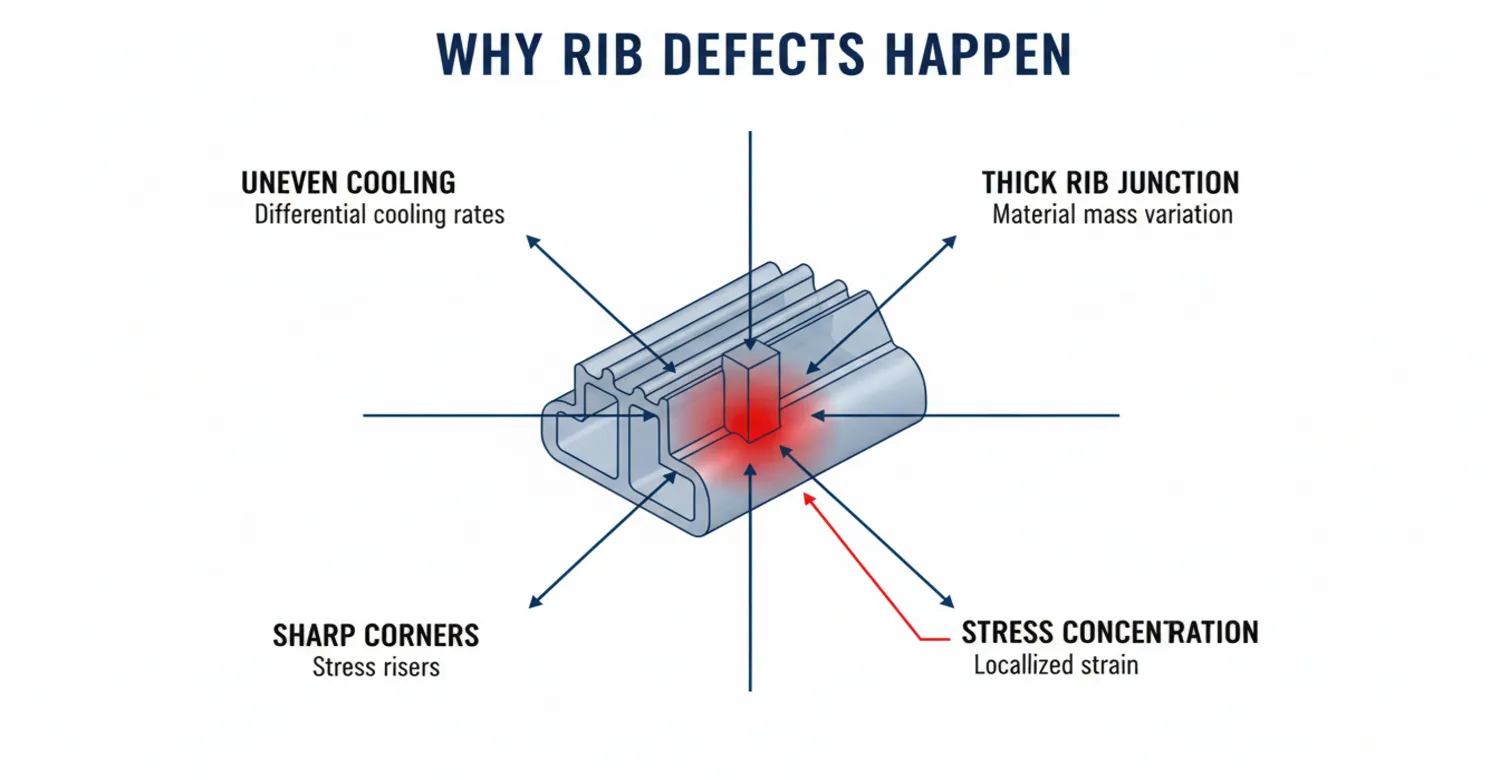
I segni di affondamento, le deformazioni e le crepe sono alcuni dei più comuni difetti di progettazione delle costole di stampaggio a iniezione. La loro presenza può compromettere l'integrità del prodotto o renderlo esteticamente meno gradevole, portando infine allo scarto di un intero lotto di prodotto. Come si manifestano questi difetti?
- Deformazione: Si verifica quando lo spessore della parete non è uniforme, il che comporta un raffreddamento differenziale tra le sezioni spesse e quelle sottili.
- Segni di affondamento: Ciò si verifica quando la sottile parete adiacente si raffredda più rapidamente della sezione spessa della nervatura, provocando una depressione visibile sulla superficie.
- Scricchiolii: Le cause principali di questo difetto sono l'eccessivo spessore nelle intersezioni in cui le nervature si uniscono alla parete principale o la concentrazione delle sollecitazioni negli angoli acuti.
Per evitare guasti legati alla progettazione delle nervature nello stampaggio a iniezione, i produttori devono attenersi a una serie di regole che disciplinano lo spessore, l'altezza, il disegno del filetto e le caratteristiche delle nervature. angolo di sformo.
Spessore della nervatura
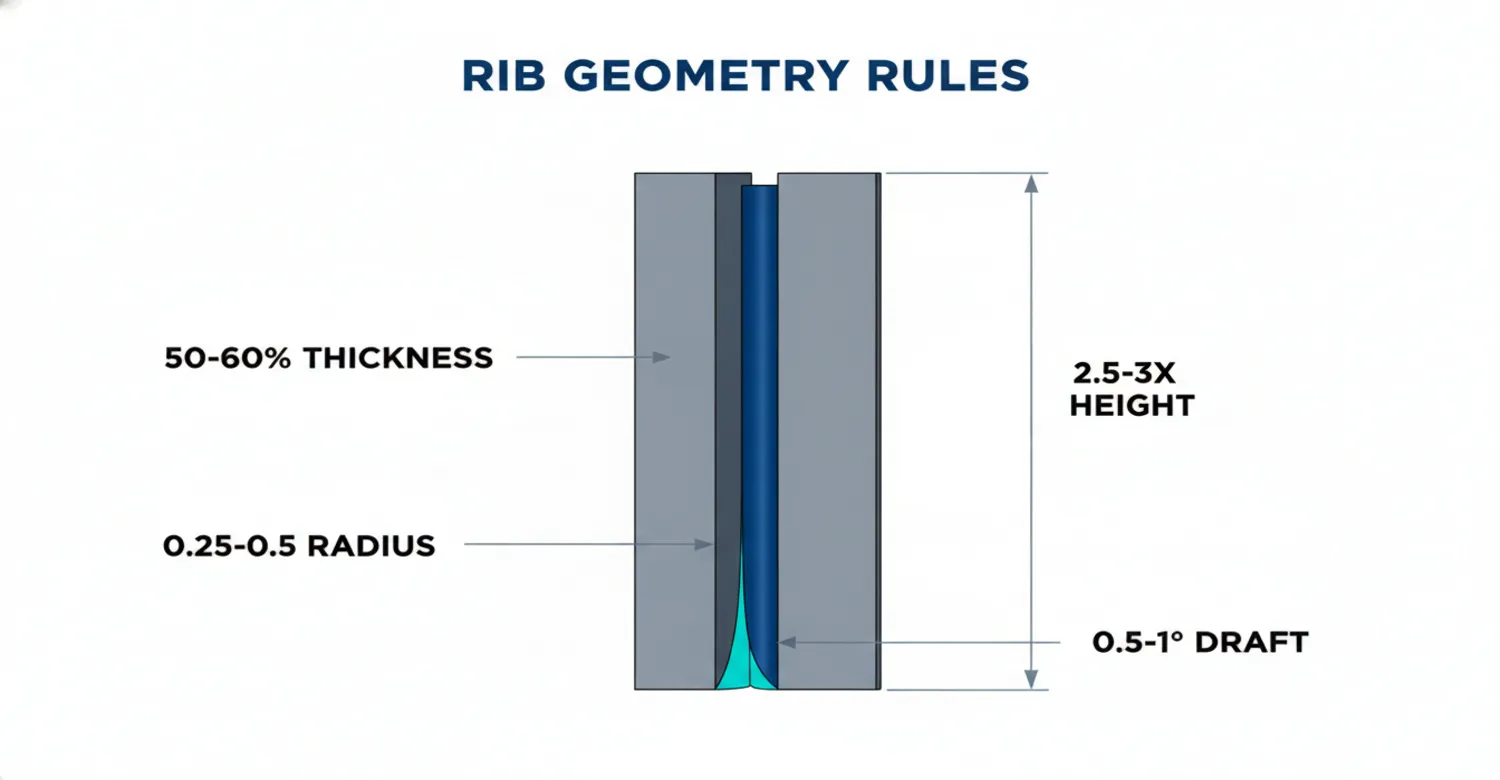
La regola generale è che lo spessore delle nervature deve essere pari a circa il 50-60% dello spessore della parete adiacente, e non superiore. Il mantenimento di questo rapporto tra spessore delle nervature e spessore della parete aiuta a prevenire i fenomeni di ritiro, le bolle d'aria, i segni di affondamento e la concentrazione delle sollecitazioni. I produttori che utilizzano nervature più spesse avranno difficoltà di raffreddamento.
Altezza della nervatura
L'altezza della nervatura dovrebbe essere limitata a 2,5-3 volte lo spessore nominale della parete. Una nervatura più lunga nello stampaggio a iniezione è più difficile da espellere e soggetta a rotture. Inoltre, lo spessore eccessivo può provocare cricche, segni di affondamento e vuoti. I produttori devono ottimizzare l'altezza delle nervature sperimentando per trovare l'altezza più bassa possibile in cui le nervature siano ancora funzionali.
Distanza tra le nervature
L'impilamento di nervature troppo vicine tra loro può creare problemi di raffreddamento e di fluidità del materiale, con conseguente allungamento dei tempi di ciclo e rischio di affondamento. Come regola generale, la distanza tra due nervature dovrebbe essere da 2 a 3 volte lo spessore della parete nominale. Ciò consentirà un flusso uniforme del materiale, un raffreddamento uniforme e una riduzione dei tempi di ciclo.
Raggi della base della nervatura
L'arrotondamento della base della nervatura aiuta a ridurre al minimo la concentrazione delle sollecitazioni nel pezzo. Come regola generale, il raggio dovrebbe essere mantenuto intorno a 0,25-0,5 volte lo spessore della parete del pezzo per aumentare la resistenza. Evitare gli angoli vivi, che aumentano la concentrazione di tensioni, utilizzando smussi o filetti. La concentrazione di tensioni può portare a cricche, screpolature o al cedimento totale del pezzo.
Angolo di sformo della nervatura
Se la struttura della nervatura dello stampaggio a iniezione è troppo diritta, si verifica un difetto per cui il pezzo si attacca allo stampo durante l'espulsione, causando danni al pezzo. Per evitare questo problema, si aggiungono angoli di sformo di circa 0,5-1 grado su ciascun lato della nervatura.
Posizionamento della nervatura
La posizione delle nervature deve essere strategica e concentrata soprattutto nelle aree in cui è necessaria la resistenza o lungo le sezioni piatte o sottili. In questo modo non solo si fornisce un supporto strutturale, ma si migliorano anche le prestazioni. Scegliete numerose nervature più piccole rispetto a quelle più grandi.
Linee guida per la progettazione delle nervature nello stampaggio a iniezione in sintesi
| Spessore della nervatura | Da 50% a 60% di spessore nominale della parete |
| Altezza della nervatura | da 2,5 a 3 volte lo spessore nominale della parete |
| Distanza tra le nervature | da 2 a 3 volte lo spessore della parete nominale |
| Raggi della base della nervatura | da 0,25 a 0,5 volte lo spessore nominale della parete |
| Angolo di sformo della nervatura | Da 0,5 a 1 grado su ciascun lato |
| Posizionamento della nervatura | Lungo le sezioni piane o sottili o dove è necessaria una maggiore resistenza |
Selezione del materiale e del processo giusto per le parti rinforzate con nervature
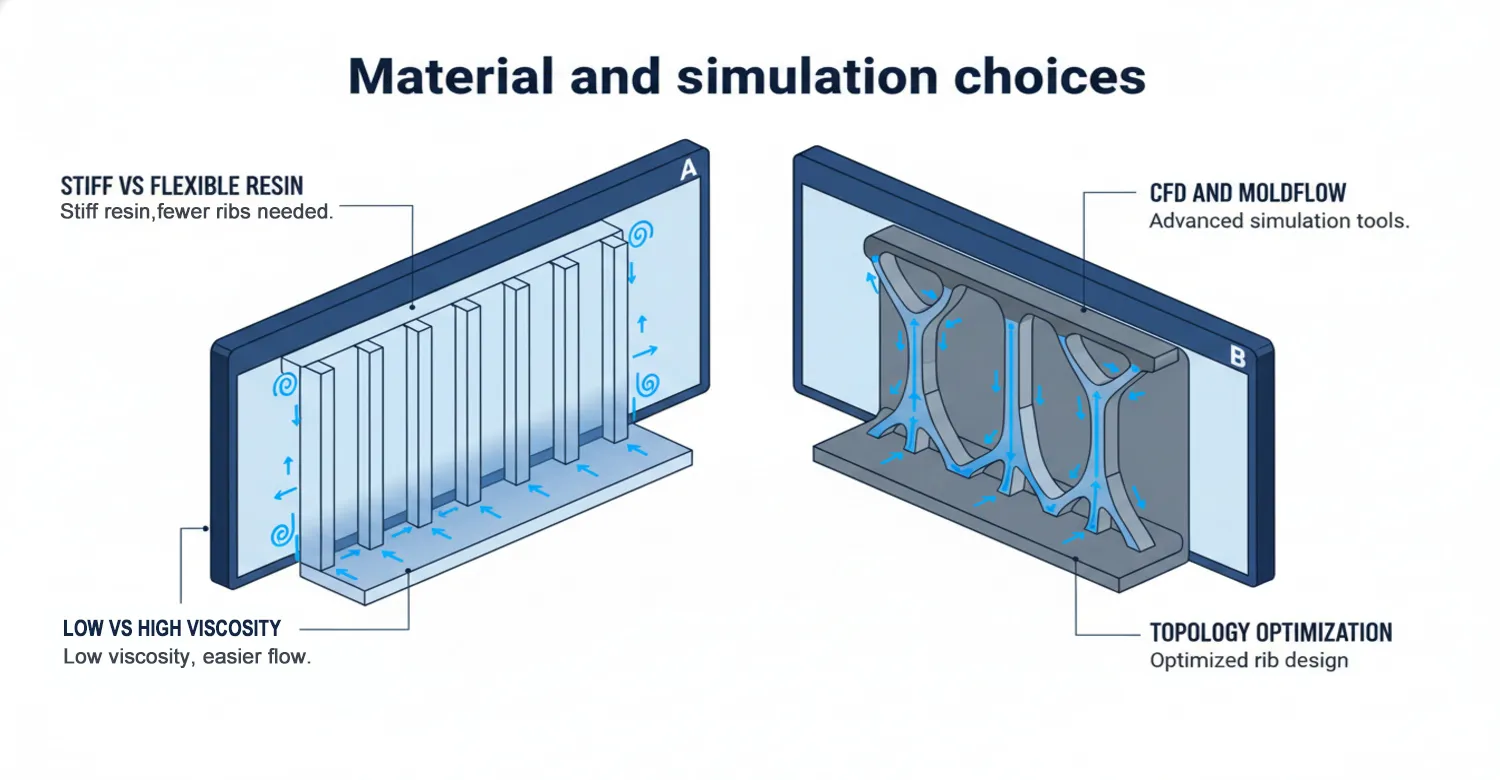
La scelta del materiale influisce direttamente sulla progettazione delle nervature nello stampaggio a iniezione. Ad esempio, quando si utilizzano materiali più rigidi e ad alta resistenza, i produttori possono avere bisogno di un numero inferiore di nervature di altezza minore per ottenere l'integrità strutturale desiderata, rispetto a quando il materiale utilizzato è meno rigido.
Allo stesso modo, è necessario considerare la conduttività termica del materiale per il suo impatto sul raffreddamento e i difetti associati se non gestiti correttamente. Detto questo, ecco i fattori che devono essere presi in considerazione durante la selezione del materiale.
- Rigidità e resistenza del materiale: I materiali con una maggiore rigidità possono consentire ai produttori di creare un numero inferiore o più sottile di nervature, ottenendo la stessa integrità strutturale. Di conseguenza, questo può portare a una riduzione dell'uso e del peso dei materiali.
- Conducibilità termica: La conducibilità termica del materiale influisce sui tempi di raffreddamento. Il giusto design della costola di stampaggio a iniezione deve prevedere una spaziatura adeguata nei materiali a bassa conducibilità termica per migliorare il raffreddamento.
- Resistenza agli urti: Quando il pezzo deve resistere a un impatto elevato, il materiale scelto deve avere questa proprietà. L'uso di Acrilonitrile Butadiene Stirene (ABS) e alcuni policarbonati aiutano a prevenire rotture e fragilità.
- Resistenza allo scorrimento: Se il pezzo o il prodotto sarà sottoposto a un carico prolungato, l'uso di polimeri ad alte prestazioni come PTFE, PAI e PEEK contribuirà a mantenere l'integrità strutturale e la forma del pezzo nel tempo.
- Impatto ambientale: Durante il processo di selezione del materiale, un fattore importante da considerare è l'ambiente in cui il pezzo o il prodotto verrà utilizzato. Se sarà esposto all'acqua salata, ai raggi UV o a temperature estreme, il materiale scelto dovrà avere le proprietà per resistere a questi fattori ambientali.
- Costo: Nelle produzioni ad alto volume, è importante considerare il costo del materiale per la redditività e la competitività. Si deve sempre privilegiare un'alternativa meno costosa che non comprometta l'integrità strutturale e la qualità.
Processo per parti rinforzate con nervature
Così come il processo di selezione del materiale deve essere intenzionale, il processo di progettazione delle nervature nello stampaggio a iniezione deve tenere conto delle proprietà uniche del materiale selezionato. Le considerazioni da fare nella progettazione delle nervature, in base al materiale scelto, sono le seguenti:
- Viscosità di fusione: Quando si lavora con materiali con una viscosità di fusione più elevata, il produttore può avere bisogno di attrezzature specializzate per garantire il corretto riempimento di geometrie di nervature sottili e complesse. In alternativa, il produttore può sperimentare la possibilità di utilizzare una temperatura di fusione più elevata senza distruggere l'integrità del materiale.
- Materiale fibrorinforzato: I produttori che utilizzano materiali plastici rinforzati con fibre devono incorporare geometrie speciali nella progettazione delle nervature per ottimizzare l'allineamento delle fibre per ottenere la massima resistenza.
- Segni di affondamento: Un design troppo spesso delle nervature o l'utilizzo di materiali con un'elevata viscosità di fusione possono portare a depressioni, dette segni di affondamento, sulla superficie opposta alle nervature. Per evitare questo inconveniente, è necessario gestire correttamente il rapporto tra nervature e pareti.
- Branding: Anche se non si tratta di un fattore di produzione critico, è comunque importante considerare se il design della costola includerà grafiche o loghi speciali, che avranno un ruolo nella scelta del materiale.
Utilizzo di tecnologie avanzate per ottimizzare le prestazioni delle costole
I metodi tradizionali di ottimizzazione della progettazione delle nervature nello stampaggio a iniezione si basano su tentativi ed errori, che possono essere costosi e richiedere molto tempo. Alcune delle sfide incontrate con la progettazione tradizionale delle costole sono evidenziate nella tabella seguente.
| Difetti di progettazione delle nervature | Impatto sulla parte o sul prodotto |
|---|---|
| Eccessiva nervatura | Prolunga i tempi di ciclo, l'utilizzo di materiale e aumenta il rischio di danni durante l'espulsione. |
| Brusca transizione di spessore | Un passaggio improvviso da sezioni sottili a sezioni spesse può portare a un riempimento insufficiente e aumentare il rischio di difetti come deformazioni e segni di affossamento. |
| Sfiati inadeguati intorno alle costole | Una scarsa ventilazione intorno alle costole provoca un'eccessiva pressione di iniezione che può portare ad affondamenti, bruciature e colpi corti. |
I produttori utilizzano spesso tecnologie avanzate per simulare il flusso di materiale, per superare i difetti di progettazione delle nervature. I dati ottenuti da queste simulazioni possono essere utilizzati per prevedere il comportamento delle nervature in diverse circostanze. Inoltre, aiutano a selezionare i materiali, a trovare i progetti giusti per un trasferimento di calore efficiente, a migliorare la resistenza strutturale e a ridurre le perdite di carico e la resistenza aerodinamica. Di seguito sono riportate alcune delle tecnologie avanzate utilizzate per l'ottimizzazione delle prestazioni delle costole.
Simulazione computazionale
Il miglior esempio di simulazione computazionale per la progettazione di nervature per lo stampaggio a iniezione è l'uso di fluidodinamica computazionale (CFD). Questo potente strumento ingegneristico si avvale di calcoli ad alte prestazioni per analizzare le problematiche relative ai flussi di fluidi (compresi liquidi e gas) in diverse condizioni. Funziona applicando le leggi di conservazione della massa, della quantità di moto e dell'energia. La simulazione dei fluidi in un ambiente virtuale consente ai produttori di prevedere le prestazioni, di visualizzare i modelli di flusso e di ottimizzare il design del pezzo o del prodotto.
Algoritmi di ottimizzazione
Vengono utilizzati con la simulazione computazionale per trovare la configurazione e la forma ottimale delle nervature. Algoritmo genetico di ordinamento non dominato II (NSGA-II) è uno degli strumenti più utilizzati nella progettazione di costole. Rispetto agli algoritmi precedenti, NSGA-II è più veloce e utilizza un approccio di ordinamento non dominato per ridurre la complessità computazionale.
Fabbricazione additiva
Le tecniche avanzate di produzione additiva, come la stampa 3D, hanno permesso ai produttori di creare strutture di nervature intricate, prima impossibili con i metodi di stampaggio tradizionali. Ad esempio, la stampa 3D stampi di raffreddamento conformali bilanciare la velocità di raffreddamento in progetti di nervature complesse nello stampaggio a iniezione, evitando in modo significativo deformazioni e segni di affondamento.
Ottimizzazione della topologia
Si tratta di un altro metodo computazionale basato sulla teoria dei materiali solidi isotropi con metodo di penalizzazione (SIMP) che può essere utilizzato per progettare e ottimizzare direttamente le nervature per un adeguato rinforzo strutturale. Sfrutta algoritmi di intelligenza artificiale per ottimizzare la forma della sezione trasversale delle nervature e il loro posizionamento per ridurre al minimo l'uso di materiale senza compromettere gli obiettivi di prestazione.
Software di simulazione
Autodesk MoldFlow e Ansys Workbench sono software di simulazione del flusso molto diffusi. I produttori utilizzano questi strumenti per valutare diversi progetti di nervature nello stampaggio a iniezione, per garantire che la configurazione scelta sia perfettamente in linea con i requisiti di prestazione di un materiale specifico. Con la mappa termica dei difetti di MoldFlow, i produttori possono prevedere e prevenire difetti come linee di saldatura, deformazioni e segni di affondamento.
Metamodellazione
I metamodelli Kringing sono utilizzati per l'analisi di sensibilità e l'ottimizzazione del sistema. Viene utilizzato nella progettazione di costole per stampaggio a iniezione per creare modelli predittivi più rapidi e semplificati dai dati CFD. Ciò consente di risparmiare tempo e di accelerare il processo di ottimizzazione. L'uso dei metamodelli aiuta a ridurre i costi computazionali, sostituendo la simulazione su scala reale con un modello sostitutivo statisticamente efficace.
Risolvere i problemi del mondo reale nelle applicazioni critiche con il Rib Design
La CFD e varie altre tecniche di ottimizzazione hanno permesso ai produttori di progettare e ottimizzare le centine per applicazioni critiche, come quelle delle ali degli aerei, con maggiore efficienza e precisione. L'ottimizzazione delle centine alari contribuisce ad aumentare la portanza e a ridurre la resistenza aerodinamica per un funzionamento più efficiente dell'aereo. Altre applicazioni critiche della progettazione ottimizzata delle nervature nello stampaggio a iniezione sono:
1. Migliorare il trasferimento del calore
Il surriscaldamento è una delle sfide che devono affrontare i dispositivi elettronici. Affinché i sistemi continuino a funzionare in modo ottimale, i produttori devono trovare un modo per trasferire e disperdere il calore attraverso la struttura in modo efficace. Nei computer portatili, ad esempio, le nervature sono posizionate all'interno dei canali di raffreddamento per creare una turbolenza del flusso d'aria che aumenta il trasferimento di calore dal dissipatore.
I produttori sfruttano anche le tecnologie per trovare le giuste forme di nervatura per le pale delle turbine eoliche (ad esempio, a forma di V, ellittica, ecc.) e le configurazioni che massimizzano la rimozione del calore, soprattutto in ambienti con temperature elevate, riducendo al contempo al minimo le cadute di pressione.
2. Minor consumo di energia
Nelle automobili, le parti più pesanti aumentano il peso complessivo del veicolo, con conseguente aumento del consumo energetico. Ottimizzando il design delle costole stampate a iniezione con tecnologie avanzate, i produttori possono creare componenti più leggeri ed efficienti che contribuiranno ad aumentare l'efficienza energetica dell'automobile, riducendo il peso complessivo del veicolo.
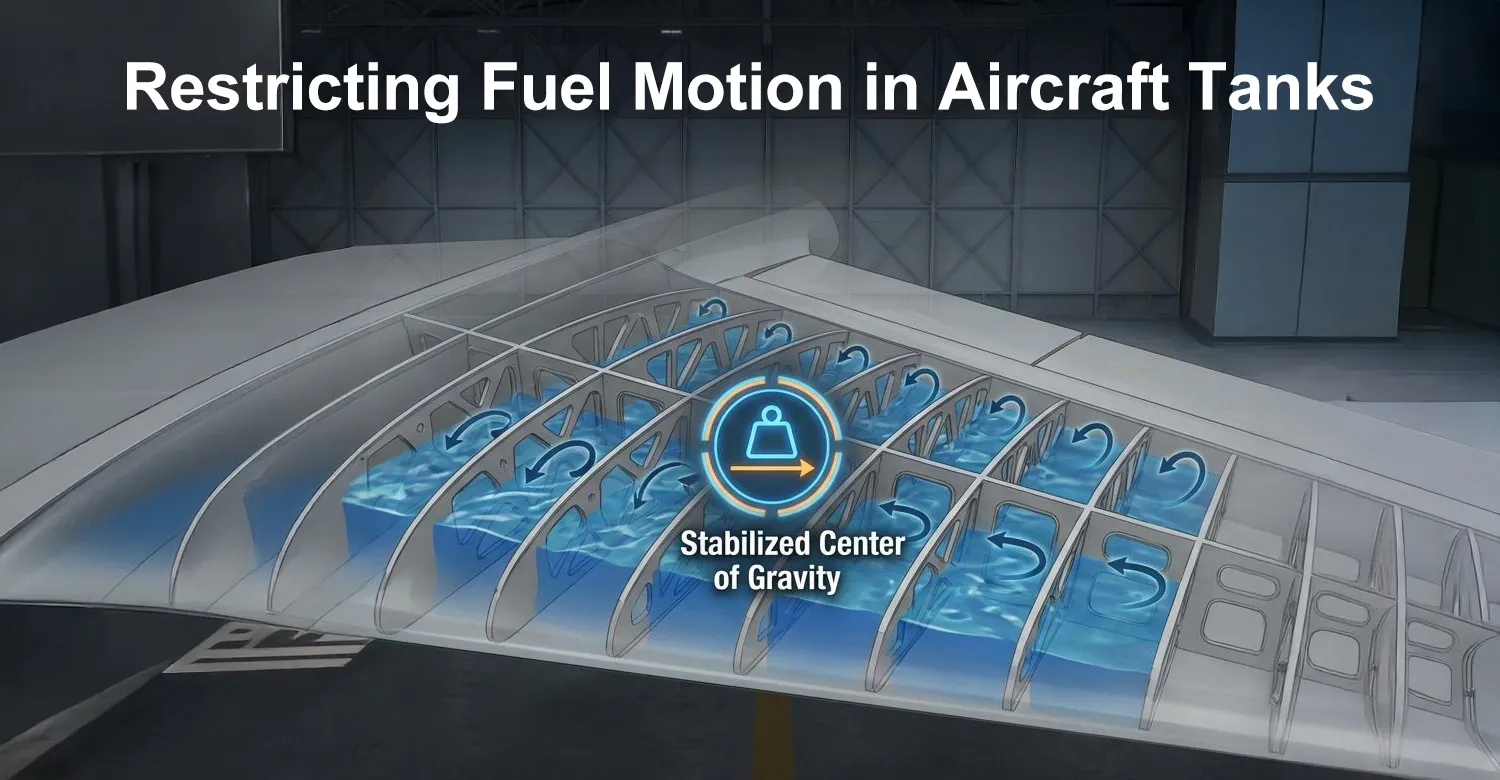
3. Limitazione del movimento del carburante nei serbatoi degli aeromobili
Il movimento del carburante nei serbatoi degli aerei è potenzialmente pericoloso. Il movimento può portare a rapidi spostamenti del centro di gravità che possono influire sulla stabilità dell'aereo. Inoltre, può causare la morte per inedia del carburante durante le manovre o l'accumulo di elettricità statica che può provocare un'esplosione o un incendio. Per evitare che ciò accada, ai compartimenti interni dei serbatoi degli aerei vengono aggiunte nervature ottimizzate per limitare il movimento del carburante e stabilizzarne il centro di gravità per la stabilità del volo.
4. Riscaldatori solari ad aria
I produttori di riscaldatori solari ad aria utilizzano le nervature per formare una rugosità artificiale sulle piastre assorbenti. Questa rugosità migliora il trasferimento di calore per un rendimento efficiente del riscaldatore ad aria solare.
È sempre importante lavorare con professionisti come First Mold, che conoscono la progettazione delle nervature nelle linee guida dello stampaggio a iniezione. Il partner di produzione giusto deve disporre di tecnologie avanzate per offrire consigli basati sui dati relativi alla progettazione, all'altezza, al posizionamento e alla selezione dei materiali delle nervature, in base alle proprietà strutturali previste e all'applicazione ambientale del prodotto o del pezzo desiderato.











