
あなたは新進製造業者ですか?プラスチック製の家庭用、医療用、自動車用部品を製造したいとお考えかもしれません。射出成形金型の構造は、製造の経済性、生産能力、品質安定性計画において重要な要素です。シングルキャビティ金型かマルチキャビティ金型かは、短期的に検討すべき問題でしょう。それは金型という観点で行う決定ではなく、資本支出(CapEx)、営業支出(OpEX)、リスクへのエクスポージャー、拡張性に影響を与える戦略的生産決定を行う決定である。.
この長ったらしい抜粋は、おそらくこれらの型がどのように機能するか、その類似性、応用を観察するのに役立つだろう。.
シングルキャビティ金型とマルチキャビティ金型のコア比較

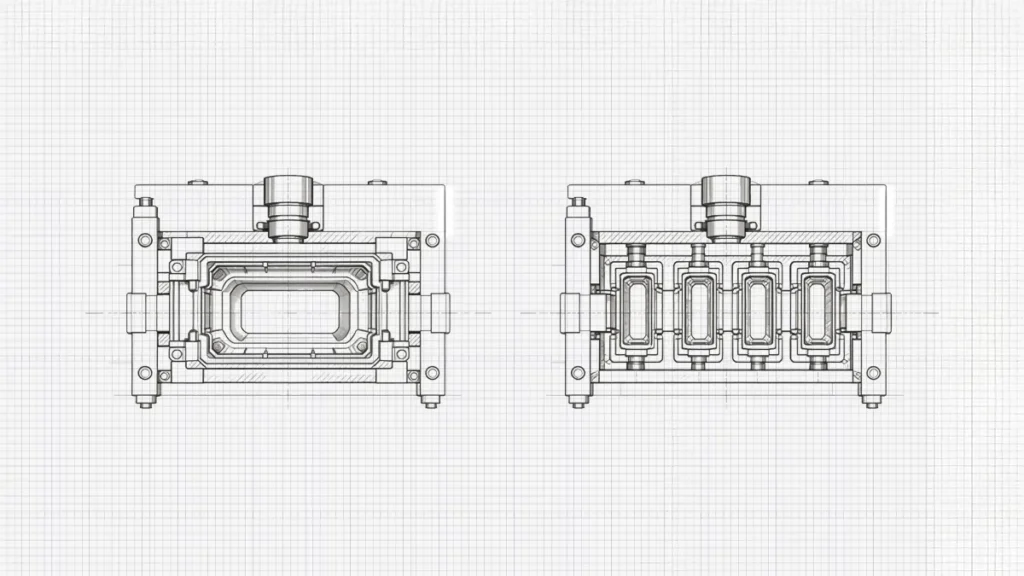
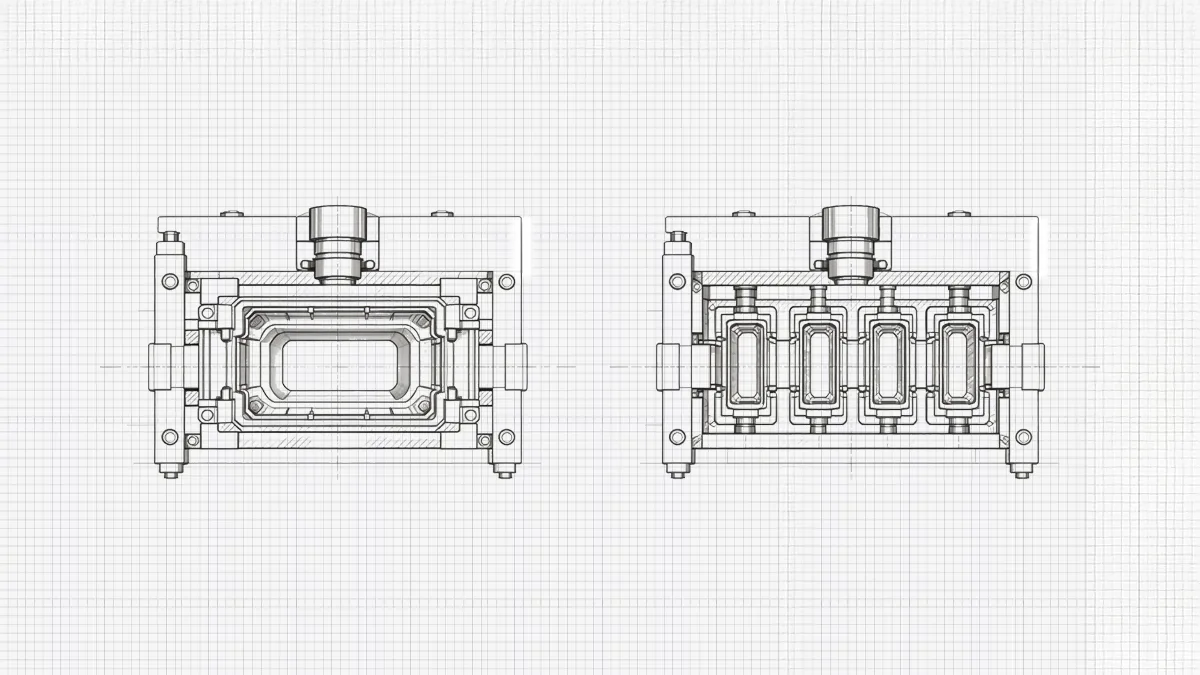
単一キャビティ金型: 1つのキャビティで1回の射出サイクルに1つの部品を生産し、流動挙動とプロセスの安定化を単純化します。.
マルチキャビティ金型:複数の同一キャビティが1サイクルで複数の部品を生産するため、スループットが飛躍的に向上します。.
シングルキャビティ金型とマルチキャビティ金型のコア比較
第一に、部品形状のインプレッションを単一キャビティ金型に配置することだけが可能であり、どの成形サイクルでも単一の部品が製造される。これは、工程、予測可能な充填パターン、トラブルシューティングのしやすさに関してシンプルな設計です。それに比べてマルチキャビティ金型は、金型の1つのベースに多数の同じインプレッションがあり、これは各サイクルで多数の部品を同時に製造できることを意味する。 [1]. .キャビティ数による出力の変化は、サイクル時間が通常同程度であるにもかかわらず、キャビティ数に比例する。平たく言えば、多キャビティ金型では、サイクルごとに成形される部品数が多くなります。.
シングルキャビティ金型は、生産効率に関してもスループットに必然的な制約がある。機械の使用量も生産高という点では高いが、時間当たりの生産部品数は少ない。多数個取り金型は、同じ機械稼働時間でありながら生産性を飛躍的に向上させるため、大量生産に適しています。.
単位経済性には高い乖離がある。シングルキャビティ金型は、金型費用という点では安価であるが、機械時間、労働力、エネルギーが部品ごとに償却されるため、部品単価という点では高価である。多数個取り金型は、以下の点でコスト効率が悪い。 少量射出成形 複雑な加工工程、専用ランナーシステム、専用冷却システム、キャビティバランシングが必要だが、スケールアップにはコストがかからないからだ。.
プロセス制御と技術的課題
マルチキャビティ金型では、流れの均一性、熱均一性、圧力分散に対する要求が厳しくなる。 [2]. .不均衡は、ショートショット、バリ、寸法差、変質、収縮率の差につながる可能性がある。このように、キャビティの数が多いほど、工程管理の難易度は高くなる。.
| パラメータ | 単一キャビティ金型 | マルチキャビティ金型 |
|---|---|---|
| サイクルあたりの出力 | 1部 | 複数の部品 |
| 金型費用 | より低い | より高い |
| 単価 | より高い | 規模を縮小 |
| プロセスの複雑さ | 低い | 中~高 |
| サイクルタイム | スタンダード | 同様 |
| バランス要件 | 最小限 | クリティカル |
| ベスト・ユースケース | プロトタイピング、少量生産 | 大量生産 |
金型選定と意思決定のアプローチ
では、どのようなアプローチで金型選定の意思決定モデルを導くべきでしょうか?まず、技術的な実現可能性と財務的な正当性のバランスを取ることから始めましょう。生産量の予測は、意思決定に最も大きな影響を与えます。需要が少ない、あるいは不確実な場合は、設備投資リスクを軽減し、設計の迅速な変更を可能にする1個取り金型が好まれる傾向にあります。多数個取り金型は、かなりの単価で金型の償却ができるため、年間生産量が多い場合には経済的に採算が取れます。 [3].
次に、各金型の機械能力の制約を確立する。必要なキャビティ数は、ショットサイズ、射出圧力容量、可塑化率、クランプに要求されるトン数によって決定される。機械の限界を超えると、ショットが短くなったり、剪断が過剰になったりする可能性が高くなります。.
どのような材料を使用しますか?マルチキャビティシステムは、加工ウィンドウが小さい樹脂や高粘度の樹脂とのバランスをとるのがより難しくなります。.
品質要件とは?単一キャビティ金型は、メーカーが工程を安定させ、生産規模を拡大する前の初期段階では、寸法管理が厳しい部品や外観が美しい部品が好まれます。.
金型の複雑さと製造リスク
デザインの複雑性と工学的課題
初心者のメーカーの多くは、金型ごとに設計の複雑さが異なるという事実に驚きます。単一キャビティ金型を選択する場合、エンジニアは1つの流れ方向、1つのゲートポイント、比較的予測可能な冷却システムに集中しなければなりません。それだけではありません。システムには相互作用する変数がほとんどないため、ポリマーの流動挙動、圧力損失、ベントのシミュレーションはそれほど容易ではありません。設計サイクルはより速くなり、トライアルでの修正補正はより凝縮される。.
マルチキャビティ金型の複雑な設計とは?このような金型には、システムレベルのエンジニアリングが必要です。流動バランスがボトルネックとなり、キャビティへの均一な充填を確保するために、ランナーの対称設計やゲートサイズの入念な最適化が必要となります。微妙な形状のばらつきは圧力のアンバランスを招き、一部のキャビティではショートショットが発生し、他のキャビティではバリが発生する。.
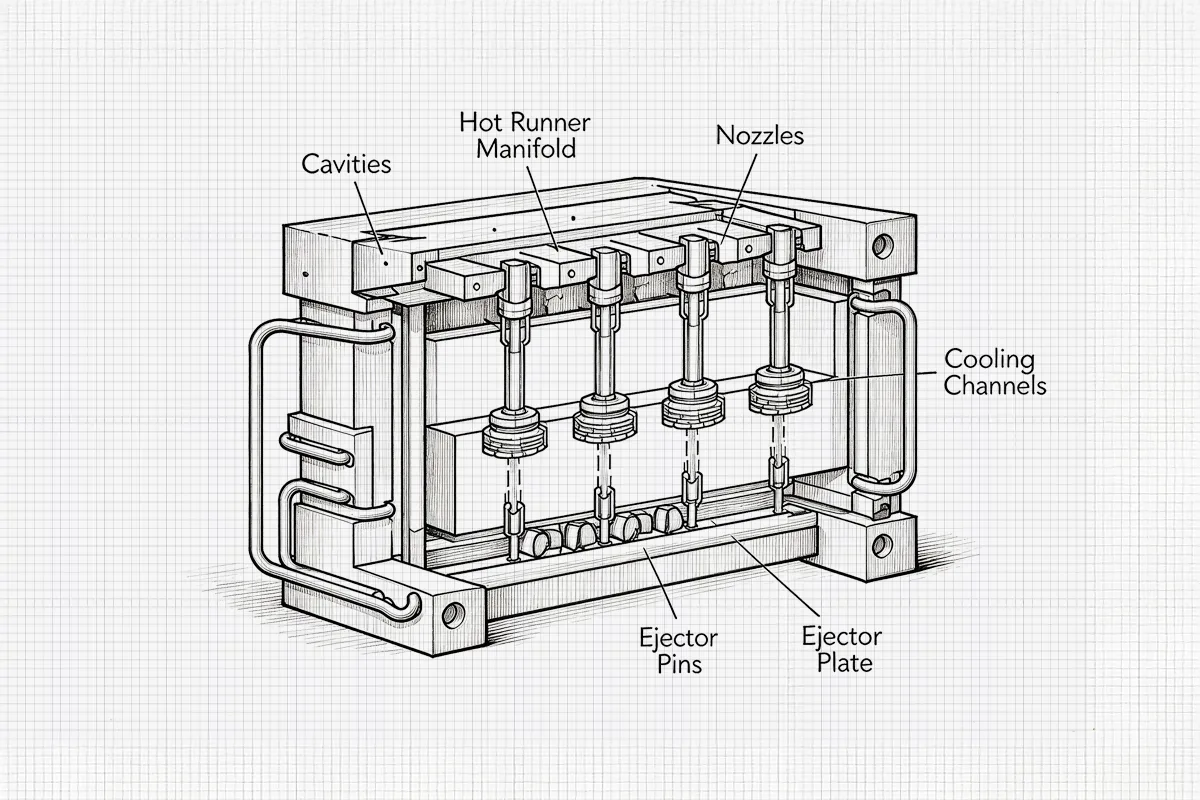
多空洞金型では、冷却設計も課題となる。一連のキャビティで熱の均一性を得るためには、バッフル、バブラー、コンフォーマル冷却プランなどの形で、冷却回路を正確に配置する必要があります。工学的な問題は、もはや部品の最適化ではなく、流動、熱伝達、収縮挙動の力学が一致しなければならない、互いに接続されたキャビティネットワークの最適化です。.
製造精度と工具製作のリスク
確かに、金型製造のリスクの度合いはキャビティの大きさに比例する。単一キャビティ金型では、単一のキャビティへの加工における偏差と公差のみです。システムのバランスが崩れないように、修正に集中することができます。寸法調整-スチールセーフの調整、研磨、ゲートの改良-は比較的簡単です。.
マルチキャビティ金型を利用したいメーカーは、公差の積み重ねを考慮しなければならない。大量のキャビティ・インサートにはミクロン・レベルの均一性が要求され、これには高精度のCNC機械加工、放電加工の精度、高い計測学が必要です。機械上のキャビティにわずかな寸法のばらつきがある場合、それをゲージで測定可能な部品のばらつきに変換することができる。ランナーやゲート加工の高い均一性も維持する必要があります。不均一性は、充填や充填圧分布のアンバランスにつながります。1つのキャビティやランナーの一部を修正すると、金型全体のバランス状況が変化する可能性があるため、多数個取り金型は製造コストが高くなります。組立ラインの統合、アライメントラインの組立ラインの統合、気密冷却回路もさらに複雑になり、パーティングラインのずれ、不均一なベント、熱非効率などの組立不良の可能性が高まります。.
オペレーションの安定性とライフサイクル・リスク
新進メーカーは、金型を委託した時点で製造リスクは終了すると考えている。しかし、そうではない。特に多数個取り金型では、動作の安定性が決定的な要素となる。単一キャビティ金型は工程範囲がはるかに広く、溶融温度、射出圧力、材料の粘度のかなり広い範囲に耐えることができる。欠陥の原因を切り分けるのがはるかに簡単なため、これらの欠陥はエンジニアが非常に簡単にトラブルショットを行うことができます。.
マルチキャビティ金型を使用する場合、エンジニアはより厳格な金型管理プロセスを取り入れる必要があります。 [4]. .そのようなケースのひとつに、材料のレオロジー、機械の再現性、熱条件のばらつきによって、キャビティ間のばらつきが容易に生じることがある。性能の悪いキャビティは、歩留まりを低下させ、自動化のサイクルを断ち切り、あるいはキャビティのシャットオフを必要とし、スループットに直接的な影響を与える。マルチキャビティ金型には、膨大なメンテナンス工程がある。追加インサート、ゲート、冷却回路はすべて、摩耗や故障のポイントを増やします。経験則では、計画外のダウンタイムが発生しないよう、厳密な予防メンテナンス・スケジュールを実施する必要がある。.
オートメーション統合と部品処理
では、なぜ新しいメーカーは金型にロボット工学を導入したがるのだろうか?いくつか理由がある;;
- プロセスの予測可能性: ロボットは一貫性があり、抽出とハンドリングのサイクル中の不確実性を低減する。.
- OEE(総合設備効率)の向上: ロボットはダウンタイムとハンドリング不良を減らし、金型の効率を上げる。.
- 労働の最適化: オペレーターは単調な抽出作業から離れ、プロセス監視や品質分析など、より良い他の仕事に従事する。.
- スクラップとリワークの削減: ロボットは制御されたハンドリングを持ち、部品の損傷、汚染、変形を最小限に抑える。 [5].
- トレーサビリティの向上: MESまたはSCADAに接続された関連ロボットは、生産を追跡し、データ駆動型の最適化を行うことができる。.
- スケーラビリティ: 自動化されたセルは、消灯時間帯の製造や需要の急増時に、より簡単に拡張することができる。.
シングルキャビティ金型とマルチキャビティ金型への適用
単一キャビティ成形では、メーカーはロボットを使用し、可能な限りの利便性とスピードを追求している。エンド・オブ・アーム金型(EOAT)は、構造的に複雑度の低い1つの部品を把持するために設計されており、通常は基本的なバキュームカップやメカニカルグリッパーを使用する。ロボットの動作軌跡は小さく予測可能で、金型の開閉や排出と簡単に同期させることができる。ロボットは1サイクルで1つの部品としか相互作用できないため、ペイロードの急激な変化や動的安定性は大きな問題にはなりません。.
マルチキャビティ金型は、こうした設計の優先順位を根本的に変えてしまう。ピックポイントはEOAT上に多数設けなければならず、場合によっては真空回路を安全に取り扱うために機械的な保持も必要です。剛性は、わずかなズレでもキャビティの相対位置でグリッパーのズレにつながるため、深刻な問題となる。特に高速オートメーションセルでは、ペイロードの配分、慣性、振動の減衰をエンジニアが考慮する必要があります。また、ロボットのプログラミングのプロセスも非常に複雑になり、金型を開く順序の順序、時間をずらした排出動作、取り出しのタイミングなどの厳密な調整が考慮されます。.
マルチキャビティ工具におけるトラブルシューティングの課題
キャビティ間のばらつきの診断
単一キャビティ金型の利点は、直線的なトラブルシューティングが容易なことである。射出圧力、局所的な冷却の不均衡、ベント効率など、いくつかの原因を特定することができ、バリ、ヒケ、ショートショットなどの欠陥の根本原因を突き止めることができる。 [6]. .改善措置は通常、直接的かつ限定的なものである。.
マルチキャビティ金型は診断が曖昧である。例えば、一部のキャビティでショートショットが発生する一方で、他のキャビティではフラッシュが発生したり、寸法ドリフトが金型の特定の領域のみに影響したりするなど、欠陥が選択的に現れる可能性があります。システム的な不均衡とキャビティ欠陥を分離するのは、エンジニア次第です。ショートショットの研究、キャビティ圧のモニタリング、統計的なばらつきの分析などの技術が必要です。.
流れ、熱、換気の相互依存性
多数個取り金型の運用上の問題点は、プロセス変数が相互に作用して不具合を引き起こし、単一の不具合は発生しないということである。この例として、ランナーの形状のわずかなずれやゲートの不均一な浸食が原因で流動のバランスが崩れ、非対称な充填パターンになることがある。あるいは、熱の不均衡が原因で収縮が不均一になり、そりやキャビティの大きさが不釣り合いになることもある。.
では、これらの問題にどう対処するのか?是正措置をとる際に適用すべきルールは、システム思考である。過剰な注入は、一方のキャビティのやけどを取り除き、もう一方のキャビティをフラッシュさせることができる。あるいは、中央キャビティの寸法や周辺位置の陥没の原因は、充填圧に修正を加えることで安定させることができる。従って、冷却回路の性能と排気効率に関して、圧力プロファイルを一体として見ることは、エンジニアの義務であろう。当て推量を減らし、解決サイクルを短縮するために、熱画像、冷却フロー分析、キャビティ圧力センシングなどの高度な診断を検討してください。.
摩耗、メンテナンス、進行性欠陥
機械的な劣化は、トラブルシューティングの複雑さに別の次元をもたらすという事実を意識していますか?例えば、エジェクターピンのカジリやインサートのミスアライメントは、いくつかのキャビティに絞り込まれ、根本的な原因が隠されてしまうことがあります。キャビティの多い金型では、個々のインサートを取り出して検査する手間がかかるため、生産工程のダウンタイムに伴う時間とリスクが増大します。.
段階的な故障は扱いにくい。最初は満足のいく部品ができても、摩耗が進むにつれて許容範囲外になる穴ができる可能性がある。定期的な品質不安定を特定するために、対策のレベルで積極的なメンテナンスとテストを手配する。したがって、予測される射出成形メーカーは、効果的なトラブルシューティングには、技術的な能力だけでなく、習慣的な検査基準、過去の履歴手順の正当性、および予見される保守措置が関係することを認識しなければならない。 [7].
高度なアプリケーションとケースの拡張
シングルキャビティ金型を選択した場合、どの時点でマルチキャビティ金型に変更すべきでしょうか?工業的なスケーリングは重要な決定要因の一つです。初期の製品開発段階では、費用対効果の高さから、新興メーカーは検証、寸法適格性確認、市場テストに重点を置いています。生産量が投資を正当化するようになれば、キャビティ増設によって大幅な効率向上が実現します。.
もう一つの選択肢は、ファミリーモールドへの転換である。ファミリーモールドとは、特殊なマルチキャビティ金型の一種で、異種部品でありながら関連性のある部品を1サイクルで成形する金型です。これは、キャップやリテーナーのように、同じ生産量を持たなければならないアセンブリの場合には効果的な戦略である。しかし、ファミリー金型では、キャビティ間で流動長、充填圧力、収縮挙動が異なるため、さらなる複雑さが生じる。.
結論
新進メーカーの場合、金型を1個にするか複数個にするかの選択は複雑な決断となる。どちらのシステムを使うにしても、経済的・技術的な複雑さに対して、製造目標を考慮しなければならない。一個取り金型は、多個取り金型を設計し、操作し、維持する人的資源を持たない、生産量の少ないメーカーに適している。一方、多数個取り金型やファミリー金型は、大量生産の可能性があり、使用するには特別な技術が必要である。.
決断を下すのは難しいことではないはずだ。
参考文献
[1] アコ型。(2023年10月19日)。キャビティ金型:効率的な生産のためのシングルキャビティ金型とマルチキャビティ金型。. https://www.acomold.com/cavity-mold-single-vs-multi-cavity-tools.html
[2] Pivot Precision.(2024年7月11日)。シングルキャビティ金型とマルチキャビティ金型:何が適しているか? https://pivotprecision.com/blog/single-cavity-or-multi-cavity-molds-whats-right-for-you/
[3] Jianzhu.(2025年5月30日)。正しい射出成形金型の選択:単一キャビティ、マルチキャビティ、それともファミリーモールド? https://www.swcpu.com/blog/single-cavity-vs-multi-cavity-molds/
[4] Wilson, D. (2025).マルチキャビティ射出成形による大量生産の効率化. https://www.fictiv.com/articles/multi-cavity-injection-molds
[5] Thriam Group (2025).ロボットによる射出成形の革命. https://thriam.com/robotics-in-injection-moulding
[6] アビエント社 (2025).射出成形:トラブルシューティング. https://es.avient.com/resource-center/knowledge-base/article/injection-molding-troubleshooting
[7] Kenvox (2024, 11月 12).射出成形におけるよくある問題と解決策. https://kenvox.com/common-problems-and-solutions-in-injection-molding/














