
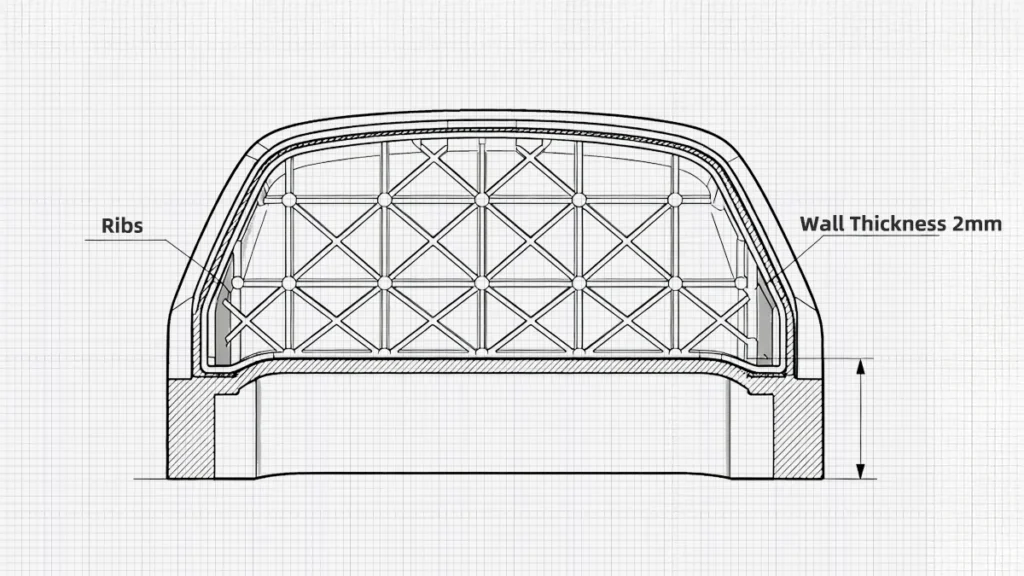
肋条就像微型柱或梁,为大型薄壁表面提供支撑。它们能增加刚度和强度,提高墙壁或平面的承重能力,而不会增加墙壁或平面的高度。 总厚度, 如果应用得当,还能降低零件的成本、周期时间和材料成本。此外,注塑成型中的肋条设计可以防止 沉降痕 和 翘曲. .有必要使用肋骨的情况包括
- 在保持薄壁的同时,塑料部件需要达到最佳强度
- 部件可承受弯曲、扭转和压力
- 塑料部件需要在不增加材料用量和重量的情况下提高强度
- 部件大而复杂
制造商必须根据零件或产品在应用环境中将承受的应力,有意识地进行肋的设计和布置。要更好地理解肋设计的重要性,就必须了解它们在结构完整性中的作用。.
注塑成型中的优化肋设计如何影响产品
肋的设计、高度和厚度对塑料产品或部件的强度和质量至关重要。它们能在不增加壁厚的情况下增强薄部件的强度。与增加壁厚相比,制造商更倾向于使用肋条来增强部件的强度。.
壁厚会增加制造缺陷的风险,如凹痕和翘曲,从而影响产品质量。此外,较厚的零件需要更多的材料,从而增加了生产成本和零件重量。优化肋设计有助于实现以下目标:
1.增强结构刚性
薄壁容易因外力而变形。然而,通过优化注塑肋条设计,墙壁得到了加强,可以承受机械应力。墙壁下方增加的肋条通常具有装饰性。然而,它们的主要作用是分散应力,以免应力集中在某一点而导致结构失效。适当的肋设计可以提高结构的耐久性。.
2.预防缺陷的相关性
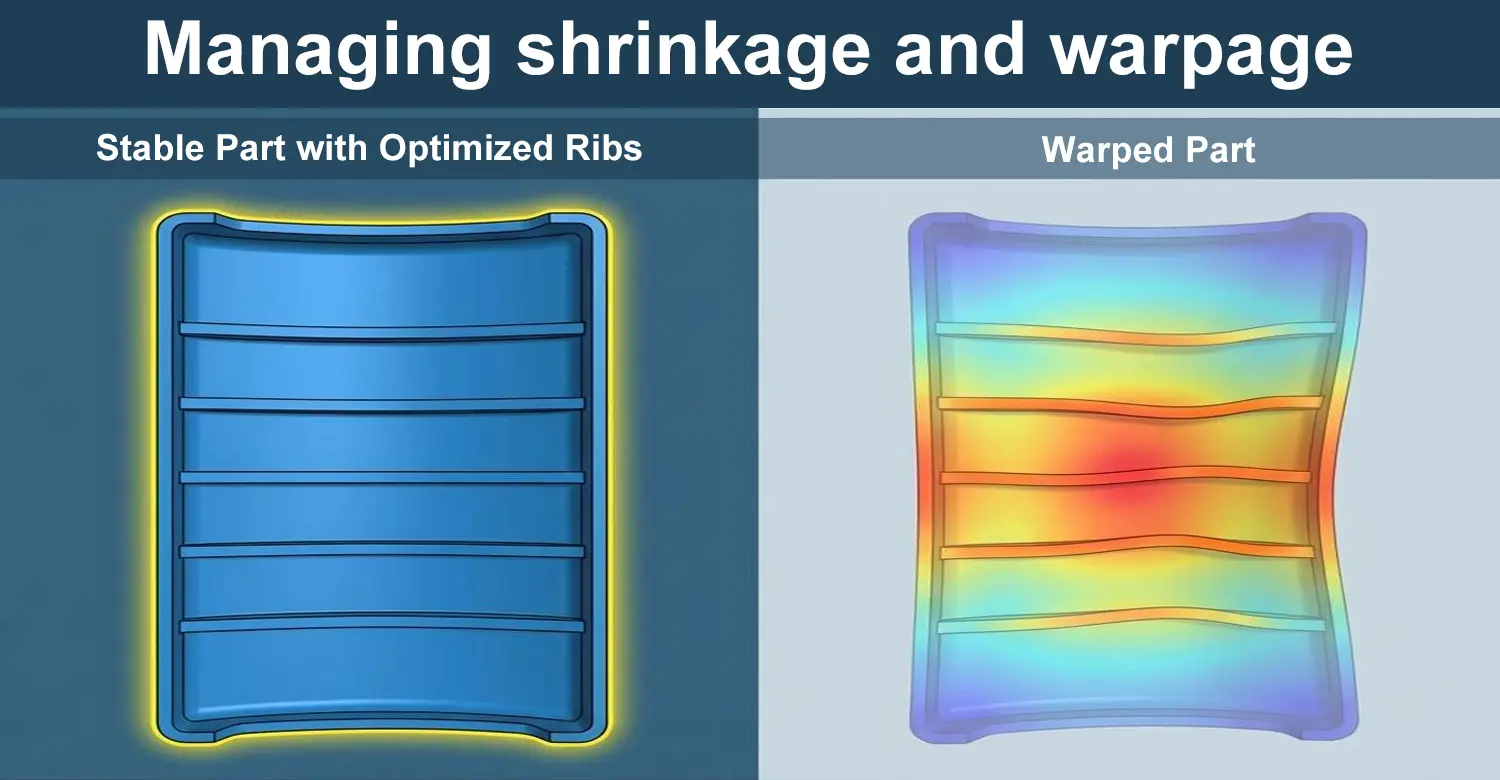
注塑成型中使用的塑料材料在冷却时会收缩,从而导致变形。收缩率因具体材料而异。与聚碳酸酯和聚苯乙烯相比,聚丙烯和聚乙烯的收缩率最大。注塑成型中优化的肋条设计可提供支撑并均匀分布内部收缩,从而保持形状的稳定性,减少凹痕和翘曲。.
3.提高承载能力
增加适当的肋条可以提高薄壁的抗压性,从而增加它们在不变形的情况下可以承受的负荷量。这对于必须承受弯曲、压缩或拉伸的部件尤为重要。增加肋条有助于在整个结构中均匀分布压力,降低局部损坏的风险。.
4.降低材料成本
原本用于增加壁厚的一小部分材料可以用来制作厚度和高度合适的肋条。肋条可以在不增加厚度的情况下提高零件的刚性。由于材料成本 占总生产成本的 30 至 70%, 在不影响零件完整性的前提下减少材料用量,将直接降低生产成本。.
5.延长产品寿命
在注塑成型中使用优化的肋条设计可延缓裂纹的形成或扩展。它们通过分散应力来达到这一目的,尤其是在产品承受动态载荷时。提高耐用性始终是消费者满意度不可或缺的一部分。.
避免常见故障的基本肋骨设计规则
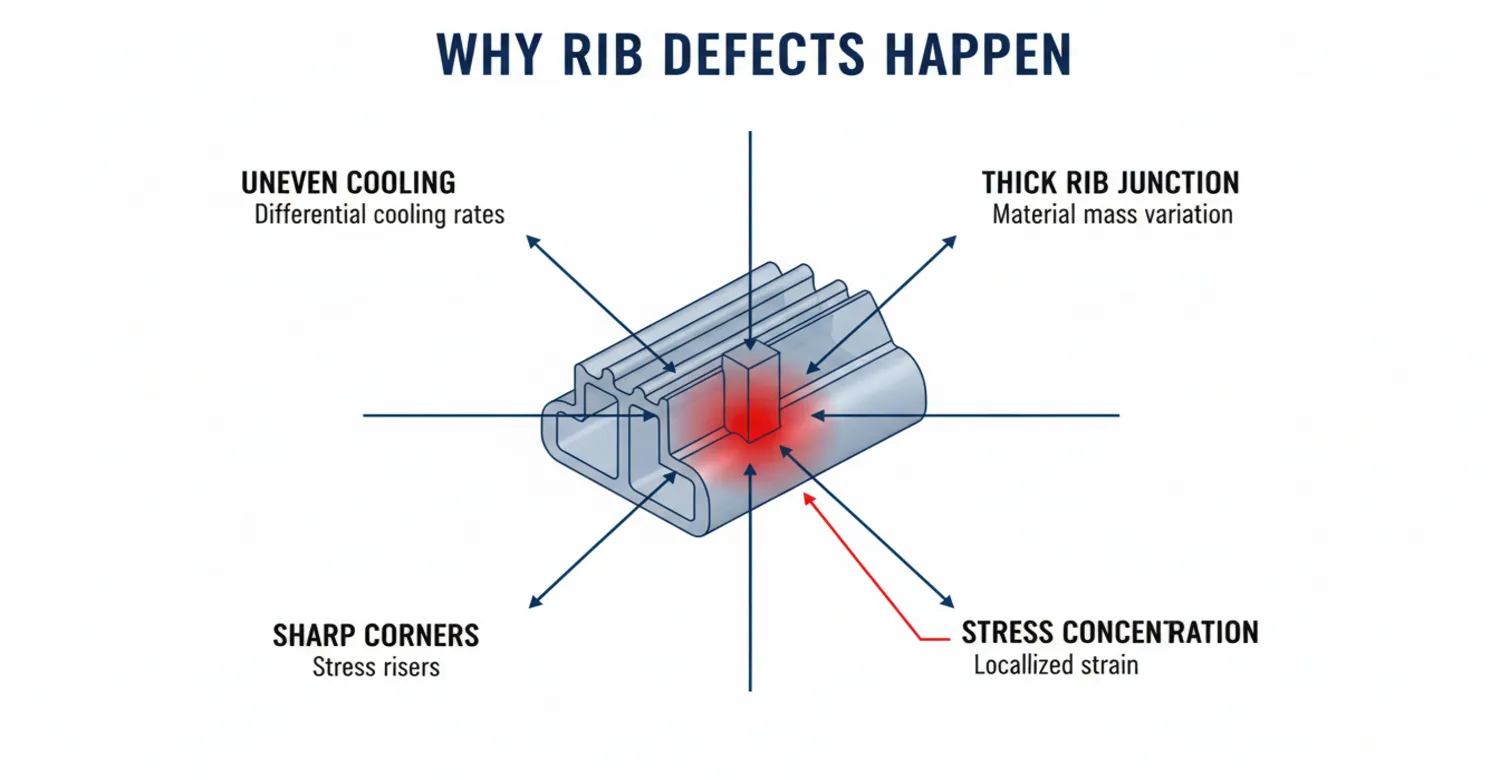
凹痕、翘曲和开裂是最常见的注塑肋设计缺陷。它们的存在会影响产品的完整性或降低产品的美观度,最终导致整批产品被废弃。. 这些缺陷是如何产生的?
- 翘曲: 当壁厚不均匀时会出现这种情况,从而导致厚壁部分和薄壁部分之间的冷却差异。.
- 水槽痕迹 当相邻薄壁的冷却速度快于厚肋部分时,就会出现这种情况,从而导致表面出现明显的凹陷。.
- 咔嚓咔嚓 造成这种缺陷的主要原因是肋条与主壁连接处的厚度过大,或尖角处的应力集中。.
为避免在注塑成型过程中出现与肋条设计有关的故障,制造商必须遵循一套规则,规范肋条厚度、高度、圆角设计和 吃水角.
肋条厚度
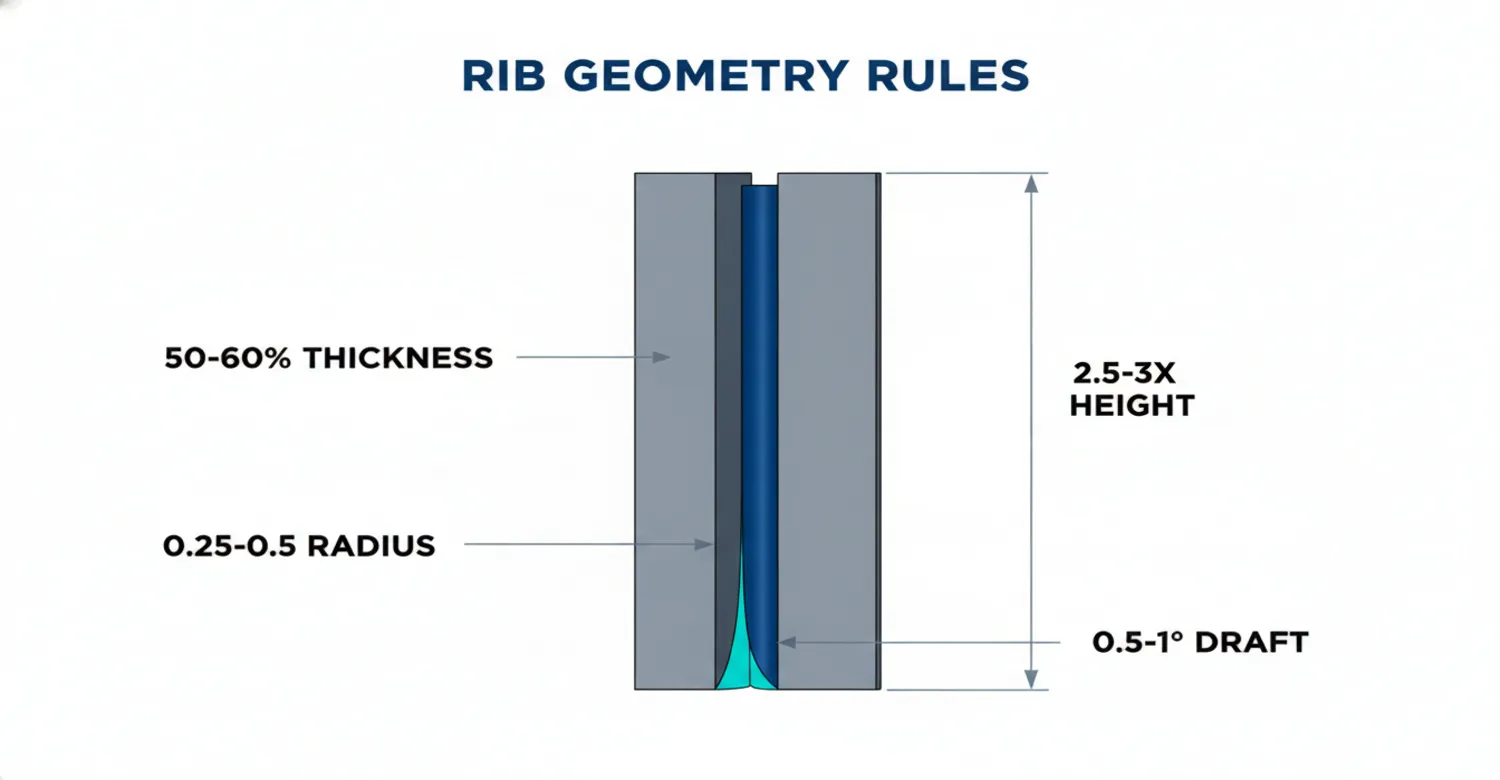
经验法则是,肋的厚度应为相邻壁厚的 50 至 60%,而不是更多。保持这一肋骨与壁厚之比有助于防止收缩纹、气泡、凹痕和应力集中。使用较厚肋条的制造商将面临冷却困难。.
肋条高度
筋的高度应限制在标称壁厚的 2.5 至 3 倍。在注塑成型中,较长的肋条设计较难顶出,且容易断裂。此外,过厚还会导致开裂、凹痕和空洞。制造商必须通过实验来优化肋条高度,以找到肋条仍能发挥作用的最低高度。.
肋间距
肋条堆叠太近会造成冷却和材料流动性问题,这不仅会延长循环时间,还会产生沉降风险。根据经验,两根肋条之间的距离应为标称壁厚的 2 至 3 倍。这将使材料流动均匀,冷却一致,并缩短循环时间。.
肋基半径
将肋条底部做成圆形有助于最大限度地减少零件中的应力集中。根据经验,半径应保持在零件壁厚的 0.25 至 0.5 倍左右,以增加强度。使用倒角或圆角,避免尖角,因为尖角会增加应力集中。应力集中会导致开裂、龟裂或整个部件失效。.
肋条拉伸角度
注塑肋设计太直会导致缺陷,在顶出时零件会粘在模具上,从而损坏零件。为避免出现这种情况,可在肋条两侧各增加 0.5 至 1 度左右的牵伸角。.
肋条位置
肋条的位置应具有战略意义,主要集中在需要强度的部位或平面或薄截面上。这不仅能提供结构支撑,还能提高性能。选择较多的小肋条,而不是较少的大肋条。.
注塑成型中的肋条设计指南概览
| 肋条厚度 | 公称壁厚 50% 至 60% |
| 肋条高度 | 名义壁厚的 2.5 至 3 倍 |
| 肋间距 | 名义壁厚的 2 至 3 倍 |
| 肋基半径 | 名义壁厚的 0.25 至 0.5 倍 |
| 肋条拉伸角度 | 每侧 0.5 至 1 度 |
| 肋条位置 | 沿平面、薄截面或需要强度的地方 |
为肋增强部件选择合适的材料和工艺
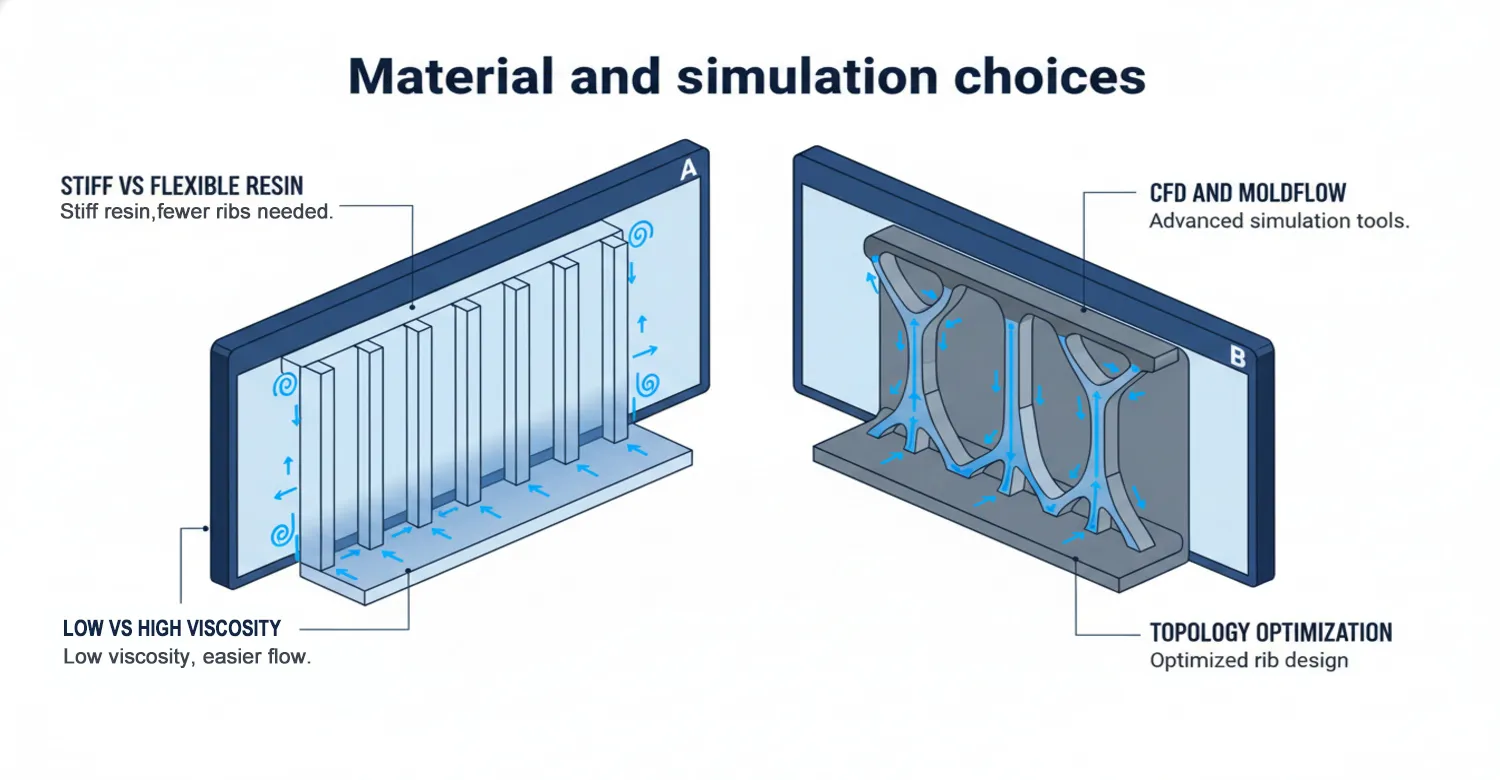
材料的选择会直接影响注塑成型中的肋条设计。例如,与硬度较低的材料相比,当使用硬度较高的材料时,制造商可能需要较少的肋条和较小的高度来实现所需的结构完整性。.
同样,还必须考虑材料的导热性,因为它对冷却有影响,如果管理不当,还会产生相关缺陷。以下是选择材料时必须考虑的因素。.
- 材料刚度和强度 具有更高硬度的材料可以让制造商制作更少或更薄的肋条,并实现相同的结构完整性。因此,这可以降低材料用量和重量。.
- 导热性: 材料的导热性会影响冷却时间。正确的注塑成型肋设计必须在导热率低的材料中加入足够的间距,以改善冷却效果。.
- 抗冲击性 当零件需要承受较大冲击力时,所选材料应具有这种特性。使用 丙烯腈-丁二烯-苯乙烯 (ABS)和一些聚碳酸酯有助于防止断裂和脆化。.
- 抗蠕变性 如果部件或产品需要承受持续负载,使用 PTFE、PAI 和 PEEK 等高性能聚合物将有助于长期保持部件的结构完整性和形状。.
- 环境影响: 在材料选择过程中,需要考虑的一个重要因素是零件或产品的使用环境。如果产品将暴露在盐水、紫外线辐射或极端温度下,所选材料应具备承受这些环境因素的特性。.
- 费用 在大批量生产中,必须考虑材料成本,以提高盈利能力和竞争力。在不影响结构完整性和质量的前提下,应尽量选择成本较低的替代材料。.
肋骨加固部件的工艺
正如材料选择过程必须有意识一样,注塑成型中的肋设计过程也必须适应所选材料的独特属性。根据所选材料,肋设计必须考虑以下因素:
- 熔体粘度: 在使用熔体粘度较高的材料时,制造商可能需要专门的设备,以确保对薄而复杂的肋条几何形状进行适当的填充。另外,生产商也可以尝试在不破坏材料完整性的前提下使用更高的熔化温度。.
- 纤维增强材料 使用纤维增强塑料的制造商必须在肋条设计中采用特殊的几何形状,以优化纤维的排列,从而达到最大强度。.
- 水槽痕迹 肋条设计过粗或使用熔体粘度较高的材料会导致肋条对面的表面出现凹陷,即沉痕。为避免出现这种情况,必须适当控制筋壁比。.
- 打造品牌: 虽然这不是一个关键的生产因素,但考虑肋条设计是否包含特殊图形或徽标仍然很重要,这也将在材料选择中发挥作用。.
利用先进技术优化肋骨性能
注塑成型中优化肋设计的传统方法依赖于反复试验,这种方法既费钱又费时。下表重点介绍了传统筋设计所遇到的一些挑战。.
| 肋条设计缺陷 | 对部件或产品的影响 |
|---|---|
| 过多的罗纹 | 它延长了周期时间和材料用量,并增加了弹射过程中损坏的风险 |
| 厚度突变 | 从薄截面到厚截面的突然变化会导致填充不良,增加翘曲和凹痕等缺陷的风险 |
| 肋骨周围的通风口不足 | 肋骨周围的通风不良会导致喷射压力过大,从而导致下沉、烧痕和短射 |
制造商通常使用先进技术来模拟材料流动,以克服肋条设计缺陷。这些模拟数据可用于预测不同情况下的肋条行为。它还有助于材料选择、找到高效传热的正确设计、提高结构强度以及降低压降和阻力。以下是一些用于肋条性能优化的先进技术。.
计算模拟
注塑成型筋设计计算模拟的最佳范例是使用 计算流体动力学 (CFD)。这种强大的工程工具使用高性能计算来分析不同条件下的流体(包括液体和气体)流动问题。它的工作原理是应用质量、动量和能量守恒定律。通过在虚拟环境中模拟流体,制造商可以预测性能,直观地看到流动模式,并优化部件或产品设计。.
优化算法
它们与计算模拟相结合,以找到最佳的肋骨配置和形状。. 非优势排序遗传算法 II (NSGA-II) 是肋骨设计中常用的工具之一。与早期的算法相比,NSGA-II 速度更快,并采用非优势排序法来降低计算复杂度。.
快速成型制造
先进的增材制造技术(如三维打印)使制造商能够制造出复杂的肋骨结构,而这在以前的传统成型方法中是不可能实现的。例如,3D 打印 保形冷却模具 平衡注塑成型中复杂肋条设计的冷却速度,可显著防止翘曲和凹痕。.
拓扑优化
这是另一种基于各向同性固体材料与惩罚法(SIMP)理论的计算方法,可用于直接设计和优化肋骨,以实现适当的结构加固。它利用人工智能算法来优化肋的截面形状和位置,从而在不影响性能目标的前提下尽量减少材料的使用。.
模拟软件
Autodesk MoldFlow 和 Ansys Workbench 是流行的流动模拟软件。制造商利用这些工具来评估注塑成型中不同的肋条设计,以确保所选配置完全符合特定材料的性能要求。利用 MoldFlow 的缺陷热图,制造商可以预测和预防焊缝、翘曲和凹痕等瑕疵。.
元模型
Kringing 元模型用于敏感性分析和系统优化。它可用于注塑成型肋条设计,从 CFD 数据中创建更快、更简化的预测模型。这样可以节省时间,有助于加快优化过程。使用元模型可以用统计上有效的替代模型代替全尺寸模拟,从而有助于降低计算成本。.
用肋骨设计解决关键应用中的实际问题
CFD 和其他各种优化技术使制造商能够更高效、更准确地设计和优化关键应用领域的肋条,如飞机机翼肋条。翼肋的优化有助于增加升力和减少阻力,从而提高飞机的运行效率。优化肋条设计在注塑成型中的其他重要应用包括
1.改善传热
过热是电子设备面临的挑战之一。为了使系统继续以最佳状态运行,制造商必须找到一种方法,通过结构有效地传递和分散热量。例如,在笔记本电脑中,散热通道内放置了肋条,以产生气流湍流,从而增加散热器的热量传递。.
制造商还利用各种技术为风力涡轮机叶片寻找合适的肋片形状(如 V 形、椭圆形等)和配置,以最大限度地去除热量(尤其是在高温环境中),同时最大限度地减少压力下降。.
2.降低能耗
在汽车中,较重的部件会增加汽车的整体重量,从而导致能耗增加。通过使用先进技术优化注塑成型肋条设计,制造商可以制造出更轻、更高效的部件,通过降低汽车的整体重量来提高汽车的能效。.
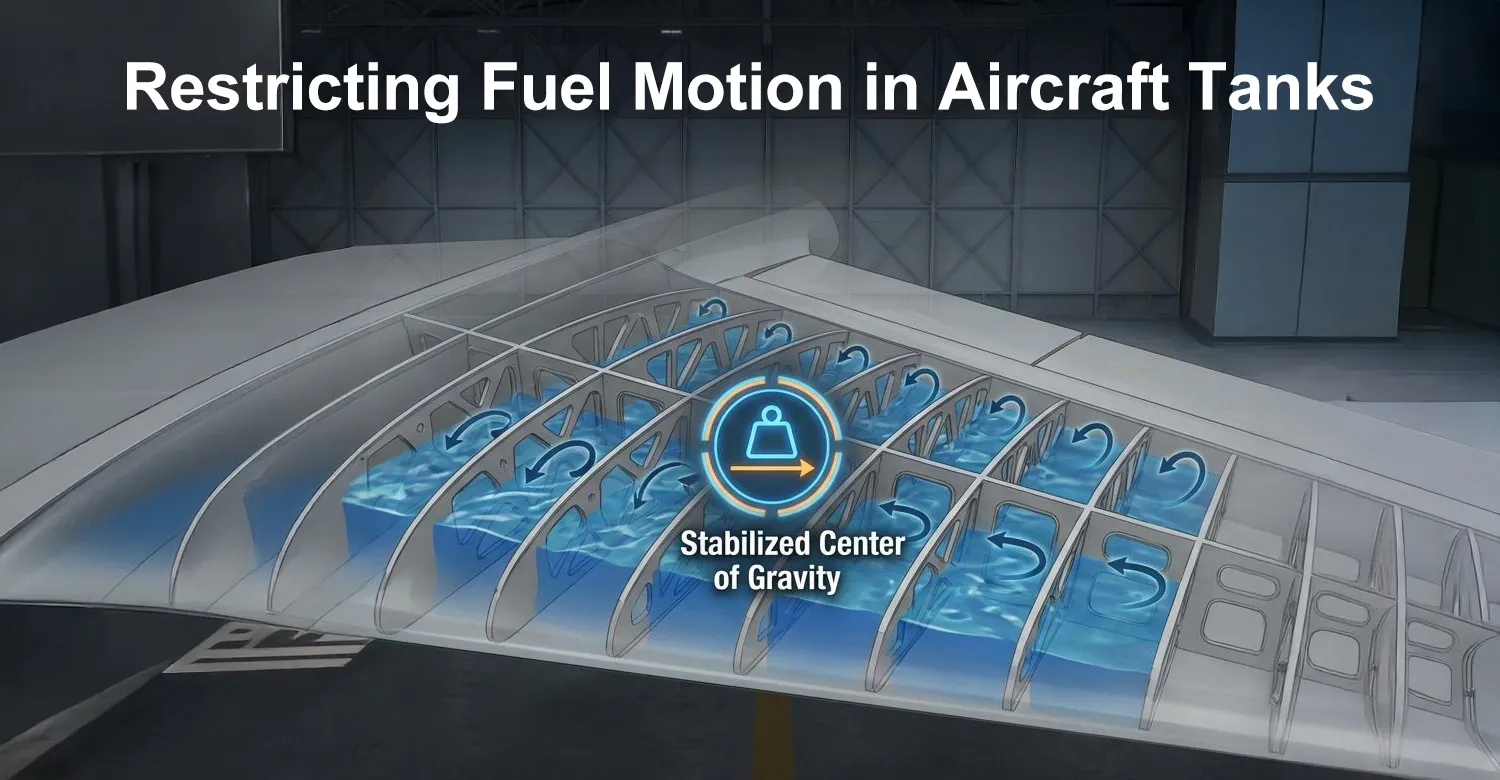
3.限制飞机油箱中的燃料运动
飞机油箱中燃料的剧烈运动具有潜在危险。运动会导致重心快速移动,从而影响飞机的稳定性。它还可能导致机动过程中的燃料匮乏或静电积聚,从而引发爆炸或起火。为了防止这种情况,飞机油箱的内舱增加了优化肋条,以限制燃料运动并稳定燃料重心,从而提高飞行稳定性。.
4.太阳能空气加热器
太阳能空气加热器制造商使用肋条在吸收板上形成人工粗糙度。这种粗糙度增强了热传递,从而提高了太阳能空气加热器的性能。.
与 First Mold 这样了解注塑成型准则中肋设计的专业人士合作始终非常重要。合适的制造合作伙伴应拥有先进的技术,能够根据所需产品或零件的预期结构特性和环境应用,就肋条设计、高度、位置和材料选择提供数据驱动的建议。.











