El moldeo por inyección de metales (MIM) es un proceso en el que las piezas metálicas se fabrican utilizando polvo metálico como materia prima. Utiliza una técnica denominada metalurgia de polvos. Este proceso integra la flexibilidad de los procedimientos de moldeo por inyección de plástico con la integridad y resistencia de los metales para producir piezas de geometrías complejas. Este proceso es adecuado sobre todo para piezas diminutas de menos de 100 gramos, y el producto se fabrica tanto en grandes como en pequeños volúmenes.
Se utiliza en espacios que requieren un alto nivel de precisión y calidad, como los sectores aeroespacial, automovilístico y de dispositivos médicos.


Visión general del flujo de procesos
El procedimiento de producción del moldeo por inyección de metales es bastante similar al del moldeo por inyección de plásticos (PIM), ya que el MIM trabaja con metales, pero es ligeramente más complicado. Se inyecta en el molde, a alta presión, una mezcla de diminutas partículas metálicas y aglutinante plástico (materia prima metálica polimerizada). Después de enfriarse, se endurece, se saca del molde y se recorta si es necesario.
Sin embargo, ¡todavía no ha terminado! Lo que se produce es lo que se denomina "parte verde", que debe someterse a un proceso de despegado. En el siguiente proceso, se elimina el aglutinante plástico, dejando tras de sí un fragmento metálico frágil y poroso denominado "parte marrón".
El procedimiento incluye varias etapas, como la preparación de la materia prima (Compounding), el moldeo por inyección, el desbobinado y la sinterización. Cada etapa es fundamental para producir piezas con la forma, las propiedades del material y las dimensiones óptimas.
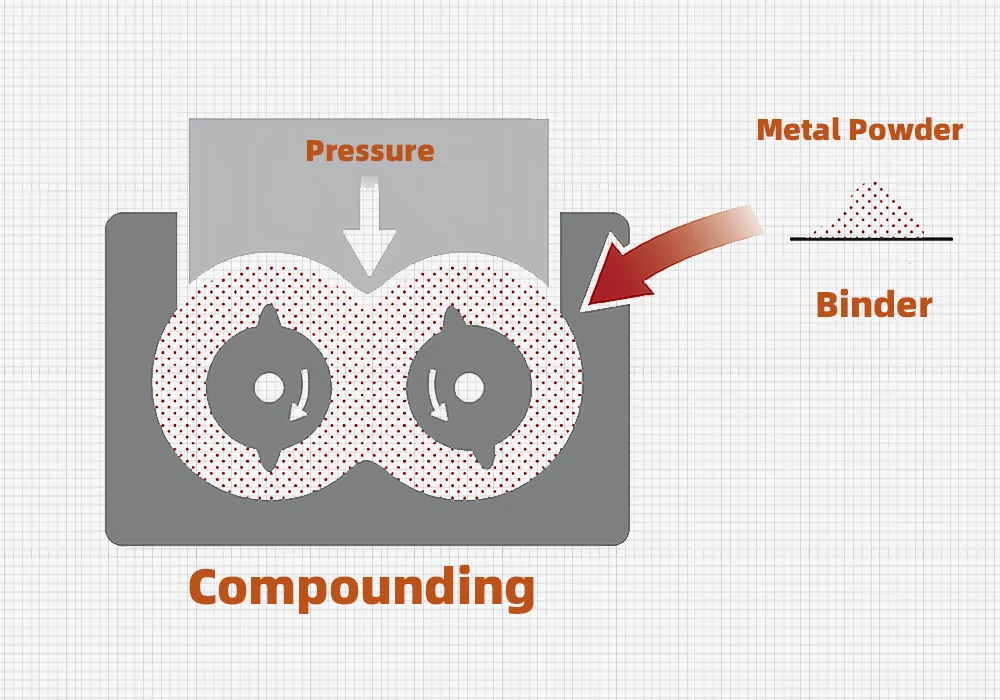
1. Compuesto
También denominada preparación de la materia prima, es la primera etapa del proceso MIM. En esta etapa se mezcla polvo metálico de tamaños comprendidos entre 4 y 25 µ con aglutinantes de cera o termoplásticos en una proporción de 60:40 en volumen. La mezcla se calienta y se funde en un equipo de mezclado especial, como la mezcladora de palas Sigma, y las partículas se distribuyen uniformemente. Esta distribución es esencial para garantizar la viscosidad del material, que afecta al proceso de moldeo por inyección y a la densidad de la pieza final. Después, la masa se enfría y se granula en una materia prima para la máquina MIM.
El polvo metálico determina las propiedades estructurales de la pieza final. Este aglutinante facilita el flujo durante el moldeo por inyección y también afecta a los procesos de desaglomerado y sinterización. La consistencia de la materia prima es vital para garantizar un flujo uniforme del material durante la fase de moldeo por inyección, lo que se traduce en una pieza con propiedades constantes en todo el proceso.
2. Moldeo por inyección
Este proceso es similar al moldeo por inyección de plástico. Se produce cuando la materia prima preparada se inyecta en la cavidad del molde para producir la pieza deseada. La materia prima granulada se calienta primero a una temperatura específica y se inyecta a alta presión en la cavidad del molde.
La rotación del tornillo, que se encuentra en el interior del cañón, empuja la materia prima hacia delante, y la presión permite que la boquilla entre en la cavidad. Una vez llena, se enfría y solidifica el aglutinante, conservando la forma de las piezas al ser expulsado del sólido mediante aire comprimido o pasadores eyectores.
La pieza que sale es la "pieza verde", y el proceso continúa. El molde debe incorporar una compuerta y una ubicación de ventilación adecuadas para facilitar el llenado uniforme de la cámara del molde y garantizar así un producto de alta calidad.
Para compensar la contracción que se produce durante la sinterización, la cavidad se hace 20% más grande y este cambio de contracción depende de cada material.

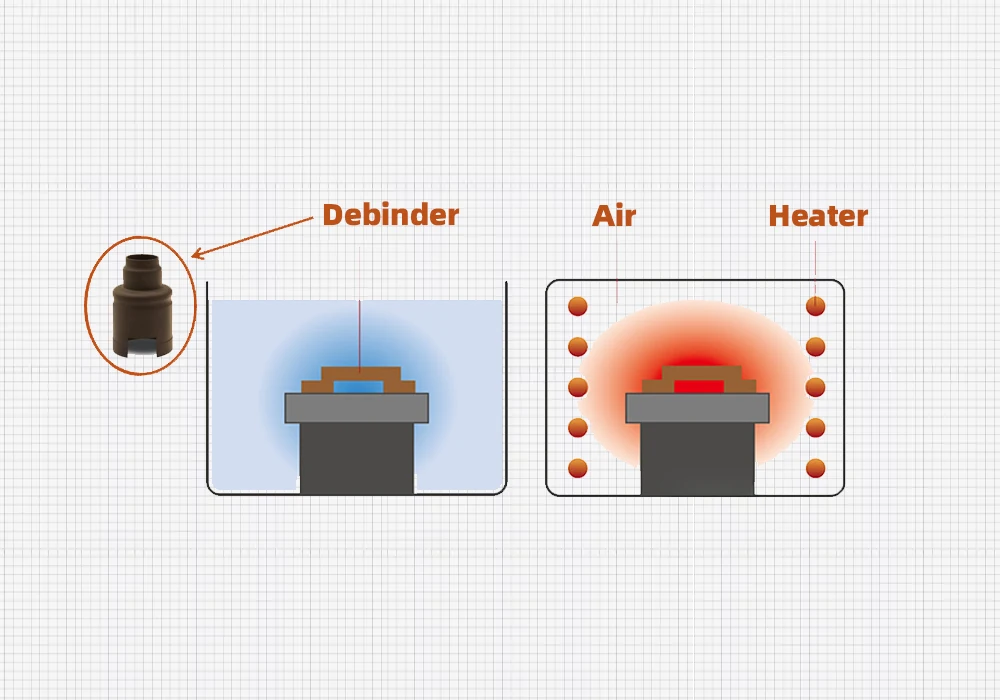
3. Desencuadernación
El desaglomerado es el proceso de expulsar el aglutinante de la "parte verde" y dejar una pieza metálica porosa conocida como "parte marrón". El proceso se realiza en varias etapas, y la mayor parte del aglutinante se elimina para dejar sólo lo suficiente para mantener las piezas en el horno de sinterización.
La eliminación de aglutinantes se realiza a través de tres categorías;
Ⅰ. Desencolado con disolvente
En este procedimiento, la parte verde se sumerge en un disolvente líquido para disolver y extraer el aglutinante. El material aglutinante determina el tipo de disolvente que debe utilizarse. Por ejemplo, si el aglutinante es soluble en agua, se utiliza un disolvente acuoso. Si no lo es, son preferibles los disolventes orgánicos. La pieza puede sumergirse en el disolvente durante algún tiempo, desde unas horas hasta días.
Ⅱ. Desencolado térmico/Pirólisis
es uno de los métodos más sencillos de desbastado. La pieza moldeada por inyección se calienta a una temperatura inferior a la temperatura de sinterización del polvo metálico. El aglutinante se descompone y luego se evapora, dejando un fragmento de metal poroso. Algunos parámetros críticos que deben controlarse en este caso son la velocidad de calentamiento, el tiempo de permanencia y la temperatura máxima. Garantizan la eliminación completa del aglutinante y reducen los defectos y la distorsión.
Ⅲ. Unión catalítica
Este proceso es muy eficaz pero algo complejo. Consiste en exponer la pieza verde a un vapor ácido, como el ácido oxálico o el ácido nítrico concentrado. El vapor ácido en este caso es un catalizador, que garantiza la descomposición del aglutinante de la estructura interna de la pieza. El proceso tiene lugar en un entorno controlado, y la prueba de compatibilidad de los metales es crucial, ya que el proceso implica el uso de ácidos.
En algunos casos, para minimizar la deformación de la pieza se utiliza el proceso conocido como desbobinado en dos fases, que implica la combinación de ligado térmico y ligado con disolvente.
La "parte marrón" que queda tras el proceso de desbobinado es una frágil estructura porosa formada por partículas de polvo metálico enlazadas. En este punto, la pieza está lista para el proceso final de sinterización, que confiere a la partícula las propiedades mecánicas deseadas y las consolida.
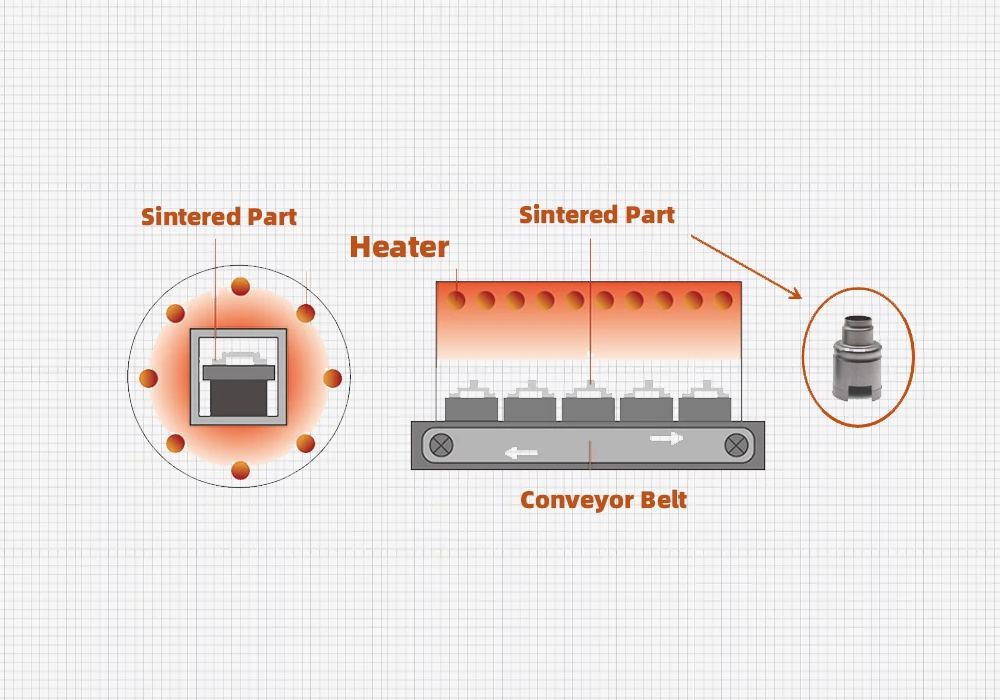
4. Sinterización
El proceso de sinterización consiste en someter el metal marrón a una temperatura inferior al punto de fusión del polvo metálico. Las piezas descortezadas se cargan en un horno de sinterización de alta temperatura y atmósfera controlada y se colocan sobre placas de cerámica. Una vez que los aglutinantes están cerca del punto de fusión, se licúan y evaporan. A continuación, la pieza metálica se calienta a alta temperatura y se elimina el espacio vacío entre las partículas, lo que hace que se fusionen. La pieza se contrae, transformándose en un sólido denso de las dimensiones deseadas. La tasa de contracción de la pieza puede ser de hasta 20% durante la etapa de sinterización. Sin embargo, esto se tiene en cuenta en la fase de diseño y producción del molde.
Materiales para el moldeo por inyección de metales
Los materiales metálicos aptos para el MIM son bastante comunes. En teoría, cualquier material en polvo que pueda fundirse a altas temperaturas puede transformarse en piezas mediante el proceso MIM, incluidos los materiales difíciles de mecanizar y los de alto punto de fusión en los procesos de fabricación tradicionales. Entre los metales que pueden procesarse mediante MIM figuran los aceros de baja aleación, los aceros inoxidables y los aceros para herramientas, aleaciones a base de níquel, aleaciones de tungsteno, aleaciones duras, aleaciones de titanio, materiales magnéticos, aleaciones Kovar, cerámicas de precisión, etc. Además, MIM también puede personalizar las fórmulas de los materiales en función de los requisitos de rendimiento del usuario.
El conformado MIM de aleaciones no ferrosas como el aluminio y el cobre es técnicamente factible, pero suelen procesarse por otros métodos más rentables, como la fundición a presión o el mecanizado. Algunos ejemplos de materiales son SUS316L, SUS420J2, SUS440C, SUS630, SNCM415, SKD11, SKH51, aleaciones de Ti, etc.
| Sistema de materiales | Composición de la aleación | Campos de aplicación |
|---|---|---|
| Acero al carbono y aleado | Fe₂Ni, Fe₈Ni | Automóvil, componentes estructurales mecánicos |
| Acero inoxidable | 316L, 17 - 4PH, 420, 440C | Dispositivos médicos, piezas de relojes |
| Carburo cementado | WC - Co | Herramientas de corte, Relojes, Relojes de pulsera |
| Cerámica | Al₂O₃, ZrO₂, SiO₂ | Electrónica de consumo, Relojes, Productos de uso diario |
| Aleación pesada | W - Ni - Fe, W - Ni - Cu, W - Cu | Industria militar, Telecomunicaciones, Productos de uso diario |
| Aleación de titanio | Ti, Ti - 6Al - 4V | Componentes estructurales médicos y militares |
| Materiales magnéticos | Fe, NdFeB₃, SmCo₅, Fe - Si | Componentes magnéticos |
| Acero para herramientas | CeMo₄, M₂ | Herramientas varias |
Diferencias entre el moldeo por inyección de metales (MIM) y el moldeo por inyección tradicional (TIM)
El moldeo por inyección tradicional (TIM) y el moldeo por inyección de metal (MIM) son procesos de fabricación utilizados para producir piezas complejas de alta precisión. Sin embargo, presentan diferencias significativas en cuanto a materiales, equipos utilizados y procesos de producción.
Tabla de comparación entre MIM y TIM
| Aspecto | Moldeo por inyección tradicional (TIM) | Moldeo por inyección de metales (MIM) |
|---|---|---|
| Tipo de material utilizado | Termoplásticos, p. ej., ABS (acrilonitrilo butadieno estireno), PP (polipropileno), PE (polietileno), PC (policarbonato). | Energía metálica combinada con un aglutinante (materia prima) |
| Forma de la materia prima. | Pellets de plástico. | Metal en polvo mezclado con polímeros (termoplásticos) o aglutinantes de cera (materia prima) |
| Diseño de moldes | Se centra en dar forma al plástico fundido, por lo que el diseño debe permitir que los plásticos fluyan con facilidad, permitiendo formas intrincadas y detalladas. Debe adaptarse a las menores tasas de contracción de los plásticos (de 0,5% a 2%), lo que hace que los cálculos geométricos sean menos complejos. Múltiples cavidades para aumentar la eficacia y velocidad de producción. | Los moldes deben adaptarse a la densidad de la materia prima y a las mayores tasas de contracción del metal (15-20%) que se producen durante el proceso de sinterización. Del mismo modo, el MIM puede tener múltiples cavidades, pero el diseño debe tener en cuenta una mayor contracción y una eliminación uniforme del ligante. |
| Material del molde | Constituido por aluminio, acero y otras aleaciones de alta resistencia que soportan la temperatura de los plásticos fundidos ( 150°C-300°C) | Extraído de acero para herramientas endurecido o carburo de tungsteno para soportar altas presiones de inyección y fuertes índices de desgaste del polvo metálico. |
| Posprocesamiento | Se necesita un tratamiento posterior mínimo, por ejemplo, pintar, recortar, etc. | El postratamiento es exhaustivo mediante procesos como el desbastado y la sinterización. |
| Temperaturas de transformación | Funciona a temperaturas relativamente bajas, entre 150°C-300°C. | Se necesitan temperaturas de procesamiento más elevadas, normalmente superiores a 1.000 °C durante la fase de sinterización. |
| Equipo utilizado | Utiliza máquinas de moldeo por inyección de plástico estándar con sistemas de calefacción y refrigeración diseñados para plásticos. | Aunque las máquinas pueden compartir similitudes estructurales, requieren grandes modificaciones para manejar altas presiones (30.000-150.000 PSI) y materias primas más densas. |
Diferencias y ventajas del MIM frente a otros procesos de fabricación de metales
Cada proceso de fabricación tiene áreas de aplicación específicas con ventajas y limitaciones. El MIM combina la versatilidad y el ahorro de costes de otros procesos de fabricación con la resistencia y robustez de los metales. Para saber si el MIM es la vía de fabricación óptima, vamos a profundizar en sus principales ventajas y en qué se diferencia de otros procesos de fabricación.
- Geometrías complejas: Aplicaciones que requieren componentes con formas y propiedades de material complejas que no son posibles con la metalurgia tradicional.
- Rentabilidad: El MIM es un proceso altamente automatizado que reduce la necesidad de mano de obra en comparación con otros métodos de conformado de metales. El material sobrante es insignificante, lo que reduce la cantidad de residuos. Su precisión también reduce la necesidad de operaciones secundarias.
- Calidad constante: El proceso altamente automatizado y repetido garantiza que las piezas producidas sean similares. Como este proceso se lleva a cabo en un entorno controlado, los defectos y contaminantes se reducen al mínimo.
- Selección del material: Una amplia gama de materiales, como el acero, el titanio y algunas aleaciones, garantiza la flexibilidad y la adecuación a una aplicación concreta. Esta propiedad suele superar a procesos como la fundición.
- Densidad y resistencia: Las piezas de moldeo por inyección de metal producidas tienen altas propiedades mecánicas, como dureza y resistencia, lo que las hace adecuadas para componentes que deben soportar un desgaste extremo y condiciones de gran tensión.
Comparación entre el MIM y otros procesos de fabricación
Otros procesos de fabricación utilizados en la producción de piezas metálicas son la pulvimetalurgia tradicional, la forja, la impresión 3D y las tecnologías de metal líquido (LQMT). En el siguiente gráfico se comparan varios aspectos de la producción entre el MIM y los procesos de fabricación enumerados.
El papel de las características de los materiales en el diseño funcional y estético de los productos
La selección del material es un factor importante en el proceso de moldeo por inyección de metal, que puede influir directamente en el aspecto, el diseño, el rendimiento y la funcionalidad de los productos. A continuación le explicamos cómo influye la selección de materiales en el diseño.
1. Propiedades mecánicas y funcionalidad
Cuando se utilizan juntos, materiales como el acero y el titanio tienen propiedades de solidez y resistencia a la corrosión. Son adecuados para piezas que requieren durabilidad mecánica. Los componentes diseñados para utilizar estos materiales pueden incorporar geometrías de pared más gruesas o reforzarse con materiales de menor resistencia.
2. Contracción y precisión dimensional
El índice de contracción del MIM oscila entre 15% y 20% durante el proceso de sinterización. Sin embargo, esto depende de las propiedades y el comportamiento del material. Los diseñadores deben tener en cuenta esta contracción en las dimensiones del molde aumentando proporcionalmente la escala para obtener una mayor precisión.
3. Resistencia a la corrosión.
Los componentes sometidos a entornos duros requieren materiales resistentes a la corrosión, como el acero inoxidable (316L) o el titanio. Los diseñadores incorporan estos materiales para minimizar la necesidad de revestimientos protectores y preservar las geometrías.
4. 4. Propiedades térmicas
Las aleaciones de cobre tienen propiedades de alta conductividad térmica y pueden utilizarse en aplicaciones sensibles al calor. En estos materiales, los diseñadores pueden colocar elementos como respiraderos y aletas, más eficaces para disipar el calor.
5. Estética y acabado superficial
Los materiales como el acero inoxidable tienen excelentes propiedades de acabado. Son más fáciles de recubrir, chapar y pulir. Productos como la electrónica de consumo utilizan estos materiales porque requieren superficies lisas y un aspecto de primera calidad.
Estrategias de optimización del diseño de productos basadas en el MIM y tabúes para el MIM
Simplificar geometrías complejas
El MIM permite geometrías intrincadas, que a veces resultan difíciles o complicadas de conseguir. Esto aumenta el riesgo de defectos y los costes. Para minimizar el riesgo, un diseñador puede optimizarlo empleando estrategias como características finas, radios o filetes para reducir las esquinas afiladas. También se pueden integrar varios componentes en uno para eliminar el ensamblaje.
Optimizar el grosor de la pared
El diseño de piezas con un grosor uniforme mejora el flujo de material y evita alabeos, grietas, huecos y marcas de hundimiento. Utilizar un método como el coring puede reducir el material y el tiempo de procesamiento.
Incorporar ángulos de giro
Para expulsar las piezas de la cavidad del molde se necesita un ángulo de inclinación o una ligera conicidad. Cuando se requiere un ángulo de inclinación, un ángulo de 0,5° a 2° en paredes verticales es suficiente para una expulsión suave.
Incorpore características funcionales
La optimización MIM puede integrarse con características funcionales para mejorar el rendimiento y reducir el ensamblaje. Estas características pueden incluir ajustes a presión, elementos de autounión o lengüetas de alineación. Diseño para multifuncionalidad, como elementos estructurales y realces estéticos.
Evitar socavones y acciones complejas del molde
Los rebajes pueden ser internos o externos y son necesarios para las funciones de la pieza. Sin embargo, según la ubicación y el tipo, aumentan los costes de utillaje y prolongan los ciclos. Se recomienda rediseñar las socavaduras en geometrías sencillas y utilizar acciones laterales.
Desmontaje del proceso completo de diseño de productos de cajas mediante MIM
El proceso de diseño de los productos de cajas se desarrolla en varias etapas, desde la conceptualización hasta el montaje/desmontaje final. El desmontaje es muy importante para la reparación, el mantenimiento y el reciclaje del producto. A continuación se desglosa el proceso de desmontaje y las consideraciones a tener en cuenta a la hora de utilizar el moldeo por inyección de metal para diseñar carcasas.
Desarrollo del concepto: Se trata del análisis de diseño inicial que identifica los requisitos funcionales de los productos de la caja para su diseño: por ejemplo, elementos decorativos en productos de consumo o carcasas ligeras para componentes aeroespaciales.
Selección del material: El material utilizado en el producto es fundamental para garantizar la facilidad de montaje y desmontaje. Un material duradero resistirá sin agrietarse ni degradarse al diseñar un producto de maletín que requerirá desmontaje frecuente.
Diseño modular para desmontaje: Se trata del desglose de productos en componentes modulares para facilitar la producción y simplificar el desmontaje. Las piezas MIM incorporan directamente características como pasadores autolocalizables, ranuras de cola de milano y conexiones roscadas.
Diseño del molde: Al diseñar el molde, hay que tener en cuenta aspectos como la geometría de la caja, el grosor de las paredes y los requisitos funcionales. Las compuertas y los orificios de ventilación deben colocarse estratégicamente para que el material fluya con facilidad y minimizar defectos como huecos y líneas de soldadura.
Creación de prototipos: Las muestras físicas pueden validar la viabilidad del diseño. La impresión 3D crea prototipos para probarlos antes del producto real y garantizar que los productos finales cumplen los objetivos estipulados.
Aplicaciones MIM
El moldeo por inyección de metales (MIM) ha demostrado su eficacia en numerosas aplicaciones. Algunas de las industrias clave en las que se adopta el MIM son:
- Aplicaciones de automoción: Fabricación de engranajes de alto rendimiento, ligeros y resistentes, para sistemas de transmisión.
- Componentes de productos sanitarios: Fabricación de equipos quirúrgicos diminutos e intrincados para dispositivos mínimamente invasivos. El material utilizado debe tener propiedades como la biocompatibilidad y la resistencia a la corrosión o la esterilización.
- Componentes aeroespaciales: La industria exige materiales ligeros y de alta resistencia para reducir el peso y maximizar la eficiencia del combustible. Las boquillas eyectoras de combustible de los motores tienen geometrías intrincadas para conseguir una mezcla óptima del combustible, lo que es crucial para la eficiencia del motor.
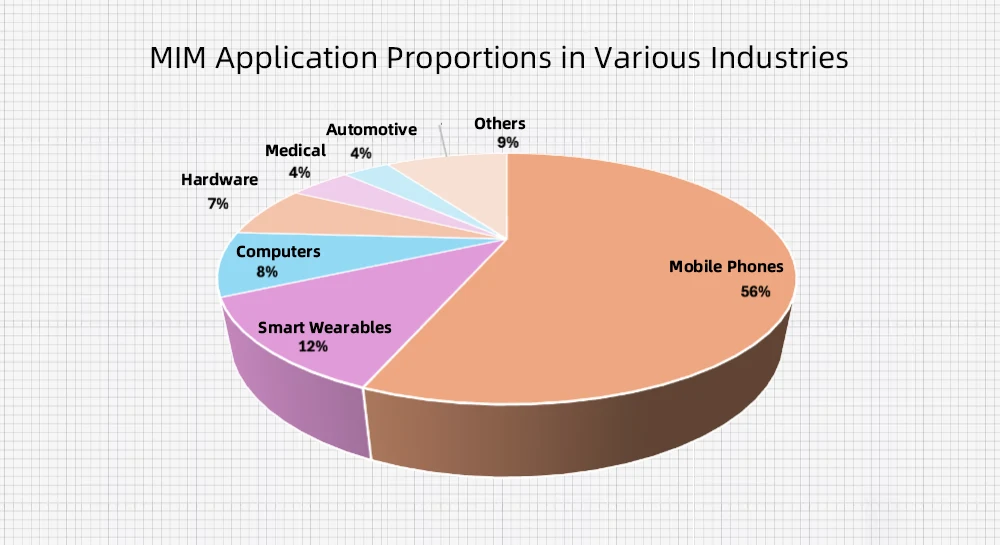
- Electrónica de consumo: La capacidad del MIM para fabricar productos complejos y de alta precisión lo hace irresistible en esta industria. Se utiliza para crear productos clave en dispositivos como smartwatches, hardware informático y smartphones.