

La gomma svolge un ruolo importante nella vita di tutti i giorni, dai prodotti per la casa come i tappi delle bottiglie che impediscono la fuoriuscita di liquidi alle parti dell'automobile come le boccole in gomma che assorbono le vibrazioni o gli pneumatici. Uno dei modi in cui i produttori trasformano questo materiale elastico dalla sua forma grezza e inutilizzabile in prodotti di valore è lo stampaggio a iniezione della gomma.
Questa tecnica è versatile e utile per la produzione di un'ampia varietà di pezzi in gomma. Oggi, la maggior parte dei produttori di prodotti in gomma sceglie lo stampaggio a iniezione della gomma come tecnica principale, soprattutto per la produzione di grandi volumi. Il mercato globale dell'industria dello stampaggio a iniezione della gomma nel 2025 ammonta a $304,4 miliardi. Tuttavia, si prevede che il mercato supererà $481,6 miliardi entro il 2035. La regione Asia-Pacifico sta assistendo a un'esplosione della produzione di veicoli, che è in parte responsabile di questa crescita.
Sebbene la produzione di prodotti in gomma con lo stampaggio a iniezione sia stata ampiamente apprezzata, essa comporta sfide uniche, in particolare per quanto riguarda la selezione dei materiali e il corretto controllo del processo di stampaggio per eliminare completamente difetti come la deformazione o ridurli al minimo possibile. Questa guida per progettisti e ingegneri vi dirà tutto quello che c'è da sapere sul processo e affronterà i punti critici più frequentemente segnalati.
Che cos'è lo stampaggio a iniezione della gomma?
Lo stampaggio a iniezione della gomma è una tecnica di produzione che crea prodotti iniettando gomma riscaldata in uno stampo, solitamente in acciaio o alluminio, ad alta pressione. Questo processo di produzione è veloce, con tempi di ciclo che vanno da 10 secondi a 2 o più minuti, a seconda della complessità della geometria e delle dimensioni del prodotto. La scelta del materiale giusto (gomma e tipo di stampo) è fondamentale per il successo dell'intera operazione.
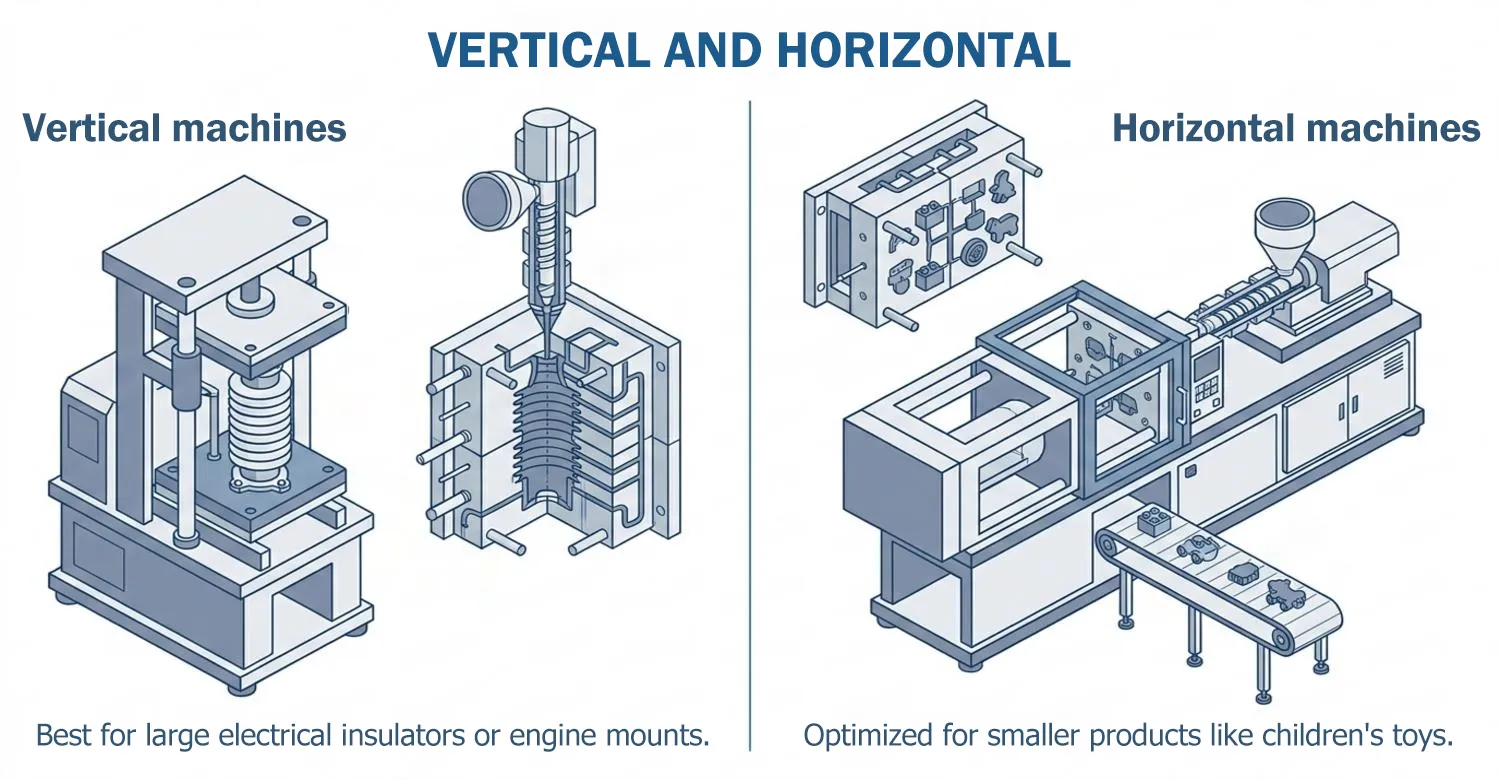
Ad esempio, esistono due tipi di macchine per lo stampaggio: verticale e orizzontale. Pur svolgendo la stessa funzione, il modo in cui la gomma viene iniettata nelle loro cavità è diverso. Questa differenza influisce anche sull'uso che se ne può fare. Ad esempio, le macchine verticali sono preferibili per prodotti più grandi, come isolatori elettrici o supporti motore, spesso con modifiche sotto forma di inserti specializzati. Le macchine orizzontali sono più indicate per prodotti più piccoli, come i giocattoli per bambini.
Vantaggi dello stampaggio a iniezione della gomma rispetto ad altri metodi
Lo stampaggio per trasferimento e lo stampaggio per compressione sono altre due tecniche utilizzate per modellare la gomma nei prodotti desiderati. Tutte le tecniche hanno punti di forza e di debolezza. Ad esempio, lo stampaggio per compressione è più adatto per la gomma ad alta consistenza (HCR). Il materiale viene inserito in uno stampo aperto. Lo stampo viene coperto e compresso con calore e pressione elevati. Sebbene gli utilizzatori di questo materiale tendano a risparmiare sui costi di attrezzaggio, non è consigliabile per prodotti di precisione con geometrie complesse. Inoltre, il tempo di ciclo è ragionevolmente più lungo rispetto alla gomma stampata a iniezione.
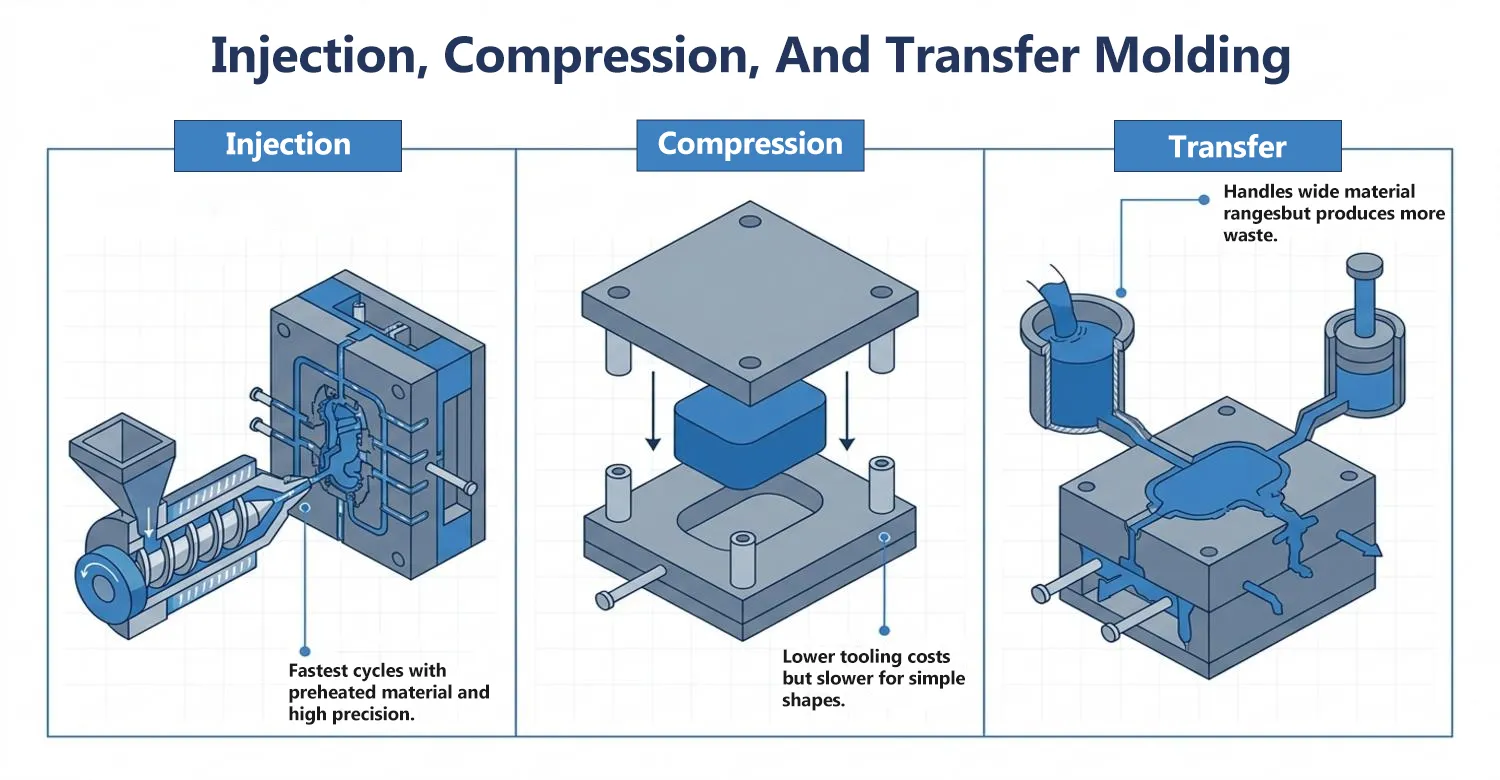
Lo stampaggio per trasferimento è una tecnica di stampaggio della gomma più robusta, in cui la materia prima viene posta in una camera, spesso chiamata vaso, e forzata nella cavità dello stampo con l'aiuto di uno stantuffo. Con questa procedura è possibile utilizzare praticamente qualsiasi materiale in gomma. Lo svantaggio maggiore è che il materiale di scarto è più consistente.
Inoltre, sebbene il suo tempo di ciclo sia migliore rispetto allo stampaggio a compressione, è più lento se affiancato allo stampaggio a iniezione. Il motivo per cui lo stampaggio a iniezione e lo stampaggio per trasferimento hanno cicli di produzione più rapidi rispetto alla compressione è che il materiale viene preriscaldato prima dello stampaggio, a differenza della compressione, dove il riscaldamento e lo stampaggio avvengono contemporaneamente.
Differenze chiave tra stampaggio a iniezione, compressione e trasferimento
| Fattore | Iniezione | Compressione | Trasferimento |
|---|---|---|---|
| Utensili | La progettazione e la creazione di uno stampo a iniezione richiedono dalle 8 alle 10 settimane. | Richiede dalle 6 alle 8 settimane, a seconda della complessità e del numero di cavità. | Di solito sono necessarie dalle 6 alle 8 settimane per la progettazione e la creazione. |
| Materiale | Ideale con mescole di gomma scorrevoli, ad esempio gomma siliconica liquida (LSR). | Vari tipi di gomma, compresi HCR e materiali difficili da far fluire | Funziona con un'ampia gamma di gomme |
| Capacità produttiva | Alto volume | Volume medio-basso | Volume medio |
| Geometria del prodotto | Crea forme complesse | Forme più semplici | Forme complesse |
| Tempo di ciclo | Da 2 secondi a 2 minuti | Da 30 secondi a oltre 5 minuti | Da 60 secondi a 5 minuti |
| Precisione | Alta precisione | Bassa precisione | Media precisione |
| Costi | Elevati costi iniziali di attrezzaggio | Riduzione dei costi iniziali di attrezzaggio | Riduzione dei costi iniziali di attrezzaggio |
| Lavoro | Può essere automatizzato | Ad alta intensità di lavoro manuale | Semi-automatico. Il caricamento iniziale del materiale avviene manualmente |
| Rifiuti | Rifiuti minimi | Rifiuti minimi | Più spreco |
Flusso di lavoro dello stampaggio a iniezione della gomma
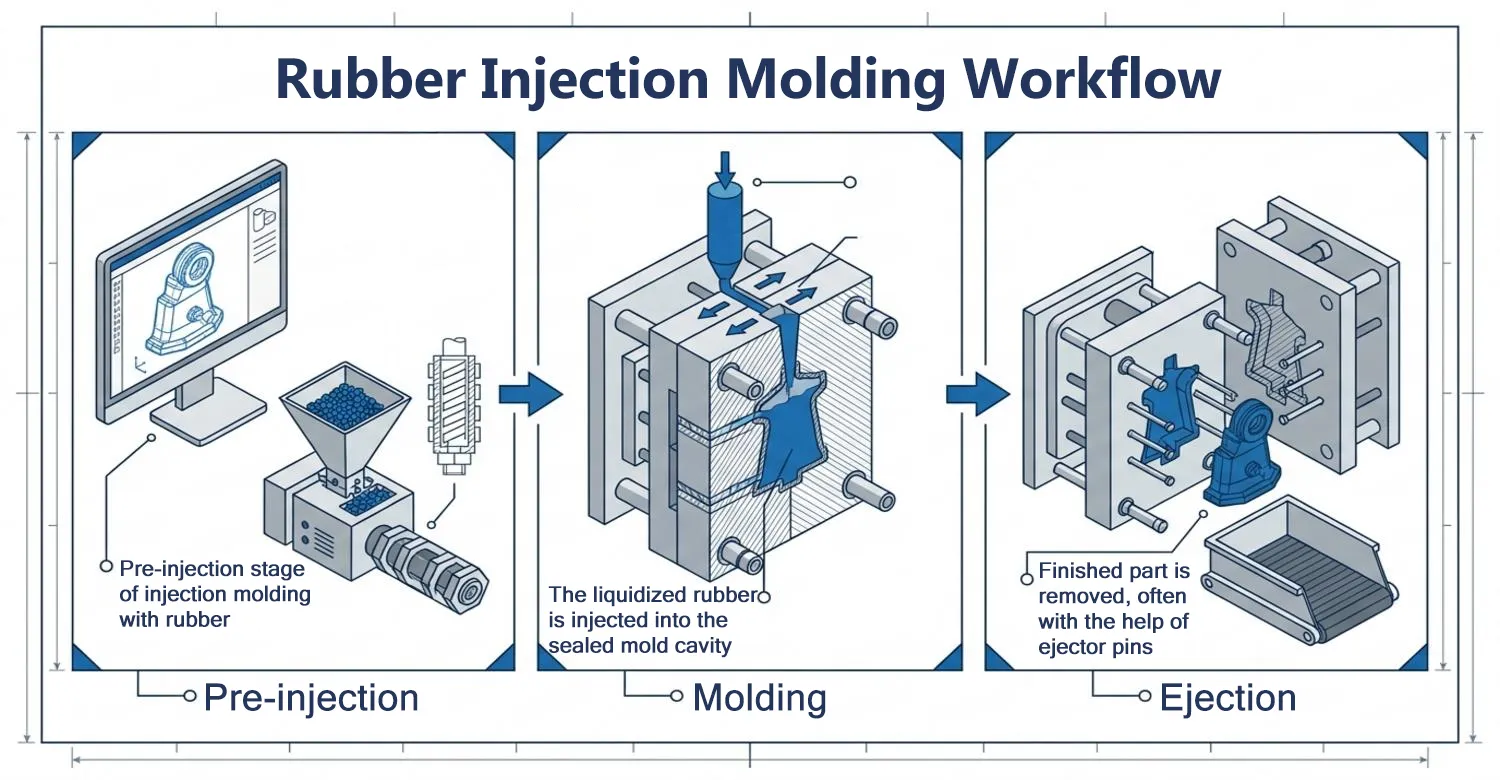
L'evoluzione tecnologica sta determinando la trasformazione del modo in cui i produttori si avvicinano alla gomma stampata a iniezione. L'intero processo può essere suddiviso in tre grandi parti: pre-iniezione, stampaggio ed espulsione.
Pre-iniezione
I produttori che vogliono superare la concorrenza utilizzano modelli di progettazione assistita da computer (CAD) per ottimizzare i loro processi. Nella fase di pre-iniezione dello stampaggio a iniezione della gomma si svolgono le seguenti fasi.
- Progettazione e visualizzazione delle parti: I produttori progettano un modello 3D preciso della parte in gomma che cattura le dimensioni e le geometrie complesse utilizzando un software CAD. Questo aiuta a visualizzare il prodotto finale e a identificare potenziali difetti. I modelli CAD dettagliati aiutano i produttori a garantire che il prodotto finito soddisfi esattamente le specifiche e le tolleranze desiderate.
- Preparazione del materiale in gomma: La mescola di gomma contenente le cariche e gli altri additivi desiderati (compresi gli acceleratori e gli agenti di polimerizzazione) formulati specificamente per il prodotto, viene alimentata nella vite della macchina per stampi a iniezione di gomma.
- Riscaldamento: Il materiale di gomma viene inserito nell'iniettore e riscaldato a una temperatura compresa tra 158°F e 230°F per renderlo scorrevole.
Stampaggio
Si inizia con la sigillatura delle metà dello stampo, assicurandosi che siano correttamente allineate, prima di fissarle con i morsetti. In alcuni casi, possono essere necessari materiali speciali per una corretta sigillatura, al fine di evitare perdite di pressione o di materiale, che influiscono sull'integrità del prodotto. È essenziale pulire le metà prima della chiusura, perché eventuali detriti o contaminanti lasciati dal ciclo precedente possono causare difetti nel nuovo prodotto.
- Iniezione: La gomma liquefatta viene iniettata nella cavità sigillata dello stampo ad alta pressione attraverso il canale e la porta.
- Polimerizzazione: Il materiale di gomma liquefatto viene lasciato solidificare nella cavità dello stampo a pressione e temperatura controllate. Il raffreddamento può essere utilizzato per migliorare la polimerizzazione e ridurre il tempo di ciclo.
Espulsione
Una volta che il pezzo in gomma stampato a iniezione si è indurito, lo stampo si apre e il pezzo finito viene rimosso, spesso con l'aiuto di perni di espulsione. Segue la post-lavorazione, che può includere la rifilatura del materiale in eccesso (sbavatura) e l'ispezione di controllo qualità per garantire che il prodotto soddisfi le specifiche desiderate.
Stampaggio ad iniezione di gomma vs stampaggio ad iniezione di silicone
Alcuni progettisti e ingegneri principianti sono spesso confusi su quando utilizzare lo stampaggio a iniezione di gomma o silicone. Se vi siete mai trovati in questa situazione, non siete i soli. Entrambi si basano su una tecnica di stampaggio simile. La differenza principale tra i due tipi di stampaggio risiede nel materiale utilizzato per il processo e nelle proprietà del prodotto.
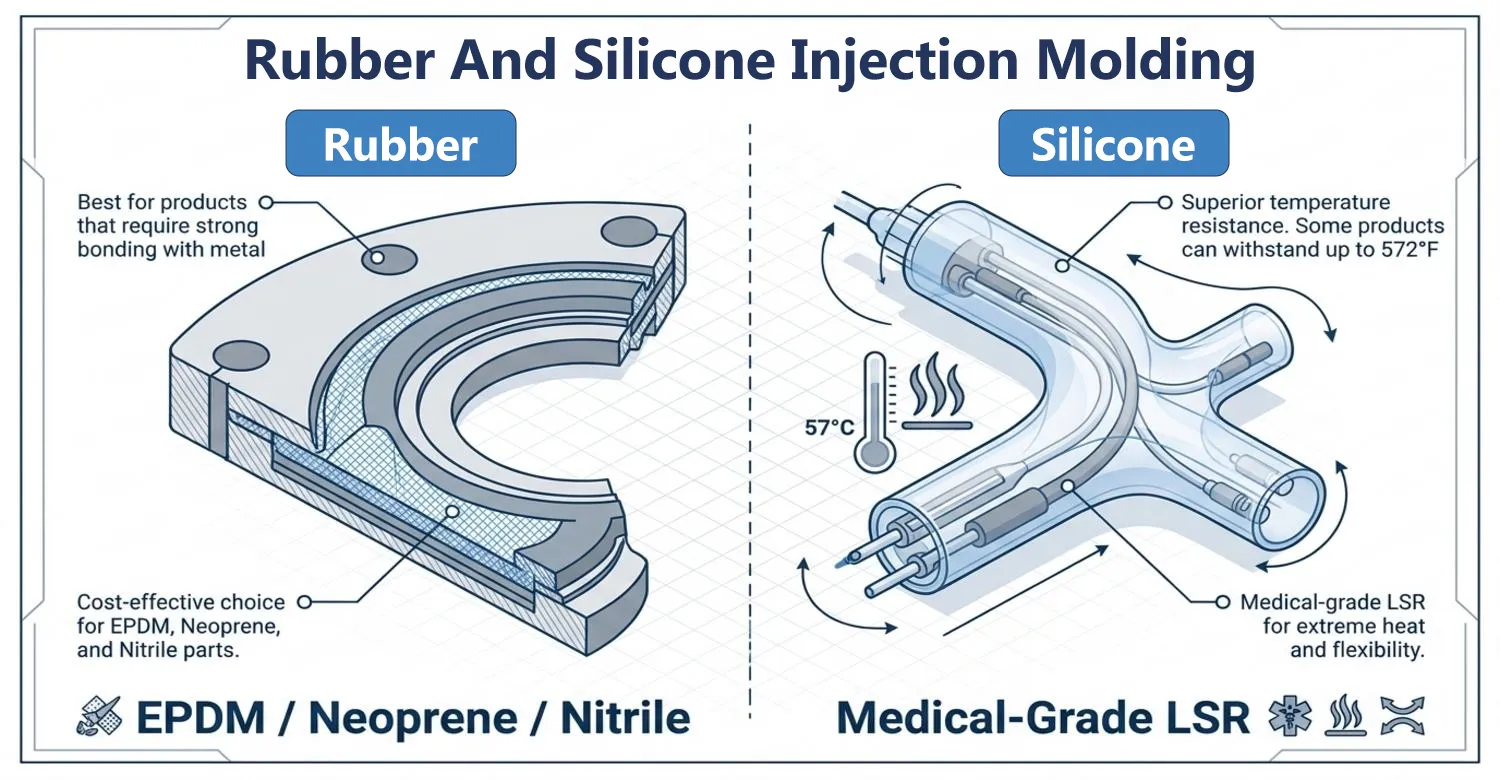
Il materiale per lo stampaggio a iniezione della gomma può essere etilene propilene diene monomero (EPDM) o gomma sintetica, naturale, neoprene o nitrile. Lo stampaggio a iniezione del silicone, invece, si basa sulla gomma siliconica liquida (LSR) come materiale primario. Sono eccellenti per i prodotti di tipo medico che devono essere resistenti alle temperature. Per un'esperienza ottimale, è consigliabile scegliete gli specialisti dello stampaggio a iniezione del silicone.
Differenze tra lo stampaggio a iniezione di gomma e silicone
| Fattori | Gomma | Silicone |
|---|---|---|
| Materiale | Gomma naturale, neoprene, EPDM e nitrile | Gomma siliconica liquida |
| Resistenza alla temperatura | La gomma naturale inizia a degradarsi al di sopra dei 220°F (104°C) e non deve essere utilizzata in modo continuativo al di sopra dei 180°F (82°C). | Resistenza alle temperature superiori. Alcuni prodotti possono resistere fino a 572°F. |
| Applicazione | Utilizzato per la produzione di diverse parti di automobili. Ideale per i prodotti che richiedono un forte legame con il metallo o altri materiali. | Ideale per i dispositivi medici e i prodotti alimentari in cui la resistenza alla temperatura e la flessibilità sono fondamentali. |
| Costi | Più conveniente | Costo iniziale più elevato |
| Durata | Resistente in condizioni normali | Più resistente in condizioni estreme |
Regole DFM per lo stampaggio della gomma per ogni progettista di prodotti
Ogni progettista si diletta a creare nuovi prodotti, una sorta di eredità che vive anche dopo la sua scomparsa. Il Design for Manufacturing (DFM) è un insieme di regole che guidano i progettisti nella creazione di nuovi prodotti tenendo conto dell'efficienza produttiva e dell'economicità. In altre parole, il prodotto deve essere progettato in modo strategico per ottimizzare i costi di produzione, senza ridurre le prestazioni o l'affidabilità. Per quanto riguarda la gomma stampata a iniezione, ecco gli aspetti chiave di cui i progettisti devono tenere conto.
Regole DFM critiche per lo stampaggio a iniezione della gomma
1. Ridurre al minimo il numero di parti
Meno stampi saranno necessari per realizzare il prodotto, minore sarà il numero di fabbricazioni di stampi da mettere in conto. Inoltre, un numero maggiore di pezzi può aumentare il margine di errore e i costi dei materiali. La riduzione del numero di pezzi rende l'assemblaggio più veloce.
2. Progettazione per la modularità
I prodotti modulari in gomma stampata a iniezione hanno parti facilmente intercambiabili, il che li rende facili da assemblare o smontare e, di conseguenza, più economici da riparare o mantenere. La progettazione della modularità spesso tiene conto di fattori quali istruzioni di montaggio chiare e design a scatto. Il miglior esempio di produttore che ha perfezionato il design modulare nei suoi prodotti è la LEGO.
3. Progettare parti multifunzionali e multiuso
Quando un componente è multifunzionale, significa che può servire a diversi scopi. Uno dei migliori esempi è il modo in cui la scheda madre della maggior parte dei dispositivi elettronici portatili gestisce l'elaborazione e la memoria. Questa scelta progettuale contribuisce a ridurre il costo di parti separate. Un componente multiuso, invece, può essere inserito in prodotti diversi. Un buon esempio è il modo in cui la batteria di Tesla è progettata per essere inserita in diversi modelli di veicoli elettrici.
4. Selezione del materiale
La scelta del materiale è una fase delicata per il suo impatto sulle proprietà e sul costo del prodotto finale. Un esempio classico è quello della gomma siliconica che, sebbene più costosa, è più adatta ai prodotti medicali rispetto alla gomma naturale, perché resiste meglio a temperature e pressioni estreme.
5. Consapevolezza ambientale
Chi si occupa di stampaggio a iniezione della gomma deve tenere conto dell'ambiente in cui gli utenti utilizzeranno il prodotto. L'esposizione agli agenti chimici e la temperatura sono fattori da tenere in considerazione. Ad esempio, se si progetta per un ospedale, si deve considerare un materiale con una maggiore resistenza all'usura.
Parametri critici di progettazione
Un errore nelle fasi chiave dello stampaggio a iniezione della gomma può compromettere l'integrità, le prestazioni e la qualità del prodotto. I parametri di progettazione critici per lo stampaggio a iniezione includono:
- Selezione della gomma giusta in base all'applicazione.
- La temperatura di fusione del materiale in gomma deve essere precisa, poiché una temperatura troppo bassa può compromettere la fluidità e una troppo alta può degradare il materiale.
- La temperatura dello stampo influisce direttamente sulla polimerizzazione e sul tempo di ciclo.
- La pressione di iniezione deve essere precisa per evitare un riempimento incompleto o un eccesso di materiale (flash).
- La pressione di mantenimento impedisce il ritiro durante la polimerizzazione.
- Una velocità di iniezione imprecisa influisce sul modello di flusso e può portare a difetti come le linee di flusso.
- Il tempo di raffreddamento deve essere adeguato per evitare deformazioni.
Guida alla scelta dei materiali per i principianti (Matrice di compatibilità tra materiali e design)
La matrice di compatibilità tra materiali e design è una tabella che indica quali materiali funzionano meglio per diversi elementi di design. L'intento è quello di garantire che il prodotto finale soddisfi i requisiti di prestazione ed elimini i guasti delle parti o l'incompatibilità dei materiali.
| Tipo di gomma | Proprietà |
|---|---|
| Gomma naturale | Altamente elastico e resistente all'usura. Ideale per prodotti di uso generale |
| Neoprene | Resistente al calore e all'olio. Ideale per tubi e guarnizioni |
| Gomma stirene butadiene | Resistente all'usura. Utilizzato per pneumatici e prodotti in ambienti ad alta usura. |
| Gomma al fluoro | Elevata resistenza alla temperatura e agli agenti chimici. Ideale per sigillare i prodotti |
| Etilene propilene diene monomero | Resiste a temperature continue fino a 150°C (302°F); resistente all'ozono e alle intemperie |
| Gomma siliconica | Uso continuo fino a 428°F (220°C); picchi di breve durata fino a 572°F (300°C) |
Quando si sceglie il materiale per lo stampaggio a iniezione della gomma, gli ingegneri e i progettisti devono seguire le fasi di selezione del materiale indicate di seguito per ottenere i migliori risultati di produzione.
- Identificare l'applicazione prevista, compresi temperatura, esposizione chimica e requisiti meccanici del prodotto.
- Fate un elenco dei materiali che possono resistere alle proprietà.
- Confrontare i costi dei diversi materiali selezionati.
- Costruire prototipi utilizzando i materiali selezionati.
- Testate i prototipi in condizioni reali e scegliete il prodotto che bilanci costi, disponibilità e prestazioni.
Tattiche di ottimizzazione dei costi per progettisti e ingegneri
I progetti di stampaggio a iniezione della gomma possono essere sostenibili solo quando i costi di produzione sono stati ottimizzati. Per quanto grande possa essere il vostro prodotto, se i consumatori non lo scelgono rispetto al vostro concorrente più conveniente, è solo questione di tempo prima che la vostra azienda vada in bancarotta. Ingegneri e progettisti possono ottimizzare i costi dei progetti di stampaggio a iniezione di gomma
- Ottimizzazione della progettazione per una produzione economicamente vantaggiosa
- Semplificare il design del prodotto per ridurre il costo degli utensili
- Scegliere progetti modulari che possono essere assemblati rapidamente per ridurre i costi di manodopera.
- Eliminare le caratteristiche che non aggiungono nulla alla funzionalità del prodotto.
- Assottigliare la parete del prodotto, dove possibile, per ridurre il tempo di ciclo e l'uso di materiale.
- Esplorare materiali alternativi e cercare costantemente altri fornitori con prezzi competitivi.
- Scegliere materiali facilmente reperibili
- Riduzione degli scarti grazie al riutilizzo delle parti, ove possibile.
- Esternalizzazione di attività non essenziali per ridurre i costi generali.
Risoluzione dei difetti più comuni
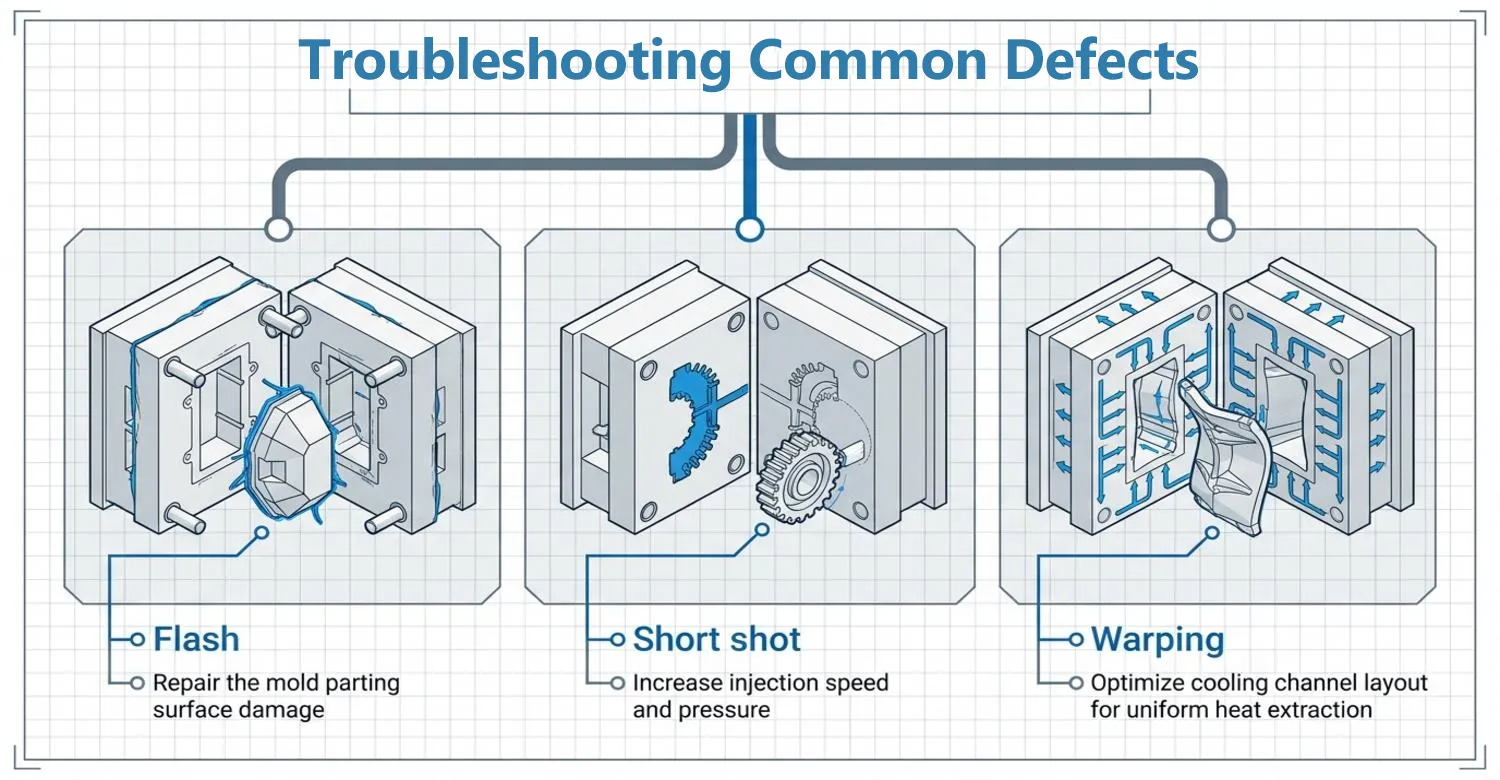
È sempre una sfida quando i pezzi in gomma stampati a iniezione escono dallo stampo con un aspetto diverso da quello previsto. Tra i difetti più comuni vi sono deformazioni, bagliori e scatti corti. Poiché un difetto può causare più difetti, la soluzione del problema può richiedere una forma di risoluzione dei problemi per determinare la causa esatta. La tabella seguente mostra come risolvere i difetti più comuni.
| Difetto | Risoluzione dei problemi |
|---|---|
| Flash (eccesso di materiale): di solito è dovuto a una cattiva chiusura dello stampo o a una pressione di iniezione troppo elevata. | 1. Riparare i danni alla superficie di separazione dello stampo. 2. Verificare che la forza di serraggio rientri nelle specifiche di progettoRidurre la pressione di iniezione. |
| Breve ripresa (riempimento inadeguato dello stampo: solitamente causato da un flusso interrotto, da una bassa pressione di iniezione o da una bassa temperatura dello stampo. | 1. Aumentare la velocità e la pressione di iniezione. 2. Regolare la temperatura dello stampo in modo ottimale. 3. Controllare che non vi siano ostruzioni nella pompa di iniezione. |
| Deformazione: distorsione della forma del prodotto dovuta a un raffreddamento non uniforme. | 1. Allungare il tempo di ciclo. 2. Ottimizzare la disposizione dei canali di raffreddamento per un'estrazione uniforme del calore. 3. Aumentare la temperatura dello stampo per ridurre il gradiente termico. 4. Regolare la pressione/il tempo di mantenimento. |
| Marchi di lavandino: depressione soprattutto nelle sezioni più spesse | 1. Aumentare la pressione di iniezione e ridurre la velocità. 2. Aumentare il tempo di attesa. 3. Ottimizzare la temperatura dello stampo. |
| Linee di flusso: linee sulla superficie del prodotto dovute a un flusso di materiale non uniforme | 1. Ottimizzare la velocità di iniezione. 2. Regolare lo sfiato. 3. Migliorare il design dei cancelli. |
| Segni di bruciatura: scolorimento del prodotto, soprattutto in prossimità dell'area del gate | 1. Ottimizzare lo sfiato dello stampo. 2. Riduzione della velocità di iniezione. 3. Ridurre la temperatura di fusione del materiale. |
| Vuoto: causati da sacche d'aria nel prodotto | 1. Aumentare la pressione di iniezione. 2. Ottimizzare lo sfiato. |
Quando si parla di stampaggio a iniezione della gomma, l'ottimizzazione del design per garantire la scalabilità al miglior costo possibile è la chiave del successo a lungo termine. Tuttavia, non dobbiamo mai sacrificare le prestazioni, la qualità e la durata per raggiungere questo obiettivo.











