
In de spuitgietproceskomen we vaak drie drukgerelateerde parameters tegen: inspuitdruk, houddruk en tegendruk. We hebben injectiedruk in detail besproken in het artikel "Injectiedruk en injectiesnelheid". Vandaag zullen we ons richten op het begrijpen van de houddruk.
Wat zijn houddruk en houdduur?
We weten allemaal dat druk wordt gebruikt om stromingsweerstand te overwinnen en snelheid te manifesteren. In het algemeen omvat injectiedruk zowel druk als snelheid, terwijl houddruk alleen druk en geen snelheid omvat. Injectiedruk verwijst naar de druk en snelheid die worden gebruikt om de vormholte te vullen met gesmolten materiaal tot 95% van het volume, waarna wordt overgeschakeld op houddruk. Injectiedruk gaat meestal over van lage snelheid onder hoge druk naar hoge snelheid onder hoge druk en dan naar lage snelheid onder lage druk voordat wordt overgeschakeld op houddruk.
Nadat het gesmolten materiaal de vormholte heeft gevuld, wordt er houddruk uitgeoefend om holtes te voorkomen die worden veroorzaakt door stollingskrimp of zwakke punten bij de gate-positie, waardoor voldoende sterkte van het onderdeel wordt gegarandeerd. Meestal gaat hij over van lage snelheid onder hoge druk (tijd bepaald door productdikte) naar lage snelheid onder lage druk voordat hij overschakelt naar materiaalopslag.
Houddruk betekent dat de schroef niet onmiddellijk terugtrekt na het injecteren, maar druk blijft uitoefenen op het gesmolten materiaal aan de voorkant. Tijdens de houdfase krimpt de kunststof in de matrijsholte door afkoeling en als de poort niet bevroren is, gaat de schroef langzaam vooruit onder de houddruk, waardoor meer kunststof in de matrijsholte kan worden geïnjecteerd om de krimp te compenseren. Over het algemeen is de houddruk lager dan de injectiedruk.
De wachttijd is de tijd die ervoor zorgt dat de productpoort volledig bevroren is, waardoor terugstroming wordt voorkomen. Als deze tijd te kort is, kunnen er krimpdeuken ontstaan in de buurt van de gate. Als de wachttijd te lang is, kan dit leiden tot overmatige interne spanning en uitstulping van de gate. Om te bepalen of de gate bevroren is, kan de gewichtsmeetmethode gebruikt worden.
Overgangspunt
Een belangrijk concept hierbij is het overgangspunt. Over het algemeen is het overgangspunt het moment waarop het product 95% wordt gevuld onder nul houddruk, waarbij wordt overgeschakeld van injecteren naar vasthouden. Voor dunwandige producten is dit meestal 98% gevuld. Voor ongebalanceerde runners is het meestal 70%-80%, afhankelijk van de specifieke situatie. Meertrapsinjectie met langzaam-snel-langzaam-snelheden wordt aanbevolen.
De invloed van houddruk en houdtijd op spuitgietproducten
Invloed van de holdingdruk:
- Te laag: Resultaten in korte opnamen, zinkvlekken, laslijnenenz. Onvoldoende houddruk leidt tot onvoldoende compressie van de plastic smelt in de vormholte, wat resulteert in een lagere dichtheid en een grotere krimp bij afkoeling, waardoor het uiteindelijke volume kleiner is dan het volume van de vormholte.
- Te hoog: Veroorzaakt kromtrekken, uitlopen en ernstige gevallen van uitzetting van de matrijs. Een teveel aan plastic smelt drukt samen in de matrijsholte en de afkoelingskrimp compenseert dit niet voldoende, wat leidt tot restspanning. Bij precisieonderdelen en onderdelen die gegalvaniseerd moeten worden, moet deze situatie worden vermeden.
De optimale houddruk is een druk waarbij korte opnamen en zinkmarkering defecten terwijl ook de restspanning wordt geëlimineerd. Met andere woorden, de kunststof die in de matrijsholte wordt samengeperst, vormt een hoge holtedruk die bij volledige afkoeling weer wegvloeit.
Impact van wachttijd:
- Te lang: Heeft invloed op de cyclustijd.
- Te kort: Resulteert in onvoldoende gewicht, interne holtes en kleinere afmetingen.
Opmerking: De houddruk beïnvloedt de houdbaarheid. Hoe hoger de houddruk, hoe langer de wachttijd.
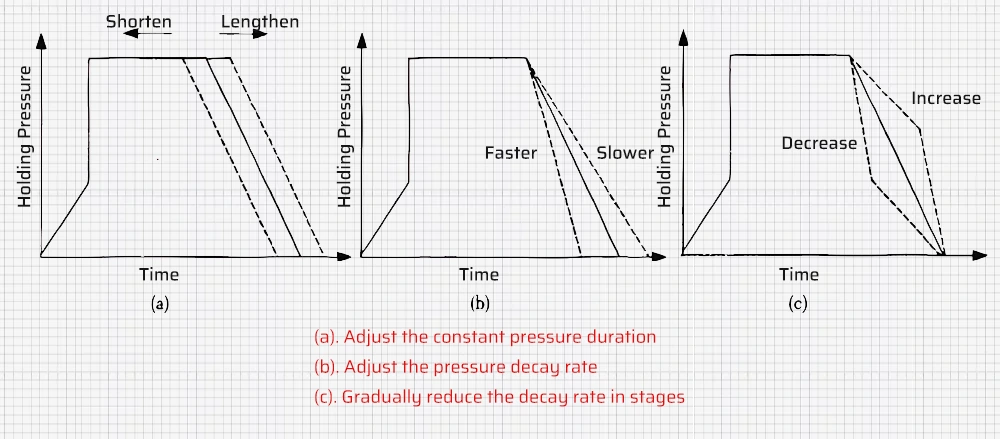
Houddruk en houdtijd instellen
De houddruk wordt meestal ingesteld tussen de minimale en maximale houddruk, meestal van laag naar hoog.
- Minimum houddruk: Op basis van het nauwkeurige overgangspunt biedt het voldoende houddruk om ondervulling te voorkomen.
- Maximale houddruk: Gebaseerd op het nauwkeurige overgangspunt geeft het de houddruk aan net voordat flashing optreedt. Dit bereik geeft het veilige verwerkingsvenster voor het product aan.
Over het algemeen:
- PA houddruk = 50% van inspuitdruk
- POM Houddruk = 80% van de injectiedruk (kan 100% zijn voor hoge dimensionale nauwkeurigheid)
- PP/PE houddruk = 30-50% van injectiedruk
Klassieke stappen voor het instellen van de holdingtijd:
- Stel de smelttemperatuur in op het middenbereik van de door de fabrikant aanbevolen waarden.
- Stel de vullingssnelheid, het overgangspunt en de koeltijd in op veilige waarden.
- Stel de houddruk in (zie de bovenstaande stappen).
- Stel verschillende wachttijden in en merk op dat het verhogen van de wachttijd de koeltijd verkort, terwijl dezelfde cyclus behouden blijft. Weeg de onderdelen onder verschillende omstandigheden, voer de gegevens in een Excelblad in en zet de gewicht-houddrukcurve uit.
- Bepaal het tijdsbereik waarin het gewicht van het onderdeel niet significant verandert. De tijd net voor dit bereik is de sealtijd. Stel de wachttijd gewoonlijk 0,5-2 seconden langer in dan de sealtijd.














