
Ben je toevallig een ontluikende fabrikant? Misschien wil je huishoudelijke, medische of auto-onderdelen van kunststof maken. De architectuur van een spuitgietmatrijs is een belangrijke factor in de planning van de productie-economie, de capaciteit en de stabiliteit van de kwaliteit. Een matrijs met één holte of een matrijs met meerdere holtes is een kwestie die je op korte termijn moet overwegen. Het is geen beslissing die je moet nemen in termen van tooling, maar een strategische productiebeslissing die invloed heeft op kapitaaluitgaven (CapEx), operationele uitgaven (OpEX), blootstelling aan risico's en schaalbaarheid.
Dit lange uittreksel kan je misschien helpen om te zien hoe deze mallen werken, hun parallellen en toepassingen.
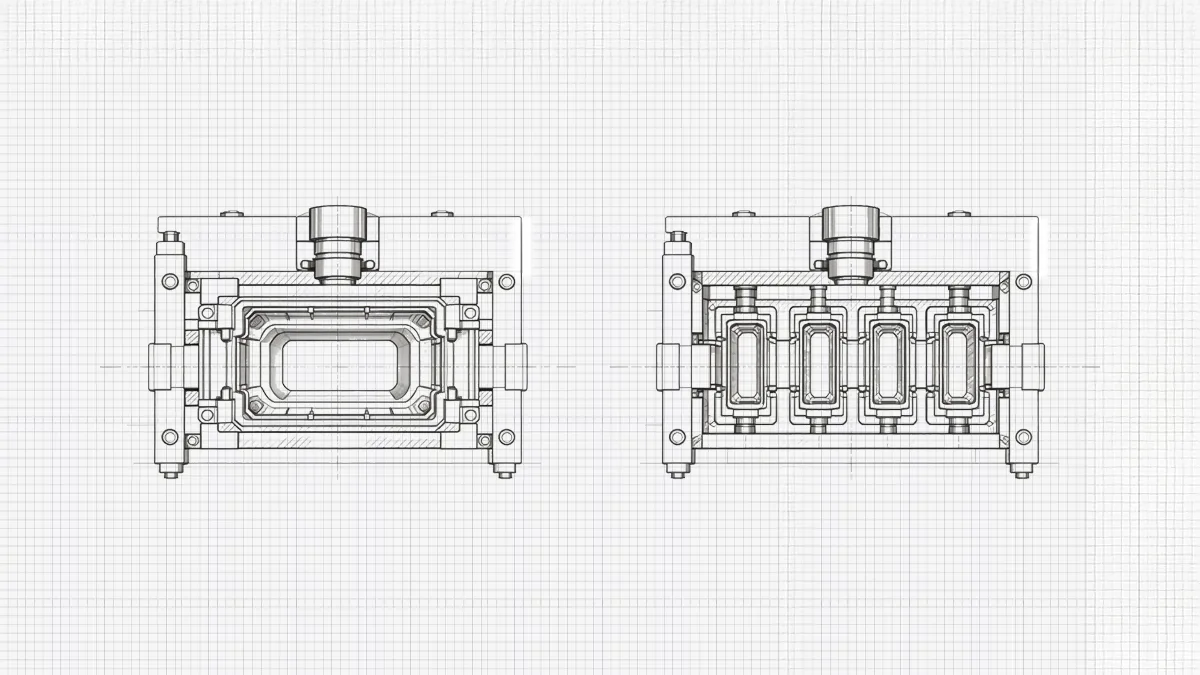
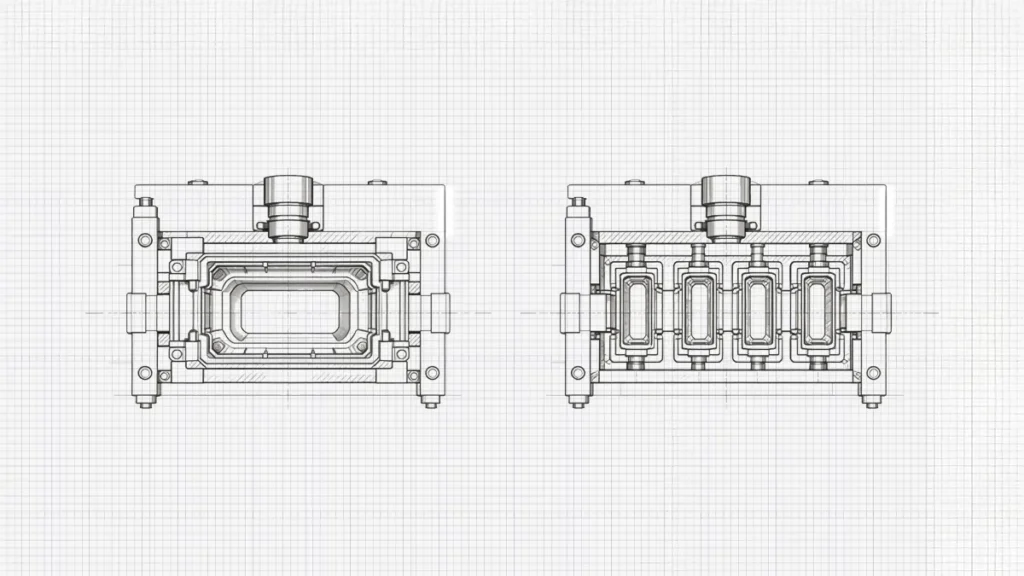
Kernvergelijking tussen mallen met één holte en mallen met meerdere holtes

Matrijs met één caviteit: één caviteit produceert één onderdeel per injectiecyclus, wat het stromingsgedrag en de processtabilisatie vereenvoudigt.
Matrijs met meerdere caviteiten: meerdere identieke caviteiten produceren meerdere onderdelen per cyclus, waardoor de verwerkingscapaciteit enorm toeneemt.
Kernvergelijking tussen mallen met één holte en mallen met meerdere holtes
Ten eerste is het alleen mogelijk om een enkele afdruk van de onderdeelgeometrie in een matrijs met één caviteit te plaatsen, zodat er bij elke gietcyclus één enkel onderdeel wordt gemaakt. Het is een eenvoudig ontwerp met betrekking tot processen, voorspelbare vulpatronen en het gemakkelijk oplossen van problemen. Een matrijs met meerdere caviteiten heeft in vergelijking veel identieke afdrukken in één basis van de matrijs en dit betekent dat veel van de onderdelen gelijktijdig kunnen worden geproduceerd bij elke cyclus. [1]. De verandering in uitvoer met het aantal caviteiten is evenredig met het aantal caviteiten, ondanks het feit dat de cyclustijd meestal vergelijkbaar is. Met andere woorden, bij elke cyclus wordt een groter aantal onderdelen gevormd in de mal met meerdere caviteiten.
Matrijzen met één holte zijn ook noodzakelijkerwijs beperkt in de doorvoer wat betreft productie-efficiëntie. Het machinegebruik is ook hoog in termen van output, maar het aantal geproduceerde onderdelen per uur is laag. Matrijzen met meerdere caviteiten verhogen de productiviteit snel zonder hetzelfde aantal machine-uren en zijn daarom de oplossing bij uitstek voor programma's met hoge volumes.
Er is een groot verschil in economische kosten per eenheid. Matrijzen met één holte zijn goedkoper om mee te beginnen qua gereedschap, maar zijn duurder per stuk omdat machinetijd, arbeid en energie per stuk worden afgeschreven. Matrijzen met meerdere caviteiten zijn niet kostenefficiënt in spuitgieten van kleine aantallen omdat ze een ingewikkeld bewerkingsproces, speciaal runnersysteem, speciaal koelsysteem en holtebalancering hebben, maar ze zijn minder duur op schaal.
Procesbeheersing en technische uitdagingen
Matrijzen met meerdere caviteiten stellen strengere eisen aan stromingsgelijkheid, thermische uniformiteit en drukspreiding. [2]. Onbalans kan leiden tot korte shots, flash, verschil in afmetingen, verandering of verschil in krimp. Het aantal caviteiten verhoogt dus de moeilijkheidsgraad van de procesbeheersing.
| Parameter | Vorm met één holte | Schimmel met meerdere holtes |
|---|---|---|
| Uitgang per cyclus | 1 deel | Meerdere onderdelen |
| Kosten gereedschap | Onder | Hoger |
| Kosten per eenheid | Hoger | Lager op schaal |
| Complexiteit van het proces | Laag | Matig tot hoog |
| Cyclustijd | Standaard | Vergelijkbare |
| Balanceringsbehoefte | Minimaal | Kritisch |
| Beste gebruikscasus | Prototyping, kleine volumes | Massaproductie |
Selectie van vormen en besluitvorming
Welke benadering moet dan de leidraad zijn voor uw besluitvormingsmodel voor de selectie van matrijzen? Begin met het vinden van een balans tussen technische haalbaarheid en financiële rechtvaardiging. Prognoses van het productievolume hebben de grootste invloed op uw beslissing. Bij een lage of onzekere vraag is het vaak beter om mallen met één caviteit te gebruiken, omdat die het risico op kapitaaluitgaven beperken en snelle wijzigingen in het ontwerp mogelijk maken. Matrijzen met meerdere caviteiten zijn economisch rendabel voor grote jaarvolumes, omdat ze de afschrijving van gereedschap mogelijk maken tegen aanzienlijke kosten per eenheid. [3].
Stel ten tweede de beperkingen van de machinecapaciteit van elk van de matrijzen vast. Het aantal benodigde caviteiten wordt bepaald door de schotgrootte, de injectiedrukcapaciteit, de weekmakersnelheid en de tonnage die van de klem wordt vereist. Als je de machinegrenzen overschrijdt, is de kans groot dat je te korte shots maakt of dat je te ver doorschiet.
Welke materialen ga je gebruiken? Systemen met meerdere caviteiten zijn lastiger te balanceren met harsen die een klein verwerkingsvenster hebben of een hoge viscositeit.
Wat zijn de kwaliteitseisen? Matrijzen met één holte geven de voorkeur aan onderdelen met een strakke dimensionale controle of een cosmetisch uiterlijk tijdens de eerste stadia voordat fabrikanten het proces stabiliseren en de productie opschalen.
Complexiteit van gereedschap en productierisico
Complex ontwerp en technische uitdagingen
De meeste beginnende fabrikanten zijn verrast door het feit dat elke matrijs verschillende ontwerpcomplexiteiten heeft. Als je een matrijs met één holte kiest, moeten je ingenieurs zich concentreren op één stromingsrichting, één geleidingspunt en een relatief voorspelbaar koelsysteem. En wat is er nog meer? Het stromingsgedrag, de drukval en de ontluchting van polymeren kunnen minder gemakkelijk gesimuleerd worden omdat het systeem weinig variabelen heeft die op elkaar inwerken. De ontwerpcycli zijn sneller en de correctiewijzigingen bij het proces zijn geconcentreerder.
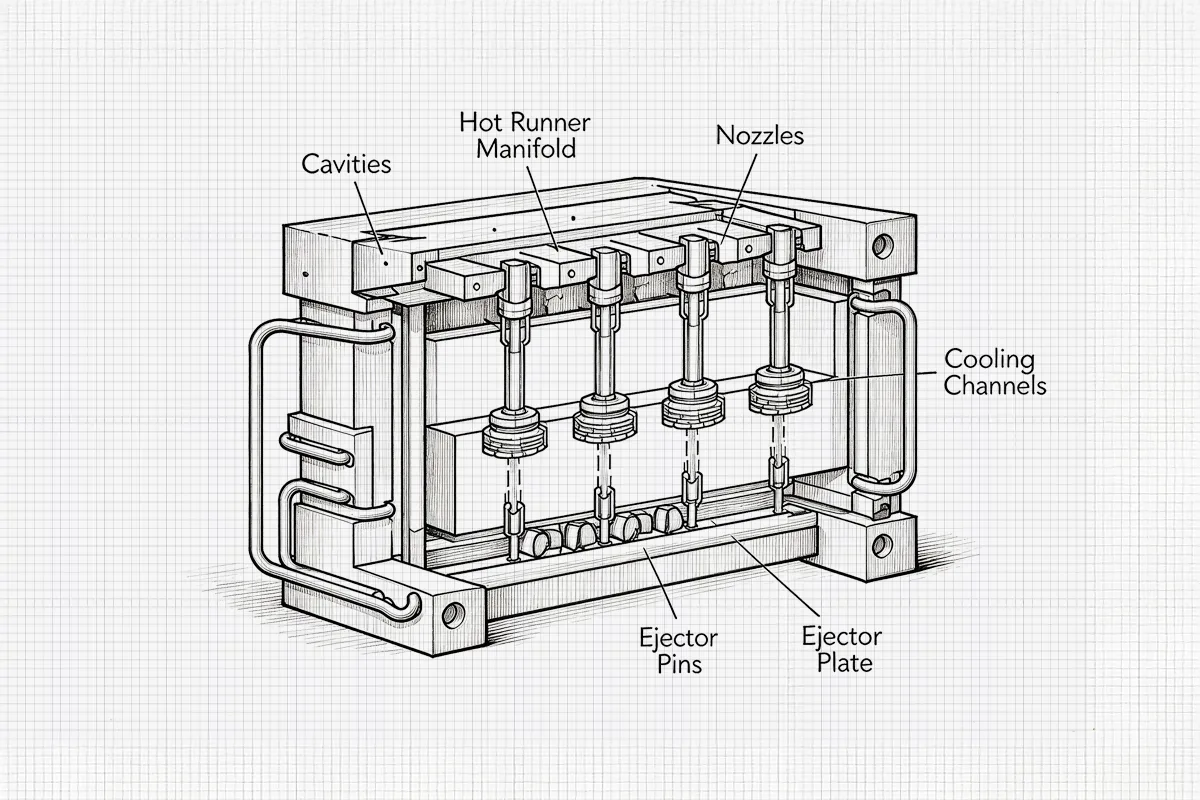
Wat zijn de ontwerpcomplicaties van mallen met meerdere caviteiten? Dergelijke mallen vereisen engineering op systeemniveau. Stromingsevenwicht is een knelpunt dat een symmetrisch ontwerp van runners en zorgvuldig geoptimaliseerde poortafmetingen vereist om een gelijkmatige vulling van de caviteiten te garanderen. De subtiele geometrische variatie resulteert in een onbalans in de druk die leidt tot korte shots in sommige caviteiten en flash in andere.
Het koelontwerp is ook een uitdaging in mallen met meerdere caviteiten. Om thermische uniformiteit te verkrijgen in een opeenvolging van caviteiten, is het noodzakelijk om koelcircuits nauwkeurig te spreiden, wat kan in de vorm van baffles, bubblers of conforme koelplannen. Het engineeringprobleem is niet langer optimalisatie van een component, maar optimalisatie van een netwerk van holtes die met elkaar verbonden zijn, waarbij de dynamiek van stroming, warmteoverdracht en krimpgedrag met elkaar in overeenstemming moeten zijn.
Risico van fabricageprecisie en gereedschapsbouw
Zeker, de mate van risico van het vervaardigen van gereedschap is evenredig met de grootte van de caviteiten. Met een matrijs met één caviteit zijn er alleen afwijkingen en toleranties bij het bewerken van één caviteit. Hierdoor kun je je concentreren op correcties en ervoor zorgen dat er geen onbalans in het systeem ontstaat. Dimensionale tuning - staalveilige aanpassingen, polijsten of poortverfijningen - is relatief eenvoudig.
Fabrikanten die mallen met meerdere caviteiten willen gebruiken, moeten rekening houden met het stapelen van toleranties. Grote hoeveelheden holte-inzetstukken vereisen uniformiteit tot op microniveau en dit vereist CNC-verspaning met hoge precisie, EDM-precisie en hoge metrologie. Een kleine dimensionale variatie in caviteiten op de machine kan worden omgezet in een meetbare productvariatie. Er moet ook worden gezorgd voor een hoge uniformiteit in de bewerking van runners en poorten, want een gebrek aan uniformiteit kan leiden tot onbalans in de vulling en verdeling van de verpakkingsdruk. Matrijzen met meerdere caviteiten zijn duur om te maken omdat correctieve veranderingen in één caviteit of deel van een runner de balanssituaties in de hele matrijs kunnen veranderen. Assemblagelijnintegratie, uitlijnlijnintegratie en luchtdichte koelcircuits worden ook verder gecompliceerd, waardoor de kans op assemblagefouten zoals verkeerd uitgelijnde deellijnen, ongelijkmatige ontluchting of thermische inefficiënties toeneemt.
Operationele stabiliteit en levenscyclusrisico
Fabrikanten in spe gaan ervan uit dat het productierisico eindigt na de ingebruikname van de mal. Dit is echter heel anders. De bepalende factor is de operationele stabiliteit, vooral voor gereedschap met meerdere caviteiten. Matrijzen met één caviteit hebben een veel breder procesbereik en kunnen vrij grote bereiken van de smelttemperatuur, de injectiedruk of de viscositeit van het materiaal verdragen. Uw technici kunnen deze defecten gemakkelijk opsporen, omdat het veel eenvoudiger is om de oorzaken van defecten te isoleren.
Bij het werken met een matrijs met meerdere caviteiten moeten ingenieurs strengere processen voor matrijscontrole toepassen [4]. Eén zo'n geval is dat variaties tussen caviteiten gemakkelijk geïntroduceerd kunnen worden door variaties in materiaalreologie, herhaalbaarheid van machines of thermische omstandigheden. Een slecht presterende caviteit vermindert de opbrengst, onderbreekt de automatiseringscycli of vereist het afsluiten van de caviteit, wat een directe impact heeft op de doorvoer. Matrijzen met meerdere caviteiten hebben enorme onderhoudsprocessen. Extra inzetstukken, poorten en koelcircuits verhogen allemaal het aantal slijtage- en storingspunten. De vuistregel is dat er strikte preventieve onderhoudsschema's moeten worden geïmplementeerd om ongeplande stilstand te voorkomen, omdat dit duur kan uitpakken in termen van financiën, aangezien het gaat om een hoog productievolume.
Integratie van automatisering en onderdelenverwerking
Waarom zou de nieuwe fabrikant dan robotica in de mal willen introduceren? Nou, hier zijn enkele redenen;
- Voorspelbaarheid van processen: Robots zijn consistent en verminderen de onzekerheid tijdens een extractie- en verwerkingscyclus.
- Verbeterde OEE (Overall Equipment Efficiency): Een robot vermindert stilstand en defecten in de verwerking, waardoor de efficiëntie van de matrijs toeneemt.
- Arbeidsoptimalisatie: Uw operators laten het monotone werk van extractie over aan andere, betere taken, zoals procesbewaking of kwaliteitsanalyse.
- Minder afval en herbewerking: De robots kunnen gecontroleerd worden gehanteerd, waardoor beschadiging, vervuiling en vervorming van de onderdelen tot een minimum worden beperkt. [5].
- Betere traceerbaarheid: De gerelateerde robotica die is aangesloten op MES of SCADA kan de productie traceren en gegevensgestuurd optimaliseren.
- Schaalbaarheid: Geautomatiseerde cellen kunnen eenvoudiger worden opgeschaald als het gaat om 'light-out' productie of pieken in de vraag.
Toepassing in mallen met één of meerdere caviteiten
Bij spuitgieten met één holte gebruiken fabrikanten robots in een poging om zoveel mogelijk gemak en snelheid te bereiken. De End of Arm Tooling (EOAT) is ontworpen om één onderdeel met een lage structurele complexiteit te grijpen, meestal met behulp van een basis vacuümcup of een mechanische grijper. Robotbewegingsbanen zijn klein en voorspelbaar en kunnen gemakkelijk gesynchroniseerd worden met het openen en uitwerpen van mallen. De ongebreidelde veranderingen in payload en de dynamische stabiliteit vormen geen groot probleem omdat de robot slechts met één onderdeel per cyclus kan werken.
Matrijzen met meerdere caviteiten veranderen deze ontwerpprioriteiten fundamenteel. De pickpoints moeten talrijk zijn op de EOAT en in bepaalde gevallen moeten de vacuümcircuits ook mechanisch worden vastgehouden om te zorgen dat ze veilig worden gehanteerd. Stijfheid wordt een serieus probleem omdat zelfs een kleine afwijking kan leiden tot verplaatsing van grijpers in de relatieve positie van holtes. De verdeling van de nuttige last, de traagheid en de demping van trillingen, vooral in automatiseringscellen met hoge snelheid, moeten door uw ingenieurs in overweging worden genomen. Het programmeerproces van robots wordt ook een stuk complexer en houdt rekening met een strikte coördinatie van de volgorde van het openen van de matrijzen, het gespreide uitwerpgedrag en de timing van de extractie.
Problemen oplossen bij gereedschap met meerdere caviteiten
Variatie tussen caviteiten diagnosticeren
Het voordeel van mallen met één caviteit is dat ze eenvoudig lineair te troubleshooten zijn. Sommige oorzaken, die kunnen worden geïdentificeerd als injectiedruk, plaatselijke onbalans in koeling en ontluchtingsefficiëntie, kunnen worden herleid naar de hoofdoorzaken van defecten zoals flash, sinks of short shots. [6]. De herstelmaatregelen zijn normaal gesproken direct en beperkt.
Matrijzen met meerdere caviteiten zijn dubbelzinnig wat diagnose betreft. Zo kunnen defecten selectief optreden - sommige caviteiten produceren korte shots terwijl andere knipperen, of dimensionale afwijkingen die alleen van invloed zijn op specifieke delen van het gereedschap. Het is aan uw technici om een onderscheid te maken tussen systemische onbalansen en caviteitsdefecten. Hiervoor zijn technieken nodig zoals korteschotstudies, holtedrukbewaking en analyse van statistische variaties.
Interdependenties tussen stroming, warmte en ventilatie
Het operationele probleem van mallen met meerdere caviteiten is dat procesvariabelen op elkaar inwerken om defecten te veroorzaken en dat er geen enkel defect optreedt. Een voorbeeld hiervan is dat een onbalans in de stroming te wijten kan zijn aan een kleine afwijking in de geometrie van de runners of ongelijke erosie van de poorten die leiden tot asymmetrische vulpatronen. Een andere mogelijkheid is ongelijke contractie als gevolg van een thermische onbalans die leidt tot vervorming of onevenredige grootte van de holtes.
Hoe pak je deze problemen aan? De regel die je moet toepassen bij het nemen van corrigerende maatregelen is systeemdenken. Overmatig injecteren kan brandplekken in een van de holtes verwijderen en de andere doen opvlammen. Als alternatief kunnen afmetingen in de centrale holte en oorzaakputten in perifere posities worden gestabiliseerd door de pakkingdruk aan te passen. Het is daarom de taak van uw technici om drukprofielen als een geheel te bekijken met betrekking tot de prestaties van het koelcircuit en de ontluchtingsefficiëntie. Overweeg geavanceerde diagnostiek - waaronder warmtebeeldvorming, analyse van de koelstroom en holtedrukmeting - om giswerk te verminderen en resolutiecycli te verkorten.
Slijtage, onderhoud en progressieve defecten
Bent u zich bewust van het feit dat mechanische degradatie een extra dimensie toevoegt aan de complexiteit van probleemoplossing? Zo kunnen uitwerppennen die vastlopen, of een verkeerde uitlijning van inzetstukken worden teruggebracht tot een paar holtes, waardoor de hoofdoorzaken verborgen blijven. Bij mallen met veel caviteiten verhoogt het tijdrovende terughalen en inspecteren van elk afzonderlijk inzetstuk de tijd en het risico van stilstand van het productieproces.
Geleidelijke defecten zijn moeilijk te hanteren. Het is mogelijk om een gat te hebben waarbij in eerste instantie onderdelen vrijkomen die bevredigend kunnen zijn, maar buiten tolerantie raken naarmate ze slijten. Zorg voor proactief onderhoud en tests op het niveau van maatregelen om periodieke kwaliteitsinstabiliteit op te sporen. De voorspelde spuitgietfabrikant moet zich daarom realiseren dat effectieve probleemoplossing niet alleen te maken heeft met technische vaardigheden, maar ook met gebruikelijke inspectienormen, rechtvaardiging van eerdere historische procedures en geplande onderhoudsacties. [7].
Geavanceerde toepassingen en casusuitbreidingen
Als je hebt gekozen voor een matrijs met één caviteit, op welk moment moet je dan overstappen op een matrijs met meerdere caviteiten? Oké, industriële schaal is een van de belangrijkste factoren. Vanwege de kosteneffectiviteit van hun operaties richten opkomende fabrikanten zich in de eerste productontwikkelingsfase op validatie, dimensionale kwalificatie en markttests. Zodra de productievolumes de investering rechtvaardigen, zorgt de vermenigvuldiging van caviteiten voor een aanzienlijke efficiëntiewinst.
Een andere optie is om een familiematrijs te maken. Dit is een gespecialiseerd type gereedschap met meerdere caviteiten, waarbij ongelijke, maar verwante onderdelen in één cyclus worden gegoten. Dit is een effectieve strategie in het geval van assemblages die gelijke productievolumes moeten hebben, zoals doppen en houders. Familievormen introduceren echter extra complexiteit door verschillende vloeallengtes, vullingsdrukken en krimpgedrag in de caviteiten.
Conclusie
De keuze om één matrijs of een matrijs met meerdere caviteiten te gebruiken is een complexe beslissing voor beginnende fabrikanten. Ze moeten hun productiedoelen afwegen tegen de economische en technische complexiteit van een van beide systemen. Een matrijs met één caviteit is geschikt voor elke fabrikant met lage volumes die niet over de mankracht beschikt om matrijzen met meerdere caviteiten te ontwerpen, te bedienen en te onderhouden. Matrijzen met meerdere caviteiten en familievormen bieden daarentegen de mogelijkheid tot massaproductie en vereisen speciale vaardigheden om gebruikt te worden.
Dus daar heb je het - het zou geen uitdaging moeten zijn om een beslissing te nemen, toch?
Referenties
[1] Aco Mold. (2023, 19 oktober). Spouwvormen: Single vs. Multi-Cavity Tools voor efficiënte productie. https://www.acomold.com/cavity-mold-single-vs-multi-cavity-tools.html
[2] Pivot Precisie. (2024, juli 11). Mallen met één holte of meerdere holtes: Wat is geschikt voor u? https://pivotprecision.com/blog/single-cavity-or-multi-cavity-molds-whats-right-for-you/
[3] Jianzhu. (2025, 30 mei). De juiste spuitgietvorm kiezen: Single, Multi-Cavity of Family Mold? https://www.swcpu.com/blog/single-cavity-vs-multi-cavity-molds/
[4] Wilson, D. (2025). Spuitgieten met meerdere caviteiten voor een hogere productie-efficiëntie. https://www.fictiv.com/articles/multi-cavity-injection-molds
[5] Thriam Groep (2025). Revolutionair spuitgieten met robotica. https://thriam.com/robotics-in-injection-moulding
[6] Avient (2025). Spuitgieten: Problemen oplossen. https://es.avient.com/resource-center/knowledge-base/article/injection-molding-troubleshooting
[7] Kenvox (2024, 12 november). Veelvoorkomende problemen en oplossingen bij spuitgieten. https://kenvox.com/common-problems-and-solutions-in-injection-molding/














