
Veel CNC-verspaningsfabrikanten streven ernaar om de kosten van CNC-verspaning zo laag mogelijk te houden. Veel klanten hebben ook gemerkt dat de offertes voor hetzelfde product sterk kunnen verschillen tussen verschillende fabrikanten. Wat is de belangrijkste reden hiervoor? Afgezien van factoren als de schaal van de fabriek, de locatie en andere elementen, kunnen de CNC bewerkingskosten door veel factoren worden beïnvloed.
Als je een productontwerpbedrijf bent of een klant die wil uitbesteden aan een fabriek, kun je de prijs van je werkstuk schatten aan de hand van de volgende stappen:
- Ten eerste kun je de fabriek vragen om een voorlopige procesindeling voor belangrijke of complexe onderdelen, gedetailleerd naar elk proces en de tijd die voor elk proces nodig is.
- Op basis van de kosten per uur van de apparatuur die voor elk proces nodig is, kun je de bewerkingskosten berekenen. Je kunt ook bij de leverancier informeren naar de specifieke materiaalkosten.
- Als je vervolgens de kosten voor verpakking en transport, beheerkosten, gereedschap en winst evenredig optelt, krijg je de prijs. Natuurlijk wordt de prijs ook aanzienlijk beïnvloed door het jaarlijkse inkoopvolume en de complexiteit van het onderdeel. Het verschil in CNC bewerkingsprijs tussen een enkel stuk en serieproductie kan vrij groot zijn, wat gemakkelijk te begrijpen is.
Laten we nu de specifieke samenstelling van de bewerkingskosten analyseren.
3 Belangrijke factoren die de CNC bewerkingskosten beïnvloeden
Door de grote flexibiliteit van mechanische bewerking kan een onderdeel vele procesopstellingen hebben, waardoor de kosten kunnen variëren. Soms geven leveranciers een hoge prijs op door een complex proces voor te stellen, maar gebruiken ze vervolgens een eenvoudiger proces voor de daadwerkelijke productie. Daarom bepaalt het inzicht van een koper in tekeningen en kennis van de verwerking van onderdelen zijn controle over de kosten, waardoor uitgebreide kennis van mechanische verwerking noodzakelijk is voor de inkoop van mechanische onderdelen.
Materiële kosten
Typisch voor CNC-bewerkingsmaterialen zijn zowel metalen als kunststoffen. Bij het berekenen van de CNC bewerkingskosten wordt meestal de offerte van de materiaalleverancier als referentie gebruikt. Om te besparen op CNC materiaalkosten moet de CNC bewerkingsfabriek een langdurig partnerschap hebben met de materiaalleverancier om concurrerende materiaalkosten te krijgen.
Bewerkingskosten
Verschillende productieapparatuur brengt verschillende kosten met zich mee, wat leidt tot verschillende arbeidskosten. Zo zullen gespecialiseerde apparatuur ter waarde van $50.000 en verwerkingsapparatuur ter waarde van $300.000 aanzienlijk verschillende kosten hebben. Het gebruik van gespecialiseerde apparatuur om een product met verschillende functies af te maken versus het gebruik van meerdere gespecialiseerde apparaten leidt ook tot verschillende kosten.
Bijvoorbeeld zeer nauwkeurige draai- en freesonderdelen die worden verwerkt met een draaibank en CNC-centrum kost natuurlijk meer dan een economische samengestelde draai-freesmachine. Grotere fabrikanten gebruiken vaak meetinstrumenten met hoge nauwkeurigheid voor ondersteunende functies, waardoor de uitrustingskosten toenemen.
1. De gebruikelijke materialen boren
- Voor diameter ≤ 2,5 keer:
- Diameter < 25 mm: Boordiameter × 0,05
- Diameter 25-60 mm: Boordiameter × 0,12 (Minimale kosten ≥ $0,1)
- Voor diameter > 2,5 keer: Basiskosten × Diameterratio × 0,4
- Voor gatdiameterprecisie < 0,1 mm of hartafstand < 0,1 mm: Basiskosten × 5
- Om te tappen: Tapdiameter × 0,2 (Standaard voor gietijzer, staal = 1,2×)
- Batchverwerking: Standaardkosten × 0,2-0,8 (afhankelijk van batchgrootte en complexiteit)
2. Draaibankbewerking - Algemene precisieas
- Voor lengte/diameter ≤ 10: Blanco grootte × 0,2 (min. $1)
- Voor lengte/diameter > 10: Basiskosten × Lengte/diameter × 0,15
- Nauwkeurigheid < 0,05 mm of conisch: Basiskosten × 2
- Algemene getrapte schacht: Basiskosten × 2
- Getrapte as met conus of draad: Basiskosten × 3
- Standaard loodschroef: Basiskosten × 4
- Algemeen flensdeel: Materiaaldiameter × 0,07 (Diameter > 430 mm: Materiaaldiameter × 0,12)
- Ronde moer: Diameter × 0,25 (inclusief materiaal)
- Trapeziumvormige of driehoekige moer: Diameter × 0,3 (exclusief materiaal)
- Algemene bush: Materiaal OD × 0,2 (Diameterverhouding > 2: Diameterverhouding × Basiskosten × 0,6)
- Lagerreparatie: diameter 1,7m: Basiskosten × 2
- Diameter > 40 mm: Diameter × 0,2
3. De sleuven frezen
- Lengte/breedte ≤ 10: Breedte × 0,5 (min. $1)
- Lengte/breedte > 10: Lengte/breedte × basiskosten × 0,1
- Positietolerantie: Basiskosten × 2
- Hardheid > HRC40: Basiskosten × 2
- Lengte/diameter spline-as ≤ 5: Spline diameter × 0,8 (min. $2)
- Versnelling: Module × Tanden × 0,5 (wormwiel × 1,2)
- Kegelwiel of aangepast tandwiel: Basiskosten × 2
- Algemeen vlak: Oppervlakte/100 × 0,2 (min. $1)
- Saai: Gatdiameter × 0,25
4. Verwerking lintzaag
- Galgemeen rond staal, dikwandige buizen en vierkante stalen sneden: $5 per vierkante decimeter (minimaal $1 USD).
- Algemeen staalplaat snijden, slitten en hoeksnijden: $1,3 per vierkante decimeter (minimaal $1,3 USD).
5. Draadsnijden
- Algemene onderdelen: snijoppervlak (vierkante millimeter) × 0,008 dollar.
- Onderdelen waarbij draad moet worden ingeregen: extra $1 USD per draadgat.
6. Lassen, gas snijden en plasmasnijden
- Gewone lasdraad, diameter 3,2 mm: $0,2 USD per staaf.
- TH506 lassen van gegoten onderdelen: $0,5 USD per staaf.
- Gas snijden: dikte ijzeren plaat (mm) × snijlengte (m).
- Plasmasnijden van roestvrij staal: 3× de basiskosten voor het snijden van gas.
- Snijden van koolstofstaal: 2× de basiskosten voor het snijden van gas.
7. Dringende taken en overuren
- Nauwkeurige slijptolerantie 0,005 mm: $6 USD/uur.
- EDM-tolerantie 0,01 mm: $11 USD/uur.
- Tolerantie voor langzaam vonken 0,005 mm: $14,5 USD/uur.
- Optische curve slijptolerantie 0,003 mm: $27 USD/uur.
Verdere verwerking na precisieproductie
De producten van veel klanten hebben betrekking op verschillende industrieën en vereisen vaak verdere verwerking, zoals oxidatie, spuiten, warmtebehandeling en meer. Deze processen verhogen ook de kosten van het product. Daarom moet de projectingenieur tijdens het productontwerpproces het product grondig analyseren en evalueren, rekening houdend met de totale kosteneffectiviteit. Voor een effectieve kostenbeheersing is het kiezen van geschikte precisieproductieprocessen, apparatuur, materialen en uitbesteding de beste aanpak. Het is belangrijk om geen fabrikant te kiezen alleen omdat hun verwerkingskosten goedkoop zijn.
Kunststofspuitkosten:
- Grote partij: $1,5 USD/vierkante meter (minimaal $0,1 USD).
- Medium partij: $2 USD/vierkante meter (minimaal $0,15 USD).
- Kleine partij: $2,5 USD/vierkante meter (minimaal $0,3 USD).
Kosten voor verzinken:
- Kleur zinkplateren: $0,4 USD/kilogram (uitbesteed, gebaseerd op marktprijs).
- Wit verzinkt: $0,45 USD/kilogram (uitbesteed, gebaseerd op marktprijs).
Kosten voor verchromen:
- Verchromen: $2,5 USD/kilogram (uitbesteed, gebaseerd op marktprijs).
Kosten voor vernikkelen:
- Vernikkelen: $1,5 USD/kilogram (uitbesteed, gebaseerd op marktprijs).
- Zwart vernikkeld: $1 USD/kilogram (uitbesteed, gebaseerd op marktprijs).
Verchromingskosten:
- Verchromen: $10 USD/vierkante meter (uitbesteed, gebaseerd op marktprijs).
Kosten voor zwart maken:
- Zwart maken: $0,3 USD/kilogram (uitbesteed, gebaseerd op marktprijs).
Anodiseerkosten:
- Wit anodiseren: $3 USD/vierkante meter (uitbesteed, gebaseerd op marktprijs).
- Zwart anodiseren: $4 USD/vierkante meter (uitbesteed, gebaseerd op marktprijs).
Zeefdrukkosten:
- A4 filmmaken: $17 USD/vel (uitbesteed, gebaseerd op marktprijs).
- A4 scherm maken: $17 USD/scherm.
Overige kosten
Andere kosten zijn verpakking, transport, assemblage en schroot. Dit zijn nauw omschreven overige kosten. In feite zijn er ook bedrijfskosten in de fabriek, elektriciteitskosten en nog veel meer. Dit is afhankelijk van de kostenberekeningsmethode van elke CNC machinefabriek. In de CNC bewerkingsoffertes die klanten ontvangen is het niet gegarandeerd dat ze de meest uitgebreide overige kosten vermeld zien.
Montagekosten:
- Arbeidskosten voor assemblage in de fabriek exclusief bevestigingsmiddelen, standaardonderdelen, enz.
- Grote partij: 10 RMB/uur.
- Medium partij: 15 RMB/uur.
- Kleine partij: 18 RMB/uur.
Verpakkingskosten:
- Kosten verpakkingsmateriaal worden berekend op basis van het werkelijke gebruik.
- Arbeidskosten voor verpakking in de fabriek:
- Grote partij: 13 RMB/uur.
- Medium partij: 15 RMB/uur.
- Kleine partij: 18 RMB/uur.
- Grote partij assemblage- en verpakkingskosten worden berekend op basis van werkelijke kosten.
Over het algemeen worden voor middelgrote en kleine batches de assemblage-, verpakkings-, transport- en schrootkosten berekend als 15% van de materiaalkosten. Transportkosten hebben alleen betrekking op de regio van de Parelrivierdelta.
Transportkosten:
- Prijsopgaven voor vrachtwagentransport zijn te vinden in de "Prijslijst korteafstandstransport".
- Grote partij: Berekend op basis van werkelijke uitgaven.
- Middelgrote en kleine batches: Berekend op basis van werkelijke uitgaven.
- Voor langeafstandstransport of export worden de kosten apart berekend.
Schrootkosten:
- De schrootkosten van grote partijen worden als volgt berekend:
Schrootkosten = materiaalkosten per product × (2%~5%).
Het bovenstaande zijn eenvoudige kostenberekeningsmethoden. Natuurlijk hebben verschillende fabrieken hun eigen boekhoudnormen. Dit is alleen ter referentie.
16 Ontwerptips voor kostenbesparing bij CNC-verspaning
Kostenreductie ontwerpen is een zeer uitdagende taak en veel productontwerpingenieurs missen kennis op dit gebied. Een vriend van mij, die productontwerper is, hield in zijn eerste jaren van productontwikkeling niet veel rekening met de kosten. Hij dacht ten onrechte dat "klant eerst" betekende dat hij aan de behoeften van de klant voldeed en de kosten aan de productieafdeling overliet.
Dit is een misvatting over productkosten:
1. Productkosten spelen een cruciale rol bij productontwikkeling.
Zoals bepleit door Integrated Product Development (IPD), is productontwikkeling een investering. Als de productkosten te hoog zijn en het bedrijf geen winst maakt of zelfs verlies lijdt, dan is deze productontwikkeling, zelfs als de klant tevreden is met het product, een verspilling van bedrijfsmiddelen en creëert het geen waarde. In dergelijke gevallen zal het bedrijf uiteindelijk worden opgeheven.
2. Meer dan 85% van de productkosten wordt bepaald door het productontwerp en de resterende 15% wordt bepaald door de productie van het product.
Als kostengeoriënteerd productontwerp niet wordt uitgevoerd tijdens het productontwerp, zal dit leiden tot hoge uiteindelijke productiekosten. Om het productontwerp te verbeteren, moet kostengeoriënteerd productontwerp worden uitgevoerd.
Om kostengeoriënteerd producten te ontwerpen, moeten bedrijven en ingenieurs eerst hun manier van denken veranderen en het kostenbewustzijn vergroten. Wanneer ingenieurs bijvoorbeeld laat opblijven en hun slaap verliezen over elk detail van hun productontwerp, zoals:
- Moet de wanddikte 4 mm of 5 mm zijn?
- Moet de rand 0,3 mm of 0,5 mm zijn?
- Moet de kritische maattolerantie 0,05 mm of 0,1 mm zijn?
Je kunt zeggen dat de ingenieur een eerste gevoel voor kosten heeft ontwikkeld.
Zonder dit kostenbewustzijn is een ingenieur niet echt een ingenieur, maar slechts een tekenaar die Creo, UG of SolidWorks gebruikt.
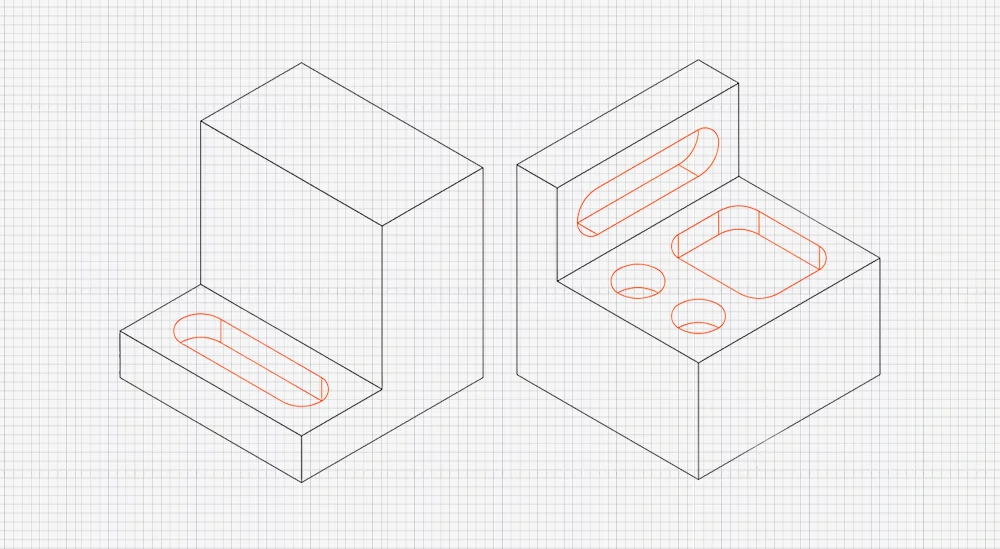
Ontwerp Tip #1 voor kostenbesparing bij CNC-bewerking - verticale binnenhoeken afronden
Alle CNC gereedschap hebben een cilindrische vorm. Bij het bewerken van sleuven wordt een vulling gevormd die overeenkomt met de grootte van het gereedschap bij de verticale aansluiting van de sleuf.
Als de vulling bij de verticale aansluiting van de sleuf tijdens het productontwerp te klein is, moeten er kleinere gereedschappen gebruikt worden. Dit verhoogt de bewerkingstijd omdat kleinere gereedschappen minder efficiënt zijn dan grotere, wat leidt tot een langere bewerkingstijd en hogere kosten.

Kosten verlagen:
- De fillet moet minstens 1/3 van de sleufdiepte zijn, hoe groter hoe beter.
- Alle vullingen moeten dezelfde grootte hebben, zodat hetzelfde gereedschap kan worden gebruikt voor de hele bewerking.
- Maak aan de basis van de sleuf een zeer kleine vulling (0,5 mm of 1 mm) of laat de vulling weg.
- De ideale vullingsmaat moet iets groter zijn dan de radius van het gereedschap, waardoor het gereedschap tijdens de bewerking minder belast wordt en de bewerkingskosten lager uitvallen. Als de sleufdiepte bijvoorbeeld 12 mm is, kan bij een groefgrootte van 5 mm of groter een gereedschap met een diameter van 8 mm (radius van 4 mm) worden gebruikt om de bewerkingsefficiëntie te garanderen.
- Als het ontwerp geen fillet vereist, bijvoorbeeld als het moet passen op een vierkant onderdeel, kan het volgende ontwerp een kleinere fillet vermijden:

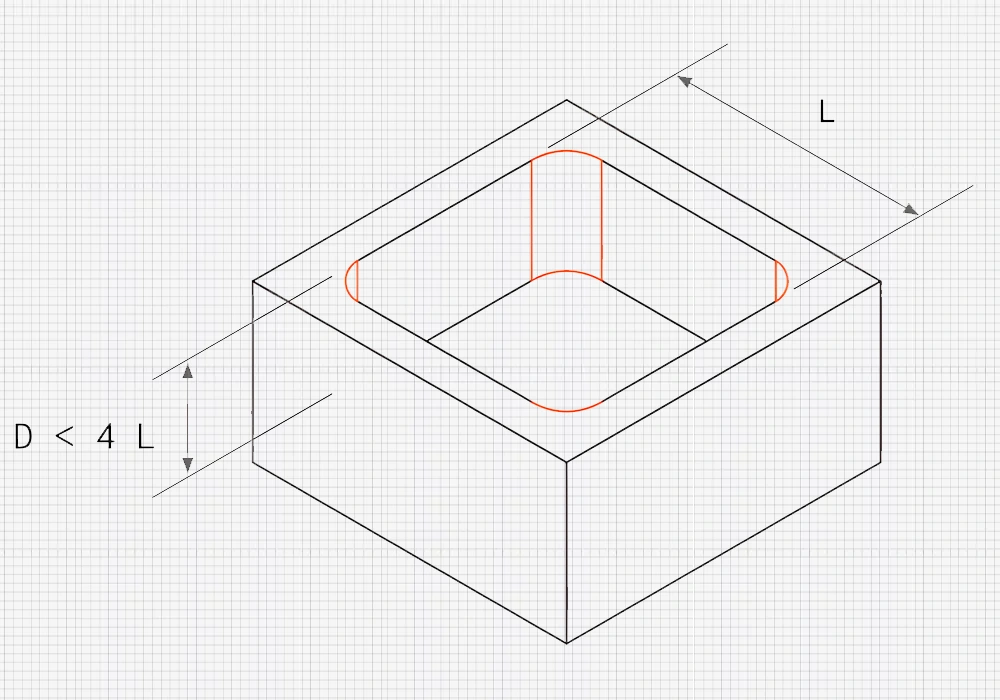
CNC kosten besparen bij verspanen Ontwerptip #2 - Sleufdiepte verminderen
Bewerkingssleuven hebben een aanzienlijke invloed op de werkstukkosten omdat een grote hoeveelheid materiaal moet worden verwijderd, waardoor de bewerkingstijd toeneemt.
CNC gereedschapdiepte heeft beperkingen. Als de sleufdiepte 2-3 keer de gereedschapdiameter is, presteert de bewerking het best. Een frees met een diameter van 12 mm kan bijvoorbeeld veilig een sleufdiepte tot 25 mm frezen.
Diepere sleuven kunnen worden bewerkt, tot 4 keer de gereedschapdiameter, maar dit verhoogt de kosten, vooral bij gebruik van CNC-machines met meerdere assen.
Kosten verlagen:
- De sleufdiepte mag niet groter zijn dan 4 keer de lengte.
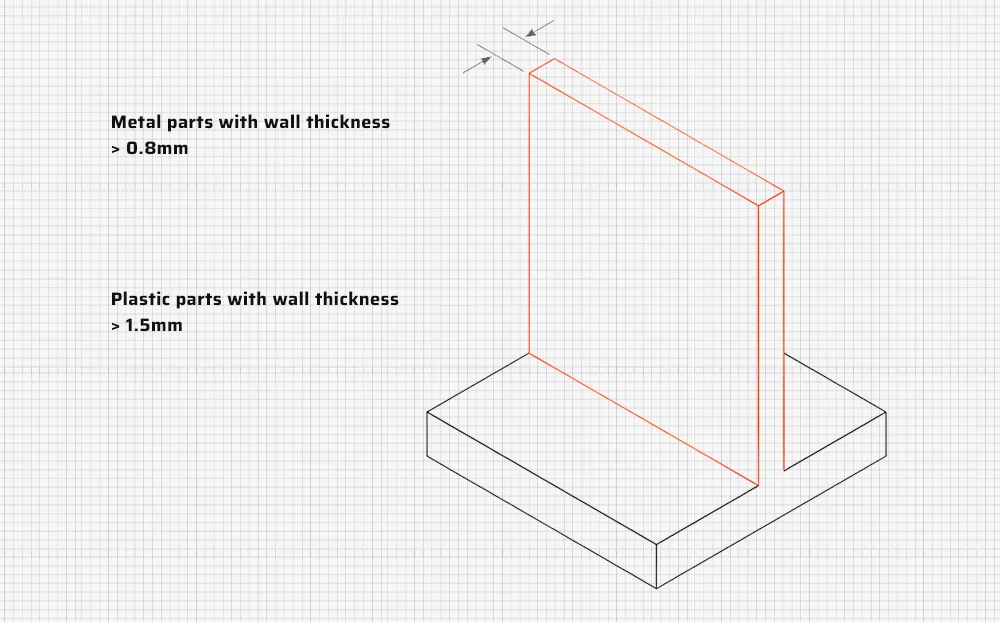
Ontwerptip #3 voor kostenbesparing bij CNC-bewerking - vermijd dunne wanden
Vermijd dunwandige ontwerpen, tenzij ze nodig zijn, omdat ze niet sterk genoeg zijn en duur om te bewerken.
Dunne wanden zijn gevoelig voor vervorming of zelfs scheuren tijdens het bewerken. Om dit te voorkomen zijn complexere bewerkingstrajecten nodig, wat meer bewerkingstijd kost. Dunne wanden trillen ook gemakkelijk, waardoor zeer nauwkeurig bewerken een grote uitdaging wordt.
Kosten verlagen:
- Voor metalen onderdelen moet de wanddikte minstens 0,8 mm zijn, hoe dikker hoe beter.
- Voor plastic onderdelen moet de wanddikte minstens 1,5 mm zijn, hoe dikker hoe beter.
- Metalen onderdelen kunnen zo dun zijn als 0,5 mm en plastic onderdelen kunnen zo dun zijn als 1 mm, maar dit wordt niet aanbevolen.
Bij het ontwerpen van gaten (inclusief doorvoergaten en schroefgaten) of sleuven aan de randen van onderdelen komen vaak dunne wanden voor, dus zorg ervoor dat je de bovenstaande ontwerprichtlijnen volgt.
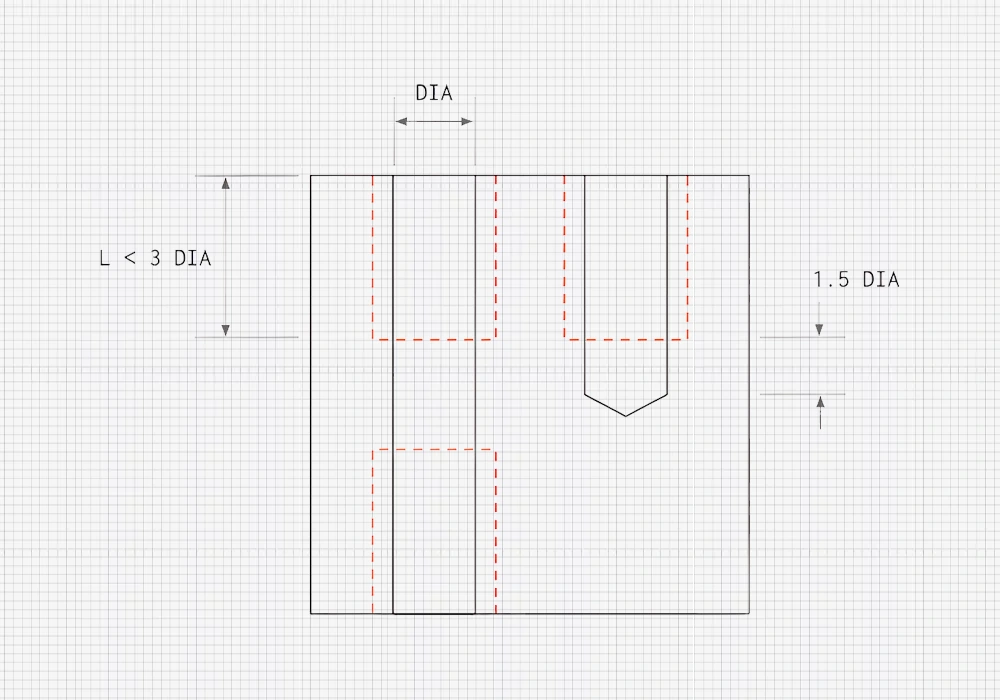
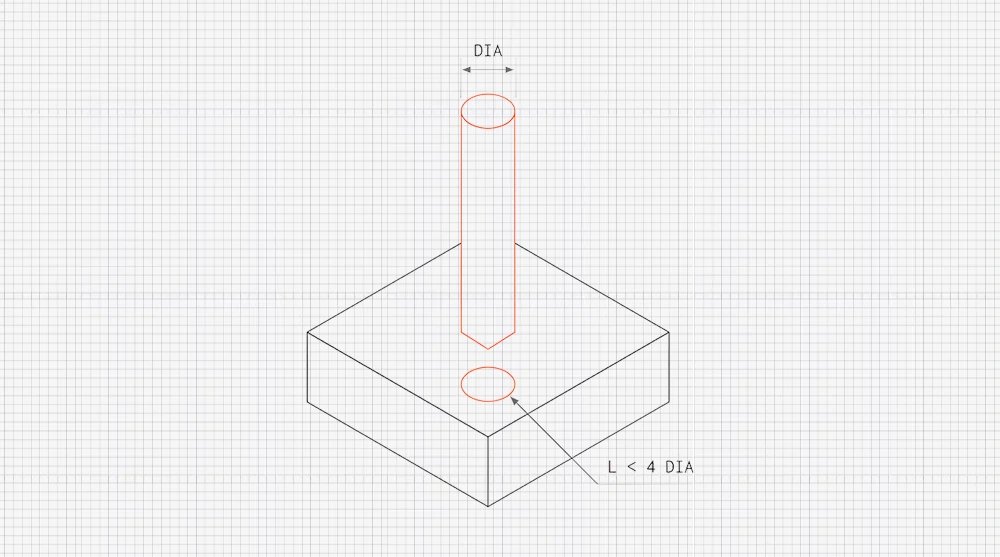
Ontwerp Tip #4 - Diepte van schroefdraad verminderen bij CNC-bewerkingskosten
Onnodige schroefdraaddiepte verhoogt de CNC-bewerkingskosten omdat hiervoor speciaal gereedschap nodig is.
Denk eraan: een grote diepte van de schroefdraad (meer dan 3 keer de gatdiameter) verhoogt de sterkte van de verbinding niet.
Kosten verlagen:
- De schroefdraaddiepte mag niet groter zijn dan 3 keer de gatdiameter.
- Laat voor blinde gaten minstens 1/2 gatdiameter extra lengte over aan de onderkant.
Ontwerptip #5 voor kostenbesparing bij CNC-bewerking - ontwerp gaten van standaardafmetingen
Met standaardboren kunnen gaten snel en nauwkeurig worden bewerkt. Voor niet-standaardgaten zijn frezen nodig, wat de kosten verhoogt.
De gatdiepte mag ook niet groter zijn dan 4 keer de diameter. Diepe gaten (tot 10 keer de diameter) kunnen worden bewerkt, maar dit verhoogt de kosten aanzienlijk omdat het bewerken moeilijk is.
Ontwerptip #6 voor kostenbesparing bij CNC-bewerking - vereisten voor precisietoleranties vermijden
Precisietoleranties verhogen de kosten door complexe bewerkingsstappen, een langere bewerkingstijd en meer inspectie.
Het definiëren van toleranties voor productafmetingen moet zorgvuldig gebeuren. Vermijd het opgeven van toleranties voor willekeurige afmetingen en geef alleen toleranties op wanneer dat nodig is, met precisietoleranties als laatste redmiddel.
Als er geen toleranties zijn gedefinieerd op de producttekening, wordt het product bewerkt volgens standaardtoleranties (±0,2 mm of losser), wat vaak voldoende is voor niet-kritieke afmetingen, waardoor de bewerkingskosten aanzienlijk worden verlaagd.
Interne elementen zijn moeilijker om precisietoleranties te handhaven. Bij het bewerken van bijvoorbeeld kruisende gaten of sleuven zijn kleine gebreken zoals bramen gemakkelijk optreden aan de randen door vervorming.
Deze functies vereisen inspectie en ontbramen, wat alleen handmatig kan worden gedaan. Handmatige arbeid is kostbaar en tijdrovend, waardoor de kosten stijgen.
Kosten verlagen:
- Geef precisietoleranties alleen op als laatste redmiddel.
- Alle afmetingen moeten worden gerelateerd aan hetzelfde referentiepunt.
- Onthoud: de decimale punt in de tolerantie is belangrijk. Het bepaalt het precisieniveau en het benodigde meetgereedschap. Twee decimalen kunnen bijvoorbeeld gemeten worden met een schuifmaat, drie met een micrometer of CMM. Vermijd onnodige decimalen om kosten te besparen.
- Optimaliseer het productontwerp om precisietoleranties te vermijden, zoals het inkorten van maatketens of het gebruik van lokalisatiefuncties.

Ontwerptip #7 voor kostenbesparing bij CNC-bewerking - opspantijden verkorten
Minimaliseer de klemtijd, idealiter slechts één keer.
Een werkstuk met blinde gaten aan beide zijden vereist bijvoorbeeld twee spanbewerkingen, roteren en opnieuw spannen na het afwerken van de ene zijde om de andere zijde te bewerken.
Het roteren of herpositioneren van het werkstuk verhoogt de bewerkingskosten, omdat het opspannen meestal handmatig gebeurt. Voor complexe productstructuren, kleminrichting op maats kan nodig zijn, waardoor de kosten nog hoger worden. Voor zeer complexe onderdeelstructuren kunnen meerassige CNC-machines nodig zijn, waardoor de kosten nog hoger worden door de hoge uurtarieven.
Overweeg om complexe onderdelen op te delen in meerdere onderdelen voor CNC-bewerking en ze vervolgens aan elkaar te bevestigen met draden of lassen.
Kosten verlagen:
- Ontwerp onderdelen die slechts één klemming vereisen.
- Als dit niet mogelijk is, verdeel complexe onderdelen dan in meerdere delen en maak ze daarna aan elkaar vast.
Ontwerp tip #8 voor kostenbesparing bij CNC-bewerking - vermijd kleine onderdelen met een hoge beeldverhouding
Bij CNC-bewerking gaan kleine vormen met een hoge aspectratio gemakkelijk trillen, wat precisiebewerking moeilijk maakt.
Om dit te voorkomen moeten zulke kleine elementen verbonden worden met dikkere muren of ondersteund worden door verstevigingsribben.
Kosten verlagen:
- Vermijd het ontwerpen van functies met een beeldverhouding van meer dan 4.
- Verbind kleine elementen met dikkere muren of voeg verstevigingsribben toe voor ondersteuning.

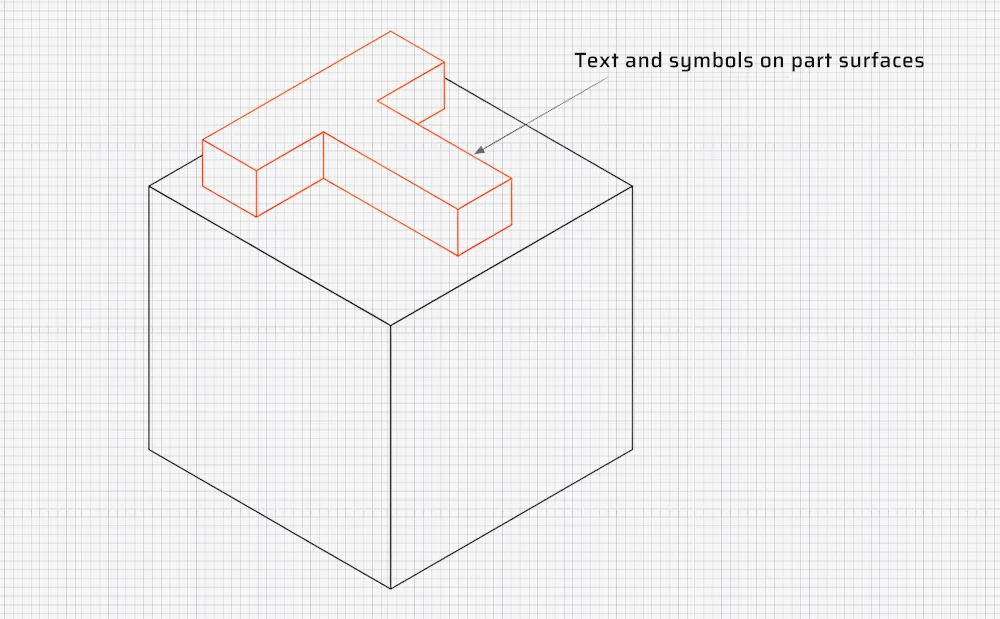
Ontwerptip #9 voor kostenbesparing bij CNC-bewerking - tekst en symbolen verwijderen van werkstukoppervlakken
Tekst en symbolen op productoppervlakken verhogen de CNC-kosten aanzienlijk door extra bewerkingsstappen en meer bewerkingstijd.
Oppervlaktebehandelingstechnieken zoals zeefdruk of verven kunnen tegen lagere kosten tekst en symbolen toevoegen aan CNC-onderdelen.
Kosten verlagen:
- Verwijder alle tekst en symbolen van onderdeeloppervlakken.
- Als tekst en symbolen nodig zijn, kies dan voor verzonken in plaats van verhoogd, omdat dit laatste meer materiaal verwijdert.
Ontwerp tip #10 voor kostenbesparing bij CNC-verspaning - houd rekening met de bewerkbaarheid van het materiaal
Bewerkbaarheid van materiaal verwijst naar het gemak waarmee materiaal kan worden bewerkt.
Een betere bewerkbaarheid maakt onderdelen gemakkelijker voor CNC-machines, waardoor de kosten dalen.
De bewerkbaarheid van materialen hangt af van de fysische eigenschappen. Over het algemeen zijn zachtere materialen met een hogere vervormbaarheid gemakkelijker te bewerken.
Messing C360 heeft bijvoorbeeld de hoogste bewerkbaarheid, waardoor bewerking op hoge snelheid mogelijk is. Aluminiumlegeringen (Al 6061 en 7075) zijn ook gemakkelijk te bewerken.
Staal is slecht bewerkbaar. Vergeleken met aluminiumlegeringen heeft staal meer dan twee keer zoveel bewerkingstijd nodig. Verschillende staalsoorten hebben een verschillende bewerkbaarheid. Roestvrij staal 304 heeft een bewerkbaarheidsindex van 45%, terwijl roestvrij staal 303 een index van 78% heeft.
De bewerkbaarheid van kunststoffen hangt af van stijfheid en thermische eigenschappen. Bij CNC-verspaning smelten en vervormen kunststoffen gemakkelijk bij hoge temperaturen.
POM is de gemakkelijkste kunststof om CNC te bewerken, gevolgd door ABS. PEEK en Nylon zijn lastige technische kunststoffen om te bewerken.
Kosten verlagen:
- Kies waar mogelijk materialen die goed te bewerken zijn.
Ontwerptip voor kostenbesparing bij CNC-bewerking #11 - houd rekening met de prijzen van onbewerkt materiaal
De prijzen van onbewerkt materiaal zijn een andere belangrijke factor in de CNC-kosten.
De onderstaande tabel toont de prijzen van gangbare blanco's van metaal en kunststof (afmetingen: 150 x 150 x 25 mm).
| Materiaal | Blanco prijs (ter vergelijking) |
|---|---|
| Aluminium 6061 | $25 USD |
| Aluminium 7075 | $80 USD |
| Roestvrij staal 304 | $90 USD |
| Roestvrij staal 303 | $145 USD |
| Messing C360 | $145 USD |
| ABS | $17 USD |
| Nylon 6 | $30 USD |
| POM | $25 USD |
| PEEK | $280 USD |
Aluminium 6061 is duidelijk een kosteneffectief materiaal, met lage stukprijzen en een goede bewerkbaarheid, waardoor het geschikt is voor prototyping.
Roestvast staal 303 en messing C360 zijn goed machinaal te bewerken, maar de prijs van onbewerkt staal is hoog, waardoor ze alleen geschikt zijn voor massaproductie. De hoge prijs van het onbewerkte materiaal wordt gecompenseerd door korte bewerkingstijden dankzij schaalvoordelen.
Kunststof materialen zoals ABS, Nylon en POM hebben dezelfde prijs als Aluminium 6061. Ze zijn echter moeilijker te bewerken, waardoor de CNC-kosten hoger zijn. PEEK is erg duur en wordt alleen gebruikt als het nodig is.
Kosten verlagen:
- Kies materialen met lage blanco prijzen, vooral voor kleine partijen.
Ontwerptip #12 voor kostenbesparing bij CNC-bewerking - overweeg het formaat van de spaander
De grootte van de matrijs heeft invloed op de CNC-kosten. Om de maatnauwkeurigheid te garanderen, moet materiaal van alle kanten van het onderdeel worden bewerkt, waardoor de materiaalkosten aanzienlijk toenemen, vooral bij grotere series.
Over het algemeen moet de blinde maat minstens 3 mm groter zijn dan de onderdeelgrootte. Voor een onderdeel van 30x30x30 mm kan bijvoorbeeld een blinde maat van 35x35x35 mm worden gekozen. Voor een onderdeel van 27x27x27mm kan een blinde maat van 30x30x30mm worden gekozen, wat materiaalkosten bespaart.
Kosten verlagen:
- De blenkmaat moet minstens 3 mm groter zijn dan de onderdeelmaat.
- Raadpleeg leveranciers voor standaardafmetingen en ontwerp onderdelen in de buurt van afmaten om materiaalverspilling te beperken.

Ontwerp Tip #13 voor kostenbesparing bij CNC-bewerking - Vermijd meerdere oppervlaktebehandelingen
Oppervlaktebehandelingen verbeteren het uiterlijk en de weerstand van CNC-onderdelen tegen ruwe omgevingen, maar verhogen de kosten.
Als CNC-onderdelen meerdere verschillende oppervlaktebehandelingen nodig hebben, lopen de kosten verder op door extra stappen, zoals het afplakken van sommige oppervlakken.
Kosten verlagen:
- Annuleer oppervlaktebehandeling.
- Vermijd meerdere oppervlaktebehandelingen.

Ontwerptip voor kostenbesparing bij CNC-bewerking #14 - Massaproductie
Bij CNC-bewerking is de partijgrootte van invloed op de bewerkingskosten. Bij kleine batches zijn de initiële CNC instelkosten voor elk onderdeel hoog. Bij grote batches zijn de instelkosten per onderdeel lager.
Hoe groter de batchgrootte, hoe lager de CNC-kosten. Dit is duidelijker bij zeer kleine batchgroottes. Zelfs een kleine verhoging van de hoeveelheid verlaagt de kosten aanzienlijk.
Het verhogen van de batchgrootte van 1 naar 5 verlaagt de stukkosten met meer dan 50%.
Kosten verlagen:
- Massaproductie verlaagt de kosten. Plaats liever een grotere bestelling dan meerdere kleinere.

Ontwerptip #15 voor kostenbesparing bij CNC-bewerking - ontwerp asymmetrische onderdelen
Axiaal symmetrische onderdelen kunnen worden bewerkt op een draaibank of frees, met machine-uurtarieven die veel lager liggen dan die van 3- of 5-assige bewerkingscentra.
Kosten verlagen:
- Ontwerp waar mogelijk axiaal symmetrische onderdelen.
Ontwerptip #16 voor kostenbesparing bij CNC-verspaning - gebruik andere bewerkingsprocessen om CNC-verspaning te vervangen
Zoals aan het begin van dit artikel staat, is CNC verspanen een duur proces.
Dus hoe de kosten ook worden verlaagd, de kosten blijven hoog.
Overweeg bij moderne verwerkingstechnologie het gebruik van andere processen in plaats van CNC, in plaats van je te fixeren op CNC. Het is niet omdat een product van de vorige generatie CNC gebruikte, dat het product van de nieuwe generatie CNC moet gebruiken.

Zoals hieronder te zien is, is 3D printen voor kleine series goedkoper dan CNC machinale bewerking. Voor grotere series zijn vormprocessen zoals verlorenwasgieten en spuitgieten goedkoper dan CNC-bewerking.
| Onderdeel Hoeveelheid | <10 | 10~100 | 100~1000 | >1000 |
|---|---|---|---|---|
| Kunststof | 3D afdrukken | 3D afdrukken (overweeg CNC) | CNC (Overweeg Injectie het Vormen) | Spuitgieten |
| Metaal | 3D printen & CNC | CNC (overweeg 3D printen) | CNC (Overweeg Investeringsgieten) | Investeringsafgietsel of matrijzenafgietsel |
In veel gevallen is 3D-printen beter dan CNC-bewerking:
- 3D-printen kan complexere geometrieën verwerken.
- 3D printen kan binnen 24 uur monsters leveren.
- 3D printen is meestal goedkoper voor kleine hoeveelheden.
- 3D-printen kan materialen verwerken die moeilijk te bewerken zijn met CNC, zoals superlegeringen.
Kosten verlagen:
- Gebruik andere processen om CNC te vervangen.
Opmerking: Hetzelfde geldt voor andere fabricage- en bevestigingsprocessen, waaronder spuitgieten, stansen, lassen en klinken. In een vroeg productontwerp moet je proberen een beter proces te vinden. Er bestaat zeker een beter proces, maar je weet het alleen nog niet.














