

Het fundamentele verschil tussen tweeplaat- en drieplaatvormen ligt in de manier waarop de matrijs zich scheidt tijdens het openen en hoe het runnersysteem wordt beheerd ten opzichte van het spuitgietproduct. De volgende illustraties worden goed gebruikt om deze structurele verschillen uit te leggen die de context aangeven waarin elk type matrijs functioneert tijdens de spuitgietcyclus.
Structurele architectuur
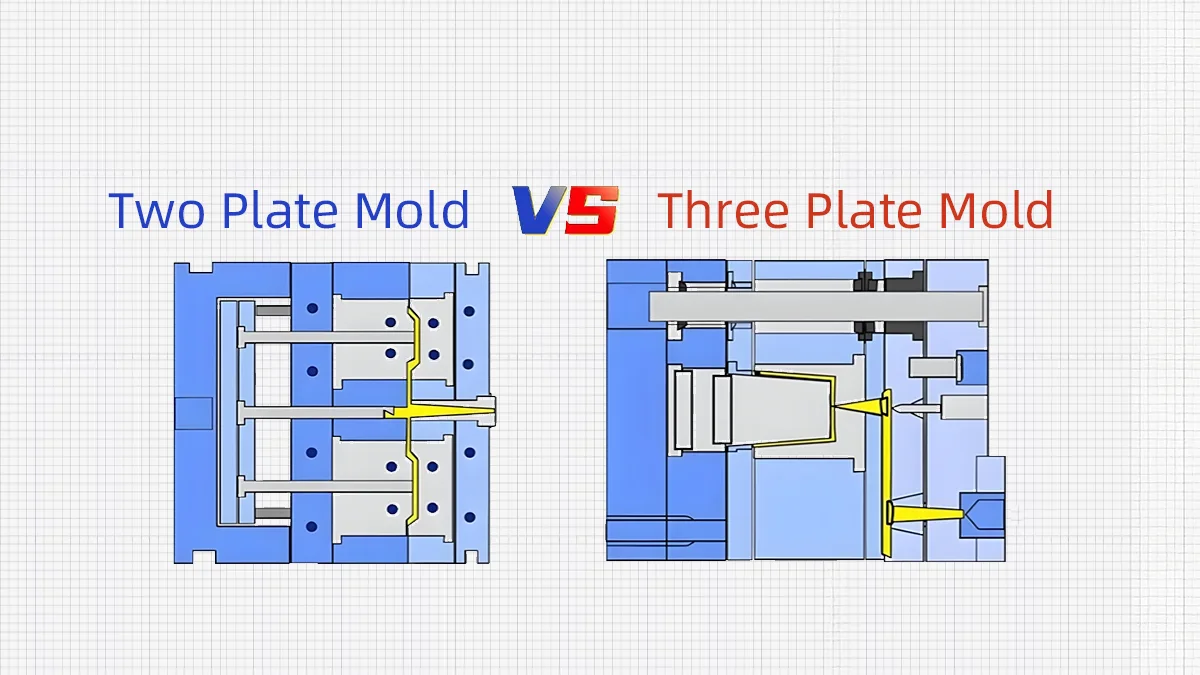
Architectuur met twee platen

In een mal met twee platen wordt een deellijn geplaatst tussen een vaste en een bewegende helft. Tijdens het openen van de matrijs blijven zowel het vormdeel als het runnersysteem aan dezelfde kant, waardoor het uitwerpsysteem ze gelijktijdig naar buiten kan duwen. [1].
De mechanische efficiëntie van de matrijs met twee platen is efficiënt vanuit technisch oogpunt. Het gebruik van korte slagen van de matrijsopening, optimalisatie van het gebruik van de klemkracht en eenvoud van de kinematica zijn ook kenmerken van het matrijsproces.
Vormarchitectuur met drie platen

Een mal met drie platen wordt samengevoegd met een andere plaat zodat er twee scheidingsvlakken ontstaan. De volgorde van de matrijsopening is sequentieel in het geval van de matrijsopening:
- De eerste opening verbindt de holteplaat met het systeem van loopwagens.
- De tweede opening kwalificeert het deel dat gevormd wordt om zichzelf uit te werpen.
In deze architectuur wordt het scheiden van de runners automatisch uitgevoerd zonder extra apparatuur. De extra plaat verhoogt echter de hoogte van de matrijs, de initiële slag van de matrijs en de complexiteit van het mechanisme.

Poortontwerp en flexibiliteit in gate
Twee-platen matrijsafsluiting
Twee plaatvormpoorten worden alleen geplaatst langs de primaire deellijn of nevenkenmerken, zoals:
- Randpoorten
- Onderzeese (tunnel) poorten
- Ventilatorhekken
Cosmetische nabewerking of geautomatiseerde ontgassing kan nodig zijn omdat het onderdeel bij het uitwerpen niet verwijderbaar is omdat het een integraal onderdeel is. Het poortrestant is een van de ontwerpoverwegingen, vooral bij onderdelen die van essentieel belang zijn voor het uiterlijk. [2].
Drie-platen matrijsafsluiting
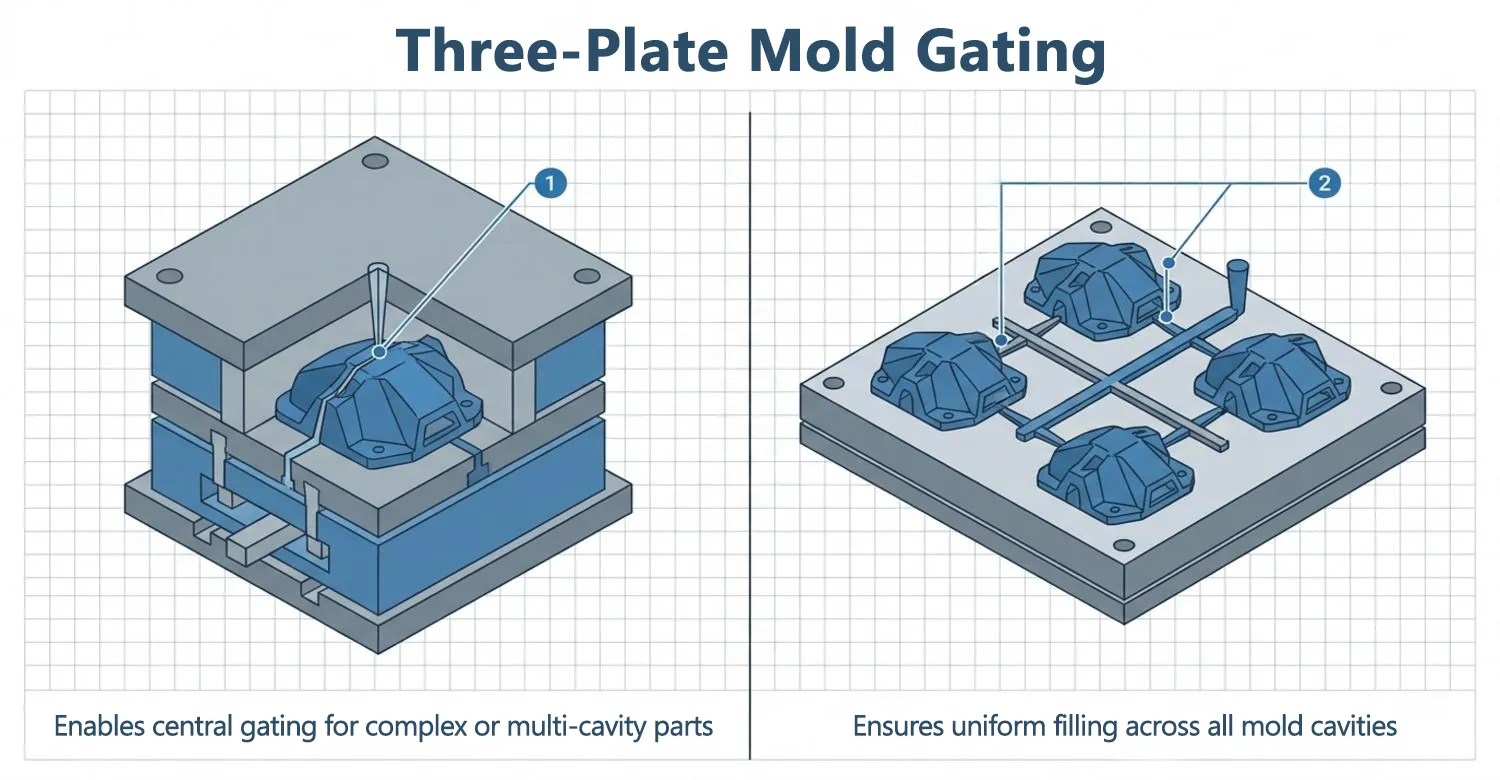
Drieplaatmallen bieden de mogelijkheid om pinpoint of directe sprue gates op een willekeurige plaats op het oppervlak van het onderdeel te plaatsen. Dit is vooral nuttig in:
- Vergelijkbare secties bij de middelste poort.
- Mallen met meerdere holtes voor gebalanceerde stroming.
- Complexe vormen die weinig toegang hebben tot poorten.
Automatische 2-weg runnerscheiding zorgt voor minder verontreinigde poortresten en minimalisering van secundaire bewerkingen.
Gedrag van hardlopers en productscheidingsgedrag
| Functie | Vorm met twee platen | Vorm met drie platen |
|---|---|---|
| Runner Scheiding | Handmatig of geautomatiseerd stroomafwaarts | Automatisch tijdens het openen van de matrijs |
| Schrootverwerking | De-runner vereist | Zelfscheidend |
| Sequentie van schimmelopening | Enkele trap | Meertraps |
| Risico op beschadiging van onderdelen | Hoger als de loper verstrikt raakt | Lager door isolatie |
Kostenstructuur en economische afwegingen
Kosten gereedschap
- Matrijzen met twee platen vereisen minder platen, minder machinale bewerking en minder onderdelen voor precisie-uitlijning.
- Bij matrijzen met drie platen zijn er meer bewerkingsnauwkeurigheden, geleidingsonderdelen en tijd nodig om de matrijzen te assembleren.
Operationele kosten
- Matrijzen met twee platen brengen extra kosten met zich mee voor downstreamverwerking, behalve in het geval van geautomatiseerde matrijzen.
- Het vormen van drie platen maakt het mogelijk om de arbeidskosten te verlagen, maar dit kan het onderhoudsniveau verhogen omdat er meer bewegende interfaces zijn.
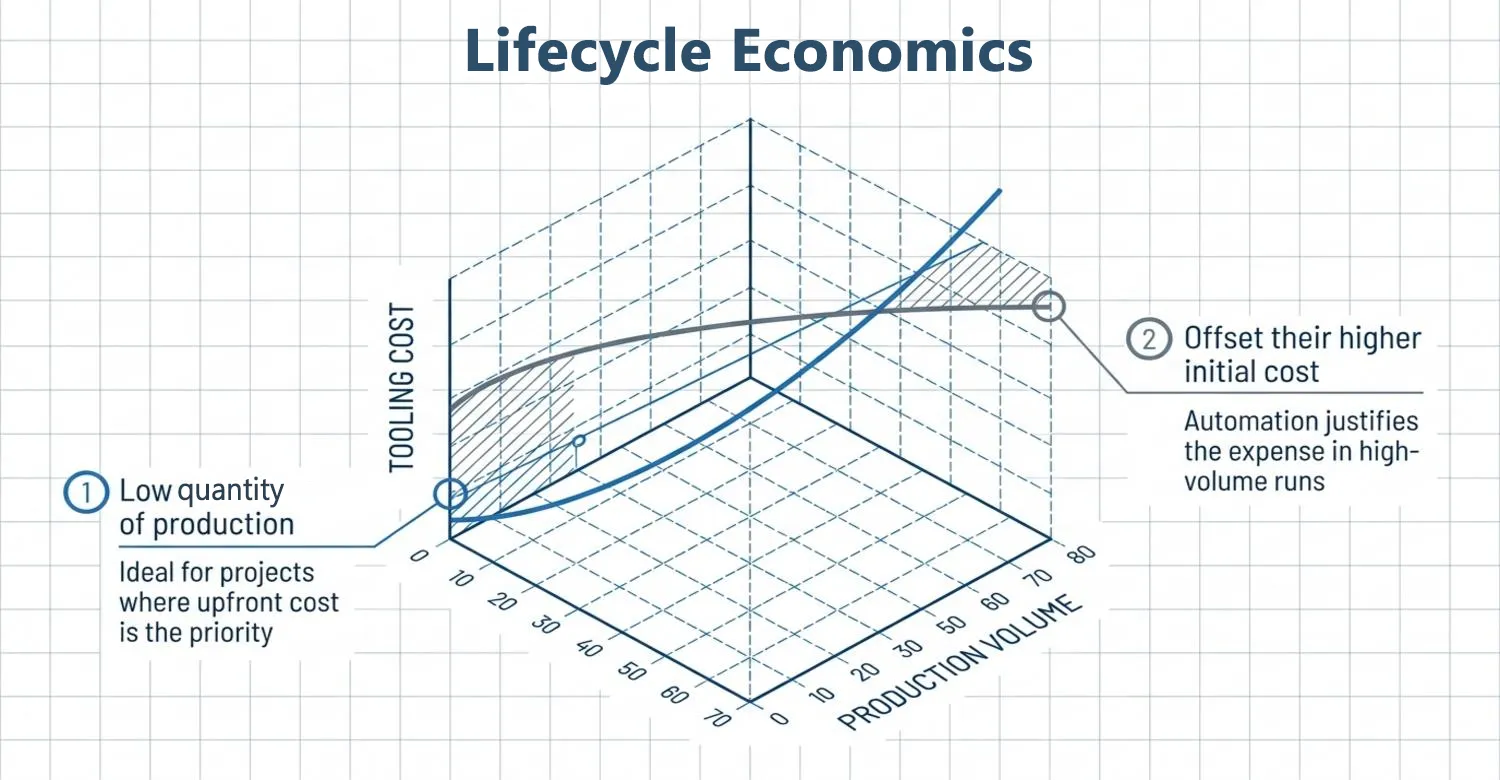
Levenscyclus economie
Matrijzen met twee platen zijn bijna altijd goedkoper voor kleine productievolumes. Matrijzen met drie platen kunnen worden gebruikt bij hoge volumes om de hogere initiële kosten te compenseren door het handmatig verwijderen van gaten en het bevorderen van de uniformiteit van de cyclus.
Toepassingsscenario's en industriële gebruikssituaties
Toepassingen met twee platen
- Eenvoudige behuizingen en afdekkingen
- Elementen met tolerante cosmetische vereisten.
- Zeer kleine tot gemiddelde productiehoeveelheden.
- Integratie van warmlopers
Toepassingen met drie platenvormen
- Gereedschappen met meerdere caviteiten.
- Elementen die intens oppervlakte-georiënteerd waren.
- Grootschalige productie die geautomatiseerd moet worden.
- Gevoelige Cold-Runner-systemen zijn gevoelig voor het schrootbeheer van de runner.
Relatie tot Hot Runner mallen
Met hot runner mallen, is de vergelijking radicaal veranderd. Hete runnersystemen elimineren de koude runners volledig en in het proces:
- Ontdoe je van het materiaalafval.
- Cyclustijd verkorten
- Verhoog de consistentie van de smelttemperatuur.
In de praktijk:
- De meeste hot runner-mallen bestaan uit twee platen, omdat de runners niet gescheiden hoeven te worden.
- Matrijzen met drie platen staan bekend als hot runner-mallen en zijn zeer zeldzaam en worden alleen gebruikt in speciale multi-gate of sequentiële gating.
Hete runners zijn dan geneigd om de besluitvorming over te brengen van drie-plaatmallen, behalve dat de geometrie van de gating een bepalende factor is.
Beslisboom voor matrijsselectie en technische evaluatielogica
De beslissing tussen tweeplaat, drieplaat of hot-runner is gebaseerd op een systematische studie die rekening houdt met het doel van het ontwerp van het onderdeel in de productie, productie-efficiëntie, automatisering en kosten op lange termijn. Het beslissingsproces, in plaats van het type matrijs te bepalen, moet worden gedefinieerd in een rationele progressie van de engineeringbeslissingen, waarbij elke beslissing de potentiële matrijsarchitecturen uitsluit. De volgende subsecties leggen deze beslissingslogica uit.
Stap 1: Eisen aan productuiterlijk
De factor die het belangrijkst is en de uiteindelijke beslissing voor de keuze van een matrijs bepaalt, is vaak het uitzicht van het product, omdat dit rechtstreeks de plaats van de poort, de grootte van het overblijfsel van de poort of de afwerkingsvereisten na het gieten bepaalt. Onderdelen met een sterk zichtbaar deel van het oppervlak, zoals de behuizing van consumentenelektronica, de binneninrichting van auto's of het uiterlijk van panelen, stellen vaak strenge eisen aan de markering en vlakheid van de matrijs. Deze laatste situaties vereisen de toepassing van matrijsarchitecturen waarbij de positie van de poorten nauwkeurig is en de scheiding van de runners nauwkeurig wordt gecontroleerd.
Matrijzen met drie platen maken nauwkeurig of centraal geplaatste poorten mogelijk die zich buiten belangrijke cosmetische gebieden bevinden. In gevallen waar de cosmetische eisen echter niet erg belangrijk zijn, of waar de locatie van de poort verborgen kan worden op een onzichtbaar oppervlak, kunnen nog steeds mallen met twee platen worden gebruikt, die kosteneffectief en efficiënt zijn in combinatie met voldoende gedifferentieerde tunnel- of randpoorten. [3].
Stap 2: Productstructuur en toegankelijkheid van de poort
Zodra aan de uiterlijke vereisten is voldaan, moeten de interne structuur van het product en de toegankelijkheid van de poorten worden bekeken. Er kan meer dan één poort nodig zijn om complexe geometrieën op te vullen met verschillende wanddiktes, verschillende doorstroomlengtes of verschillende functionele kenmerken. [4]. Deze eigenschap is handig in mallen met meerdere caviteiten waar de balans van de vloei nodig is voor maatvastheid. Omgekeerd kunnen producten met een eenvoudige geometrie en een voorspelbare stromingsrichting vaak op één plaats gestuwd worden, zodat een mal met twee platen volstaat.
Stap 3: Analyse van het productievolume en de kosten
Het productievolume is van vitaal belang bij het bepalen van het vermogen van een hogere investering in gereedschap om gecompenseerd te worden door operationele besparingen. Bij productieprogramma's met kleine volumes overschaduwen het gemak en de lagere initiële kosten van mallen met twee platen cold runners meestal de voordelen van automatische runnerscheiding of een hoge flexibiliteit bij het garen. Naarmate de productieaantallen echter toenemen, worden de kosten van het runnermateriaal, de hoeveelheid arbeid die nodig is om te de-gaten en de inefficiëntie van de cycli steeds kritischer.
Matrijzen met twee platen en hotrunners kunnen een ideale afweging zijn bij middelgrote productievolumes, waarbij geen materiaal wordt weggegooid en de algehele vereiste structuur van de matrijs relatief eenvoudig blijft. Bij grote programma's (meer dan honderdduizenden onderdelen per jaar) kunnen matrijzen met drie platen of de volledig geoptimaliseerde hotrunner op lange termijn kostenvoordelen opleveren door minder handmatige tussenkomst, een betere uniformiteit van de cyclustijd en een hogere automatisering.
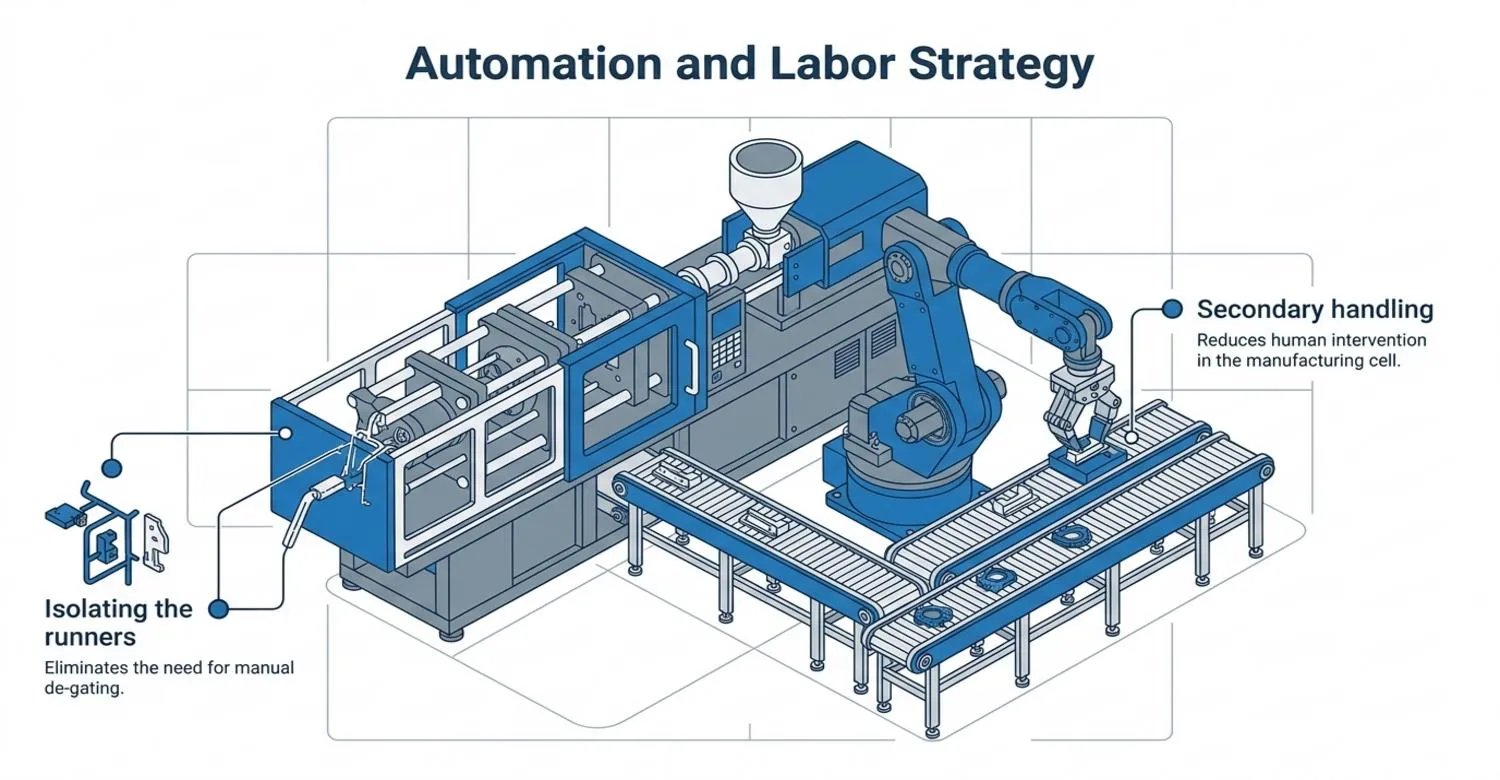
Stap 4: Automatisering en arbeidsstrategie
De keuze van de automatiseringsstrategie is een belangrijk beslissingscriterium dat rechtstreeks de keuze van de matrijsarchitectuur bepaalt. Productieprocessen die meer afhankelijk zijn van handmatige arbeid kunnen zich de bevestiging van de runner veroorloven die kenmerkend is voor matrijzen met twee platen, vooral als de arbeid goedkoop is of de volumes klein. Fabrieken die streven naar meer automatisering, zoals gerobotiseerde hantering van onderdelen en inline inspectie, hebben meestal een voordeel bij het matrijsontwerp dat de bewerkingen in het nageschakelde stadium vereenvoudigt.
Matrijzen met drie platen passen van nature goed bij geautomatiseerde productie doordat de runners worden geïsoleerd op het moment dat de matrijs wordt geopend, waardoor het gebruik van secundaire handelingen tot een minimum wordt beperkt. [5]. Matrijzen met twee platen kunnen voordelig worden geïmplementeerd in geautomatiseerde cellen met behulp van robotuitname, automatische ontgassing en materiaaltransport via een transportband. Met de introductie van hotrunnersystemen wordt vaak gekozen voor mallen met twee platen omdat het verwijderen van de runners automatisering makkelijker maakt en het systeem ook de cyclustijd minimaliseert zonder dat de complexiteit van de mal toeneemt.
Stap 5: Langetermijnproductiestrategie
De laatste fase van de evaluatielogica is de productiestrategie van het product op lange termijn. Matrijsarchitecturen zijn gemakkelijker en goedkoper aan te passen aan programma's met een hoge verwachting van ontwerpvariatie, technische herontwerpen of onzekere vraagkarakteristieken. Matrijzen met twee platen zijn meestal flexibeler in dit opzicht, omdat de locatie van de poorten, de geometrie of vorm van de runners of zelfs het ontwerp van de caviteit zelf gemakkelijk kunnen worden aangepast met weinig of geen nabewerking.
Hotrunnersystemen en matrijzen met drie platen zullen meer aanpassingen vergen, vooral bij het wijzigen van de lay-out van het spruitstuk of de plaatsing van poorten. Bij stabielere producten met een lange productiecyclus worden de hogere initiële kosten van een matrijs met drie platen of hotrunners gecompenseerd door de gemiddelde efficiëntie in de productie en de lage bedrijfskosten op de lange termijn. Door de keuze van matrijzen af te stemmen op zowel de verwachte levensduur van het product als de stabiliteit, is het mogelijk om ervoor te zorgen dat de te maken keuzes voor gereedschap zowel de productie-eisen op korte termijn als de langetermijndoelen van het bedrijf kunnen ondersteunen.
Wegen naar een betere automatisering van mallen met twee platen
Tweeplaatmallen worden geautomatiseerd met nieuwe productietechnologie, ondanks de bevestiging van runners die inherent zijn aan dit soort mallen. Ook al spuiten de tweeplaatmallen het gevormde deel natuurlijk uit samen met het runnersysteem, toch stellen de hedendaagse automatiseringstechnologieën dergelijke mallen in staat om aanzienlijke hoeveelheden productiviteit, uniformiteit en arbeidsbesparing te bereiken. Tweeplaatmallen kunnen worden omgevormd tot sterk geautomatiseerde productiehulpmiddelen die klaar zijn voor de uitdagende industriële omgeving door de strategische introductie van robotica, geautomatiseerde ontgassing, kwaliteitscontrole en hotrunners.
1. Robotic Part and Runner Separation
Bij matrijzen die geen natuurlijke isolatie van de runners bieden, wordt vaak gebruikgemaakt van robotonderdeel- en runnerscheiding om deze tekortkoming te verhelpen. Een typische productiecel heeft een robot met zes assen die het gevormde onderdeel en de runnerassemblage verwijdert bij het openen van de matrijs om een uniforme extractie te bereiken ongeacht de vorm van het onderdeel of de oriëntatie van de matrijs. De robot plaatst de assemblage terug in een speciaal scheidingsstation, waar de runner mechanisch wordt afgebroken of weggesneden, waarna het afgewerkte onderdeel stroomafwaarts wordt verplaatst.
2. Geautomatiseerde afsluitsystemen
De efficiëntie van matrijzen met twee platen neemt toe door het automatiseren van de-gating systemen, wat het verwijderen van de runners standaardiseert en menselijke handelingen vermindert. Deze systemen bevatten snij- of knipprocessen die gestuurd worden door de positie van de gate en die ook beveiligd zijn zodat het overblijfsel van de gate in elk productielot dezelfde grootte heeft. In combinatie met robothandling is geautomatiseerd verwijderen van de-gating een uitbreiding van de gietcyclus zelf en geen downstreamproces.
3. Automatisering van kwaliteit in en na de matrijs
Dankzij kwaliteitsautomatisering kan een matrijs met twee platen werken met evenveel procescontrole als traditioneel verbonden was aan complexere tooling. De sensoren bevinden zich in de vorm van de matrijs en verzenden gegevens in realtime over de druk en temperatuur in de holte, zodat de gebruiker procesafwijkingen kan opmerken als gevolg van materiaalwijzigingen of slijtage van de apparatuur. Verder zijn er inspectiesystemen geïnstalleerd voor onmiddellijke detectie van gating-, vul- en uitwerpfouten.
4. Matrijs met twee platen + hotrunner + robot: Een veelvoorkomende industriële oplossing
Tweeplaatspuitgieten in combinatie met hotrunners en robotbesturing is een van de meest effectieve en populaire spuitgietvormen van vandaag. Hotrunners elimineren de noodzaak van ontgassing en materiaalgebruik en de tweeplaatstructuur houdt de complexiteit van de tooling onder controle. Automatisch verwijderen van onderdelen gebeurt door robothandling en kan geïntegreerd worden met latere automatisering.
Eindperspectief
De keuze tussen matrijzen met twee platen en matrijzen met drie platen is geen kwestie van uitmuntendheid, maar een kwestie van techniek met betrekking tot productvereisten, productieplan en economische vereisten. Matrijzen met twee platen zijn eenvoudig en flexibel en kunnen worden gebruikt met hotrunnersystemen, en matrijzen met drie platen zijn flexibel in het garen met het extra voordeel van automatisering van coldrunnersystemen. Met moderne automatiseringstechnologieën wordt de prestatiekloof tussen de twee steeds kleiner, waardoor een weloverwogen, gegevensgestuurde matrijsselectie belangrijker wordt dan ooit.
Referenties
[1] Aco Mold. (2022, juli 22). Vorm met twee platen en vorm met drie platen. https://www.acomold.com/2-plate-mold-and-3-plate-mold.html
[2] Ye, R. (2026). 6 soorten spuitgiethekken en wanneer ze te gebruiken. https://www.3erp.com/blog/6-types-of-injection-molding-gate-when-to-use-them/
[3] Ace (2023, 7 november). Ontwerp van matrijzen met twee platen: Tips voor optimale productkwaliteit. https://www.ace-mold.com/two-plate-mould/
[4] Beste toekomst (2025, 1 augustus). Voordelen van spuitgietmatrijzen met drie platen bij de productie van complexe onderdelen. https://www.plasticmoldfactory.com/news/advantages-of-three-plate-injection-molds-in-the-production-of-complex-parts
[5] Asia Tools. (2025, november 11). De Drie Structuur van de Plaatvorm en Gids van het Werkende Proces. https://www.asiatools.net/news/blog/three-plate-mold-structure-and-working-process-guide











