Het klinken van metalen onderdelen, ook wel klinknagelverbinding genoemd, is een mechanische term waarbij axiale kracht wordt gebruikt om de schacht van de klinknagel te vervormen in het klinkgat, waardoor een klinknagelkop wordt gevormd en meerdere onderdelen met elkaar worden verbonden.
Bij het klinken van kunststof onderdelen worden kunststof onderdelen als hoofdonderdeel gebruikt, terwijl de verbonden onderdelen kunststof onderdelen, metalen onderdelen (bijv. metalen platen), elektrische onderdelen (bijv. printplaten), weefsels (bijv. gaasdoek) enz. kunnen zijn. In tegenstelling tot metaalklinken, waarvoor extra klinknagels of klinknagelstiften nodig zijn, maakt kunststof klinken rechtstreeks gebruik van kunststof structuren zoals kolommen of ribben die uit het kunststof lichaam groeien. Deze structuren gaan door de verbonden onderdelen heen en de uitstekende kolommen of ribben worden verwarmd, zacht en gevormd onder de druk van de klinknagelkop. Na afkoeling is het klinken klaar.

Klinkprocessen gebaseerd op verwarmingsmethoden:
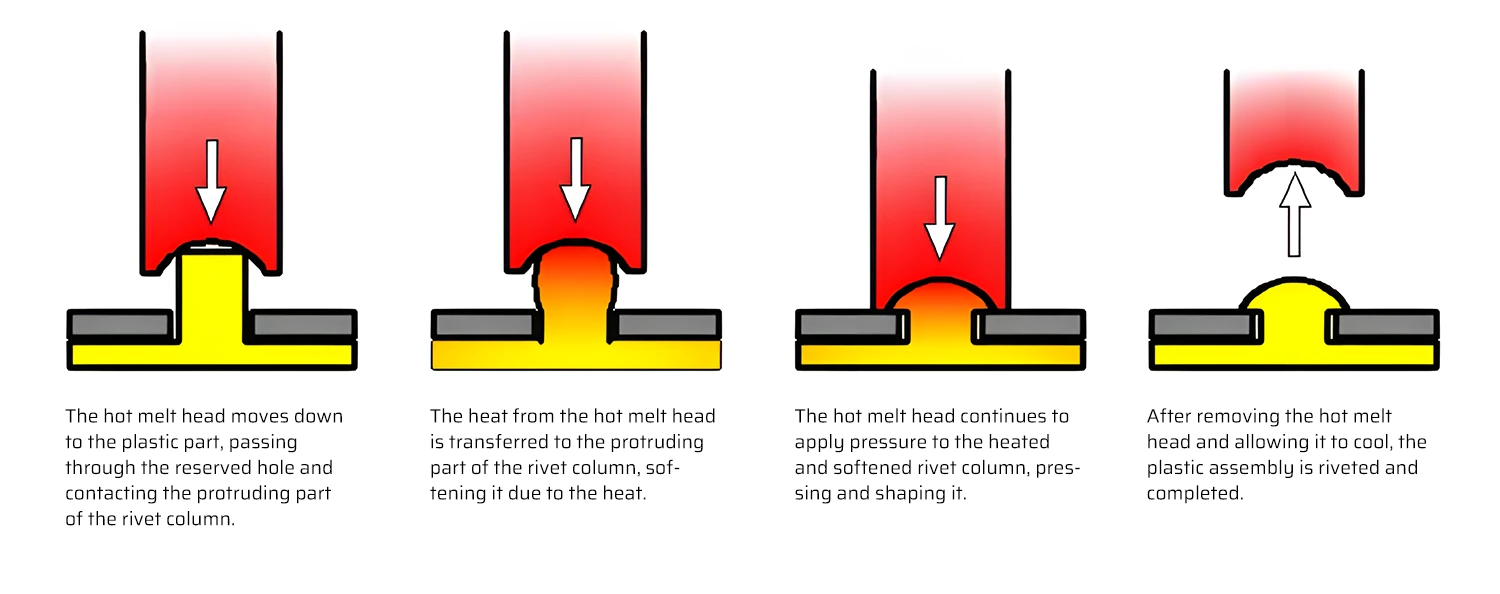
Smeltlassen voor klinken:
Dit is een contactklinkmethode. Bij sommige technieken wordt een verwarmingsbuis in de klinkkop geplaatst om de metalen klinkkop te verwarmen. Dit resulteert in een grotere metalen klinkkop en een lager verwarmingsrendement. Momenteel maakt de gangbare technologie gebruik van hoogfrequente pulsverwarmingsprincipes om de metalen klinkkop zelf te verwarmen, waardoor er geen verwarmingsblokken of -buizen nodig zijn om de warmte te geleiden. Dit verhoogt de verwarmingsefficiëntie en resulteert in een kleinere metalen klinkkop, waardoor deze geschikt is voor meer toepassingen.
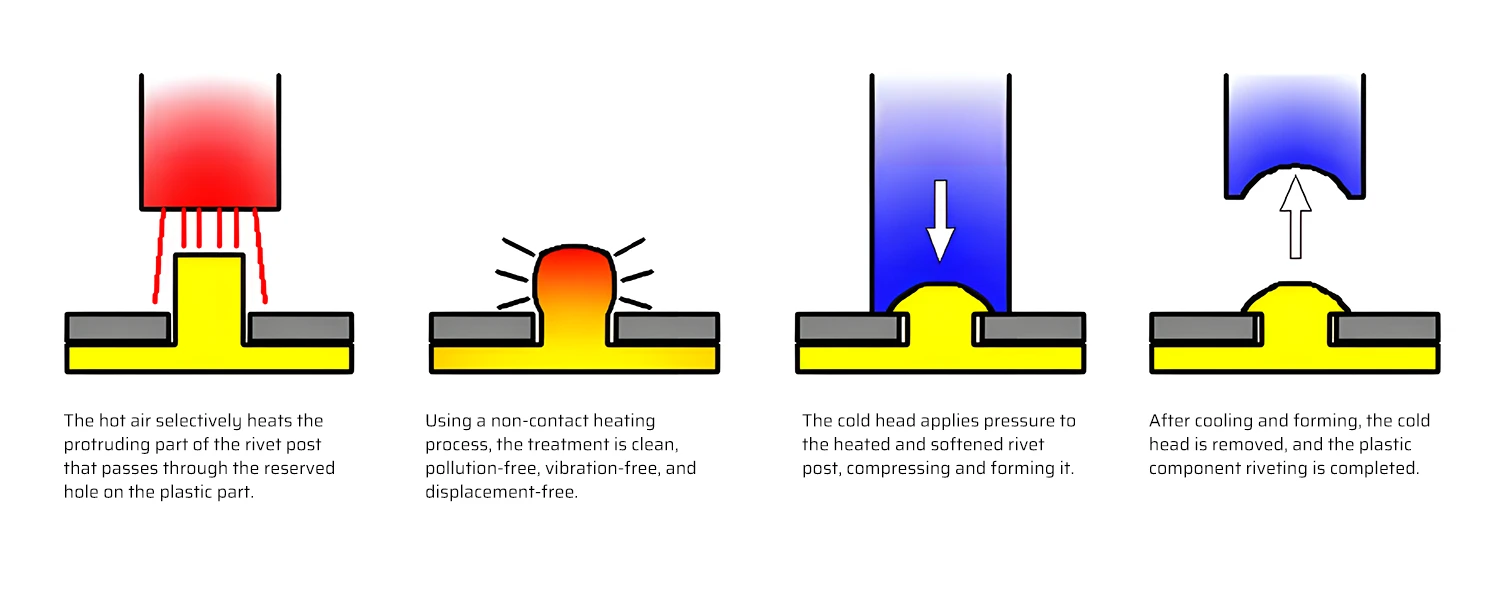
Hete lucht klinken:
Het heteluchtklinkproces gebruikt voornamelijk hete lucht als verwarmingsbron om de klinknagelkolom te verwarmen en te vormen. Het hele proces bestaat uit twee fasen:
In de eerste fase verwarmt hete lucht de klinknagelkolom gelijkmatig tot een kneedbare toestand. Een stabiele temperatuur en een gelijkmatige luchtstroom zijn cruciaal voor het effectief verwarmen van de klinknagelkolom.
In de tweede fase drukt de koude klinkkop op de zacht geworden klinknagelkolom om een stevige klinknagelkop te vormen. Omdat de klinkzuil volledig verwarmd en zacht geworden is, kan de gevormde klinknagelkop de te klinken onderdelen stevig bevestigen. Bij het hetelucht koudklinken mag de passing tussen de klinkzuil en de gaten op de te klinken onderdelen niet te los zijn. Als de tussenruimte te groot is, kan het verweekte plastic de tussenruimte tijdens het klinken opvullen, waardoor de klinknagelkop te klein wordt.
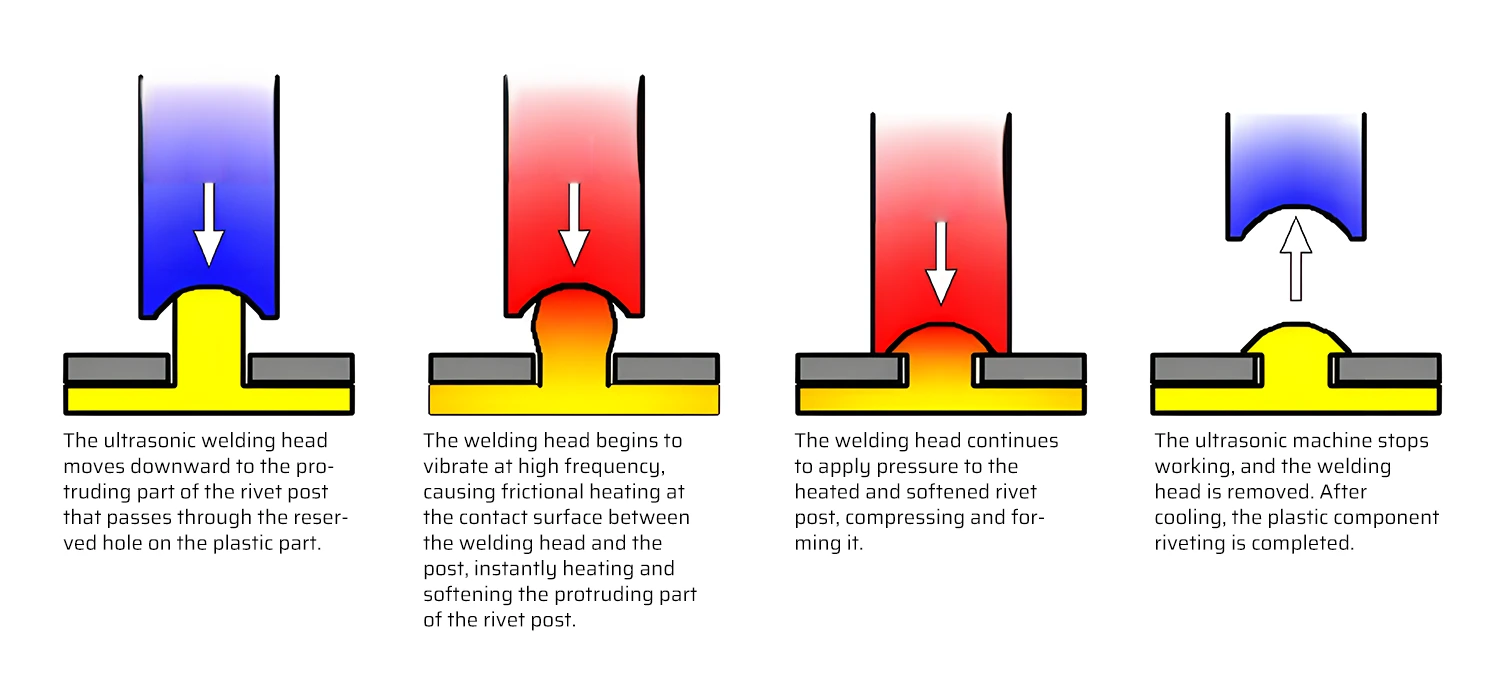
Ultrasoon klinken:
Dit is ook een contactklinkmethode. Het proces verloopt als volgt:
Het juiste klinkproces kiezen: Voor- en nadelen
Algemene voordelen:
- Eenvoudige structuur van kunststof onderdelen, waardoor de matrijskosten lager zijn.
- Eenvoudig assemblageproces, geen extra materialen of bevestigingsmiddelen nodig, hoge betrouwbaarheid.
- Er kunnen meerdere klinknagelpunten tegelijk geklonken worden, waardoor de assemblage veel efficiënter verloopt.
- Geschikt voor het verbinden van niet alleen kunststof onderdelen, maar ook metalen en andere niet-metalen onderdelen, vooral in beperkte ruimtes.
- Geklonken onderdelen zijn geschikt voor langdurige mechanische trillingen en extreme omgevingsomstandigheden.
- Eenvoudige bediening, energiebesparend, snel, met eenvoudige visuele inspectie van de productkwaliteit.
Veelvoorkomende nadelen:
- Vereist extra klinkapparatuur en gereedschap.
- Niet geschikt voor toepassingen met hoge sterkte of langdurige belasting.
- Permanente aansluiting, niet geschikt voor afneembare of herstelbare toepassingen.
- Eenmaal defect is het moeilijk te repareren, waardoor redundantie indien nodig in de ontwerpfase moet worden overwogen.
Specifieke voor- en nadelen vergelijken:
| Vergelijkingsitem | Smeltlassen | Hete lucht klinken | Ultrasoon klinken |
|---|---|---|---|
| Klinkkracht | De metalen hotmeltkop werkt direct in op de klinknagel, smelt tijdens het persen, wat resulteert in hoge spanning. De sterkte van de klinknagel is onbetrouwbaar en gevoelig voor trillingen. | De volledige klinknagel wordt verwarmd, wat resulteert in een lage spanning. De postnagelsterkte is hoog en niet gevoelig voor trillingen. | De ultrasone laskop werkt rechtstreeks in op de klinknagel met hoogfrequente trillingen, wat resulteert in hoge spanning. De sterkte van de nagel is onbetrouwbaar. |
| Herstellend effect | De perskop werkt op de klinknagelstift, waardoor deze zacht wordt en tegelijkertijd wordt geperst. De wortel van de klinknagel kan niet volledig zacht worden, wat leidt tot gaten in de productassemblage en gebrekkige bevestigingseffecten. | Uitstekend. De hele klinknagel wordt zacht en vormt zich snel onder druk, waardoor de montagegaten volledig worden opgevuld. | De laskop werkt op de klinknagel, waardoor deze zacht wordt en tegelijkertijd wordt aangedrukt. De wortel van de klinknagel kan niet volledig zacht worden, wat leidt tot gaten in de productassemblage en gebrekkige bevestigingseffecten. |
| Klinknagel Snelheid | Kleine klinknagelpunt: 6-10s, Grote klinknagelpunt: 50-60s | 6-10s verwarming, 2s koeling | Minder dan 5 seconden |
| Flexibiliteit van apparatuur | Verwarming en klinken zijn geïntegreerd, aangepast aan het product, waardoor omschakelen complex is. | Verwarmen en koud klinken kunnen onafhankelijk van elkaar worden ingesteld. Het luchtmondstuk kan worden aangepast aan de klinknagelpaal en de temperatuur van het klinknagelpunt is onafhankelijk instelbaar. | Als het een geïntegreerde laskop is, kan de diepte of amplitude van de klinknagelpunt niet onafhankelijk worden geregeld. |
| Klinknagel Uiterlijk | Helder en mooi oppervlak, gemakkelijk om draden te trekken. | Het kan helderheid bereiken, meestal mat oppervlak, geen draadtekening. | Helder en mooi oppervlak. |
| Aanpassingsvermogen van materiaal | De glasvezel kan neerslaan, wat het uiterlijk beïnvloedt. | Kan bijna alle gangbare thermoplastische materialen en glasvezelmaterialen klinken. | Het is niet of moeilijk om glasvezelmaterialen te klinken. |
| Invloed op product | Bij contactverwarming kan de hitte van de smeltkop de onderdelen of het productoppervlak in de buurt van de klinknagel aantasten. | Contactloze verwarming voor klinken, beschadigt de onderdelen of het uiterlijk van het product niet. | Verwarmen van klinknagels door trillingen, trillingen kunnen onderdelen beschadigen. |
| Uitrusting Kosten | Laag | Medium | Hoog |
Andere aspecten:
Smeltlassen voor klinken:
De voordelen zijn duidelijk. De klinknagelkop verhit tegelijkertijd de klinknagelkolom en vormt de klinknagelkop. Dit maakt een zeer compact apparaatontwerp mogelijk, vooral geschikt voor kleine onderdelen met dicht op elkaar geplaatste kunststof klinknagelkolommen.
Er zijn echter ook belangrijke nadelen. Als de klinknagelkop niet volledig afkoelt, kan restwarmte ervoor zorgen dat het plastic aan de klinknagelkop blijft kleven, met filamentvorming als gevolg. De klinknagelkop moet vaak worden vervangen. Het is niet geschikt voor grotere klinknagelkolommen omdat het steeds moeilijker wordt om oppervlaktewarmte over te brengen naar het midden en de onderkant van de klinknagelkolom, wat kan leiden tot een koude kern fenomeen en onvoldoende spleetvulling tussen de klinknagelkolom en het verbonden onderdeel. Bovendien hebben producten die gemaakt zijn met smeltlijmklinknagels over het algemeen een relatief hoge restspanning en een lagere uittreksterkte. Daarom is het niet geschikt voor producten met hoge positionerings- en fixatievereisten.
Hete lucht klinken:
Aangezien de kunststof klinknagelkolom gelijkmatig wordt verwarmd in een omgeving met hete lucht op hoge temperatuur, wordt de kunststof klinknagelkolom volledig zacht van binnen naar buiten, waardoor de interne spanning na het vormen effectief wordt verminderd. In de tweede stap perst en vormt de koude klinkkop het volledig zacht geworden kunststof materiaal, dat snel meer dan 90% van de montagegat tussen het verbonden onderdeel en de klinknagelkolom kan opvullen, waardoor een zeer goed bevestigingseffect wordt bereikt.
Ultrasoon klinken:
De klinksterkte en het bevestigingseffect zijn vergelijkbaar met smeltklinken. Maar omdat ultrasoon klinken warmte genereert door wrijving, stopt de ultrasone generator met werken zodra de klinknagelpunt is gevormd. In tegenstelling tot hotmelt klinken draagt de ultrasone laskop geen warmte, waardoor de kans op filamentatie afneemt. Ultrasoon klinken duurt ook het kortst.
Bij ultrasoon klinken mag de klinknagelkolom niet ontworpen worden op vlakken met aanzienlijke hoogteverschillen, omdat dit amplitudeverschillen kan veroorzaken op verschillende klinknagelpunten, wat kan leiden tot ongelijke opwarmsnelheden en mogelijk losse of beschadigde kolommen. De spreidingsafstand van kolommen is ook beperkt bij gebruik van een enkele laskop. Met processen voor het smelten van warme klinknagels of heteluchtklinken daarentegen kunnen klinknagelkolommen op verschillende vlakken worden ontworpen en kan in één keer op meerdere punten worden geklonken, zelfs over aanzienlijke afstanden.
Aanpassingsvermogen van materiaal:
Klinken is alleen geschikt voor thermoplastische kunststoffen, die binnen een bepaald temperatuurbereik kunnen smelten. Thermohardende kunststoffen harden uit bij een bepaalde temperatuur en zijn moeilijk te klinken met de drie hierboven beschreven methoden. Daarom kiest men vaak voor thermoplastische kunststoffen om te klinken, en productstructuren bestaan vaak uit thermoplastische kunststoffen.
Thermoplastische kunststoffen worden verder onderverdeeld in amorfe (ook wel niet-kristallijne) kunststoffen en kristallijne (ook wel half-kristallijne) kunststoffen.
Niet-kristallijne kunststoffen:
Deze hebben een ongeordende moleculaire structuur en een uitgesproken temperatuur (Tg, glasovergangstemperatuur) waarbij het materiaal geleidelijk zachter wordt, smelt en vloeit. Dergelijke kunststoffen zijn geschikt voor alle drie de klinkprocessen.
Semikristallijne kunststoffen:
Deze hebben een geordende moleculaire ordening met een duidelijk smeltpunt (Tm) en herkristallisatiepunt. Voordat het smeltpunt wordt bereikt, blijven semikristallijne kunststoffen vast. Wanneer de temperatuur het smeltpunt bereikt, beginnen de moleculaire ketens te bewegen en begint de kunststof te smelten. Als de warmte afneemt, stolt de kunststof snel.
Vanwege de dubbele functie van het verwarmen van de klinknagelkolom en het vormen van de klinknagelpunt, zijn semikristallijne kunststoffen geschikter voor smeltlijmklinken.
Semikristallijne kunststoffen hebben een regelmatige, veerachtige moleculaire structuur die gemakkelijk ultrasone trillingsenergie met een hoge frequentie absorbeert, waardoor het moeilijk is om warmte te genereren bij de klinknagelverbinding. Semikristallijne kunststoffen hebben vaak een hoog smeltpunt, waardoor er voldoende ultrasone energie nodig is om de kunststof te smelten. Daarom zijn ze moeilijker te klinken dan niet-kristallijne kunststoffen. Om een hogere klinkkwaliteit voor semikristallijne kunststoffen te bereiken, moet rekening worden gehouden met meer factoren, zoals een hogere amplitude, een geschikt verbindingsontwerp, laskopcontact, lasafstand, en lasarmaturen. Om de ultrasone energie te concentreren, moet de bovenkant van de klinknagelkolom ontworpen zijn voor minimaal initieel contact met de laskop.
Andere materiaaleigenschappen die van invloed zijn op ultrasoon klinken zijn hardheid (een hogere hardheid verbetert over het algemeen het ultrasoon klinken), smeltpunt (hogere smeltpunten vereisen meer ultrasone energie) en zuiverheid (een hogere zuiverheid van grondstoffen verbetert het klinken, terwijl onzuiverheden in gerecyclede materialen de prestaties verminderen).
Kunststoffen met vulstoffen (bijv. glasvezels):
Kunststoffen met vulstoffen hebben aanzienlijke verschillen in smeltpunten tussen de kunststof en de vulstoffen. Voor smeltklinken is temperatuurregeling binnen ±10° cruciaal; hoge temperaturen zorgen ervoor dat glasvezels uit de kunststof neerslaan, wat leidt tot adhesie en ruwe oppervlakken, terwijl lage temperaturen scheuren en koudvervorming veroorzaken. Voor ultrasoon klinken is meer trillingsenergie nodig om de kunststof te smelten. Een hoog vulstofgehalte resulteert in residu en onthechting op de klinknagelpunten, waardoor de klinksterkte en betrouwbaarheid afnemen.
Als het vulstofgehalte lager is dan 10%, heeft dit geen significante invloed op de materiaaleigenschappen. Vulstoffen (bijv. glasvezels) zijn gunstig voor het klinken van zachte materialen zoals PP, PE en PPS. Vulstoffen tussen 10%-30% verminderen de klinksterkte, terwijl vulstoffen boven 30% de klinkprestaties aanzienlijk beïnvloeden.
Algemene klinknagelkolommen en klinknagelkoppen
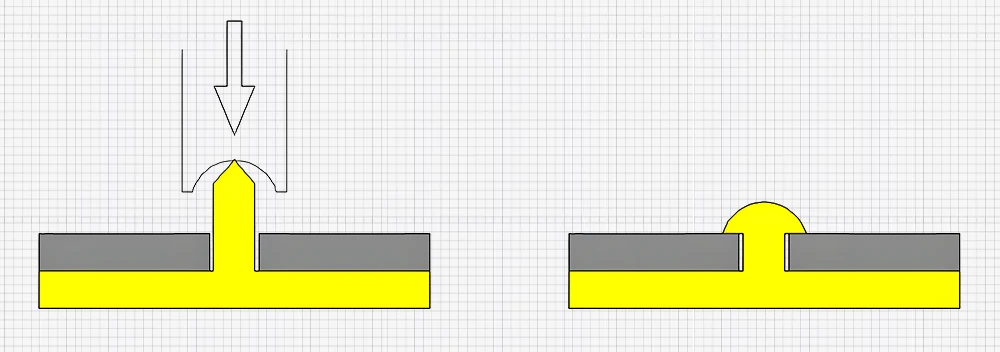
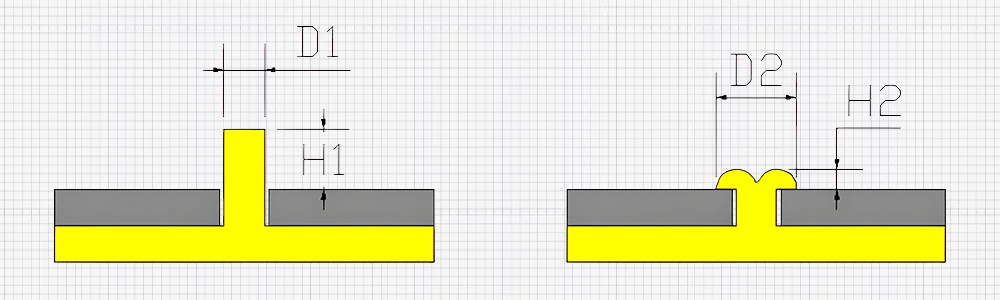
1. Halfronde klinknagelkop (groot profiel)
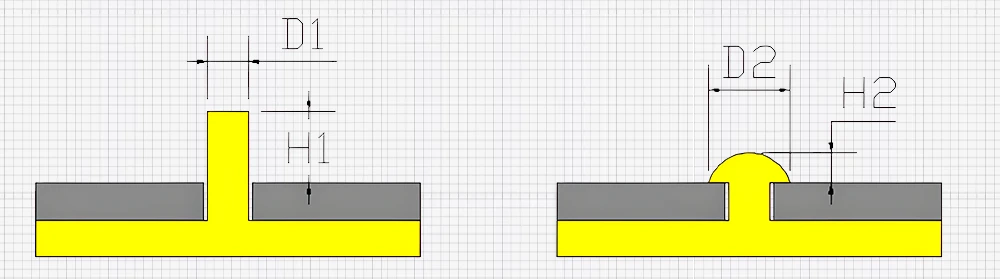
1). Geschikt voor klinknagelkolomdiameters (D1) kleiner dan 3 mm, bij voorkeur groter dan 1 mm om breuk te voorkomen.
2). De hoogte van het uitstekende deel van de klinknagelkolom (H1) is over het algemeen (1,5-1,75) * D1.
3). De diameter van de klinknagelkop (D2) is over het algemeen ongeveer 2 * D1 en de hoogte (H2) is ongeveer 0,75 * D1. Specifieke getallen moeten worden gebaseerd op volume conversie S_head = (85%-95%) * S_column.
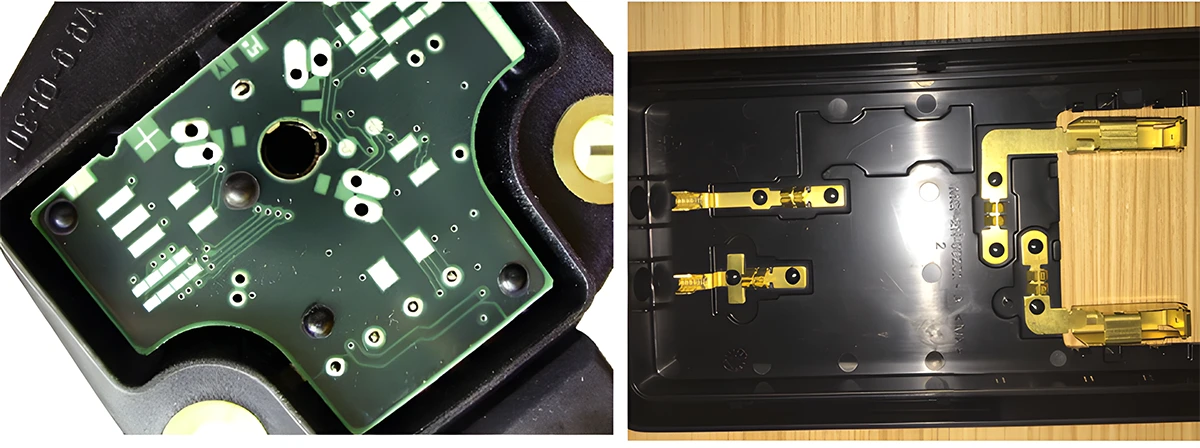
4). Dit type wordt het meest gebruikt, meestal voor situaties met lage sterktevereisten, zoals printplaten en kunststof decoratieve onderdelen.
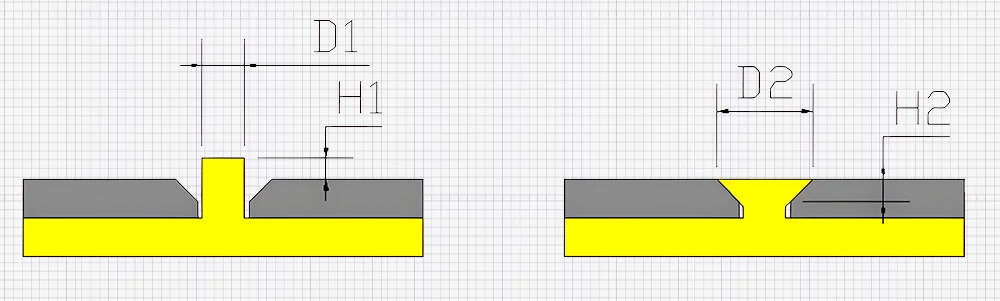
2. Halfronde klinknagelkop (klein profiel)
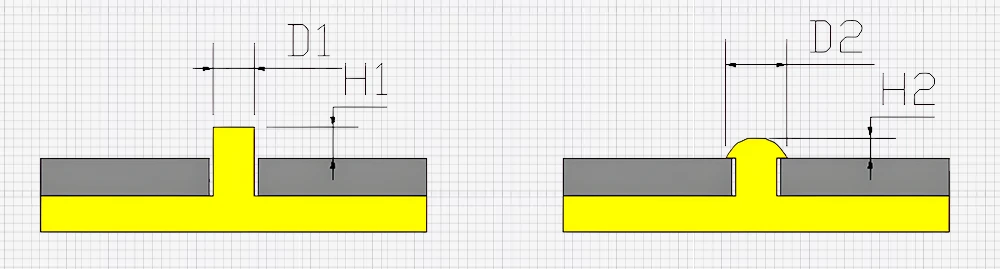
1). Geschikt voor klinknagelkolomdiameters (D1) kleiner dan 3 mm, bij voorkeur groter dan 1 mm om breuk te voorkomen.
2). De hoogte van het uitstekende deel van de klinknagelkolom (H1) is over het algemeen 1,0 * D1.
3). De diameter van de klinknagelkop (D2) is over het algemeen ongeveer 1,5 * D1 en de hoogte (H2) is ongeveer 0,5 * D1. Specifieke getallen moeten worden gebaseerd op volume conversie S_head = (85%-95%) * S_column.
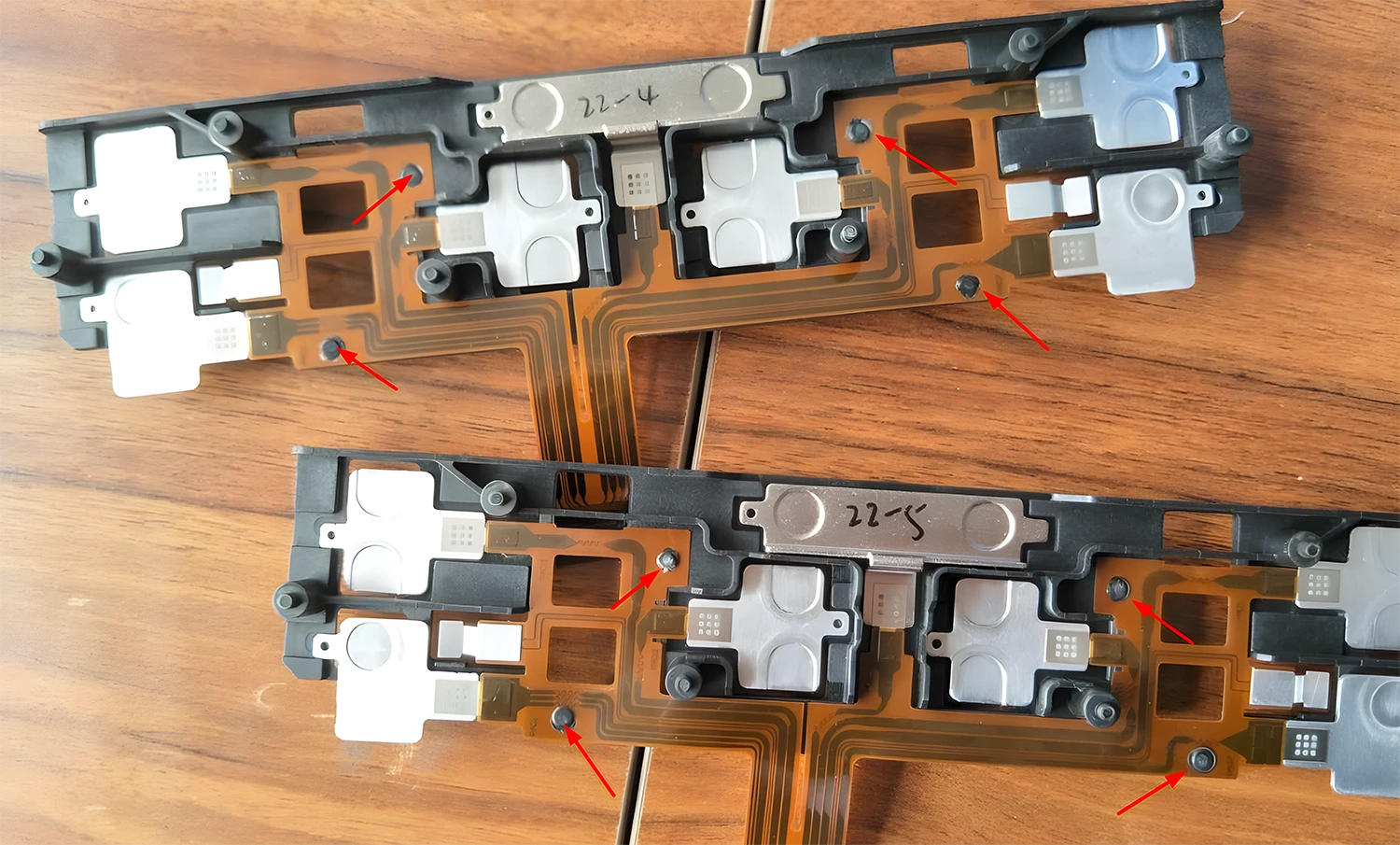
4). Dit type heeft een kortere klinktijd dan de halfronde klinknagelkop met groot profiel en wordt over het algemeen gebruikt in situaties met lage sterktevereisten, zoals FPC zachte linten en metalen veerstukken.
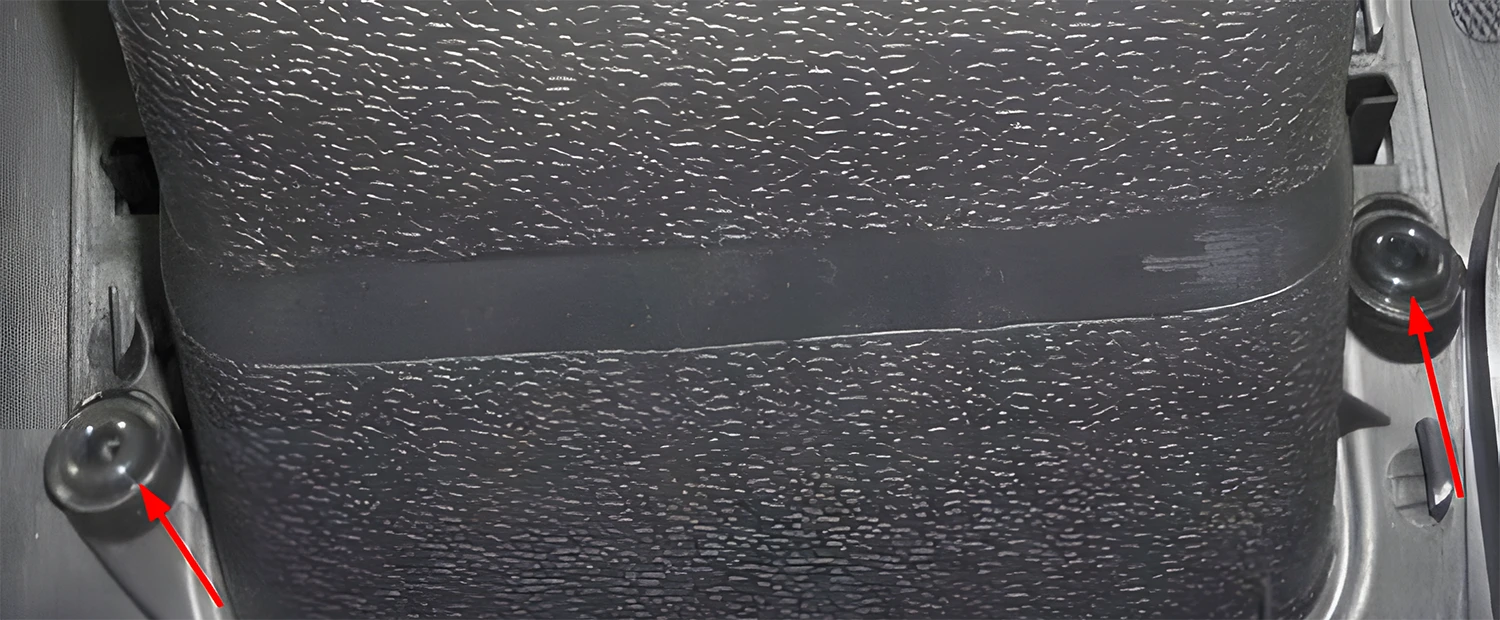
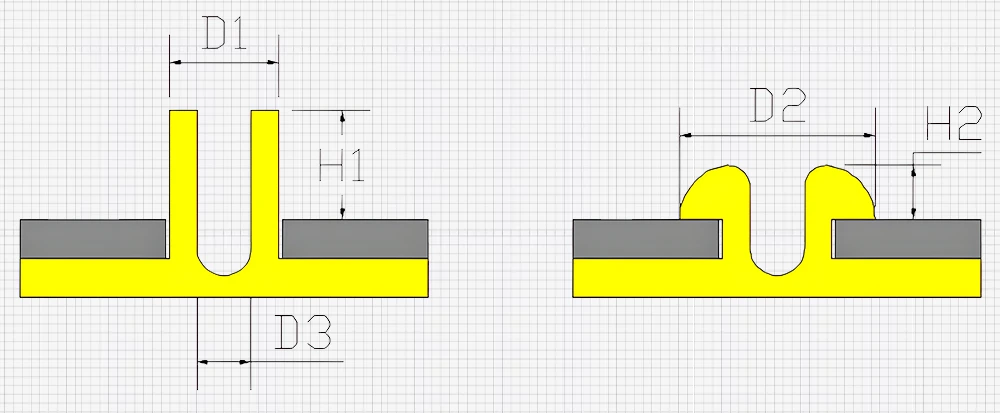
3. Dubbele halfronde klinknagelkop
1). Geschikt voor klinknagelkolomdiameters (D1) tussen 2-5 mm.
2). De hoogte van het uitstekende deel van de klinknagelkolom (H1) is over het algemeen 1,5 * D1.
3). De diameter van de klinknagelkop (D2) is over het algemeen ongeveer 2 * D1 en de hoogte (H2) is ongeveer 0,5 * D1. Specifieke getallen moeten worden gebaseerd op volume conversie S_head = (85%-95%) * S_column.
4). Dit type heeft een iets grotere klinkzuil dan het type met de halfronde kop. Om de klinktijd te verkorten en betere klinkresultaten te verkrijgen, wordt een dubbele halfronde kop gebruikt, meestal voor situaties die een hogere bevestigingssterkte vereisen.
5). De middelpunten van de klinknagelkolom en de warme klinknagelkop van de mal moeten op één lijn liggen om een netjes gevormde klinknagelkop te krijgen.
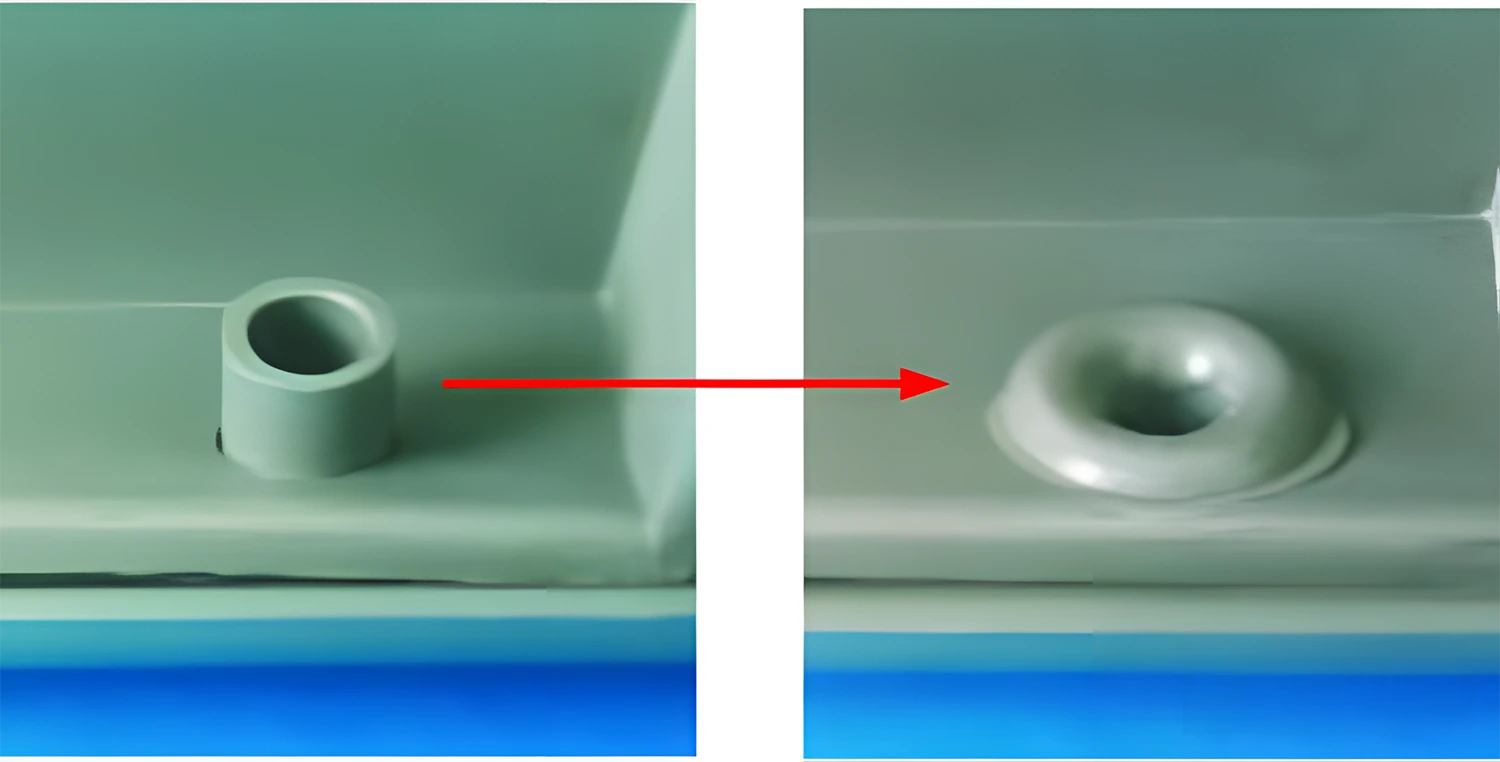
4. Ringvormige klinknagelkop
1). Geschikt voor klinknagelkolomdiameters (D1) groter dan 5 mm.
2). De hoogte van het uitstekende deel van de klinknagelkolom (H1) is over het algemeen (0,5-1,5) * D1, waarbij voor grotere diameters de kleinste waarde wordt genomen. De binnendiameter is 0,5 * D1 (om krimp aan de achterkant van de kolom te voorkomen).
3). De diameter van de klinknagelkop (D2) is over het algemeen ongeveer 1,5 * D1 en de hoogte (H2) is ongeveer 0,5 * D1. Specifieke getallen moeten worden gebaseerd op volume conversie S_head = (85%-95%) * S_column.
4). Naarmate de diameter van de klinkzuil toeneemt, worden holle klinkzuilen gebruikt om de klinktijd te verkorten en betere resultaten te behalen terwijl krimpfouten aan de achterkant worden vermeden, over het algemeen voor situaties die een hogere bevestigingssterkte vereisen.
5). Holle klinknagelkolommen worden van binnen en van buiten gelijkmatig verhit, waardoor het gemakkelijker wordt om een netjes gevormde klinknagelkop te maken.
5. Platte klinknagelkop
1). Geschikt voor klinknagelkolomdiameters (D1) kleiner dan 3 mm.
2). De hoogte van het uitstekende deel van de klinknagelkolom (H1) is meestal 0,5 * D1.
3). De diameter (D2) en hoogte (H2) van de klinknagelkop moeten gebaseerd zijn op volumeomrekening S_head = (85%-95%) * S_column.
4). Het verbonden deel moet voldoende dik zijn om te kunnen verzinken, anders zal de verbinding onbetrouwbaar zijn en onvoldoende bevestigingssterkte hebben.
5). Platte klinknagelkoppen zijn geschikt voor situaties waarin de gevormde klinknagelkop niet uit het oppervlak mag steken.

6. Geribbelde klinknagelkop
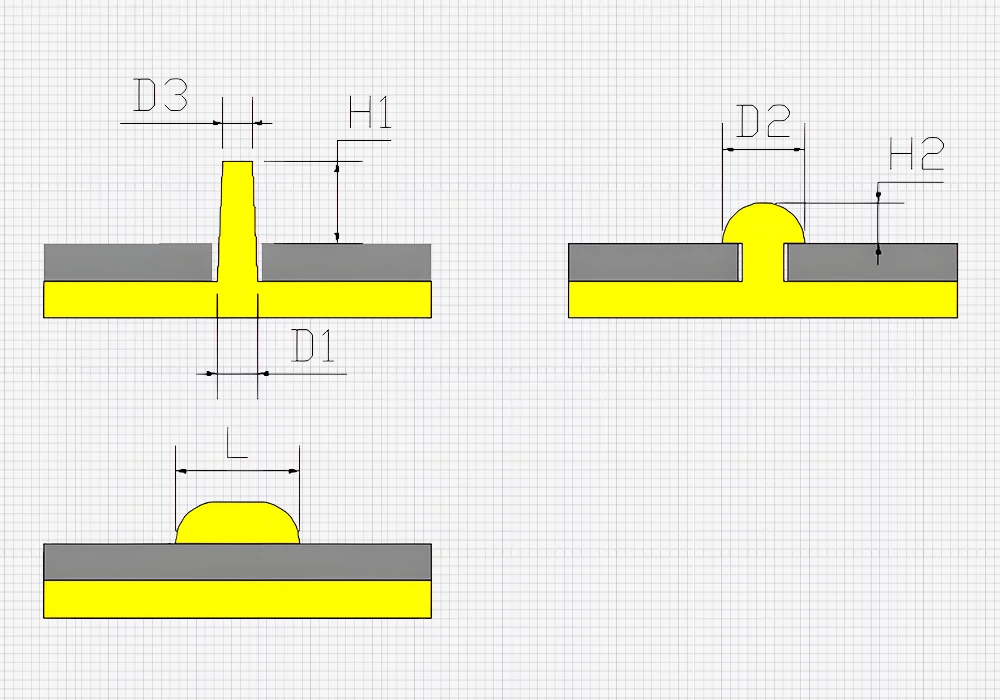
1). De basisdiameter van de klinknagelkolom (D1) moet minder dan 3 mm zijn, met een topdiameter (D3) van (0,4-0,7) * D1.
2). De hoogte van het uitstekende deel van de klinknagelkolom (H1) is over het algemeen (1,5-2) * D1, en H1 moet kleiner zijn dan de lengte van de klinknagelkolom (L).
3). De diameter van de klinknagelkop (D2) is over het algemeen ongeveer 2 * D1 en de hoogte (H2) is ongeveer 1,0 * D1. Specifieke getallen moeten worden gebaseerd op volume conversie S_head = (85%-95%) * S_column.
4). Gebruik geribbelde klinknagelkoppen als de klinknagelkop een groter contactoppervlak nodig heeft en er onvoldoende ruimte is om een holle klinknagelkolom te ontwerpen.
7. Geflensde klinknagelkop
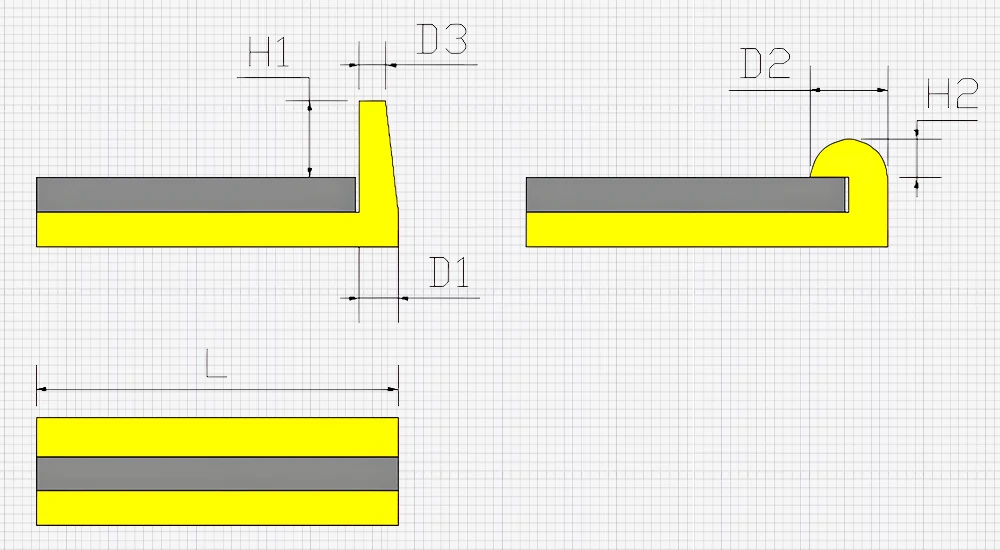
1). De basisdiameter van de klinknagelkolom (D1) moet minder dan 3 mm zijn, met een topdiameter (D3) van (0,3-0,5) * D1.
2). De hoogte van het uitstekende deel van de klinknagelkolom (H1) is over het algemeen (1,5-2) * D1, en H1 moet kleiner zijn dan de lengte van de klinknagelkolom (L).
3). De diameter van de klinknagelkop (D2) is over het algemeen ongeveer 2 * D1 en de hoogte (H2) is ongeveer 1,0 * D1. Specifieke getallen moeten worden gebaseerd op volume conversie S_head = (85%-95%) * S_column.
4). Klinknagelkoppen met flens zijn geschikt voor situaties waarin krimpen of wikkelen van het verbonden onderdeel nodig is.
Tips: Op zoek naar verschillende soorten klinknagels en hun specifieke toepassingen? Bekijk onze gedetailleerde gids over soorten klinknagels.
Opmerkingen:
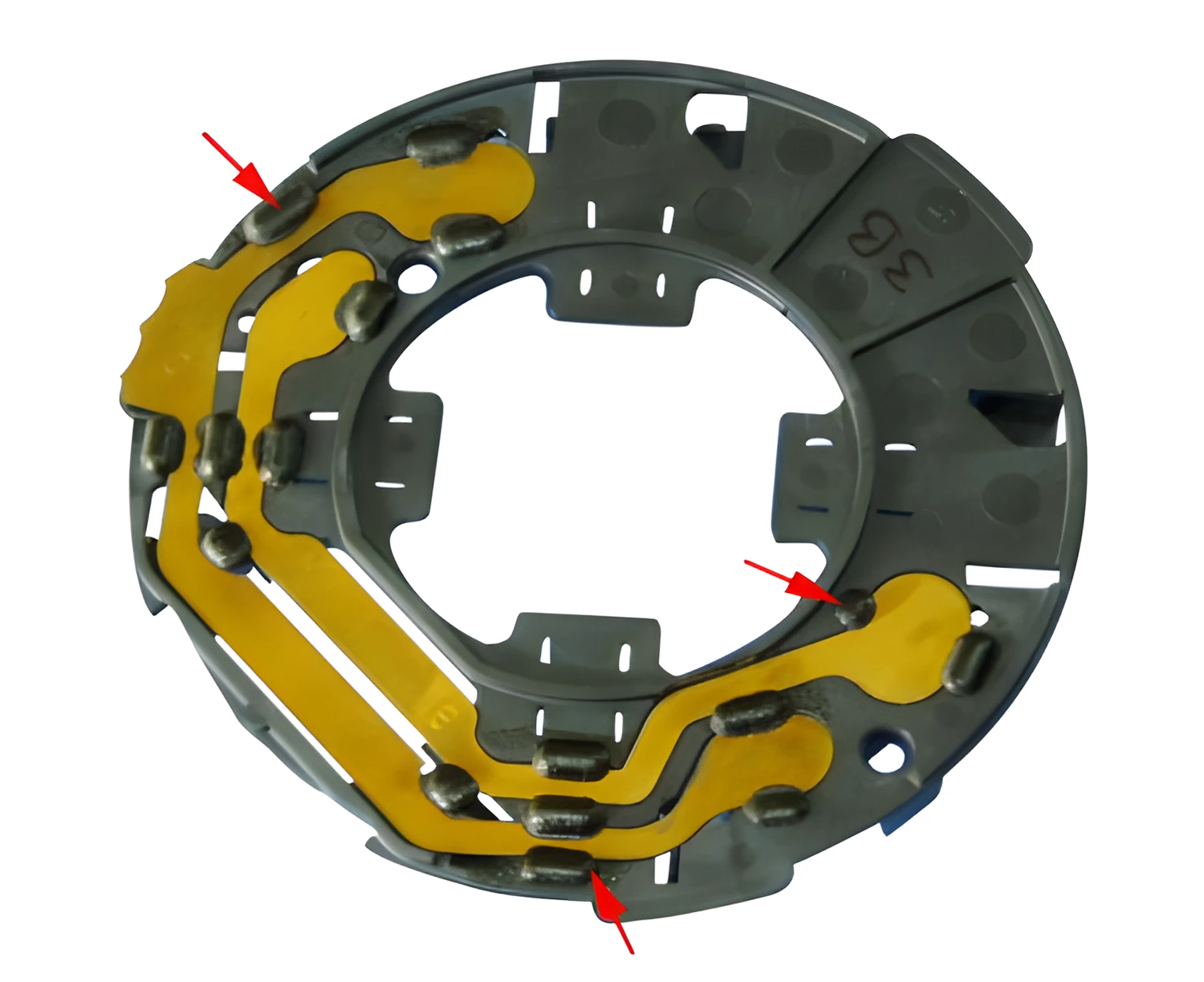
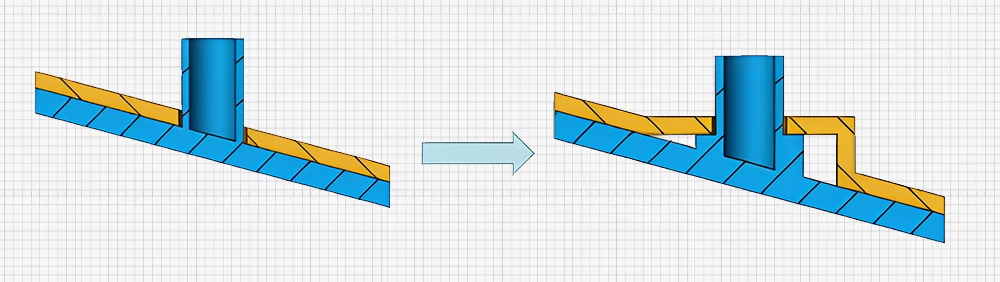
Als de klinknagelkolom zich op een hellend oppervlak bevindt of hoog is ten opzichte van de basis, ontwerp deze dan als volgt:
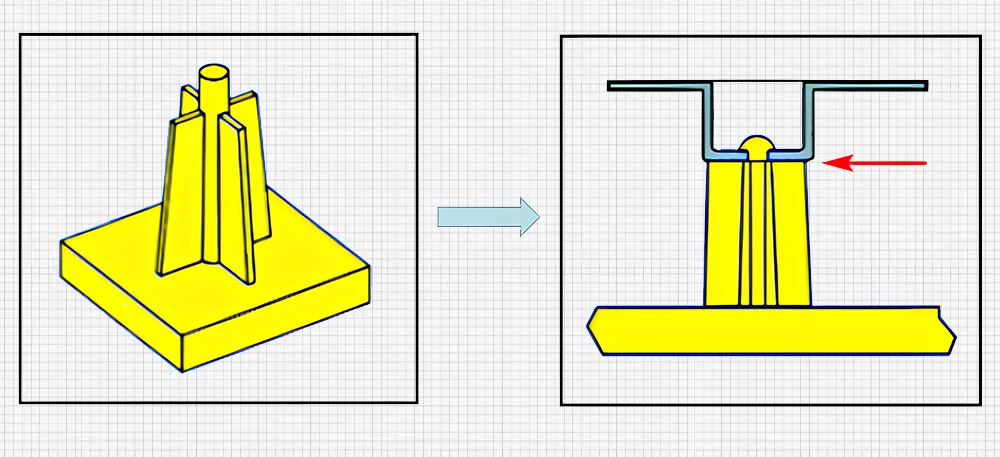
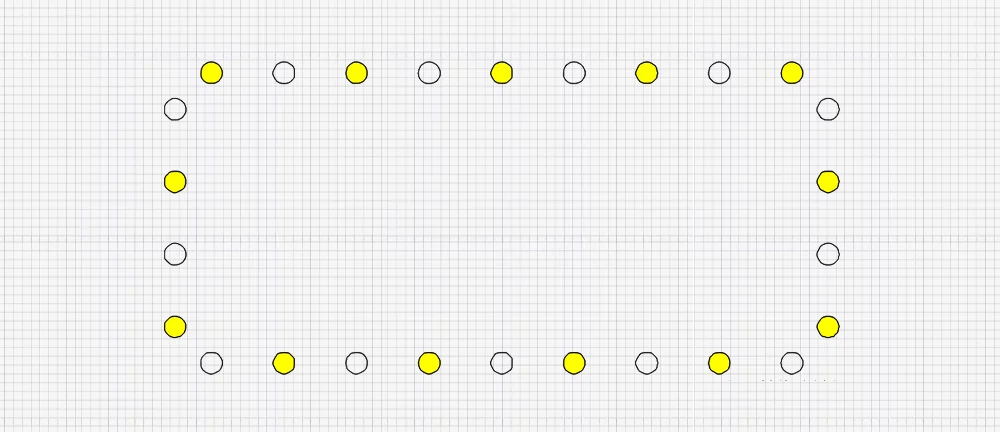
Aangezien klinknagels een permanente verbinding zijn en moeilijk te repareren als ze eenmaal kapot zijn, kunnen we indien nodig redundantie in de constructie aanbrengen. Bijvoorbeeld, verdubbel het aantal klinknagelkolommen en gaten, gebruik eerst de gele klinknagelkolommen en als reparatie nodig is, gebruik dan de witte klinknagelkolommen voor een tweede kans op reparatie.